JP2010090432A - 延性に優れる超高強度冷延鋼板およびその製造方法 - Google Patents
延性に優れる超高強度冷延鋼板およびその製造方法 Download PDFInfo
- Publication number
- JP2010090432A JP2010090432A JP2008261188A JP2008261188A JP2010090432A JP 2010090432 A JP2010090432 A JP 2010090432A JP 2008261188 A JP2008261188 A JP 2008261188A JP 2008261188 A JP2008261188 A JP 2008261188A JP 2010090432 A JP2010090432 A JP 2010090432A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- steel sheet
- ductility
- rolled steel
- phase
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Heat Treatment Of Sheet Steel (AREA)
Abstract
【解決手段】質量%で、C:0.20〜0.40%、Si:1.0〜3.0%、P:0.10%以下、S:0.02%以下、Al:0.01〜0.05%、N:0.005%未満、Mn:0.5〜2.0%を含有し、必要に応じてさらに、Nbおよび/またはTi、B、Crの1種以上を含有し、残部Feおよび不可避不純物からなり、金属組織が体積率で50〜80%の焼戻しマルテンサイト相および体積率で20〜50%のフェライト相を含むことを特徴とする。
【選択図】なし
Description
例えば、特許文献1では、引張強度1485MPaを示す鋼板が実施例において記載されているが、伸びが10%と低く、プレス加工による自動車保安部材の製造は極めて困難である。さらに、本開示例のミクロ組織はほぼ焼戻しマルテンサイト単相組織であり、連続焼鈍時の急冷によってマルテンサイト単相組織を得る際に鋼板形状が著しく悪化することから、焼鈍後に形状矯正の工程が必要となり、製造上好ましくない。加えて、本開示例の鋼板では合金元素として0.45質量%のVが添加されており、合金コストが高くなるという問題もある。
〜2.0質量%添加されており、Alの多量添加による鋳造欠陥が生じやすくなるという問題がある。さらに、残留オーステナイトをミクロ組織中に残存させるために、焼鈍温度からの冷却過程においてMs変態点以上の温度において等温保持を行う必要があり、製造工程が増加する難点がある。さらに、等温保持温度までの冷却速度などが操業時に変動した場合、大きな材質変動を招くことから、一定の品質を安定して生産するためには操業条件の厳密な管理が必要となり、製造上好ましくない。
また、本発明の他の目的は、上記のような優れた性能を有する冷延鋼板を、高い生産性で安定的に製造することができる製造方法を提供することにある。
一方、上記のような冷延鋼板の製造方法に関しては、焼鈍温度とその後の冷却過程を適正に制御し、且つ特定条件の焼戻し熱処理を施すことが効果的であるとの知見を得た。
[1]C:0.20〜0.40質量%、Si:1.0〜3.0質量%、P:0.10質量%以下、S:0.02質量%以下、Al:0.01〜0.05質量%、N:0.005質量%未満、Mn:0.5〜2.0質量%を含有し、残部がFeおよび不可避不純物からなり、金属組織が体積率で50〜80%の焼戻しマルテンサイト相および体積率で20〜50%のフェライト相を含むことを特徴とする延性に優れる超高強度冷延鋼板。
[2]上記[1]の冷延鋼板において、さらに、Nb:0.1質量%以下、Ti:0.1質量%以下の1種または2種を含有することを特徴とする延性に優れる超高強度冷延鋼板。
[4]上記[1]〜[3]のいずれかの冷延鋼板において、S:0.002質量%以下を含有することを特徴とする延性に優れる超高強度冷延鋼板。
[5]上記[1]〜[4]のいずれかの冷延鋼板において、さらに、Cr:0.40〜1.5質量%を、Mn+1.6Cr≦2.5を満足する条件で含有することを特徴とする延性に優れる超高強度冷延鋼板。
[6]上記[1]〜[5]のいずれかの冷延鋼板において、引張強度が1470MPa以上、破断伸びが12%以上であることを特徴とする延性に優れる超高強度冷延鋼板。
また、本発明の製造方法によれば、上記のような優れた性能を有する冷延鋼板を、高い生産性で安定的に製造することができる。
まず、冷延鋼板の化学成分について説明する。
Cはオーステナイト相を安定化させる元素であるとともに、鋼板の強度を確保するのに必要な元素である。C量が0.20質量%未満では、マルテンサイト相とフェライト相からなる二相組織において、1470MPa以上の引張強度を安定して得るために必要な焼戻しマルテンサイト相の体積率が大きくなり、高い延性を得ることが困難である。一方、C量が0.40質量%を超えると溶接部および溶接による熱影響部が著しく硬化し、溶接性が低下する。このためC量は0.20〜0.40質量%、好ましくは0.25〜0.30質量%とする。
Mnはオーステナイト相を安定化させるとともに、鋼の強化に有効な元素である。Mnが0.5質量%未満では、鋼の焼入れ性が十分ではなく、焼鈍温度からの冷却中に生じるオーステナイト相からフェライト相への変態、およびパーライト相ならびにベイナイト相の生成が早期に開始し、強度が著しく低下することから、目的とする強度を有する鋼板を安定して製造することが困難となる。一方、2.0質量%を超えると偏析が顕著となり、加工性が劣化する場合があるとともに、耐遅れ破壊特性が低下する。このためMn量は0.5〜2.0質量%、好ましくは1.3〜1.8質量%とする。
SはMnSなどの介在物となって、耐衝撃特性や耐遅れ破壊特性の劣化を誘引するため、極力低い方が望ましく、その上限を0.02質量%、好ましくは0.002質量%とする。
Alは脱酸のために有効な元素であり、有用な脱酸効果を得るためには0.01質量%以上とする必要があるが、過剰に添加すると鋼板中の介在物が増加し延性を低下させる。このためAl量は0.01〜0.05質量%とする。
Nは不可避不純物であり、窒化物を形成する。特に、含有量が0.005質量%以上になると窒化物の形成による高温および低温での延性が低下する。このためN量は0.005質量%未満とする。
NbおよびTiは結晶粒を細粒化させる効果があり、鋼板の強度を上昇させるのに有効な元素である。しかし、Nb、Tiをそれぞれ0.1質量%を超えて含有させたとしても、その効果は飽和するため経済的に好ましくない。このためNb、Tiの添加量は、それぞれ0.1質量%以下とする。
Bは鋼板の強度上昇に有効な元素である。B量が5質量ppm未満では、Bによる強度上昇効果が期待できない。一方、B量が30質量ppmを超えると熱間加工性が低下するため、製造上好ましくない。このためBの添加量は5〜30質量ppmとする。
本発明者らは、プレス成形性を左右する延性を向上させるとともに、プレス成形後にも優れた耐遅れ破壊特性を示す鋼板を得るべく検討を行い、その結果、高い延性を発揮させるためには、ミクロ組織を適切に制御することが重要であることを知見した。具体的には、連続焼鈍後のミクロ組織が、焼戻しマルテンサイト相を体積率で50%以上含み、実質的に残部が体積率で20%以上のフェライト相からなる二相組織とすることが重要であることが判った。この二相組織は焼鈍温度からの急冷によって得られるものであり、この手法により、合金元素を過剰に添加することなく超高強度の鋼板を得ることが可能である。
また、本発明の冷延鋼板の金属組織には、残留オーステナイト相、ベイナイト相、パーライト相など、焼戻しマルテンサイト相およびフェライト相以外の構成相が存在する場合がある。しかし、ベイナイト相やパーライト相が多量に存在した場合、それぞれ延性の低下および強度の低下を誘引するため、多量に含むことは好ましくない。また、残留オーステナイトは主に結晶粒界に存在し、水素脆化に伴う破壊起点となるため可能な限り低減することが望ましい。このため本発明において、焼戻しマルテンサイト相およびフェライト相以外の構成相(ベイナイト相、パーライト、残留オーステナイト等)は、体積率の合計で5%以下とすることが好ましい。
本発明の冷延鋼板の用途に特別な制約はないが、上記のような性能を有することから、特に、自動車のドアインパクトビームやセンターピラーをはじめとする超高強度車体保安部品等に好適である。
本発明が対象とする鋼板には鋼帯も含まれる。また、本発明の冷延鋼板は、表面にめっき(電気めっき等)や化成処理等の表面処理を施し、表面処理鋼板として使用することもできる。
この製造方法では、上述した化学成分を有する鋼を溶製し、連続鋳造などにより得られた鋼スラブを特定の条件で熱間圧延した後、酸洗および冷間圧延し、次いでこの冷延鋼板に特定条件で連続焼鈍および焼戻し処理を施す。
まず、熱間圧延では、鋼スラブを1200℃以上に加熱し、仕上げ圧延出側温度800℃以上の条件で圧延する。
スラブ加熱温度は、未固溶の析出物および介在物を溶解させることにより、熱間圧延時の変形抵抗を低減させ、生産性を安定させるために高い方が望ましい。しかし、加熱温度が1200℃未満では、圧延荷重が増大し、熱間圧延時のトラブル発生の危険が増大する。したがって、スラブ加熱温度は1200℃以上とするが、加熱温度があまりに高くなると酸化質量の増加に伴うスケールロスの増大につながるため、スラブ加熱温度は1300℃以下とすることが望ましい。
また、熱間圧延後は巻取り処理を行う。本発明において巻取り温度は特に限定されないが、巻取り温度が高温であった場合、上述したように粗大粒が生成し、鋼板組織が不均一となるため延性が低下する。また、巻取り温度が低すぎる場合には、熱間圧延によって生じた加工組織が残留し、次工程である冷間圧延の圧延荷重が大きくなる。そのため、巻取り温度は600〜700℃とすることが望ましい。特に好ましい巻取り温度は650℃程度である。
連続焼鈍では、Ac1変態点〜Ac3変態点の温度範囲で30〜1200秒間保持する。焼鈍温度がAC3変態点以上であっても、焼鈍温度からの冷却中に析出するフェライト相の体積率を制御することにより、体積率で50%以上のマルテンサイト相を得ることが可能であるが、AC3変態点以上で焼鈍し、オーステナイト単相とした後の冷却過程においてフェライトを所定量析出させた場合、粗大なマルテンサイト相と比較的微細なフェライト相からなる不均一な二相組織となり延性が低下する。このため焼鈍温度はAC1変態点〜AC3変態点の範囲とすることが望ましい。また、この焼鈍温度での保持時間(焼鈍時間)については、保持時間が短すぎるとミクロ組織が十分に焼鈍されずに不均一な組織となり、延性が低下する。また、保持時間が長すぎると製造時間の増加を招き製造コスト上好ましくない。このため保持時間は30〜1200秒とする。特に好ましい保持時間は600秒程度である。
焼鈍温度からの徐冷中にフェライト相を析出させ、強度−延性バランスを制御することが可能であるが、600℃未満まで徐冷した場合、ミクロ組織中にパーライトが多量に生成するために強度が急激に低下し、1470MPa以上の引張強度を得ることができない。また、徐冷停止温度を800℃より高温にした場合には、焼鈍温度からの徐冷中に十分な量のフェライト相を析出させることができないため、延性を十分に得ることができない。そのため、徐冷停止温度は800〜600℃、好ましくは750℃〜700℃の温度範囲とする。
徐冷後の急冷はオーステナイト相をマルテンサイト相に変態させるために行うが、その平均冷却速度が100℃/秒未満では、冷却中にオーステナイト相がフェライト相、ベイナイト相またはパーライト相に変態するため、所定の強度を得ることができない。一方、平均冷却速度が1000℃/秒を超えると、冷却による鋼板の収縮割れが生じる可能性がある。このため急冷時の平均冷却速度は100〜1000℃/秒とする。この冷却は、水焼入れによる急冷を行うことが好ましい。
以上のように得られた鋼板から試験片を採取し、金属組織の観察(測定)と引張試験を実施した。さらに一部の鋼種については、遅れ破壊試験を実施した。それらの結果を表5〜表7に示す。
(1)金属組織の観察
得られた冷延鋼板から試験片を採取し、圧延方向と平行な断面について鏡面研磨・エッチングを施し、光学顕微鏡または走査型電子顕微鏡を用いて微細組織を観察・撮影し、焼戻しマルテンサイト相およびフェライト相などの構成相の種類を同定するとともに、画像解析装置を用いて組織写真を2値化することにより、焼戻しマルテンサイト相およびフェライト相の体積率を求めた。また、残留オーステナイト相の体積率は、X線(Mo−Kα線)測定法により求めた。
(2)引張試験
得られた冷延鋼板から圧延方向と直角にJIS5号引張試験片を採取し、JIS−Z−2241の規定に準拠して引張試験を行い、引張特性(降伏応力(YS)、引張強度(TS)、破断伸び(El))を求めた。
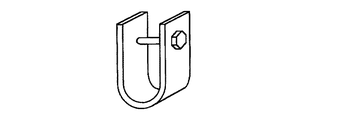
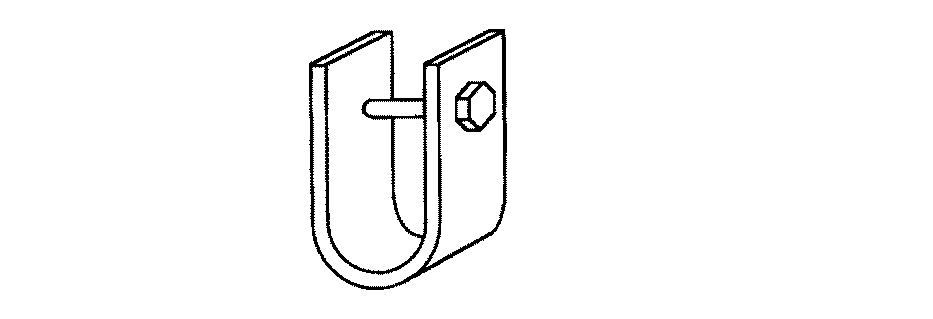
圧延方向を長手として切断および端面を研削加工することにより30mm×100mmとした試験片を用い、この試験片を、180°曲げにより破壊が生じない所定の曲げ半径で180°曲げ加工を施した。この曲げ加工を施した試験片に生じたスプリングバックを、図1に示すようにボルトにより所定量締込み、試験片に応力を負荷した後、25℃、pH3のHClに浸漬し、破壊が生じるまでの時間を最長100時間まで測定した。100時間以内に破壊が生じないものを合格とした。
表1〜表7によれば、本発明の条件に適合した実施例は、引張強度1470MPa以上、破断伸び12%以上という高い強度・延性バランスが得られている。
焼鈍温度を本発明の範囲外である900℃で行ったNo.62,70,71では、マルテンサイト単相またはそれに近い金属組織となり、1470MPa以上の高い引張強度は得られているものの、破断伸びは10%未満と低く、所定の延性が得られていない。
焼戻し時間が本発明の範囲よりも長いNo.58および焼戻し温度が本発明の範囲よりも高いNo.59では、マルテンサイト相の焼戻しが過度に進行したことにより強度が低下し、破断伸び12%以上という高い延性を得ることはできているものの、所定の強度は得られていない。
一方、No.68〜71は、いずれもCおよびSi濃度が本発明の範囲外であるとともに、金属組織が焼戻しマルテンサイト単相であることから、所定の引張強度を得ることができているが、破断伸びがいずれも10%未満と低く、強度・延性バランスは本発明に比べて大きく劣る。
本発明の条件に適合した実施例は、遅れ破壊特性評価試験において100時間以上破壊が生じなかった。しかし、マルテンサイト単相組織を有するNo.68〜71ではいずれも42時間以内に破壊が生じた。また、CrをMn+1.6Cr≦2.5を超えて添加したNo.67では、塩酸浸漬中に粒界上の炭化物を起点とした破壊が生じた。
Claims (7)
- C:0.20〜0.40質量%、Si:1.0〜3.0質量%、P:0.10質量%以下、S:0.02質量%以下、Al:0.01〜0.05質量%、N:0.005質量%未満、Mn:0.5〜2.0質量%を含有し、残部がFeおよび不可避不純物からなり、金属組織が体積率で50〜80%の焼戻しマルテンサイト相および体積率で20〜50%のフェライト相を含むことを特徴とする延性に優れる超高強度冷延鋼板。
- さらに、Nb:0.1質量%以下、Ti:0.1質量%以下の1種または2種を含有することを特徴とする請求項1に記載の延性に優れる超高強度冷延鋼板。
- さらに、B:5〜30質量ppmを含有することを特徴とする請求項1または2に記載の延性に優れる超高強度冷延鋼板。
- S:0.002質量%以下を含有することを特徴とする請求項1〜3のいずれか記載の延性に優れる超高強度冷延鋼板。
- さらに、Cr:0.40〜1.5質量%を、Mn+1.6Cr≦2.5を満足する条件で含有することを特徴とする請求項1〜4のいずれかに記載の延性に優れる超高強度冷延鋼板。
- 引張強度が1470MPa以上、破断伸びが12%以上であることを特徴とする請求項1〜5のいずれかに記載の延性に優れる超高強度冷延鋼板。
- 請求項1〜5のいずれかに記載の化学成分を有する鋼スラブを1200℃以上に加熱し、仕上げ圧延出側温度800℃以上の条件で熱間圧延した後、酸洗および冷間圧延し、次いで該冷延鋼板を連続焼鈍する際に、Ac1変態点〜Ac3変態点の温度範囲で30〜1200秒間保持した後、10〜100℃/秒の平均冷却速度で800〜600℃まで冷却し、引き続き100〜1000℃/秒の平均冷却速度で100℃以下まで冷却し、次いで、再加熱して200〜400℃の温度範囲で120〜1800秒間保持する焼き戻し処理を施すことを特徴とする延性に優れる超高強度冷延鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008261188A JP5359168B2 (ja) | 2008-10-08 | 2008-10-08 | 延性に優れる超高強度冷延鋼板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008261188A JP5359168B2 (ja) | 2008-10-08 | 2008-10-08 | 延性に優れる超高強度冷延鋼板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010090432A true JP2010090432A (ja) | 2010-04-22 |
| JP5359168B2 JP5359168B2 (ja) | 2013-12-04 |
Family
ID=42253422
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008261188A Expired - Fee Related JP5359168B2 (ja) | 2008-10-08 | 2008-10-08 | 延性に優れる超高強度冷延鋼板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5359168B2 (ja) |
Cited By (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012002520A1 (ja) * | 2010-06-30 | 2012-01-05 | Jfeスチール株式会社 | 延性及び耐遅れ破壊特性に優れる超高強度冷延鋼板およびその製造方法 |
| CN103290307A (zh) * | 2012-02-27 | 2013-09-11 | 株式会社神户制钢所 | 耐冲击性优越的高强度钢板及其制造方法 |
| KR101382908B1 (ko) * | 2014-03-05 | 2014-04-08 | 주식회사 포스코 | 초고강도 박강판 및 그 제조방법 |
| US20150144231A1 (en) * | 2012-05-31 | 2015-05-28 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | High strength cold-rolled steel sheet and manufacturing method therefor |
| KR20150142791A (ko) | 2014-06-11 | 2015-12-23 | 주식회사 포스코 | 형상동결성이 우수한 초고강도 냉연강판 및 그 제조방법 |
| KR101630975B1 (ko) | 2014-12-05 | 2016-06-16 | 주식회사 포스코 | 구멍 확장성이 우수한 고항복비형 고강도 냉연강판 및 그 제조방법 |
| WO2016147549A1 (ja) * | 2015-03-18 | 2016-09-22 | Jfeスチール株式会社 | 高強度冷延鋼板およびその製造方法 |
| WO2017009938A1 (ja) * | 2015-07-13 | 2017-01-19 | 新日鐵住金株式会社 | 鋼板、溶融亜鉛めっき鋼板、及び合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 |
| WO2017009936A1 (ja) * | 2015-07-13 | 2017-01-19 | 新日鐵住金株式会社 | 鋼板、溶融亜鉛めっき鋼板、及び合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 |
| WO2017037827A1 (ja) * | 2015-08-31 | 2017-03-09 | 新日鐵住金株式会社 | 鋼板 |
| WO2017111407A1 (ko) * | 2015-12-23 | 2017-06-29 | 주식회사 포스코 | 고항복비형 고강도 냉연강판 및 그 제조방법 |
| EP3088547A4 (en) * | 2013-12-27 | 2017-07-26 | Nippon Steel & Sumitomo Metal Corporation | Hot-pressed steel sheet member, production method for same, and hot-press steel sheet |
| EP3263727A4 (en) * | 2015-02-27 | 2018-01-03 | JFE Steel Corporation | High-strength cold-rolled steel plate and method for producing same |
| KR20180038030A (ko) * | 2015-08-21 | 2018-04-13 | 신닛테츠스미킨 카부시키카이샤 | 강판 |
| EP3276022A4 (en) * | 2015-03-25 | 2018-04-25 | JFE Steel Corporation | Cold-rolled steel sheet and manufacturing method therefor |
| KR20180070940A (ko) | 2016-12-19 | 2018-06-27 | 주식회사 포스코 | 굽힘 가공성이 우수한 초고강도 강판 및 이의 제조방법 |
| WO2018117711A1 (ko) | 2016-12-22 | 2018-06-28 | 주식회사 포스코 | 굽힘가공성과 구멍확장성이 우수한 냉연강판 및 그 제조방법 |
| KR20190049294A (ko) | 2017-11-01 | 2019-05-09 | 주식회사 포스코 | 냉간압연성이 우수한 초고강도 냉연강판 및 이의 제조방법 |
| WO2019125018A1 (ko) | 2017-12-24 | 2019-06-27 | 주식회사 포스코 | 초고강도 냉연강판 및 그 제조방법 |
| WO2019124766A1 (ko) | 2017-12-24 | 2019-06-27 | 주식회사 포스코 | 고 항복비형 고 강도 강판 및 그 제조방법 |
| WO2019124688A1 (ko) | 2017-12-22 | 2019-06-27 | 주식회사 포스코 | 충돌특성 및 성형성이 우수한 고강도 강판 및 이의 제조방법 |
| WO2019124693A1 (ko) | 2017-12-22 | 2019-06-27 | 주식회사 포스코 | 가공성이 우수한 고강도 강판 및 이의 제조방법 |
| KR20190075589A (ko) | 2017-12-21 | 2019-07-01 | 주식회사 포스코 | 고항복비형 고강도 강판 및 이의 제조방법 |
| WO2020130560A1 (ko) | 2018-12-18 | 2020-06-25 | 주식회사 포스코 | 가공성이 우수한 냉연강판, 용융아연도금강판 및 이들의 제조방법 |
| KR102200227B1 (ko) | 2019-07-02 | 2021-01-08 | 주식회사 포스코 | 가공성이 우수한 냉연강판, 용융아연 도금강판 및 그 제조방법 |
| WO2021039776A1 (ja) | 2019-08-30 | 2021-03-04 | Jfeスチール株式会社 | 鋼板、部材及びそれらの製造方法 |
| WO2021054578A1 (ko) | 2019-09-20 | 2021-03-25 | 주식회사 포스코 | 균일연신율 및 가공경화율이 우수한 강판 및 이의 제조방법 |
| WO2021085336A1 (ja) | 2019-10-31 | 2021-05-06 | Jfeスチール株式会社 | 鋼板、部材及びそれらの製造方法 |
| KR20210080664A (ko) | 2019-12-20 | 2021-07-01 | 주식회사 포스코 | 연성 및 가공성이 우수한 강판 및 이의 제조방법 |
| WO2022019509A1 (ko) | 2020-07-22 | 2022-01-27 | 주식회사 포스코 | 성형성 및 가공경화율이 우수한 강판 |
| KR20220045801A (ko) | 2020-10-06 | 2022-04-13 | 주식회사 포스코 | 굽힘가공성과 구멍확장성이 우수한 냉연강판 및 그 제조방법 |
| KR20220048611A (ko) | 2020-10-13 | 2022-04-20 | 주식회사 포스코 | 연성 및 가공성이 우수한 고강도 용융아연도금판 및 그 제조방법 |
| KR20220081529A (ko) | 2020-12-09 | 2022-06-16 | 주식회사 포스코 | 연성 및 성형성이 우수한 고강도 용융아연도금강판 |
| KR20220084651A (ko) | 2020-12-14 | 2022-06-21 | 주식회사 포스코 | 굽힘성 및 성형성이 우수한 고강도 강판 및 이의 제조방법 |
| KR20220086202A (ko) | 2020-12-16 | 2022-06-23 | 주식회사 포스코 | 항복비 및 성형성이 우수한 고강도 냉연강판의 제조방법 및 이를 이용하여 제조된 고강도 냉연강판 |
| CN115044831A (zh) * | 2022-06-09 | 2022-09-13 | 包头钢铁(集团)有限责任公司 | 一种1100MPa级冷轧马氏体钢及其制造方法 |
| WO2023003188A1 (ko) | 2021-07-20 | 2023-01-26 | 주식회사 포스코 | 구멍확장성 및 연성이 우수한 고강도 강판 및 이의 제조방법 |
| WO2023048448A1 (ko) | 2021-09-24 | 2023-03-30 | 주식회사 포스코 | 표면 품질이 우수하고 재질 편차가 적은 고강도 냉연강판 및 이의 제조 방법 |
| WO2023048449A1 (ko) | 2021-09-24 | 2023-03-30 | 주식회사 포스코 | 표면 품질이 우수하고 재질 편차가 적은 고강도 냉연강판 및 이의 제조 방법 |
| WO2023048450A1 (ko) | 2021-09-24 | 2023-03-30 | 주식회사 포스코 | 표면 품질이 우수하고 재질 편차가 적은 고강도 냉연강판 및 이의 제조 방법 |
| WO2023080632A1 (ko) | 2021-11-05 | 2023-05-11 | 주식회사 포스코 | 내충돌성능 및 성형성이 우수한 고강도 강판 및 이의 제조방법 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11193418A (ja) * | 1997-12-29 | 1999-07-21 | Kobe Steel Ltd | 平坦性に優れた高強度冷延鋼板の製造方法 |
| JP2005076078A (ja) * | 2003-08-29 | 2005-03-24 | Kobe Steel Ltd | 加工性に優れた高張力鋼板及びその製造方法 |
| JP2010065307A (ja) * | 2008-09-12 | 2010-03-25 | Kobe Steel Ltd | 伸びおよび伸びフランジ性に優れた高強度冷延鋼板 |
-
2008
- 2008-10-08 JP JP2008261188A patent/JP5359168B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11193418A (ja) * | 1997-12-29 | 1999-07-21 | Kobe Steel Ltd | 平坦性に優れた高強度冷延鋼板の製造方法 |
| JP2005076078A (ja) * | 2003-08-29 | 2005-03-24 | Kobe Steel Ltd | 加工性に優れた高張力鋼板及びその製造方法 |
| JP2010065307A (ja) * | 2008-09-12 | 2010-03-25 | Kobe Steel Ltd | 伸びおよび伸びフランジ性に優れた高強度冷延鋼板 |
Cited By (91)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2589674A4 (en) * | 2010-06-30 | 2017-06-21 | JFE Steel Corporation | Ultrahigh-strength cold-rolled steel sheet with excellent ductility and delayed-fracture resistance, and process for producing same |
| WO2012002520A1 (ja) * | 2010-06-30 | 2012-01-05 | Jfeスチール株式会社 | 延性及び耐遅れ破壊特性に優れる超高強度冷延鋼板およびその製造方法 |
| CN102971442A (zh) * | 2010-06-30 | 2013-03-13 | 杰富意钢铁株式会社 | 延展性以及耐延迟断裂特性优良的超高强度冷轧钢板及其制造方法 |
| US20130087257A1 (en) * | 2010-06-30 | 2013-04-11 | Jfe Steel Corporation | Ultra high strength cold rolled steel sheet having excellent ductility and delayed fracture resistance and method for manufacturing the same |
| JP2012012642A (ja) * | 2010-06-30 | 2012-01-19 | Jfe Steel Corp | 延性及び耐遅れ破壊特性に優れる超高強度冷延鋼板およびその製造方法 |
| KR101540507B1 (ko) * | 2010-06-30 | 2015-07-29 | 제이에프이 스틸 가부시키가이샤 | 연성 및 내지연 파괴 특성이 우수한 초고강도 냉연 강판 및 그 제조 방법 |
| CN103290307A (zh) * | 2012-02-27 | 2013-09-11 | 株式会社神户制钢所 | 耐冲击性优越的高强度钢板及其制造方法 |
| US20150144231A1 (en) * | 2012-05-31 | 2015-05-28 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | High strength cold-rolled steel sheet and manufacturing method therefor |
| US9708697B2 (en) * | 2012-05-31 | 2017-07-18 | Kobe Steel, Ltd. | High strength cold-rolled steel sheet and manufacturing method therefor |
| US10711322B2 (en) | 2013-12-27 | 2020-07-14 | Nippon Steel Corporation | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing |
| EP3088547A4 (en) * | 2013-12-27 | 2017-07-26 | Nippon Steel & Sumitomo Metal Corporation | Hot-pressed steel sheet member, production method for same, and hot-press steel sheet |
| US10253387B2 (en) | 2013-12-27 | 2019-04-09 | Nippon Steel & Sumitomo Metal Corporation | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing |
| KR101382908B1 (ko) * | 2014-03-05 | 2014-04-08 | 주식회사 포스코 | 초고강도 박강판 및 그 제조방법 |
| KR20150142791A (ko) | 2014-06-11 | 2015-12-23 | 주식회사 포스코 | 형상동결성이 우수한 초고강도 냉연강판 및 그 제조방법 |
| KR101630975B1 (ko) | 2014-12-05 | 2016-06-16 | 주식회사 포스코 | 구멍 확장성이 우수한 고항복비형 고강도 냉연강판 및 그 제조방법 |
| EP3263727A4 (en) * | 2015-02-27 | 2018-01-03 | JFE Steel Corporation | High-strength cold-rolled steel plate and method for producing same |
| KR101998652B1 (ko) | 2015-03-18 | 2019-07-10 | 제이에프이 스틸 가부시키가이샤 | 고강도 냉연 강판 및 그의 제조 방법 |
| JPWO2016147549A1 (ja) * | 2015-03-18 | 2017-07-13 | Jfeスチール株式会社 | 高強度冷延鋼板およびその製造方法 |
| KR20170116112A (ko) | 2015-03-18 | 2017-10-18 | 제이에프이 스틸 가부시키가이샤 | 고강도 냉연 강판 및 그의 제조 방법 |
| CN107429344A (zh) * | 2015-03-18 | 2017-12-01 | 杰富意钢铁株式会社 | 高强度冷轧钢板及其制造方法 |
| WO2016147549A1 (ja) * | 2015-03-18 | 2016-09-22 | Jfeスチール株式会社 | 高強度冷延鋼板およびその製造方法 |
| US10870902B2 (en) | 2015-03-25 | 2020-12-22 | Jfe Steel Corporation | Cold-rolled steel sheet and manufacturing method therefor |
| EP3276022A4 (en) * | 2015-03-25 | 2018-04-25 | JFE Steel Corporation | Cold-rolled steel sheet and manufacturing method therefor |
| JPWO2017009938A1 (ja) * | 2015-07-13 | 2018-03-29 | 新日鐵住金株式会社 | 鋼板、溶融亜鉛めっき鋼板、及び合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 |
| WO2017009938A1 (ja) * | 2015-07-13 | 2017-01-19 | 新日鐵住金株式会社 | 鋼板、溶融亜鉛めっき鋼板、及び合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 |
| JPWO2017009936A1 (ja) * | 2015-07-13 | 2018-04-19 | 新日鐵住金株式会社 | 鋼板、溶融亜鉛めっき鋼板、及び合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 |
| US10808291B2 (en) | 2015-07-13 | 2020-10-20 | Nippon Steel Corporation | Steel sheet, hot-dip galvanized steel sheet, galvannealed steel sheet, and manufacturing methods therefor |
| WO2017009936A1 (ja) * | 2015-07-13 | 2017-01-19 | 新日鐵住金株式会社 | 鋼板、溶融亜鉛めっき鋼板、及び合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 |
| US10822672B2 (en) | 2015-07-13 | 2020-11-03 | Nippon Steel Corporation | Steel sheet, hot-dip galvanized steel sheet, galvanized steel sheet, and manufacturing methods therefor |
| KR20180038030A (ko) * | 2015-08-21 | 2018-04-13 | 신닛테츠스미킨 카부시키카이샤 | 강판 |
| KR102132205B1 (ko) | 2015-08-21 | 2020-07-10 | 닛폰세이테츠 가부시키가이샤 | 강판 |
| CN107923008B (zh) * | 2015-08-31 | 2020-03-20 | 日本制铁株式会社 | 钢板 |
| KR102206830B1 (ko) | 2015-08-31 | 2021-01-25 | 닛폰세이테츠 가부시키가이샤 | 강판 |
| US11519061B2 (en) | 2015-08-31 | 2022-12-06 | Nippon Steel Corporation | Steel sheet |
| WO2017037827A1 (ja) * | 2015-08-31 | 2017-03-09 | 新日鐵住金株式会社 | 鋼板 |
| KR20180031738A (ko) * | 2015-08-31 | 2018-03-28 | 신닛테츠스미킨 카부시키카이샤 | 강판 |
| CN107923008A (zh) * | 2015-08-31 | 2018-04-17 | 新日铁住金株式会社 | 钢板 |
| JPWO2017037827A1 (ja) * | 2015-08-31 | 2018-05-24 | 新日鐵住金株式会社 | 鋼板 |
| US11104974B2 (en) | 2015-12-23 | 2021-08-31 | Posco | High yield ratio type high-strength cold-rolled steel sheet and manufacturing method thereof |
| WO2017111407A1 (ko) * | 2015-12-23 | 2017-06-29 | 주식회사 포스코 | 고항복비형 고강도 냉연강판 및 그 제조방법 |
| KR20180070940A (ko) | 2016-12-19 | 2018-06-27 | 주식회사 포스코 | 굽힘 가공성이 우수한 초고강도 강판 및 이의 제조방법 |
| WO2018117501A1 (ko) | 2016-12-19 | 2018-06-28 | 주식회사 포스코 | 굽힘 가공성이 우수한 초고강도 강판 및 이의 제조방법 |
| US11193189B2 (en) | 2016-12-19 | 2021-12-07 | Posco | Ultra-high strength steel sheet having excellent bendability and manufacturing method therefor |
| WO2018117711A1 (ko) | 2016-12-22 | 2018-06-28 | 주식회사 포스코 | 굽힘가공성과 구멍확장성이 우수한 냉연강판 및 그 제조방법 |
| KR20190049294A (ko) | 2017-11-01 | 2019-05-09 | 주식회사 포스코 | 냉간압연성이 우수한 초고강도 냉연강판 및 이의 제조방법 |
| KR20190075589A (ko) | 2017-12-21 | 2019-07-01 | 주식회사 포스코 | 고항복비형 고강도 강판 및 이의 제조방법 |
| US11519051B2 (en) | 2017-12-22 | 2022-12-06 | Posco Co., Ltd | High-strength steel sheet having excellent processability and method for manufacturing same |
| KR20190076258A (ko) | 2017-12-22 | 2019-07-02 | 주식회사 포스코 | 충돌특성 및 성형성이 고강도 강판 및 이의 제조방법 |
| US11827950B2 (en) | 2017-12-22 | 2023-11-28 | Posco Co., Ltd | Method of manufacturing high-strength steel sheet having excellent processability |
| WO2019124693A1 (ko) | 2017-12-22 | 2019-06-27 | 주식회사 포스코 | 가공성이 우수한 고강도 강판 및 이의 제조방법 |
| WO2019124688A1 (ko) | 2017-12-22 | 2019-06-27 | 주식회사 포스코 | 충돌특성 및 성형성이 우수한 고강도 강판 및 이의 제조방법 |
| KR20190076307A (ko) | 2017-12-22 | 2019-07-02 | 주식회사 포스코 | 가공성이 우수한 고강도 강판 및 이의 제조방법 |
| US11345985B2 (en) | 2017-12-22 | 2022-05-31 | Posco | High-strength steel sheet with excellent crashworthiness characteristics and formability and method of manufacturing the same |
| US11345984B2 (en) | 2017-12-22 | 2022-05-31 | Posco | High-strength steel sheet with excellent crashworthiness characteristics and formability and method of manufacturing the same |
| WO2019124766A1 (ko) | 2017-12-24 | 2019-06-27 | 주식회사 포스코 | 고 항복비형 고 강도 강판 및 그 제조방법 |
| WO2019125018A1 (ko) | 2017-12-24 | 2019-06-27 | 주식회사 포스코 | 초고강도 냉연강판 및 그 제조방법 |
| KR20190077203A (ko) | 2017-12-24 | 2019-07-03 | 주식회사 포스코 | 초고강도 냉연강판 및 그 제조방법 |
| KR20190077193A (ko) | 2017-12-24 | 2019-07-03 | 주식회사 포스코 | 고 항복비형 고 강도 강판 및 그 제조방법 |
| WO2020130560A1 (ko) | 2018-12-18 | 2020-06-25 | 주식회사 포스코 | 가공성이 우수한 냉연강판, 용융아연도금강판 및 이들의 제조방법 |
| KR20200075991A (ko) | 2018-12-18 | 2020-06-29 | 주식회사 포스코 | 가공성이 우수한 냉연강판, 용융아연도금강판 및 이들의 제조방법 |
| US10941467B2 (en) | 2018-12-18 | 2021-03-09 | Posco | Cold-rolled steel sheet with excellent formability, galvanized steel sheet, and manufacturing method thereof |
| KR102200227B1 (ko) | 2019-07-02 | 2021-01-08 | 주식회사 포스코 | 가공성이 우수한 냉연강판, 용융아연 도금강판 및 그 제조방법 |
| WO2021039776A1 (ja) | 2019-08-30 | 2021-03-04 | Jfeスチール株式会社 | 鋼板、部材及びそれらの製造方法 |
| KR20220036975A (ko) | 2019-08-30 | 2022-03-23 | 제이에프이 스틸 가부시키가이샤 | 강판, 부재 및 그들의 제조 방법 |
| CN114302978A (zh) * | 2019-08-30 | 2022-04-08 | 杰富意钢铁株式会社 | 钢板、构件及它们的制造方法 |
| KR20210034220A (ko) | 2019-09-20 | 2021-03-30 | 주식회사 포스코 | 균일연신율 및 가공경화율이 우수한 강판 및 이의 제조방법 |
| WO2021054578A1 (ko) | 2019-09-20 | 2021-03-25 | 주식회사 포스코 | 균일연신율 및 가공경화율이 우수한 강판 및 이의 제조방법 |
| KR20220066138A (ko) | 2019-10-31 | 2022-05-23 | 제이에프이 스틸 가부시키가이샤 | 강판, 부재 및 그들의 제조 방법 |
| WO2021085336A1 (ja) | 2019-10-31 | 2021-05-06 | Jfeスチール株式会社 | 鋼板、部材及びそれらの製造方法 |
| KR20210080664A (ko) | 2019-12-20 | 2021-07-01 | 주식회사 포스코 | 연성 및 가공성이 우수한 강판 및 이의 제조방법 |
| KR20220011898A (ko) | 2020-07-22 | 2022-02-03 | 주식회사 포스코 | 성형성 및 가공경화율이 우수한 강판 |
| WO2022019509A1 (ko) | 2020-07-22 | 2022-01-27 | 주식회사 포스코 | 성형성 및 가공경화율이 우수한 강판 |
| KR20220045801A (ko) | 2020-10-06 | 2022-04-13 | 주식회사 포스코 | 굽힘가공성과 구멍확장성이 우수한 냉연강판 및 그 제조방법 |
| KR20220048611A (ko) | 2020-10-13 | 2022-04-20 | 주식회사 포스코 | 연성 및 가공성이 우수한 고강도 용융아연도금판 및 그 제조방법 |
| WO2022124609A1 (ko) | 2020-12-09 | 2022-06-16 | 주식회사 포스코 | 연성 및 성형성이 우수한 고강도 용융아연도금강판 및 그 제조방법 |
| KR20220081529A (ko) | 2020-12-09 | 2022-06-16 | 주식회사 포스코 | 연성 및 성형성이 우수한 고강도 용융아연도금강판 |
| WO2022131596A1 (ko) | 2020-12-14 | 2022-06-23 | 주식회사 포스코 | 굽힘성 및 성형성이 우수한 고강도 강판 및 이의 제조방법 |
| KR20220084651A (ko) | 2020-12-14 | 2022-06-21 | 주식회사 포스코 | 굽힘성 및 성형성이 우수한 고강도 강판 및 이의 제조방법 |
| KR20220086202A (ko) | 2020-12-16 | 2022-06-23 | 주식회사 포스코 | 항복비 및 성형성이 우수한 고강도 냉연강판의 제조방법 및 이를 이용하여 제조된 고강도 냉연강판 |
| WO2023003188A1 (ko) | 2021-07-20 | 2023-01-26 | 주식회사 포스코 | 구멍확장성 및 연성이 우수한 고강도 강판 및 이의 제조방법 |
| KR20230014121A (ko) | 2021-07-20 | 2023-01-30 | 주식회사 포스코 | 구멍확장성 및 연성이 우수한 고강도 강판 및 이의 제조방법 |
| WO2023048448A1 (ko) | 2021-09-24 | 2023-03-30 | 주식회사 포스코 | 표면 품질이 우수하고 재질 편차가 적은 고강도 냉연강판 및 이의 제조 방법 |
| WO2023048449A1 (ko) | 2021-09-24 | 2023-03-30 | 주식회사 포스코 | 표면 품질이 우수하고 재질 편차가 적은 고강도 냉연강판 및 이의 제조 방법 |
| WO2023048450A1 (ko) | 2021-09-24 | 2023-03-30 | 주식회사 포스코 | 표면 품질이 우수하고 재질 편차가 적은 고강도 냉연강판 및 이의 제조 방법 |
| KR20230043352A (ko) | 2021-09-24 | 2023-03-31 | 주식회사 포스코 | 표면 품질이 우수하고 재질 편차가 적은 고강도 냉연강판 및 이의 제조 방법 |
| KR20230043353A (ko) | 2021-09-24 | 2023-03-31 | 주식회사 포스코 | 표면 품질이 우수하고 재질 편차가 적은 고강도 냉연강판 및 이의 제조 방법 |
| KR20230044048A (ko) | 2021-09-24 | 2023-04-03 | 주식회사 포스코 | 표면 품질이 우수하고 재질 편차가 적은 고강도 냉연강판 및 이의 제조 방법 |
| WO2023080632A1 (ko) | 2021-11-05 | 2023-05-11 | 주식회사 포스코 | 내충돌성능 및 성형성이 우수한 고강도 강판 및 이의 제조방법 |
| KR20230066166A (ko) | 2021-11-05 | 2023-05-15 | 주식회사 포스코 | 내충돌성능 및 성형성이 우수한 고강도 강판 및 이의 제조방법 |
| CN115044831B (zh) * | 2022-06-09 | 2023-08-25 | 包头钢铁(集团)有限责任公司 | 一种1100MPa级冷轧马氏体钢及其制造方法 |
| CN115044831A (zh) * | 2022-06-09 | 2022-09-13 | 包头钢铁(集团)有限责任公司 | 一种1100MPa级冷轧马氏体钢及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5359168B2 (ja) | 2013-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5359168B2 (ja) | 延性に優れる超高強度冷延鋼板およびその製造方法 | |
| JP5668337B2 (ja) | 延性及び耐遅れ破壊特性に優れる超高強度冷延鋼板およびその製造方法 | |
| JP5423072B2 (ja) | 曲げ加工性および耐遅れ破壊特性に優れる高強度冷延鋼板およびその製造方法 | |
| JP6849536B2 (ja) | 高強度鋼板およびその製造方法 | |
| JP4947176B2 (ja) | 超高強度冷延鋼板の製造方法 | |
| JP5348268B2 (ja) | 成形性に優れる高強度冷延鋼板およびその製造方法 | |
| JP5018934B2 (ja) | 加工性に優れた高強度鋼板およびその製造方法 | |
| CN110100032B (zh) | 屈服比低且均匀延伸率优异的回火马氏体钢及其制造方法 | |
| JP4268079B2 (ja) | 伸び及び耐水素脆化特性に優れた超高強度鋼板、その製造方法、並びに該超高強度鋼板を用いた超高強度プレス成形部品の製造方法 | |
| JP4692259B2 (ja) | 成形性および形状凍結性に優れる高強度鋼板 | |
| JP6700398B2 (ja) | 高降伏比型高強度冷延鋼板及びその製造方法 | |
| JP4288216B2 (ja) | 耐水素脆化特性に優れたホットプレス用鋼板、自動車用部材及びその製造方法 | |
| JP5662903B2 (ja) | 成形性に優れた高強度鋼板、温間加工方法、および温間加工された自動車部品 | |
| JP4085826B2 (ja) | 伸びおよび伸びフランジ性に優れた二相型高張力鋼板およびその製造方法 | |
| KR101626233B1 (ko) | 고항복비 고강도 냉연 강판과 그 제조 방법 | |
| JP5126844B2 (ja) | 熱間プレス用鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法 | |
| WO2012060294A1 (ja) | 深絞り性および焼付硬化性に優れる高強度冷延鋼板とその製造方法 | |
| JP2018188675A (ja) | 高強度熱延鋼板およびその製造方法 | |
| JP2021531405A (ja) | 耐衝突特性に優れた高強度鋼板及びその製造方法 | |
| JP5365758B2 (ja) | 鋼板及びその製造方法 | |
| JP4954909B2 (ja) | 焼き付け硬化特性と常温遅時効性に優れた低降伏比型高強度冷延鋼板とその製造方法 | |
| JP4156889B2 (ja) | 伸びフランジ性に優れた複合組織鋼板およびその製造方法 | |
| JP4362319B2 (ja) | 耐遅れ破壊特性に優れた高強度鋼板およびその製造方法 | |
| JP2010126808A (ja) | 冷延鋼板およびその製造方法 | |
| JP5870825B2 (ja) | 合金化溶融亜鉛めっき熱延鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110824 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130514 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130711 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130806 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130819 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5359168 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |