JP2010074063A - 部品装着装置、部品装着設定算出装置、プログラム及び部品装着設定算出方法 - Google Patents
部品装着装置、部品装着設定算出装置、プログラム及び部品装着設定算出方法 Download PDFInfo
- Publication number
- JP2010074063A JP2010074063A JP2008242654A JP2008242654A JP2010074063A JP 2010074063 A JP2010074063 A JP 2010074063A JP 2008242654 A JP2008242654 A JP 2008242654A JP 2008242654 A JP2008242654 A JP 2008242654A JP 2010074063 A JP2010074063 A JP 2010074063A
- Authority
- JP
- Japan
- Prior art keywords
- mounting
- component
- group
- components
- pallet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004364 calculation method Methods 0.000 title claims description 79
- 238000000034 method Methods 0.000 claims description 45
- 238000012545 processing Methods 0.000 claims description 25
- 238000004891 communication Methods 0.000 description 24
- 238000010586 diagram Methods 0.000 description 22
- 230000014509 gene expression Effects 0.000 description 5
- 238000013459 approach Methods 0.000 description 4
- 238000009434 installation Methods 0.000 description 2
- 230000002452 interceptive effect Effects 0.000 description 2
- 238000001179 sorption measurement Methods 0.000 description 2
- 230000032258 transport Effects 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
Images












Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0478—Simultaneously mounting of different components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/02—Feeding of components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53174—Means to fasten electrical component to wiring board, base, or substrate
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Supply And Installment Of Electrical Components (AREA)
Abstract
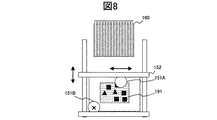
【解決手段】制御部140は、複数の装着ヘッドを有する部品装着部150が、パレット160から同時に部品を吸着し、回路基板に同時に部品を装着する際に、複数の装着ヘッドが動作する領域の重複が最小となるように、パレット160から同時に複数の装着ヘッドが吸着する部品のグループのペアを特定して、特定したペアのグループに含まれる部品を、各々の装着ヘッドで吸着して、回路基板に装着するようにする。
【選択図】図2
Description
条件式2: maxNum = minMaxNum、かつ、dist < minDist
ステップS52では、配置算出部144は、insBlk、minMaxNum、minDistの値を各々、blk、maxNum、distに更新する。
(a)各ノードに接続されるエッジのうち、マッチングとして選択されるエッジは1つ以下。
(b)可能な限り多くのエッジで構成される。例えば、ノード数が偶数の場合には(ノード数)÷2、ノード数が奇数の場合には(ノード数−1)÷2から降順で、最適なものと判断する。
(c)マッチングに属するエッジの重み値の和が、可能な限り小さい。
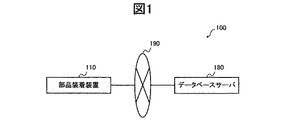
110 部品装着装置
120 記憶部
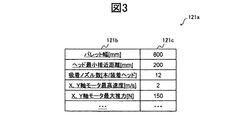
121 部品装着装置情報記憶領域
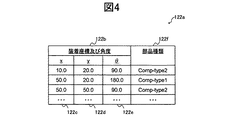
122 実装部品回路基板情報記憶領域
123 実装部品情報記憶領域
124 部品装着設定情報記憶領域
141 全体制御部
140 制御部
142 部品装着設定処理部
143 ブロック分割部
144 配置算出部
145 装着グループ算出部
146 グループ割当算出部
170 入力部
171 出力部
172 通信部
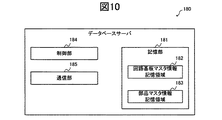
180 データベースサーバ
Claims (16)
- 複数の装着ヘッドが、パレットから同時に部品を吸着し、当該パレットに対して一方向に配置された回路基板に同時に部品を装着することのできる部品装着装置であって、
前記複数の装着ヘッドが、前記パレットから部品を吸着して前記回路基板に部品を装着する一動作において、前記複数の装着ヘッドが動作する領域の重複が最小となるように、前記パレットから同時に複数の装着ヘッドが吸着する部品のグループのペアを特定する処理と、
前記ペアとなったグループの各々に含まれる部品を、各々の装着ヘッドが同時に吸着し、吸着した部品を同時に回路基板に装着する処理と、を行う制御部を備えること、
を特徴とする部品装着装置。 - 請求項1に記載の部品装着装置であって、
前記制御部は、
予め定められた座標に近い位置から吸着される部品、及び、予め定められた座標に近い位置に装着される部品、により前記グループを生成し、前記グループの組合せの中より、前記パレットから部品を吸着して前記回路基板に部品を装着する一動作において、前記複数の装着ヘッドが動作する領域の重複が最小となるペアを特定すること、
を特徴とする部品装着装置。 - 請求項2に記載の部品装着装置であって、
前記制御部は、
前記グループが重複しないで生成可能な最大数の組合せの中より、前記パレットから前記複数の装着ヘッドが同時に部品を吸着する際の装着ヘッド同士の干渉量と、前記回路基板に前記複数の装着ヘッドが同時に部品を装着する際の装着ヘッド同士の干渉量と、の和が最小となるように、前記ペアを特定すること、
を特徴とする部品装着装置。 - 請求項3に記載の部品装着装置であって、
前記制御部は、
前記グループに含まれる部品の吸着位置における最小値及び最大値と、前記グループと組み合わされる前記グループに含まれる吸着位置における最小値及び最大値と、の重複部分の座標範囲を、前記パレットから前記複数の装着ヘッドが同時に部品を吸着する際の装着ヘッド同士の干渉量とし、
前記グループに含まれる部品の装着位置におけるx座標の最小値及び最大値と、前記グループと組み合わされる前記グループに含まれる装着位置におけるx座標の最小値及び最大値と、の重複部分、および、前記グループに含まれる部品の装着位置におけるy座標の最小値及び最大値と、前記グループと組み合わされる前記グループに含まれる装着位置におけるy座標の最小値及び最大値と、の重複部分、の座標範囲の加算値を、前記回路基板に前記複数の装着ヘッドが同時に部品を装着する際の装着ヘッド同士の干渉量とすること、
を特徴とする部品装着装置。 - 請求項2に記載の部品装着装置であって、
前記制御部は、
前記パレットを、前記複数の装着ヘッドが干渉しない最小幅以上で、前記パレットの幅以下の予め定められた幅のブロックに分割し、分割したブロックの中から前記グループを生成すること、
を特徴とする部品装着装置。 - 複数の装着ヘッドが、パレットから同時に部品を吸着し、当該パレットに対して一方向に配置された回路基板に同時に部品を装着する際の、各々の装着ヘッドが部品を吸着し装着する順番を特定する部品装着設定情報を生成する部品装着設定算出装置であって、
前記パレットから部品を吸着して前記回路基板に部品を装着する一動作において、前記複数の装着ヘッドが動作する領域の重複が最小となるように、前記パレットから同時に複数の装着ヘッドが吸着する部品のグループのペアを特定する処理と、
前記ペアとなったグループの各々に含まれる部品を、各々の装着ヘッドが同時に吸着し、吸着した部品を同時に回路基板に装着するよう、前記部品装着設定情報を生成する処理と、を行う制御部を備えること、
を特徴とする部品装着設定算出装置。 - 請求項6に記載の部品装着設定算出装置であって、
前記制御部は、
予め定められた座標に近い位置から吸着される部品、及び、予め定められた座標に近い位置に装着される部品、により前記グループを生成し、前記グループの組合せの中より、前記パレットから部品を吸着して前記回路基板に部品を装着する一動作において、前記複数の装着ヘッドが動作する領域の重複が最小となるペアを特定すること、
を特徴とする部品装着設定算出装置。 - 請求項7に記載の部品装着設定算出装置であって、
前記制御部は、
前記グループが重複しないで生成可能な最大数の組合せの中より、前記パレットから前記複数の装着ヘッドが同時に部品を吸着する際の装着ヘッド同士の干渉量と、前記回路基板に前記複数の装着ヘッドが同時に部品を装着する際の装着ヘッド同士の干渉量と、の和が最小となるように、前記ペアを特定すること、
を特徴とする部品装着設定算出装置。 - 請求項8に記載の部品装着設定算出装置であって、
前記制御部は、
前記グループに含まれる部品の吸着位置における最小値及び最大値と、前記グループと組み合わされる前記グループに含まれる吸着位置における最小値及び最大値と、の重複部分の座標範囲を、前記パレットから前記複数の装着ヘッドが同時に部品を吸着する際の装着ヘッド同士の干渉量とし、
前記グループに含まれる部品の装着位置におけるx座標における最小値及び最大値と、前記グループと組み合わされる前記グループに含まれる装着位置におけるx座標における最小値及び最大値と、の重複部分、および、前記グループに含まれる部品の装着位置におけるy座標における最小値及び最大値と、前記グループと組み合わされる前記グループに含まれる装着位置におけるy座標における最小値及び最大値と、の重複部分、の座標範囲の加算値を、前記回路基板に前記複数の装着ヘッドが同時に部品を装着する際の装着ヘッド同士の干渉量とすること、
を特徴とする部品装着設定算出装置。 - 請求項7に記載の部品装着設定算出装置であって、
前記制御部は、
前記パレットを、前記複数の装着ヘッドが干渉しない最小幅以上で、前記パレットの幅以下の予め定められた幅のブロックに分割し、分割したブロックの中から前記グループを生成すること、
を特徴とする部品装着設定算出装置。 - コンピュータを、
複数の装着ヘッドが、パレットから同時に部品を吸着し、当該パレットに対して一方向に配置された回路基板に同時に部品を装着する際の、各々の装着ヘッドが部品を吸着し装着する順番を特定する部品装着設定情報を生成する部品装着設定算出装置として機能させるプログラムであって、
前記コンピュータを、
前記パレットから部品を吸着して前記回路基板に部品を装着する一動作において、前記複数の装着ヘッドが動作する領域の重複が最小となるように、前記パレットから同時に複数の装着ヘッドが吸着する部品のグループのペアを特定する処理と、
前記ペアとなったグループの各々に含まれる部品を、各々の装着ヘッドが同時に吸着し、吸着した部品を同時に回路基板に装着するよう、前記部品装着設定情報を生成する処理と、を行う制御手段として機能させること、
を特徴とするプログラム。 - 請求項11に記載のプログラムであって、
前記制御手段に、
予め定められた座標に近い位置から吸着される部品、及び、予め定められた座標に近い位置に装着される部品、により前記グループを生成し、前記グループの組合せの中より、前記パレットから部品を吸着して前記回路基板に部品を装着する一動作において、前記複数の装着ヘッドが動作する領域の重複が最小となるペアを特定する処理を行わせること、
を特徴とするプログラム。 - 請求項12に記載のプログラムであって、
前記制御手段に、
前記グループが重複しないで生成可能な最大数の組合せの中より、前記パレットから前記複数の装着ヘッドが同時に部品を吸着する際の装着ヘッド同士の干渉量と、前記回路基板に前記複数の装着ヘッドが同時に部品を装着する際の装着ヘッド同士の干渉量と、の和が最小となるように、前記ペアを特定する処理を行わせること、
を特徴とするプログラム。 - 請求項13に記載のプログラムであって、
前記制御手段に、
前記グループに含まれる部品の吸着位置における最小値及び最大値と、前記グループと組み合わされる前記グループに含まれる吸着位置における最小値及び最大値と、の重複部分の座標範囲を、前記パレットから前記複数の装着ヘッドが同時に部品を吸着する際の装着ヘッド同士の干渉量とし、
前記グループに含まれる部品の装着位置におけるx座標における最小値及び最大値と、前記グループと組み合わされる前記グループに含まれる装着位置におけるx座標における最小値及び最大値と、の重複部分、および、前記グループに含まれる部品の装着位置におけるy座標における最小値及び最大値と、前記グループと組み合わされる前記グループに含まれる装着位置におけるy座標における最小値及び最大値と、の重複部分、の座標範囲の加算値を、前記回路基板に前記複数の装着ヘッドが同時に部品を装着する際の装着ヘッド同士の干渉量とする処理を行わせること、
を特徴とするプログラム。 - 請求項11に記載のプログラムであって、
前記制御手段に、
前記パレットを、前記複数の装着ヘッドが干渉しない最小幅以上で、前記パレットの幅以下の予め定められた幅のブロックに分割し、分割したブロックの中から前記グループを生成させること、
を特徴とするプログラム。 - 複数の装着ヘッドがパレットから同時に部品を吸着し、当該パレットに対して一方向に配置された回路基板に同時に部品を装着する際の、各々の装着ヘッドが部品を吸着し装着する順番を特定する部品装着設定情報を生成する部品装着設定算出装置が行う部品装着設定算出方法であって、
前記部品装着設定算出装置の制御部が、前記パレットから部品を吸着して前記回路基板に部品を装着する一動作において、前記複数の装着ヘッドが動作する領域の重複が最小となるように、前記パレットから同時に複数の装着ヘッドが吸着する部品のグループのペアを特定する処理を行う過程と、
前記ペアとなったグループの各々に含まれる部品を、各々の装着ヘッドが同時に吸着し、吸着した部品を同時に回路基板に装着するよう、前記部品装着設定情報を生成する処理を行う過程と、を備えること、
を特徴とする部品装着設定算出方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008242654A JP5074334B2 (ja) | 2008-09-22 | 2008-09-22 | 部品装着装置、部品装着設定算出装置、プログラム及び部品装着設定算出方法 |
| US12/486,070 US8340803B2 (en) | 2008-09-22 | 2009-06-17 | Component placement apparatus, component placement setting calculation apparatus, program, and component placement setting calculation method |
| EP09008000A EP2166827B1 (en) | 2008-09-22 | 2009-06-18 | Component placement apparatus, component placement setting calculation apparatus, program, and component placement setting calculation method |
| AT09008000T ATE556574T1 (de) | 2008-09-22 | 2009-06-18 | Komponentenpositionierungsvorrichtung, vorrichtung zur berechnung der einstellung der komponentenpositionierungsvorrichtung, programm und verfahren zur berechnung der komponentenpositionierungseinstellung |
| CN2009101493842A CN101686636B (zh) | 2008-09-22 | 2009-06-18 | 元件贴装装置、元件贴装设定计算装置、程序及方法 |
| KR1020090054956A KR101004847B1 (ko) | 2008-09-22 | 2009-06-19 | 부품 장착 장치, 부품 장착 설정 산출 장치, 프로그램 및 부품 장착 설정 산출 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008242654A JP5074334B2 (ja) | 2008-09-22 | 2008-09-22 | 部品装着装置、部品装着設定算出装置、プログラム及び部品装着設定算出方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010074063A true JP2010074063A (ja) | 2010-04-02 |
| JP5074334B2 JP5074334B2 (ja) | 2012-11-14 |
Family
ID=41112503
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008242654A Active JP5074334B2 (ja) | 2008-09-22 | 2008-09-22 | 部品装着装置、部品装着設定算出装置、プログラム及び部品装着設定算出方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8340803B2 (ja) |
| EP (1) | EP2166827B1 (ja) |
| JP (1) | JP5074334B2 (ja) |
| KR (1) | KR101004847B1 (ja) |
| CN (1) | CN101686636B (ja) |
| AT (1) | ATE556574T1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017130602A (ja) * | 2016-01-22 | 2017-07-27 | ヤマハ発動機株式会社 | 容器方向決定装置、実装機、及び容器方向決定方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5573509B2 (ja) * | 2010-09-02 | 2014-08-20 | 富士通株式会社 | 設計支援装置,設計支援プログラムおよび同プログラムを記録したコンピュータ読取可能な記録媒体 |
| US8525830B2 (en) | 2010-09-17 | 2013-09-03 | The Boeing Company | Point cloud generation system |
| JP6043993B2 (ja) * | 2011-10-31 | 2016-12-14 | Jukiオートメーションシステムズ株式会社 | 部品実装装置、情報処理装置、情報処理方法及び基板の製造方法 |
| US8556162B2 (en) | 2011-11-21 | 2013-10-15 | The Boeing Company | Component programming system |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003046295A (ja) * | 2001-07-27 | 2003-02-14 | Fuji Mach Mfg Co Ltd | 電気部品装着システムおよび電気回路製造方法 |
| JP2004186391A (ja) * | 2002-12-03 | 2004-07-02 | Sanyo Electric Co Ltd | 部品装着装置における同一実装サイクルでの装着部品の組み合わせ決定方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH088433B2 (ja) * | 1987-01-20 | 1996-01-29 | ヤマハ発動機株式会社 | チツプ部品装着装置 |
| JPH09307286A (ja) * | 1996-05-14 | 1997-11-28 | Tenryu Technic:Kk | 電子部品実装装置およびその方法 |
| JP3962139B2 (ja) | 1997-12-17 | 2007-08-22 | 山形カシオ株式会社 | 部品搭載プログラム作成装置及び媒体 |
| US6538244B1 (en) * | 1999-11-03 | 2003-03-25 | Cyberoptics Corporation | Pick and place machine with improved vision system including a linescan sensor |
| US6826738B2 (en) * | 2002-05-10 | 2004-11-30 | Pdf Solutions, Inc. | Optimization of die placement on wafers |
| US7076313B2 (en) * | 2003-06-06 | 2006-07-11 | Visteon Global Technologies, Inc. | Method for optimizing configuration of pick-and-place machine |
| US7188409B2 (en) * | 2003-10-31 | 2007-03-13 | Universal Instruments Corp. | Method for rejecting component during a placement cycle |
| JP4451769B2 (ja) | 2004-12-20 | 2010-04-14 | 株式会社日立ハイテクインスツルメンツ | 部品装着装置の部品装着設定方法 |
| JP4733499B2 (ja) * | 2005-10-31 | 2011-07-27 | 株式会社日立ハイテクインスツルメンツ | 電子部品装着装置 |
| JP4450788B2 (ja) * | 2005-11-30 | 2010-04-14 | 株式会社日立ハイテクインスツルメンツ | 電子部品装着装置 |
| JP4719639B2 (ja) * | 2006-07-07 | 2011-07-06 | 株式会社日立ハイテクインスツルメンツ | 設定装置及びプログラム |
-
2008
- 2008-09-22 JP JP2008242654A patent/JP5074334B2/ja active Active
-
2009
- 2009-06-17 US US12/486,070 patent/US8340803B2/en active Active
- 2009-06-18 CN CN2009101493842A patent/CN101686636B/zh active Active
- 2009-06-18 AT AT09008000T patent/ATE556574T1/de active
- 2009-06-18 EP EP09008000A patent/EP2166827B1/en active Active
- 2009-06-19 KR KR1020090054956A patent/KR101004847B1/ko not_active IP Right Cessation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003046295A (ja) * | 2001-07-27 | 2003-02-14 | Fuji Mach Mfg Co Ltd | 電気部品装着システムおよび電気回路製造方法 |
| JP2004186391A (ja) * | 2002-12-03 | 2004-07-02 | Sanyo Electric Co Ltd | 部品装着装置における同一実装サイクルでの装着部品の組み合わせ決定方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017130602A (ja) * | 2016-01-22 | 2017-07-27 | ヤマハ発動機株式会社 | 容器方向決定装置、実装機、及び容器方向決定方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20100033920A (ko) | 2010-03-31 |
| EP2166827A2 (en) | 2010-03-24 |
| EP2166827B1 (en) | 2012-05-02 |
| KR101004847B1 (ko) | 2010-12-28 |
| CN101686636A (zh) | 2010-03-31 |
| EP2166827A3 (en) | 2011-01-05 |
| CN101686636B (zh) | 2011-10-26 |
| US8340803B2 (en) | 2012-12-25 |
| ATE556574T1 (de) | 2012-05-15 |
| US20100071201A1 (en) | 2010-03-25 |
| JP5074334B2 (ja) | 2012-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7899561B2 (en) | Operating time reducing method, operating time reducing apparatus, program and component mounter | |
| JP5074334B2 (ja) | 部品装着装置、部品装着設定算出装置、プログラム及び部品装着設定算出方法 | |
| JP4996634B2 (ja) | 実装条件決定方法および実装条件決定装置 | |
| JP5433719B2 (ja) | 部品装着設定装置、部品装着装置、プログラム及び部品供給ユニット配置方法 | |
| JP3466141B2 (ja) | 部品実装順序最適化方法、その装置及び部品実装装置 | |
| JP2008060543A (ja) | 部品実装条件決定方法 | |
| JP4995845B2 (ja) | 実装条件決定方法 | |
| JP5009939B2 (ja) | 実装条件決定方法 | |
| JP2005353776A (ja) | 部品実装機の部品搭載最適化方法 | |
| JP6076046B2 (ja) | 電子部品実装装置、演算装置および実装方法 | |
| KR102484355B1 (ko) | 부품 장착 순서 결정 장치 | |
| JP2007150340A (ja) | 部品実装最適化方法、部品実装最適化装置、部品実装最適化プログラム、及び部品実装装置 | |
| JP4995848B2 (ja) | 実装条件決定方法 | |
| JP3999796B2 (ja) | 加工計画方法、装置、及び、加工方法、装置 | |
| JP2006245537A (ja) | 部品実装順序決定方法、部品実装方法及び部品実装機 | |
| JP2009043947A (ja) | 実装設備、実装機、実装ライン、実装作業適性化装置および実装作業適性化方法 | |
| JP2009076710A (ja) | 部品装着設定装置、部品装着装置、プログラム及び部品供給ユニット配置方法 | |
| JP2004006962A (ja) | 部品実装順序最適化方法、その装置及びその記録媒体 | |
| JP4045119B2 (ja) | 部品装着設定方法、コンピュータプログラム及び記録媒体 | |
| JP7457938B2 (ja) | 配置支援方法、プログラム、配置支援システム及び作業システム | |
| JP2004079962A (ja) | 部品実装最適化方法、部品実装最適化装置、部品実装最適化プログラム、及び部品実装装置 | |
| Sun et al. | A branch-and-price algorithm for placement routing for a multi-head beam-type component placement tool | |
| JP6977168B2 (ja) | 部品搭載機の搭載時間平準化装置、及び搭載時間平準化方法 | |
| JP4891196B2 (ja) | 部品実装方法 | |
| JP3958991B2 (ja) | 部品配置設定方法、コンピュータプログラム及び記録媒体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120426 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120508 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120703 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120724 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120823 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5074334 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150831 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |