JP2010070810A - 高耐食性を有し加工性に優れためっき鋼材およびその製造方法 - Google Patents
高耐食性を有し加工性に優れためっき鋼材およびその製造方法 Download PDFInfo
- Publication number
- JP2010070810A JP2010070810A JP2008239692A JP2008239692A JP2010070810A JP 2010070810 A JP2010070810 A JP 2010070810A JP 2008239692 A JP2008239692 A JP 2008239692A JP 2008239692 A JP2008239692 A JP 2008239692A JP 2010070810 A JP2010070810 A JP 2010070810A
- Authority
- JP
- Japan
- Prior art keywords
- steel material
- plating
- plated steel
- corrosion resistance
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 135
- 239000010959 steel Substances 0.000 title claims abstract description 135
- 230000007797 corrosion Effects 0.000 title claims abstract description 85
- 238000005260 corrosion Methods 0.000 title claims abstract description 85
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 32
- 238000007747 plating Methods 0.000 claims abstract description 161
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 76
- 239000000956 alloy Substances 0.000 claims abstract description 76
- 239000012535 impurity Substances 0.000 claims abstract description 46
- 229910052749 magnesium Inorganic materials 0.000 claims abstract description 35
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 31
- 238000005246 galvanizing Methods 0.000 claims abstract description 26
- 229910001335 Galvanized steel Inorganic materials 0.000 claims abstract description 20
- 239000008397 galvanized steel Substances 0.000 claims abstract description 20
- 238000000034 method Methods 0.000 claims abstract description 20
- 229910052742 iron Inorganic materials 0.000 claims abstract description 19
- 229910018134 Al-Mg Inorganic materials 0.000 claims abstract description 15
- 229910018467 Al—Mg Inorganic materials 0.000 claims abstract description 15
- 229910000838 Al alloy Inorganic materials 0.000 claims abstract description 14
- 239000000463 material Substances 0.000 claims description 103
- 239000011701 zinc Substances 0.000 claims description 56
- 229910001297 Zn alloy Inorganic materials 0.000 claims description 20
- 229910052725 zinc Inorganic materials 0.000 claims description 15
- 229910021364 Al-Si alloy Inorganic materials 0.000 claims description 12
- 229910000676 Si alloy Inorganic materials 0.000 claims description 12
- 229910052710 silicon Inorganic materials 0.000 claims description 12
- 229910018464 Al—Mg—Si Inorganic materials 0.000 claims description 10
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 10
- 229910018137 Al-Zn Inorganic materials 0.000 claims description 9
- 229910018573 Al—Zn Inorganic materials 0.000 claims description 9
- 229910021578 Iron(III) chloride Inorganic materials 0.000 claims description 8
- RBTARNINKXHZNM-UHFFFAOYSA-K iron trichloride Chemical compound Cl[Fe](Cl)Cl RBTARNINKXHZNM-UHFFFAOYSA-K 0.000 claims description 8
- 238000007598 dipping method Methods 0.000 claims description 4
- 229910052759 nickel Inorganic materials 0.000 claims description 4
- 239000011248 coating agent Substances 0.000 abstract 1
- 238000000576 coating method Methods 0.000 abstract 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 28
- 238000012545 processing Methods 0.000 description 16
- 229910017706 MgZn Inorganic materials 0.000 description 15
- 230000000694 effects Effects 0.000 description 14
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 12
- 238000002834 transmittance Methods 0.000 description 10
- 238000007654 immersion Methods 0.000 description 8
- 239000000203 mixture Substances 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- 238000004453 electron probe microanalysis Methods 0.000 description 7
- 230000005496 eutectics Effects 0.000 description 7
- 229910052698 phosphorus Inorganic materials 0.000 description 6
- 239000000243 solution Substances 0.000 description 6
- 230000004580 weight loss Effects 0.000 description 6
- 229910000655 Killed steel Inorganic materials 0.000 description 5
- 230000004907 flux Effects 0.000 description 5
- 229910052719 titanium Inorganic materials 0.000 description 5
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonia chloride Chemical compound [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 description 4
- 238000005530 etching Methods 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 239000003112 inhibitor Substances 0.000 description 4
- 229910052748 manganese Inorganic materials 0.000 description 4
- 150000003839 salts Chemical class 0.000 description 4
- 229920006395 saturated elastomer Polymers 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- JIAARYAFYJHUJI-UHFFFAOYSA-L zinc dichloride Chemical compound [Cl-].[Cl-].[Zn+2] JIAARYAFYJHUJI-UHFFFAOYSA-L 0.000 description 4
- 229910052790 beryllium Inorganic materials 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 229910052796 boron Inorganic materials 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000005554 pickling Methods 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 229910052726 zirconium Inorganic materials 0.000 description 3
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 2
- 229910007570 Zn-Al Inorganic materials 0.000 description 2
- 235000019270 ammonium chloride Nutrition 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 229910052787 antimony Inorganic materials 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 238000005422 blasting Methods 0.000 description 2
- 239000004566 building material Substances 0.000 description 2
- 229910052791 calcium Inorganic materials 0.000 description 2
- 239000010960 cold rolled steel Substances 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 229910052745 lead Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 238000004445 quantitative analysis Methods 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 239000002436 steel type Substances 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- 235000005074 zinc chloride Nutrition 0.000 description 2
- 239000011592 zinc chloride Substances 0.000 description 2
- GHPYJLCQYMAXGG-WCCKRBBISA-N (2R)-2-amino-3-(2-boronoethylsulfanyl)propanoic acid hydrochloride Chemical compound Cl.N[C@@H](CSCCB(O)O)C(O)=O GHPYJLCQYMAXGG-WCCKRBBISA-N 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910018566 Al—Si—Mg Inorganic materials 0.000 description 1
- 229910018571 Al—Zn—Mg Inorganic materials 0.000 description 1
- 229910015372 FeAl Inorganic materials 0.000 description 1
- 229910019018 Mg 2 Si Inorganic materials 0.000 description 1
- 229910007981 Si-Mg Inorganic materials 0.000 description 1
- 229910008316 Si—Mg Inorganic materials 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 229910052761 rare earth metal Inorganic materials 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000007751 thermal spraying Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
Landscapes
- Coating With Molten Metal (AREA)
Abstract
【解決手段】鋼材の表面に、下層としてFe−Al合金層を有し、その上に、中間層として、質量%で、Al:4〜20%、Fe:0.1〜15%、Mg:0.1〜5%、残部がZnおよび不可避的不純物からなる合金層を有し、さらに、その上に、上層として、質量%で、Al:4〜20%、Mg:0.1〜5%、残部がZnおよび不可避的不純物からなる合金層を形成する。
【選択図】なし
Description
(5)前記(1)〜(4)のいずれかに記載の高耐食性を有し加工性に優れためっき鋼材において、下層の合金層にMgを含有することを特徴とする高耐食性を有し加工性に優れためっき鋼材。
C:0.005〜0.15%、
Si:0.15〜0.25%、
Mn:0.40〜1.6%、
P:0.04%以下、
S:0.04%以下、
Al:0.001〜0.06%、
N:0.0080%以下を含有し、
残部Feおよび不可避的不純物からなる鋼材であることを特徴とする高耐食性を有し加工性に優れためっき鋼材。
(17)前記(16)に記載のめっき鋼材の製造方法において、第一段のめっき工程で溶融めっきした被めっき物を、温度300℃以上に保ったまま、第二段のめっき工程で、溶融めっきを行うことを特徴とするめっき鋼材の製造方法。
まず、SGP100A(厚さ4mm、外径114.3mm)の鋼管を準備し、脱脂処理、塩酸による酸洗処理を行った後、塩化亜鉛50g/l、塩化アンモニウム150g/lを含む水溶液フラックスに浸漬して前処理を行った。
3:透過率70%以上90%未満
2:透過率50%以上70%未満
1:透過率50%未満
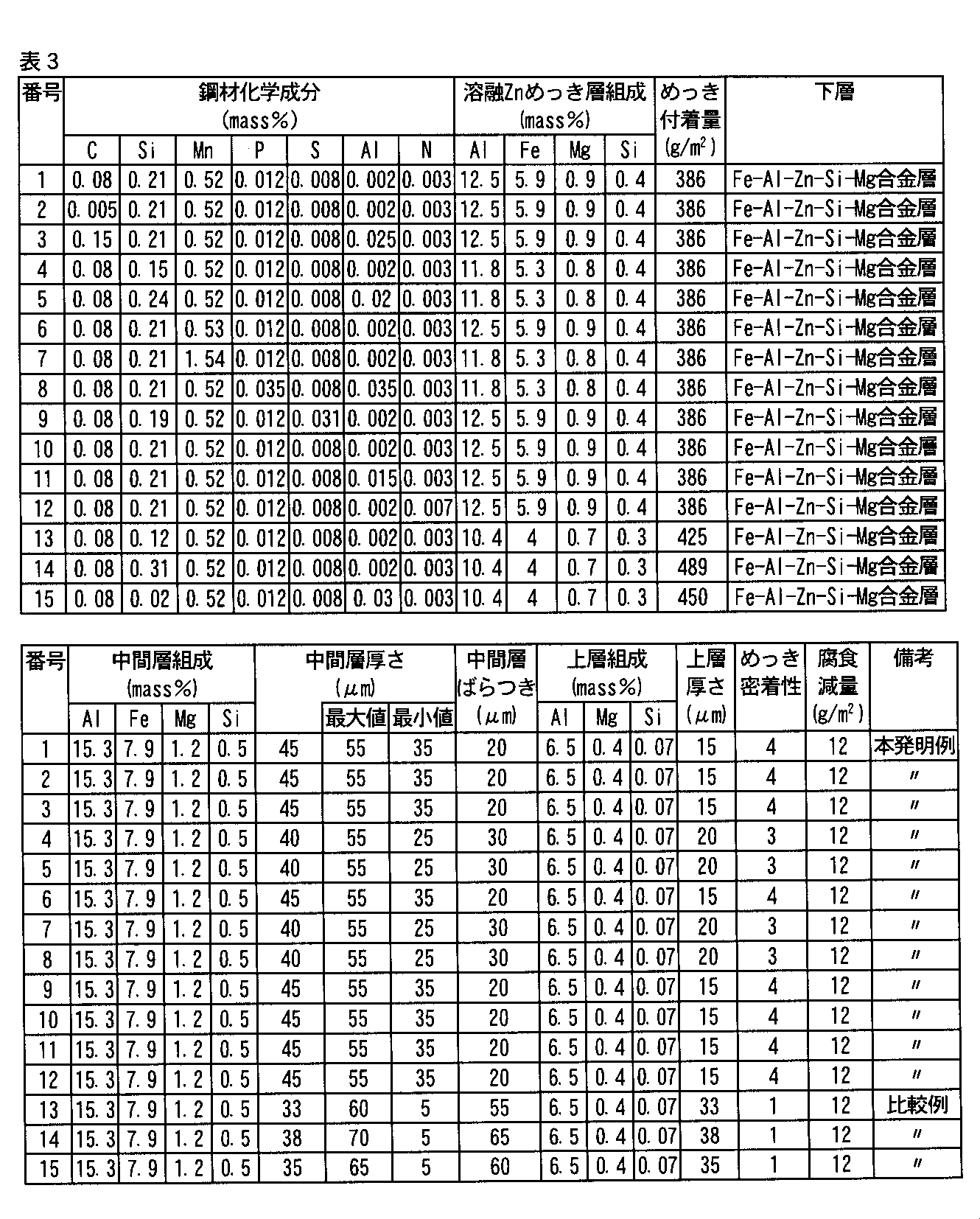
まず、表3に示す成分で、SGP100A(厚さ4mm、外径114.3mm)の鋼管を準備し、脱脂処理、塩酸による酸洗処理を行った後、塩化亜鉛50g/l、塩化アンモニウム150g/lを含む水溶液フラックスに浸漬して、前処理を行った。
3:透過率70%以上90%未満
2:透過率50%以上70%未満
1:透過率50%未満
Claims (18)
- 鋼材の表面に、下層としてFe−Al合金層を有し、その上に、中間層として、質量%で、Al:4〜20%、Fe:0.1〜15%、Mg:0.1〜5%、残部がZnおよび不可避的不純物からなる合金層を有し、さらに、その上に、上層として、質量%で、Al:4〜20%、Mg:0.1〜5%、残部がZnおよび不可避的不純物からなる合金層を有することを特徴とする高耐食性を有し加工性に優れためっき鋼材。
- 鋼材の表面に、下層としてFe−Al−Zn合金層を有し、その上に、中間層として、質量%で、Al:4〜20%、Fe:0.1〜15%、Mg:0.1〜5%、残部がZnおよび不可避的不純物からなる合金層を有し、さらに、その上に、上層として、質量%でAl:4〜20%、Mg:0.1〜5%、残部がZnおよび不可避的不純物からなる合金層を有することを特徴とする高耐食性を有し加工性に優れためっき鋼材。
- 鋼材の表面に、下層としてFe−Al−Si合金層を有し、その上に、中間層として、質量%でAl:4〜20%、Fe:0.1〜15%、Mg:0.1〜5%、残部がZnおよび不可避的不純物からなる合金層を有し、さらに、その上に、上層として、質量%で、Al:4〜20%、Mg:0.1〜5%、残部がZnおよび不可避的不純物からなる合金層を有することを特徴とする高耐食性を有し加工性に優れためっき鋼材。
- 鋼材の表面に、下層としてFe−Al−Zn−Si合金層を有し、その上に、中間層として、質量%で、Al:4〜20%、Fe:0.1〜15%、Mg:0.1〜5%、残部がZnおよび不可避的不純物からなる合金層を有し、さらに、その上に、上層として、質量%で、Al:4〜20%、Mg:0.1〜5%、残部がZnおよび不可避的不純物からなる合金層を有することを特徴とする高耐食性を有し加工性に優れためっき鋼材。
- 請求項1〜4のいずれか1項に記載の高耐食性を有し加工性に優れためっき鋼材において、下層の合金層にMgを含有することを特徴とする高耐食性を有し加工性に優れためっき鋼材。
- 請求項1〜5のいずれか1項に記載の高耐食性を有し加工性に優れためっき鋼材において、前記中間層、または、前記中間層および上層のいずれかの合金層中に、Siを0.0005〜0.8%含有することを特徴とする高耐食性を有し加工性に優れためっき鋼材。
- 請求項1〜6のいずれか1項に記載の高耐食性を有し加工性に優れためっき鋼材において、前記中間層の厚みが、前記上層の厚みの2倍以上であることを特徴とする高耐食性を有し加工性に優れためっき鋼材。
- 請求項7に記載の高耐食性を有し加工性に優れためっき鋼材において、前記中間層の厚みの最大値と最小値の差が、30μm以内であることを特徴とする高耐食性を有し加工性に優れためっき鋼材。
- 請求項1〜8のいずれか1項に記載の高耐食性を有し加工性に優れためっき鋼材が、質量%で、
C:0.005〜0.15%、
Si:0.15〜0.25%、
Mn:0.40〜1.6%、
P:0.04%以下、
S:0.04%以下、
Al:0.001〜0.06%、
N:0.0080%以下を含有し、
残部Feおよび不可避的不純物からなる鋼材であることを特徴とする高耐食性を有し加工性に優れためっき鋼材。 - 請求項1〜9のいずれか1項に記載の高耐食性を有し加工性に優れためっき鋼材が鋼管であることを特徴とする高耐食性を有し加工性に優れためっき鋼材。
- 鋼材の表面に、溶融亜鉛めっきを行った後、溶融亜鉛合金めっきを行う二段めっき方法において、第一段として、亜鉛を主体とするめっき浴に浸漬して、溶融亜鉛めっきを行い、第二段として、溶融Zn−Al−Mgめっき浴、または、溶融Zn−Al−Mg−Siめっき浴のいずれかに浸漬して、溶融亜鉛合金めっきを行うことを特徴とするめっき鋼材の製造方法。
- 請求項11に記載のめっき鋼材の製造方法において、第一段としての溶融亜鉛めっき浴が、質量%で、Zn:99%以上であり、残部が不可避的不純物であることを特徴とするめっき鋼材の製造方法。
- 請求項11に記載のめっき鋼材の製造方法において、第一段としての溶融亜鉛めっき浴が、質量%で、Al:0.001〜0.5%、および、Ni:0.001〜0.2%の1種または2種を含み、残部がZnおよび不可避的不純物であることを特徴とするめっき鋼材の製造方法。
- 請求項11〜13のいずれか1項に記載のめっき鋼材の製造方法において、第二段としての溶融Zn−Al−Mgめっき浴が、質量%で、Al:4〜20%、Mg:0.1〜5%を含有し、残部がZnおよび不可避的不純物であることを特徴とするめっき鋼材の製造方法。
- 請求項11〜13のいずれか1項に記載のめっき鋼材の製造方法において、第二段としての溶融Zn−Al−Mg−Siめっき浴が、質量%で、Al:4〜20%、Mg:0.1〜5%、Si:0.0005〜0.8%を含有し、残部がZnおよび不可避的不純物であることを特徴とするめっき鋼材の製造方法。
- 請求項11〜15のいずれか1項に記載のめっき鋼材の製造方法において、第一段のめっき工程で、被めっき物を、温度430〜500℃の溶融亜鉛めっき浴で、100秒以上浸漬して溶融めっきを行った後、第二段のめっき工程で、被めっき物を、温度400〜480℃の溶融Zn−Al−Mgめっき浴、または、溶融Zn−Al−Mg−Siめっき浴で、30秒以上浸漬して溶融亜鉛合金めっきを行うことを特徴とするめっき鋼材の製造方法。
- 請求項16に記載のめっき鋼材の製造方法において、第一段のめっき工程で溶融めっきした被めっき物を、温度300℃以上に保ったまま、第二段のめっき工程で、溶融めっきを行うことを特徴とするめっき鋼材の製造方法。
- 請求項11〜17のいずれか1項に記載のめっき鋼材の製造方法において、前処理として、塩化第二鉄溶液で被めっき物を処理することを特徴とするめっき鋼材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008239692A JP5230318B2 (ja) | 2008-09-18 | 2008-09-18 | 高耐食性を有し加工性に優れためっき鋼材およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008239692A JP5230318B2 (ja) | 2008-09-18 | 2008-09-18 | 高耐食性を有し加工性に優れためっき鋼材およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010070810A true JP2010070810A (ja) | 2010-04-02 |
| JP5230318B2 JP5230318B2 (ja) | 2013-07-10 |
Family
ID=42202871
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008239692A Active JP5230318B2 (ja) | 2008-09-18 | 2008-09-18 | 高耐食性を有し加工性に優れためっき鋼材およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5230318B2 (ja) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013100587A (ja) * | 2011-11-09 | 2013-05-23 | Nippon Steel & Sumitomo Metal Corp | 溶融亜鉛めっき鋼管 |
| JP2013163390A (ja) * | 2012-02-09 | 2013-08-22 | Nippon Steel & Sumitomo Metal Corp | 鋼管製電車線柱 |
| JP2015532678A (ja) * | 2012-08-01 | 2015-11-12 | ブルースコープ・スティール・リミテッドBluescope Steel Limited | 金属めっき鋼帯 |
| US20160326607A1 (en) * | 2013-12-24 | 2016-11-10 | Posco | Magnesium-aluminum coated steel sheet and manufacturing method thereof |
| JP2018506644A (ja) * | 2014-12-24 | 2018-03-08 | ポスコPosco | 溶接性及び加工部耐食性に優れた亜鉛合金めっき鋼材及びその製造方法 |
| WO2018131171A1 (ja) | 2017-01-16 | 2018-07-19 | 新日鐵住金株式会社 | めっき鋼材 |
| WO2018139619A1 (ja) * | 2017-01-27 | 2018-08-02 | 新日鐵住金株式会社 | めっき鋼材 |
| TWI664315B (zh) * | 2017-01-27 | 2019-07-01 | 日商新日鐵住金股份有限公司 | 鍍敷鋼材 |
| WO2021077526A1 (zh) * | 2019-10-23 | 2021-04-29 | 首钢集团有限公司 | 一种复合镀层钢及其制备方法 |
| KR20210103537A (ko) * | 2019-04-19 | 2021-08-23 | 닛폰세이테츠 가부시키가이샤 | 도금 강판 |
| KR20210123384A (ko) * | 2019-04-19 | 2021-10-13 | 닛폰세이테츠 가부시키가이샤 | 도금 강판 |
| KR20210127991A (ko) * | 2019-04-19 | 2021-10-25 | 닛폰세이테츠 가부시키가이샤 | 도금 강재 |
| KR20210135578A (ko) * | 2019-04-19 | 2021-11-15 | 닛폰세이테츠 가부시키가이샤 | 도금 강판 |
| CN113994018A (zh) * | 2019-06-27 | 2022-01-28 | 日本制铁株式会社 | 镀覆钢材 |
| CN115572931A (zh) * | 2022-09-15 | 2023-01-06 | 首钢集团有限公司 | 一种热浸镀锌铝镁镀层钢及其制备方法 |
| WO2023157974A1 (ja) | 2022-02-21 | 2023-08-24 | 日本製鉄株式会社 | 溶融めっき鋼材 |
| US20230295775A1 (en) * | 2020-10-20 | 2023-09-21 | Nippon Steel Corporation | Plated steel sheet |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0472047A (ja) * | 1990-07-11 | 1992-03-06 | Daido Steel Sheet Corp | アルミニウム・亜鉛合金溶融めっき被覆物及びアルミニウム・亜鉛合金溶融めっき方法 |
| JPH07207421A (ja) * | 1994-01-13 | 1995-08-08 | Mitsui Mining & Smelting Co Ltd | 亜鉛合金めっき方法 |
| JP2000248348A (ja) * | 1999-03-03 | 2000-09-12 | Sekisui Jushi Co Ltd | 高耐蝕性溶融亜鉛めっき物及びそのめっき方法 |
| JP2001107213A (ja) * | 1999-08-03 | 2001-04-17 | Nippon Steel Corp | 溶融Zn−Mg−Al系合金めっき鋼線およびその製造方法 |
| JP2002047521A (ja) * | 2000-02-29 | 2002-02-15 | Nippon Steel Corp | 高耐食性めっき鋼材およびその製造方法 |
| JP2003155548A (ja) * | 2001-11-16 | 2003-05-30 | Kowa Industry Co Ltd | 溶融メッキ方法 |
| JP2008031519A (ja) * | 2006-07-28 | 2008-02-14 | Kowa Industry Co Ltd | 溶融亜鉛系メッキ方法及び亜鉛系メッキ被覆物 |
-
2008
- 2008-09-18 JP JP2008239692A patent/JP5230318B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0472047A (ja) * | 1990-07-11 | 1992-03-06 | Daido Steel Sheet Corp | アルミニウム・亜鉛合金溶融めっき被覆物及びアルミニウム・亜鉛合金溶融めっき方法 |
| JPH07207421A (ja) * | 1994-01-13 | 1995-08-08 | Mitsui Mining & Smelting Co Ltd | 亜鉛合金めっき方法 |
| JP2000248348A (ja) * | 1999-03-03 | 2000-09-12 | Sekisui Jushi Co Ltd | 高耐蝕性溶融亜鉛めっき物及びそのめっき方法 |
| JP2001107213A (ja) * | 1999-08-03 | 2001-04-17 | Nippon Steel Corp | 溶融Zn−Mg−Al系合金めっき鋼線およびその製造方法 |
| JP2002047521A (ja) * | 2000-02-29 | 2002-02-15 | Nippon Steel Corp | 高耐食性めっき鋼材およびその製造方法 |
| JP2003155548A (ja) * | 2001-11-16 | 2003-05-30 | Kowa Industry Co Ltd | 溶融メッキ方法 |
| JP2008031519A (ja) * | 2006-07-28 | 2008-02-14 | Kowa Industry Co Ltd | 溶融亜鉛系メッキ方法及び亜鉛系メッキ被覆物 |
Cited By (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013100587A (ja) * | 2011-11-09 | 2013-05-23 | Nippon Steel & Sumitomo Metal Corp | 溶融亜鉛めっき鋼管 |
| JP2013163390A (ja) * | 2012-02-09 | 2013-08-22 | Nippon Steel & Sumitomo Metal Corp | 鋼管製電車線柱 |
| JP2015532678A (ja) * | 2012-08-01 | 2015-11-12 | ブルースコープ・スティール・リミテッドBluescope Steel Limited | 金属めっき鋼帯 |
| US20160326607A1 (en) * | 2013-12-24 | 2016-11-10 | Posco | Magnesium-aluminum coated steel sheet and manufacturing method thereof |
| US10106866B2 (en) * | 2013-12-24 | 2018-10-23 | Posco | Magnesium-aluminum coated steel sheet |
| US10584407B2 (en) | 2014-12-24 | 2020-03-10 | Posco | Zinc alloy plated steel material having excellent weldability and processed-part corrosion resistance and method of manufacturing same |
| JP2018506644A (ja) * | 2014-12-24 | 2018-03-08 | ポスコPosco | 溶接性及び加工部耐食性に優れた亜鉛合金めっき鋼材及びその製造方法 |
| US11248287B2 (en) | 2014-12-24 | 2022-02-15 | Posco | Zinc alloy plated steel material having excellent weldability and processed-part corrosion resistance |
| JP2020169388A (ja) * | 2014-12-24 | 2020-10-15 | ポスコPosco | 溶接性及び加工部耐食性に優れた亜鉛合金めっき鋼材及びその製造方法 |
| WO2018131171A1 (ja) | 2017-01-16 | 2018-07-19 | 新日鐵住金株式会社 | めっき鋼材 |
| US11473174B2 (en) | 2017-01-16 | 2022-10-18 | Nippon Steel Corporation | Coated steel product |
| KR20190102239A (ko) | 2017-01-16 | 2019-09-03 | 닛폰세이테츠 가부시키가이샤 | 도금 강재 |
| JP6428974B1 (ja) * | 2017-01-27 | 2018-11-28 | 新日鐵住金株式会社 | めっき鋼材 |
| CN110268087A (zh) * | 2017-01-27 | 2019-09-20 | 日本制铁株式会社 | 镀覆钢材 |
| TWI664315B (zh) * | 2017-01-27 | 2019-07-01 | 日商新日鐵住金股份有限公司 | 鍍敷鋼材 |
| US10982303B2 (en) | 2017-01-27 | 2021-04-20 | Nippon Steel Corporation | Coated steel product |
| TWI658171B (zh) * | 2017-01-27 | 2019-05-01 | 日商新日鐵住金股份有限公司 | 鍍敷鋼材 |
| WO2018139619A1 (ja) * | 2017-01-27 | 2018-08-02 | 新日鐵住金株式会社 | めっき鋼材 |
| CN110268087B (zh) * | 2017-01-27 | 2021-09-03 | 日本制铁株式会社 | 镀覆钢材 |
| JPWO2020213686A1 (ja) * | 2019-04-19 | 2021-12-16 | 日本製鉄株式会社 | めっき鋼板 |
| US11697266B2 (en) | 2019-04-19 | 2023-07-11 | Nippon Steel Corporation | Plated steel |
| CN113557318A (zh) * | 2019-04-19 | 2021-10-26 | 日本制铁株式会社 | 镀层钢板 |
| KR20210135578A (ko) * | 2019-04-19 | 2021-11-15 | 닛폰세이테츠 가부시키가이샤 | 도금 강판 |
| CN113728121A (zh) * | 2019-04-19 | 2021-11-30 | 日本制铁株式会社 | 镀层钢板 |
| KR20210123384A (ko) * | 2019-04-19 | 2021-10-13 | 닛폰세이테츠 가부시키가이샤 | 도금 강판 |
| JPWO2020213680A1 (ja) * | 2019-04-19 | 2021-12-23 | 日本製鉄株式会社 | めっき鋼材 |
| KR102568545B1 (ko) * | 2019-04-19 | 2023-08-21 | 닛폰세이테츠 가부시키가이샤 | 도금 강판 |
| KR20210103537A (ko) * | 2019-04-19 | 2021-08-23 | 닛폰세이테츠 가부시키가이샤 | 도금 강판 |
| EP3957766A4 (en) * | 2019-04-19 | 2022-08-24 | Nippon Steel Corporation | PLATED STEEL |
| EP3957765A4 (en) * | 2019-04-19 | 2022-08-24 | Nippon Steel Corporation | PLATED STEEL SHEET |
| EP3957763A4 (en) * | 2019-04-19 | 2022-08-24 | Nippon Steel Corporation | PLATED STEEL MATERIAL |
| EP3957764A4 (en) * | 2019-04-19 | 2022-08-24 | Nippon Steel Corporation | GALVANIZED STEEL PLATE |
| JP7147967B2 (ja) | 2019-04-19 | 2022-10-05 | 日本製鉄株式会社 | めっき鋼板 |
| US11725259B2 (en) | 2019-04-19 | 2023-08-15 | Nippon Steel Corporation | Plated steel sheet |
| KR102557220B1 (ko) * | 2019-04-19 | 2023-07-19 | 닛폰세이테츠 가부시키가이샤 | 도금 강재 |
| US11584981B2 (en) | 2019-04-19 | 2023-02-21 | Nippon Steel Corporation | Plated steel sheet |
| KR102516012B1 (ko) * | 2019-04-19 | 2023-03-31 | 닛폰세이테츠 가부시키가이샤 | 도금 강판 |
| US11634790B2 (en) | 2019-04-19 | 2023-04-25 | Nippon Steel Corporation | Plated steel sheet |
| JP7277822B2 (ja) | 2019-04-19 | 2023-05-19 | 日本製鉄株式会社 | めっき鋼材 |
| CN113557318B (zh) * | 2019-04-19 | 2023-06-06 | 日本制铁株式会社 | 镀层钢板 |
| KR102544940B1 (ko) | 2019-04-19 | 2023-06-20 | 닛폰세이테츠 가부시키가이샤 | 도금 강판 |
| KR20210127991A (ko) * | 2019-04-19 | 2021-10-25 | 닛폰세이테츠 가부시키가이샤 | 도금 강재 |
| CN113994018A (zh) * | 2019-06-27 | 2022-01-28 | 日本制铁株式会社 | 镀覆钢材 |
| WO2021077526A1 (zh) * | 2019-10-23 | 2021-04-29 | 首钢集团有限公司 | 一种复合镀层钢及其制备方法 |
| US20230295775A1 (en) * | 2020-10-20 | 2023-09-21 | Nippon Steel Corporation | Plated steel sheet |
| US11987863B2 (en) * | 2020-10-20 | 2024-05-21 | Nippon Steel Corporation | Plated steel sheet |
| WO2023157974A1 (ja) | 2022-02-21 | 2023-08-24 | 日本製鉄株式会社 | 溶融めっき鋼材 |
| KR20240135874A (ko) | 2022-02-21 | 2024-09-12 | 닛폰세이테츠 가부시키가이샤 | 용융 도금 강재 |
| CN115572931A (zh) * | 2022-09-15 | 2023-01-06 | 首钢集团有限公司 | 一种热浸镀锌铝镁镀层钢及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5230318B2 (ja) | 2013-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5230318B2 (ja) | 高耐食性を有し加工性に優れためっき鋼材およびその製造方法 | |
| JP5754993B2 (ja) | 高耐食性を有し加工性に優れためっき鋼材と鋼管およびその製造方法 | |
| KR101368990B1 (ko) | 내식성이 우수한 용융 Zn-Al-Mg-Si-Cr 합금 도금 강재 | |
| JP4584179B2 (ja) | 耐食性および加工性に優れた溶融Zn−Al合金めっき鋼板の製造方法 | |
| JPWO2020179147A1 (ja) | 溶融Al−Zn−Mg−Si−Srめっき鋼板及びその製造方法 | |
| JP5672178B2 (ja) | 外観均一性に優れた高耐食性溶融亜鉛めっき鋼板 | |
| JP2020509205A (ja) | 耐食性及び加工性に優れた溶融アルミニウム系めっき鋼材及びその製造方法 | |
| JP5392116B2 (ja) | 合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| KR20020011396A (ko) | 고내식성과 우수한 가공성의 도금 강재 및 이의 제조 방법 | |
| JP3715220B2 (ja) | 耐食性に優れたZn−Al−Mg系溶融めっき鋼材 | |
| JP4601502B2 (ja) | 高強度電縫鋼管の製造方法 | |
| JP4970231B2 (ja) | 溶融めっき鋼材とその製造方法 | |
| JP4782247B2 (ja) | Zn−Alめっき鉄線及びその製造方法 | |
| KR102527548B1 (ko) | 도금 강재 | |
| JP5532086B2 (ja) | 溶融亜鉛めっき鋼管 | |
| JP2014043641A (ja) | 溶融亜鉛めっき鋼管の製造方法 | |
| JP4940813B2 (ja) | TS×Elの値が21000MPa・%以上である溶融亜鉛めっき鋼板の製造方法 | |
| JP2013100587A (ja) | 溶融亜鉛めっき鋼管 | |
| JP2002309358A (ja) | 加工性に優れた合金化溶融Znめっき鋼板 | |
| JP3631710B2 (ja) | 耐食性と延性に優れたSi含有高強度溶融亜鉛めっき鋼板及びその製造方法 | |
| JP2021195600A (ja) | めっき鋼材 | |
| JP2002047521A (ja) | 高耐食性めっき鋼材およびその製造方法 | |
| JP3399895B2 (ja) | 高耐食性を有する溶融めっき鋼線及びその製造方法 | |
| JP4610272B2 (ja) | 耐溶融金属脆化割れ性に優れたZn−Al−Mg合金めっき鋼板の製造方法 | |
| JP2003328101A (ja) | 溶融めっき鋼線およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100817 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120907 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121009 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130319 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160329 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5230318 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |