JP2010057575A - 医療用キャップおよびその製造方法 - Google Patents
医療用キャップおよびその製造方法 Download PDFInfo
- Publication number
- JP2010057575A JP2010057575A JP2008224281A JP2008224281A JP2010057575A JP 2010057575 A JP2010057575 A JP 2010057575A JP 2008224281 A JP2008224281 A JP 2008224281A JP 2008224281 A JP2008224281 A JP 2008224281A JP 2010057575 A JP2010057575 A JP 2010057575A
- Authority
- JP
- Japan
- Prior art keywords
- sealing body
- film
- sealing
- outer plug
- elastomer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 25
- 238000007789 sealing Methods 0.000 claims abstract description 168
- 229920002725 thermoplastic elastomer Polymers 0.000 claims abstract description 22
- 229920001971 elastomer Polymers 0.000 claims description 70
- 239000000806 elastomer Substances 0.000 claims description 66
- 230000001681 protective effect Effects 0.000 claims description 15
- 229920005989 resin Polymers 0.000 claims description 15
- 239000011347 resin Substances 0.000 claims description 15
- 238000000034 method Methods 0.000 claims description 12
- 229920001169 thermoplastic Polymers 0.000 claims 1
- 239000004416 thermosoftening plastic Substances 0.000 claims 1
- 239000003978 infusion fluid Substances 0.000 abstract description 2
- 239000000243 solution Substances 0.000 abstract description 2
- 239000010408 film Substances 0.000 description 123
- 238000000465 moulding Methods 0.000 description 20
- 239000010410 layer Substances 0.000 description 8
- 239000007788 liquid Substances 0.000 description 5
- 229920001296 polysiloxane Polymers 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 3
- 239000003814 drug Substances 0.000 description 3
- 229940079593 drug Drugs 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- -1 polypropylene Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 238000001802 infusion Methods 0.000 description 2
- 230000001954 sterilising effect Effects 0.000 description 2
- 238000004659 sterilization and disinfection Methods 0.000 description 2
- 241000405115 Zela Species 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000008393 encapsulating agent Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920006124 polyolefin elastomer Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000004447 silicone coating Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images



Landscapes
- Medical Preparation Storing Or Oral Administration Devices (AREA)
Abstract
【解決手段】天壁に引きちぎり可能なプルトップ型の封膜部が形成された外栓と、前記外栓の天壁の内面に連設されたた熱可塑性エラストマー封止体からなる医療用キャップにおいて、前記天壁と前記熱可塑性エラストマー封止体との間に封止体保護フィルムを介在させる。
【選択図】 図1
Description
また、従来医療用キャップには、封止体の露出による異物の付着、あるいは使用時において、異物の混入を防止する目的で封止体の露出面を覆う封膜部を有する外栓、さらには使用時に前記封膜部の引き剥がし手段を設けたプルオフ式のキャップがある。
しかしながら、上記のプルオフ式のキャップに熱可塑性エラストマーを封止体として一体成形する場合には、製造時に封膜部と封止体が融着するために、開封時に封膜部を除去すると封止体の少なくとも一部が一緒に剥ぎ取られてエラストマー封止体が著しく損傷する問題が生じている。
このキャップは、ダイスライド射出成形法を応用した製造方法を用いることでエラストマー封止体を有するキャップを一体的に成形する方法を用いている。即ち、上記製造方法は、二分割された一方の金型でキャップ本体を構成する筒状部材とエラストマー封止体を一体成形し、他方の金型で引きちぎり可能な封膜部を備えた蓋部を成形した後、両方の金型をスライドさせ、成形品の端部を衝合し、さらに封膜部を封止体との間に空隙部を設けた状態で衝合部に溶融プラスチックを注入して一体化させるものである。
したがって、プルリングを備えた封膜部と熱可塑性エラストマー封止体の間に空隙を設けることができ、封膜部を除去しても封止体が損傷しないものである。
前記フィルムを介在させたことにより、プルトップ部により封膜部を引きちぎり開封する際に、前記フィルムが封膜部とともに剥離しエラストマー表面が露出する、あるいはフィルムのみ前記エラストマー封止体上に残留するものであり、開封時に前記エラストマー封止体を損傷する恐れがなく、また熱や時間の経過により塑性変形しやすいエラストマーをフィルムを介在させることで外栓に安定的に保持することができるので、キャップの性能を向上させることができる。
また、前記フィルムを、前記エラストマー封止体に対向する面を非剥離面とし、前記外栓の天壁内面に対向する面を易剥離面として形成するときは、開封時に、前記プルトップ型の封膜部を引きちぎると、前記封膜部のみが剥ぎ取られて前記フィルムがエラストマー封止体上面に残留するようにして開封が行われるので、この場合においても、剥離される封膜部は、前記エラストマー封止体に対して影響を及ぼすことはない。またこの場合には、開封後も前記フィルムがエラストマー封止体上面を被覆するので、安定的に封止体を外栓に維持することができるので、エラストマーの熱及び時間経過による変形に伴う歪みにより生じる液漏れを防ぐことができる。
例えば、前記プルトップ型の封膜部を引きちぎると、前記フィルムが前記封膜部と一緒に切れて、エラストマー封止体表面が露出するように形成した場合には、フィルムの外栓天壁内面に対向する面には封膜部と剥離しないフィルム、すなわち外栓を形成する樹脂と同系統の樹脂からなり、例えば前記外栓がオレフィン系エラストマー樹脂から形成される場合にはポリオレフィン系樹脂からなるフィルムが好適に用いられる。また、エラストマー封止体に対向する面にはエラストマー封止体と剥離可能なフィルム、すなわちエラストマー封止体と相溶性のないフィルムが用いられる。なお、前記の外栓天面に対向するフィルムと前記エラストマー封止体に対向するフィルムは一体化され、前記フィルムを構成している。
また、上記フィルムは外栓を形成する樹脂と同系統の樹脂からなるフィルムを用い封膜部と剥離しないものを用いるとともに、エラストマー封止体に対向する面には、エラストマー封止体に貼りつかずかつ引き剥がし可能に離型コート、または加工が施されたものであってもよい。
また、外栓天壁内面に対向する面に非剥離面を有するフィルムと、エラストマー封止体に対向する面に非剥離面を有するフィルムとを中間剥離層を介して一体化させたものであって、封膜部を引きちぎると封膜部と対向するフィルムが前記中間剥離層を介して剥離し、エラストマー封止体と対向するフィルムのみ残留する構成であってもよい。
なお、封止体保護フィルムの非剥離面、剥離しないフィルムは、対向する外栓あるいはエラストマー封止体と全てまたは一部が接着される、または溶着されるものであってもよい。
いずれの場合も、プルトップオープン時に封止体の破損を有効に防止でき、またエラストマー封止体の密封性を向上させるように形成できるものであればフィルムの素材は上記に限定されない。
また、熱可塑性エラストマーが熱殺菌処理による熱や時間の経過とともに塑性変形を起こした場合でも、介在する上記フィルムにより、外栓内の所定位置に封止体を安定的に維持することができ、封止体の歪みによる液漏れを防止することができる。
また外栓に封止体が直接成形されるので歪みや隙間を生じることなく密封性、針刺し性に優れた高品質なキャップを提供できる。
さらには本発明の医療用キャップは、複雑な金型構造や新たな設備を必要とせずコストを低減できる。
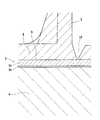
図1は、本発明の一実施例を示す。この実施例では、医療用キャップ1は、プルトップ部7と封膜部8からなるプルトップ型封膜部5を天壁6に有する外栓2と、外栓2の天壁6の内面に装着されたフィルム3と、熱可塑性エラストマー封止体4により構成され、一体的に成形されている。前記医療用キャップ1は、外栓2の側壁下端に設けられたフランジ部が図示しない薬剤容器口部に熱溶着あるいは高周波溶着されて使用される。
またエラストマー封止体には、外栓2の天壁内面9に接する面に医療用薬液の輸液針(例えば点滴針など)を刺すための位置を明示する突条11(図1では2箇所)が形成されている。突条11は外栓2の天壁内面9にも形成されており、その成形方法は外栓2の成形時に前記突条11を形成し、熱可塑性エラストマーを前記突条11の上から射出することで、エラストマー封止体に形付けられるように形成される。
またエラストマー封止体は、外栓2の天壁と天壁周端から垂下する筒部により桶状に形成された内部に熱可塑性エラストマー樹脂を射出して形成されており、前記外栓筒部には、エラストマー封止体を安定保持する円弧状の環状溝が形成されている。
さらに封膜部8には、プルトップ型封膜部5の引き剥がしを容易にするために、スコア10が設けられているが、スコアに限定されず他の薄肉形状、例えばミシン目などでも良い。
使用されるフィルムはエラストマー封止体を保護するフィルムであり、開封時容易に開封できるものが望ましい。
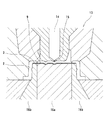
図2に示すフィルム3においては、該フィルム3は外栓2天壁の内面9に対向する面は封膜部8と成形時に非剥離状に溶着される無延伸ポリプロピレンフィルム3aが好適に用いられる。またエラストマー封止体4に対向する面はエラストマー封止体4と引き剥がし可能な、離型性のよいシリコーンコート面3bを有するものが採用されている。該フィルム3は無延伸ポリプロピレンフィルム3aにシリコーンコートが施されたものであるので、プルオープン時に容易に破断することができる。またエラストマー封止体4に対向するシリコーンコート面3bは、封止体と強固に接着せず、封止体に損傷を与えることなく剥がすことができる。
また、図示はしていないが、プルオープン時に封膜部のみ破断され、フィルムのみエラストマー封止体に残留する場合にあっては、上記フィルムを逆向きに配置する。すなわち外栓天壁の内面に対向する面はシリコーンコートが施されたシリコーンコート面3bを配置し、エラストマー封止体に対向する面には無延伸ポリプロピレンフィルムが表面になるよう配置する。この場合、プルオープン後も封止体を安定して保持でき、フィルムの破断を必要としないのでさらに開封が容易となる。
また、上記フィルムはJIS-K6854-2に基づく測定方法で、常態剥離力が20〜200mN/25mmの範囲で易剥離面が形成されたものが好適に用いられる。すなわち上記剥離力が200mN/25mmを上回るものにあっては、外栓またはエラストマー封止体との引き剥がし動作が困難となり好ましくない。また、同じく加熱剥離力は40〜400mN/25mmの範囲で易剥離面が形成されるものが好適に用いられる。すなわち上記剥離力が40mN/25mmを下回るものであれば、易剥離面を外栓天壁の内面に対向するように配置した場合に、外栓の成形段階において外栓内にフィルムを固定することが困難となり、エラストマーを射出する工程の前にフィルムが脱落する恐れがある。(なお上記測定値は被着材に日東電工31Bテープを用い、剥離速度は300mm/分である。併せて加熱剥離力は70℃×20時間加熱後の測定値である。)
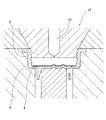
図3aでは、フィルム3が封膜部8とともに引き剥がされエラストマー封止体4面が露出するキャップである場合には、それぞれのフィルム層3a’、3c’は中間接着層3b’を介して一体化されている。
また、図3bでは、オープン時にフィルム層の上層フィルム3a”のみ封膜部8とともに引き剥がされ、下層フィルム3c”はエラストマー封止体4面に残留する場合にあっては、それぞれフィルム層3a”、3c”は中間剥離層3b”を介してフィルム3を構成しており、プルオープン時に剥離されるものであってもよい。
なお、図2及び図3に示す上記実施例のプルオープン強度はいずれも全体で30N〜60Nの範囲内であり、好ましくは50N以下であることが望ましい。
本発明の医療用のキャップ1は、薬剤などの内容物を使用する際、プルトップ型封膜部5のプルトップ部7をスコア10に沿って手で引きちぎることにより開封する。
外栓天壁の内面に対向する面は封膜部と剥離しない非剥離面を有し、エラストマー封止体に対向する面には引き剥がし可能に加工された易剥離面を有するフィルムの場合には、外栓2の天壁の内面9に装着されているフィルム3がプルトップ型封膜部5と一緒に剥ぎ取られて、エラストマー封止体4が露出する。ここで、エラストマー面に針を刺す際には、前記する針刺しの位置を示す突条11から針(図示せず)を刺し入れ使用する。
また、封膜部のみ破断され、フィルムのエラストマー封止体に残留するように加工されたフィルムの場合には、プルトップ部7を手で引きちぎって開封すると、プルトップ型封膜部5のみが剥ぎ取られて、外栓2の天壁の内面9に装着されているフィルム3はそのまま残留し、エラストマー封止体4上に留まる。そして、フィルム3の上からエラストマー封止体4を貫通させるように針を刺し使用する。この場合にも、フィルム3上に形成されている針刺しの位置を示す突条11から針を刺し入れることができる。
(1)外栓成形金型13において、所望のフィルム3を外栓2の天壁内面9に対向する位置にセットし、溶融樹脂14を外栓天面に設けられたゲート位置15より射出する。この際、外栓2内部を形成するコア部材16a、16b間には図示しない環状のエアスリットが設けられ、金型13外部から空気の吸引を行うため、射出時にフィルム3の位置ずれがおこらず所定位置に固定されるように形成される(図4) 。
(2)次に上記工程で成形された外栓2をエラストマー成形金型17にセットし、桶状に形成された外栓内部に熱可塑性エラストマー樹脂12を射出成形し、エラストマー封止体4を成形する(図5) 。
(3) 冷却し型抜きを行えば、封止体保護フィルム3を介して一体的に成形された外栓2とエラストマー封止体4からなる医療用キャップが提供される。
なおフィルム3の非剥離面は外栓2成形時(1)、またはエラストマー封止体4の成形時(2)において射出される溶融樹脂と熱溶着し、冷却固化されることにより形成される。
図4および図5は、成形機は通常のセット機を使用するインセット方式による製造方法であるが、二色成形機を用いてもよい。
2.外栓
3.封止体保護フィルム
4.熱可塑性エラストマー封止体
5.プルトップ型封膜部
6.天壁
7.プルトップ部
8.封膜部
9.天壁の内面
10.スコア
11.突条
Claims (8)
- 天壁(6)に引きちぎり可能なプルトップ型の封膜部(5)が形成された外栓(2)と、前記外栓(2)の天壁内面(9)に連設された熱可塑性エラストマーにより形成される封止体(4)からなる医療用キャップ(1)において、
前記天壁(6)と前記封止体(4)との間に、封止体保護フィルム(3)を介在させたことを特徴とする医療用キャップ。 - 前記封止体保護フィルム(3)は、前記封止体に対向する面と前記外栓(2)の天壁内面に対向する面のうち少なくとも一方が非剥離面として形成されることを特徴とする、請求項1記載の医療用キャップ。
- 前記封止体保護フィルム(3)は、前記エラストマー封止体(4)に対向する面が易剥離面として形成され、前記外栓(2)の天壁内面(9)に対向する面が非剥離面として形成されることを特徴とする請求項1または2記載の医療用キャップ。
- 開封時には、前記プルトップ型の封膜部(5)を引きちぎると、前記封止体保護フィルム(3)が前記封膜部(8)と一緒に剥ぎ取られて、前記エラストマー封止体(4)面が露出することを特徴とする、請求項1、2または3記載の医療用キャップ。
- 前記封止体保護フィルム(3)は、前記エラストマー封止体(4)に対向する面が非剥離面として形成され、前記外栓(2)の天壁内面(9)に対向する面が易剥離面として形成されることを特徴とする、請求項1または2記載の医療用キャップ。
- 開封時には、前記プルトップ型の封膜部(5)を引きちぎると前記封膜部(8)が剥ぎ取られ、前記封止体保護フィルム(3)がエラストマー封止体(4)上面に残留することを特徴とする、請求項1、2または5記載の医療用キャップ。
- 前記封止体保護フィルム(3)は、単数または複数の層からなることを特徴とする、請求項1、2、3、4、5または6記載の医療用キャップ。
- 前記請求項1、2、3、4、5、6または7記載の医療用キャップの製造方法であって、
外栓(2)は、天壁内面(9)に対向する位置にセットされた封止体保護フィルム(3)を固定するように成形され、
前記成形された外栓(2)内部に熱可塑性エラストマー樹脂(12)を射出し、熱可塑性エラストマー封止体(4)を前記封止体保護フィルム(3)を介して前記外栓(2)と一体的に成形することを特徴とする医療用キャップの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008224281A JP5553494B2 (ja) | 2008-09-02 | 2008-09-02 | 医療用キャップおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008224281A JP5553494B2 (ja) | 2008-09-02 | 2008-09-02 | 医療用キャップおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010057575A true JP2010057575A (ja) | 2010-03-18 |
| JP5553494B2 JP5553494B2 (ja) | 2014-07-16 |
Family
ID=42185083
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008224281A Active JP5553494B2 (ja) | 2008-09-02 | 2008-09-02 | 医療用キャップおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5553494B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017167175A1 (zh) * | 2016-03-29 | 2017-10-05 | 江苏华兰药用新材料股份有限公司 | 一种覆膜胶塞及其生产方法 |
| JP2018153368A (ja) * | 2017-03-16 | 2018-10-04 | テルモ株式会社 | 医療用容器 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63160841U (ja) * | 1987-04-08 | 1988-10-20 | ||
| JPS6426038U (ja) * | 1987-08-05 | 1989-02-14 | ||
| JPH0572750U (ja) * | 1991-10-11 | 1993-10-05 | 日本製箔株式会社 | 包装容器の封緘構造 |
| JP2001278320A (ja) * | 2000-03-31 | 2001-10-10 | Otsuka Pharmaceut Factory Inc | キャップとその製造方法およびそれを用いた薬剤容器 |
-
2008
- 2008-09-02 JP JP2008224281A patent/JP5553494B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63160841U (ja) * | 1987-04-08 | 1988-10-20 | ||
| JPS6426038U (ja) * | 1987-08-05 | 1989-02-14 | ||
| JPH0572750U (ja) * | 1991-10-11 | 1993-10-05 | 日本製箔株式会社 | 包装容器の封緘構造 |
| JP2001278320A (ja) * | 2000-03-31 | 2001-10-10 | Otsuka Pharmaceut Factory Inc | キャップとその製造方法およびそれを用いた薬剤容器 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017167175A1 (zh) * | 2016-03-29 | 2017-10-05 | 江苏华兰药用新材料股份有限公司 | 一种覆膜胶塞及其生产方法 |
| JP2018153368A (ja) * | 2017-03-16 | 2018-10-04 | テルモ株式会社 | 医療用容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5553494B2 (ja) | 2014-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2886485A1 (en) | Sealing cover for containers with increased heat resistance, easy-opening performance and sealability | |
| KR101455977B1 (ko) | 내열성, 개봉성 그리고 밀봉성이 우수한 용기 봉합체 | |
| TWI665138B (zh) | 可雙面粘結的高頻感應加熱容器封裝體、適用其的具有防開封功能的緊湊型化妝品容器及適用其的具有防開封功能的帶翻蓋的容器 | |
| JP4904501B2 (ja) | 輸液用キャップ | |
| EP1607345A1 (en) | Easily unsealable packaging body and method of manufacturing the same | |
| JP5553494B2 (ja) | 医療用キャップおよびその製造方法 | |
| JP2001278320A (ja) | キャップとその製造方法およびそれを用いた薬剤容器 | |
| JP5469515B2 (ja) | 医療用キャップ | |
| JP2007038537A (ja) | インクカートリッジ、インクジェット記録装置及びインクカートリッジ用シール材 | |
| JP5606684B2 (ja) | 医療用キャップ及びその製造方法 | |
| JP2000354627A (ja) | 医療用注入針 | |
| JP2009022371A (ja) | 医療用キャップ及びその製造方法 | |
| JP2011078810A (ja) | 輸液用キャップ | |
| JPWO2013172449A1 (ja) | 針付き接続部材、薬剤溶解キット | |
| JP4747556B2 (ja) | 蓋材およびその製造方法 | |
| JP4251953B2 (ja) | 医療用キャップ | |
| JP5606688B2 (ja) | 医療用キャップ及びその製造方法 | |
| JP3028934B2 (ja) | パッキン付きキャップおよびその製造方法 | |
| JP5896632B2 (ja) | 医療用キャップの製造方法 | |
| JP2010075392A (ja) | 医療用キャップ及びその製造方法 | |
| JP2018015040A (ja) | 医療用キャップおよびその製造方法 | |
| JP2007079433A (ja) | 糊付きラベル | |
| JP2016159950A (ja) | 詰め替え用容器 | |
| JP2644459B2 (ja) | 広口容器用蓋装置の製造方法 | |
| JP6103891B2 (ja) | 医療用キャップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110801 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121211 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131028 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140513 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140527 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5553494 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |