JP2010036980A - ラベル貼着装置 - Google Patents
ラベル貼着装置 Download PDFInfo
- Publication number
- JP2010036980A JP2010036980A JP2008205678A JP2008205678A JP2010036980A JP 2010036980 A JP2010036980 A JP 2010036980A JP 2008205678 A JP2008205678 A JP 2008205678A JP 2008205678 A JP2008205678 A JP 2008205678A JP 2010036980 A JP2010036980 A JP 2010036980A
- Authority
- JP
- Japan
- Prior art keywords
- label
- container
- suction
- drum
- sticking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000001070 adhesive effect Effects 0.000 claims abstract description 36
- 239000000853 adhesive Substances 0.000 claims abstract description 35
- 230000002093 peripheral effect Effects 0.000 claims description 59
- 238000010438 heat treatment Methods 0.000 claims description 23
- 238000010380 label transfer Methods 0.000 claims description 14
- 230000003213 activating effect Effects 0.000 claims description 2
- 230000032258 transport Effects 0.000 claims description 2
- 230000037303 wrinkles Effects 0.000 abstract description 5
- 239000000463 material Substances 0.000 description 27
- 238000005520 cutting process Methods 0.000 description 20
- 238000001179 sorption measurement Methods 0.000 description 12
- 230000007246 mechanism Effects 0.000 description 8
- 238000010586 diagram Methods 0.000 description 7
- 238000000034 method Methods 0.000 description 5
- 230000005540 biological transmission Effects 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 229920006267 polyester film Polymers 0.000 description 3
- -1 polyethylene terephthalate Polymers 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 229920006228 ethylene acrylate copolymer Polymers 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/08—Label feeding
- B65C9/18—Label feeding from strips, e.g. from rolls
- B65C9/1803—Label feeding from strips, e.g. from rolls the labels being cut from a strip
- B65C9/1815—Label feeding from strips, e.g. from rolls the labels being cut from a strip and transferred by suction means
- B65C9/1819—Label feeding from strips, e.g. from rolls the labels being cut from a strip and transferred by suction means the suction means being a vacuum drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C3/00—Labelling other than flat surfaces
- B65C3/06—Affixing labels to short rigid containers
- B65C3/08—Affixing labels to short rigid containers to container bodies
- B65C3/14—Affixing labels to short rigid containers to container bodies the container being positioned for labelling with its centre-line vertical
- B65C3/16—Affixing labels to short rigid containers to container bodies the container being positioned for labelling with its centre-line vertical by rolling the labels onto cylindrical containers, e.g. bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/02—Devices for moving articles, e.g. containers, past labelling station
- B65C9/04—Devices for moving articles, e.g. containers, past labelling station having means for rotating the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/08—Label feeding
- B65C9/18—Label feeding from strips, e.g. from rolls
- B65C9/1865—Label feeding from strips, e.g. from rolls the labels adhering on a backing strip
- B65C9/1876—Label feeding from strips, e.g. from rolls the labels adhering on a backing strip and being transferred by suction means
- B65C9/188—Label feeding from strips, e.g. from rolls the labels adhering on a backing strip and being transferred by suction means the suction means being a vacuum drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/40—Controls; Safety devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C2009/0081—Means for forming a label web buffer, e.g. label web loop
Landscapes
- Labeling Devices (AREA)
Abstract
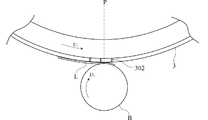
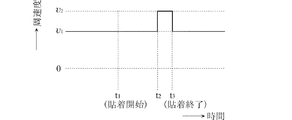
【解決手段】ラベル貼着装置1は、片面に感熱接着剤11が塗布されたラベルLを多数の吸引孔302を有する吸着ドラム3の表面に吸着し、かつ吸着ドラム3で加熱して感熱接着剤11を活性化させた状態で、一定の速度v1で所定の貼着位置Pに移送する。また、ラベルLを貼着すべき容器BをラベルLが貼着位置Pに到達するタイミングで貼着位置Pに移送し、容器Bの側面を回転させながらラベルLに圧接させることで、ラベルLを容器Bの側面に貼着する。ラベル貼着装置1は、ラベルLの貼着動作の終了前の所定のタイミングで容器Bの側面の移動速度をラベルの移動速度よりも速い所定の回転速度に切り換える。これにより、ラベルLの後端部を容器Bの回転によって引っ張り、その結果、ラベルLの後端部Laが活性化した状態で容器Bの側面に接着されるので、しわの発生が抑制される。
【選択図】図7
Description
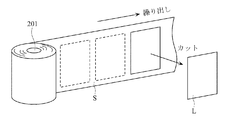
2 ラベル生成装置
201 供給リール
202 ガイドローラ
203 ラベル基材送り部
204 ラベルカット部
205 ラベル受渡しドラム
206 残余巻取りリール
3 吸着ドラム
301 吸着面
302 吸引孔
4 加熱装置
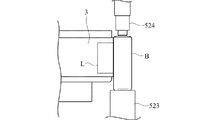
5 容器移送装置
51 容器供給部
52 ロータリ装置
53 容器搬出部
6 制御装置
7 駆動部
8,9 吸引装置
10 操作表示装置
11 感熱接着剤
B 容器
L ラベル
S ラベル基材
Claims (3)
- 多数の吸引孔が設けられた吸着面を有し、裏面に感熱接着剤が塗布されたラベルの表面を前記多数の吸引孔で吸引して当該ラベルを保持するとともに、当該ラベルを加熱して前記感熱接着剤を活性化させるラベル保持手段と、
前記ラベル保持手段を所定の経路で移動させることにより、前記ラベルを前記経路で移送するラベル移送手段と、
容器を回転自在に保持する容器保持手段と、
前記容器保持手段を前記ラベル保持手段とは異なる経路で移動させ、前記経路上の所定の貼着位置で前記容器の側面を前記ラベル保持手段に保持された前記ラベルの裏面に圧接させる容器移送手段と、
を備え、前記経路を移送するラベルを前記貼着位置で前記容器の側面に巻き取らせて前記感熱接着剤で貼着するラベル貼着装置において、
前記容器の側面が前記ラベルに圧接されるときに、その側面の移動が前記ラベルの移動と同一の方向となるように前記容器を回転させる容器回転手段と、
前記容器の回転速度を、前記ラベルの貼着動作が開始されたとき、当該容器の側面の移動速度が前記ラベルの移動速度とほぼ同一となる回転速度に設定し、前記ラベルの貼着動作の終了前の所定のタイミングで容器の側面の移動速度が前記ラベルの移動速度よりも速い所定の回転速度に切り換える容器回転速度制御手段と、
を備えたことを特徴とする、ラベル貼着装置。 - 前記多数の吸引孔は、前記吸着面に格子状に配置され、
前記容器回転速度制御手段が前記容器の回転速度を切り換えるタイミングは、前記ラベルが前記容器に巻き取られ、前記吸着面のラベル移動方向における最後の吸引孔によって前記ラベルが前記吸着面に吸着された状態になるタイミングである、請求項1に記載のラベル貼着装置。 - 前記ラベル保持手段は、回転自在に支持され、外周面の一部に前記吸着面が形成された円筒状のドラムと、前記ドラム内に設けられ、前記吸着面に形成された多数の吸引孔を吸引する吸引手段と、前記ドラムを加熱する加熱手段とで構成され、
前記ラベル移送手段は、前記ドラムを所定の回転速度で回転させるドラム駆動手段で構成され、
前記容器移送手段は、回転自在に支持され、先端に前記容器を回転自在に支持する支持部が設けられた回転台と、前記回転台を前記ドラムと逆方向に回転させる回転台駆動手段とで構成され、
前記容器移送手段は、前記ドラムの外周面が前記ドラムの回転中心と前記回転台の回転中心とを結ぶ線と交差する位置を前記貼着位置として、前記ドラム駆動手段により前記ドラムの吸着面に吸着されたラベルが前記貼着位置に移送されるタイミングで前記回転台の先端に支持された容器を前記貼着位置に移送し、当該容器の側面を前記ラベルに圧接させる、請求項1または2に記載のラベル貼着装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008205678A JP5183352B2 (ja) | 2008-08-08 | 2008-08-08 | ラベル貼着装置 |
| PCT/JP2009/003251 WO2010016187A1 (ja) | 2008-08-08 | 2009-07-10 | ラベル貼着装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008205678A JP5183352B2 (ja) | 2008-08-08 | 2008-08-08 | ラベル貼着装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010036980A true JP2010036980A (ja) | 2010-02-18 |
| JP5183352B2 JP5183352B2 (ja) | 2013-04-17 |
Family
ID=41663416
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008205678A Expired - Fee Related JP5183352B2 (ja) | 2008-08-08 | 2008-08-08 | ラベル貼着装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5183352B2 (ja) |
| WO (1) | WO2010016187A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013075714A (ja) * | 2011-09-30 | 2013-04-25 | Suntory Holdings Ltd | ラベラ |
| JP2014227218A (ja) * | 2013-05-27 | 2014-12-08 | 株式会社京都製作所 | シリンジへのラベル貼付装置 |
| JP2021075299A (ja) * | 2019-11-07 | 2021-05-20 | 株式会社昭和丸筒 | 巻付け部材、容器、巻付け方法、および容器の製造方法 |
| JP2023058739A (ja) * | 2019-07-29 | 2023-04-25 | 東洋ガラス株式会社 | タックラベル貼付びん及びタックラベルの貼付方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5183352B2 (ja) * | 2008-08-08 | 2013-04-17 | 株式会社フジシールインターナショナル | ラベル貼着装置 |
| DE102012211523A1 (de) * | 2012-07-03 | 2014-01-09 | Krones Ag | Schneidwerk mit Einzelantrieben |
| DE102022123015A1 (de) * | 2022-09-09 | 2024-03-14 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zum Etikettieren von Behältern |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61205912U (ja) * | 1985-06-13 | 1986-12-26 | ||
| JPS63317439A (ja) * | 1988-05-27 | 1988-12-26 | Terumo Corp | 可撓性物品のラベル貼着用金型 |
| JP3036724B2 (ja) * | 1994-08-25 | 2000-04-24 | 株式会社フジシール | ラベリング装置 |
| WO2010016187A1 (ja) * | 2008-08-08 | 2010-02-11 | 株式会社フジシールインターナショナル | ラベル貼着装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2542277B2 (ja) * | 1990-06-27 | 1996-10-09 | 株式会社フジシール | ラベル貼着方法及びその装置 |
| JP3973270B2 (ja) * | 1997-08-22 | 2007-09-12 | 株式会社フジシールインターナショナル | ラベリング装置 |
| JP3879198B2 (ja) * | 1997-08-29 | 2007-02-07 | 澁谷工業株式会社 | ロータリ式ラベラ |
-
2008
- 2008-08-08 JP JP2008205678A patent/JP5183352B2/ja not_active Expired - Fee Related
-
2009
- 2009-07-10 WO PCT/JP2009/003251 patent/WO2010016187A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61205912U (ja) * | 1985-06-13 | 1986-12-26 | ||
| JPS63317439A (ja) * | 1988-05-27 | 1988-12-26 | Terumo Corp | 可撓性物品のラベル貼着用金型 |
| JP3036724B2 (ja) * | 1994-08-25 | 2000-04-24 | 株式会社フジシール | ラベリング装置 |
| WO2010016187A1 (ja) * | 2008-08-08 | 2010-02-11 | 株式会社フジシールインターナショナル | ラベル貼着装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013075714A (ja) * | 2011-09-30 | 2013-04-25 | Suntory Holdings Ltd | ラベラ |
| JP2014227218A (ja) * | 2013-05-27 | 2014-12-08 | 株式会社京都製作所 | シリンジへのラベル貼付装置 |
| JP2023058739A (ja) * | 2019-07-29 | 2023-04-25 | 東洋ガラス株式会社 | タックラベル貼付びん及びタックラベルの貼付方法 |
| JP7389927B2 (ja) | 2019-07-29 | 2023-11-30 | 東洋ガラス株式会社 | タックラベル貼付びん及びタックラベルの貼付方法 |
| JP2021075299A (ja) * | 2019-11-07 | 2021-05-20 | 株式会社昭和丸筒 | 巻付け部材、容器、巻付け方法、および容器の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5183352B2 (ja) | 2013-04-17 |
| WO2010016187A1 (ja) | 2010-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5183352B2 (ja) | ラベル貼着装置 | |
| JP2002145228A (ja) | ラベル貼付方法、ラベル貼付装置、ラベル原反シートおよびラベル | |
| JP5384229B2 (ja) | シート供給装置および供給方法、並びにシート貼付装置および貼付方法 | |
| WO2010013399A1 (ja) | ラベル貼着装置 | |
| JP4829030B2 (ja) | ラベル貼付装置 | |
| JP6447661B2 (ja) | ラベルプリンタ | |
| JP2007269402A (ja) | タックラベラー | |
| JP2017137115A (ja) | シート供給装置および供給方法 | |
| JP5064096B2 (ja) | 感熱ラベラー | |
| JP6705490B2 (ja) | ラベルプリンタ、プログラム、及びラベル発行方法 | |
| JP6234656B2 (ja) | ラベル貼着装置 | |
| JP2014151601A (ja) | ラベルプリンタ | |
| JP6539523B2 (ja) | シート供給装置および供給方法 | |
| JP6600135B2 (ja) | シート供給装置および供給方法 | |
| JPH06263129A (ja) | ラベル貼付装置 | |
| JPH0925046A (ja) | 両面粘着テープの粘着剤層の転写方法及び装置 | |
| JP4152030B2 (ja) | フィルム貼付装置 | |
| JP7441560B2 (ja) | ラベルプリンタ、プログラム、及びラベル発行方法 | |
| JP7389927B2 (ja) | タックラベル貼付びん及びタックラベルの貼付方法 | |
| JP6383285B2 (ja) | シート供給装置および供給方法 | |
| JP2019073325A (ja) | シート供給装置およびシート供給方法 | |
| JPH05178524A (ja) | テープ貼着装置 | |
| WO2023176306A1 (ja) | ラベル貼り付け装置 | |
| JP6962610B2 (ja) | ラベルプリンタ、プログラム、及びラベル発行方法 | |
| JP2000229358A (ja) | フィルム貼付装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110801 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121009 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130115 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5183352 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160125 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |