JP2010027841A - 電子部品装着装置 - Google Patents
電子部品装着装置 Download PDFInfo
- Publication number
- JP2010027841A JP2010027841A JP2008187062A JP2008187062A JP2010027841A JP 2010027841 A JP2010027841 A JP 2010027841A JP 2008187062 A JP2008187062 A JP 2008187062A JP 2008187062 A JP2008187062 A JP 2008187062A JP 2010027841 A JP2010027841 A JP 2010027841A
- Authority
- JP
- Japan
- Prior art keywords
- electronic component
- joining tool
- substrate
- component mounting
- joining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/74—Apparatus for manufacturing arrangements for connecting or disconnecting semiconductor or solid-state bodies
- H01L24/75—Apparatus for connecting with bump connectors or layer connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/74—Apparatus for manufacturing arrangements for connecting or disconnecting semiconductor or solid-state bodies and for methods related thereto
- H01L2224/75—Apparatus for connecting with bump connectors or layer connectors
- H01L2224/7525—Means for applying energy, e.g. heating means
- H01L2224/75252—Means for applying energy, e.g. heating means in the upper part of the bonding apparatus, e.g. in the bonding head
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/74—Apparatus for manufacturing arrangements for connecting or disconnecting semiconductor or solid-state bodies and for methods related thereto
- H01L2224/75—Apparatus for connecting with bump connectors or layer connectors
- H01L2224/7525—Means for applying energy, e.g. heating means
- H01L2224/75253—Means for applying energy, e.g. heating means adapted for localised heating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/151—Die mounting substrate
- H01L2924/156—Material
- H01L2924/15786—Material with a principal constituent of the material being a non metallic, non metalloid inorganic material
- H01L2924/15787—Ceramics, e.g. crystalline carbides, nitrides or oxides
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Die Bonding (AREA)
Abstract
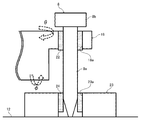
【解決手段】基板2の表面上の部品実装箇所に予め被着されたメタライズを介して、電子部品3を部品実装箇所に装着する電子部品装着装置1において、基板が載置される接合テーブル12と、電子部品を基板の部品実装箇所上に移載する部品移載手段5と、基板および電子部品の水平方向における位置を両部品の上方から観察する顕微鏡6と、部品移載手段によって基板の部品実装箇所上に移載された電子部品に対して上方から当接し、電子部品を加熱する部品接合手段9とを備えている。
【選択図】図1
Description
2・・・基板
3・・・電子部品
4・・・基板位置決め機構
5・・・部品移載機構
6・・・顕微鏡
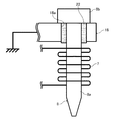
7・・・誘導加熱コイル
8・・・接合ツール
8a・・・熱伝達部
8b・・・加重部
9・・・部品接合機構
12・・・接合テーブル
16・・・ピンセット
17・・・部品XYZステージ
18・・・接合ツール保持部
18a・・・保持孔
19・・・アーム部
22・・・パイプ(軸受部材)
23・・・調整ジグ
23a・・・調整穴
Claims (9)
- 基板の表面上の部品実装箇所に予め被着されたメタライズを介して、電子部品を前記部品実装箇所に装着する電子部品装着装置であって、
前記基板が載置される接合テーブルと、
前記電子部品を前記基板の前記部品実装箇所上に移載する部品移載手段と、
前記基板および前記電子部品の水平方向における位置を両部品の上方から観察する顕微鏡と、
前記部品移載手段によって前記基板の前記部品実装箇所上に移載された前記電子部品に対して上方から当接し、前記電子部品を加熱する部品接合手段と
を備えていることを特徴とする電子部品装着装置。 - 前記部品接合手段は、前記電子部品を加熱する加熱源である誘導加熱コイルと、前記誘導加熱コイルの内周を貫通するように配されたピン形状の接合ツールと、前記接合ツールを軸方向に摺動自在に支持する接合ツール保持部とを有する請求項1に記載の電子部品装着装置。
- 前記接合ツール保持部は、前記誘導加熱コイルにより加熱される前記接合ツールの熱伝達部が挿入されるとともに、前記接合ツールの頭部に形成された加重部と係合する保持孔を有し、
前記接合ツールが前記電子部品に当接する際には、前記接合ツールの自重のみが前記電子部品に負荷される請求項2に記載の電子部品装着装置。 - 前記接合ツールと前記保持孔との間には筒状の軸受部材が介在され、
前記軸受部材は、挿入される前記接合ツールの熱伝達部との間に空隙を有し、かつ、
前記空隙は、前記接合ツールが熱膨張した場合でも前記接合ツールを軸方向に摺動可能であり、かつ前記接合ツールの垂直度を維持可能であるように設計されている請求項3に記載の電子部品装着装置。 - 前記軸受部材は、絶縁性および滑動性を有する素材から形成されるとともに、前記接合ツールおよび前記接合ツール保持部は、導電性を有する素材から形成され、
前記接合ツールが前記電子部品に当接している場合には、前記接合ツールと前記接合ツール保持部との絶縁性が維持され、かつ、
前記接合ツールが前記電子部品に当接していない場合には、前記接合ツールの前記加重部が前記接合ツール保持部に接触することにより、前記接合ツールと前記接合ツール保持部との導電性が維持される請求項4に記載の電子部品装着装置。 - 前記接合ツールの前記熱伝達部の先端形状は、前記電子部品の寸法に対応するとともに、前記電子部品を所定の温度に上昇させる熱を伝達可能な平面度を有する請求項3ないし5のいずれかに記載の電子部品装着装置。
- 前記部品移載手段は、前記電子部品の両側を把持するピンセットと、該ピンセットにより把持された電子部品を水平方向および垂直方向に移動させるXYZステージとを有する請求項1ないし6のいずれかに記載の電子部品装着装置。
- 前記接合ツールの垂直度は、前記接合ステージ上の所定位置に載置された調整ジグの調整穴に前記接合ツールの先端部を挿入した状態で、前記接合ツール保持部に設けられた角度調整機構の固定ジグが締められることにより調整される請求項2ないし7のいずれかに記載の電子部品装着装置。
- 前記顕微鏡および前記接合ステージの水平方向の位置は、前記接合ステージ上に載置された前記調整ジグの前記調整穴が前記顕微鏡の視野に捕捉されるように調整される請求項8に記載の電子部品装着装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008187062A JP5249659B2 (ja) | 2008-07-18 | 2008-07-18 | 電子部品装着装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008187062A JP5249659B2 (ja) | 2008-07-18 | 2008-07-18 | 電子部品装着装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010027841A true JP2010027841A (ja) | 2010-02-04 |
| JP5249659B2 JP5249659B2 (ja) | 2013-07-31 |
Family
ID=41733387
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008187062A Expired - Fee Related JP5249659B2 (ja) | 2008-07-18 | 2008-07-18 | 電子部品装着装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5249659B2 (ja) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01165632U (ja) * | 1988-05-11 | 1989-11-20 | ||
| JPH02172688A (ja) * | 1988-12-26 | 1990-07-04 | Hitachi Ltd | ハンドリング装置 |
| JPH04111799U (ja) * | 1991-03-16 | 1992-09-29 | 太陽誘電株式会社 | チツプ状回路部品マウント装置用サクシヨンヘツド |
| JPH0513660A (ja) * | 1991-07-05 | 1993-01-22 | Mitsubishi Electric Corp | 混成集積回路装置 |
| JPH05145122A (ja) * | 1991-11-22 | 1993-06-11 | Mitsubishi Heavy Ind Ltd | 熱電変換モジユール接合治具 |
| JPH05337865A (ja) * | 1992-06-10 | 1993-12-21 | Sony Corp | 半導体実装装置とこれを用いた実装方法 |
| JPH0855865A (ja) * | 1994-08-11 | 1996-02-27 | Fuji Electric Co Ltd | 半導体デバイスの製造方法および装置 |
| JPH0951006A (ja) * | 1995-08-08 | 1997-02-18 | Hitachi Ltd | 半導体製造治具の取付け方法 |
| JPH11121479A (ja) * | 1997-10-17 | 1999-04-30 | Fujitsu Ltd | 半導体部品の実装方法および実装装置 |
| JP2000260826A (ja) * | 1999-03-12 | 2000-09-22 | Towa Corp | 半導体チップ実装用加熱装置 |
| JP2004103650A (ja) * | 2002-09-05 | 2004-04-02 | Ckd Corp | 部品実装装置及びエアベアリングシリンダ |
-
2008
- 2008-07-18 JP JP2008187062A patent/JP5249659B2/ja not_active Expired - Fee Related
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01165632U (ja) * | 1988-05-11 | 1989-11-20 | ||
| JPH02172688A (ja) * | 1988-12-26 | 1990-07-04 | Hitachi Ltd | ハンドリング装置 |
| JPH04111799U (ja) * | 1991-03-16 | 1992-09-29 | 太陽誘電株式会社 | チツプ状回路部品マウント装置用サクシヨンヘツド |
| JPH0513660A (ja) * | 1991-07-05 | 1993-01-22 | Mitsubishi Electric Corp | 混成集積回路装置 |
| JPH05145122A (ja) * | 1991-11-22 | 1993-06-11 | Mitsubishi Heavy Ind Ltd | 熱電変換モジユール接合治具 |
| JPH05337865A (ja) * | 1992-06-10 | 1993-12-21 | Sony Corp | 半導体実装装置とこれを用いた実装方法 |
| JPH0855865A (ja) * | 1994-08-11 | 1996-02-27 | Fuji Electric Co Ltd | 半導体デバイスの製造方法および装置 |
| JPH0951006A (ja) * | 1995-08-08 | 1997-02-18 | Hitachi Ltd | 半導体製造治具の取付け方法 |
| JPH11121479A (ja) * | 1997-10-17 | 1999-04-30 | Fujitsu Ltd | 半導体部品の実装方法および実装装置 |
| JP2000260826A (ja) * | 1999-03-12 | 2000-09-22 | Towa Corp | 半導体チップ実装用加熱装置 |
| JP2004103650A (ja) * | 2002-09-05 | 2004-04-02 | Ckd Corp | 部品実装装置及びエアベアリングシリンダ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5249659B2 (ja) | 2013-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6518709B2 (ja) | 実装装置 | |
| JP5839170B2 (ja) | ワーク搬送装置、並びにワーク処理装置及びワーク処理方法 | |
| US6463359B2 (en) | Micro-alignment pick-up head | |
| JP5733633B2 (ja) | マス形成はんだと半導体チップとをホルダ上に配置する装置 | |
| KR101968807B1 (ko) | 얼라인먼트 방법 및 얼라인먼트 장치 | |
| US9120169B2 (en) | Method for device packaging | |
| KR102306743B1 (ko) | 레이저 솔더링 시스템 | |
| KR20090050989A (ko) | 반도체 장치의 제조 장치 및 반도체 장치의 제조 방법 | |
| JP6681241B2 (ja) | 電子部品実装装置および電子部品製造方法 | |
| JP4482598B2 (ja) | ボンディング装置、ボンディング装置の補正量算出方法及びボンディング方法 | |
| US6734537B1 (en) | Assembly process | |
| JP5249659B2 (ja) | 電子部品装着装置 | |
| KR100718418B1 (ko) | 컨택터 조립 장치 및 조립 방법, 컨택터, 조정용 기판 및 조립 장치 | |
| KR20170017044A (ko) | 카메라 모듈용 솔더링 장치 | |
| JP6325053B2 (ja) | 接合システム、接合方法、および半導体デバイスの製造方法 | |
| JP4184968B2 (ja) | プリント回路基板上への電子部品の位置決め用の格納式吸着管 | |
| JP4909249B2 (ja) | 移載装置 | |
| JP2020004786A (ja) | プリント基板用リワーク装置及びこれを用いたリワーク方法 | |
| JP4083533B2 (ja) | 半導体装置の製造方法 | |
| JP4520425B2 (ja) | 素子搭載方法および素子搭載装置 | |
| JP7373735B2 (ja) | 部品接合装置及びその方法と実装構造体 | |
| KR102252732B1 (ko) | 다이 본딩 방법 및 다이 본딩 장치 | |
| JP6577764B2 (ja) | 加圧加熱冷却装置及びフリップチップ実装装置並びにフリップチップ実装方法及び半導体装置の製造方法 | |
| TW202218500A (zh) | 電子部件接合裝置 | |
| JP2001298235A (ja) | 電子部品の搭載装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110711 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120709 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120904 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121025 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130412 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160419 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |