JP2010023616A - めっき樹脂品の取付構造 - Google Patents
めっき樹脂品の取付構造 Download PDFInfo
- Publication number
- JP2010023616A JP2010023616A JP2008186141A JP2008186141A JP2010023616A JP 2010023616 A JP2010023616 A JP 2010023616A JP 2008186141 A JP2008186141 A JP 2008186141A JP 2008186141 A JP2008186141 A JP 2008186141A JP 2010023616 A JP2010023616 A JP 2010023616A
- Authority
- JP
- Japan
- Prior art keywords
- coating film
- plating
- grill
- film
- ptfe powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007747 plating Methods 0.000 title claims abstract description 31
- 229920005989 resin Polymers 0.000 title claims description 29
- 239000011347 resin Substances 0.000 title claims description 29
- 238000000576 coating method Methods 0.000 claims abstract description 86
- 239000011248 coating agent Substances 0.000 claims abstract description 84
- 239000002245 particle Substances 0.000 claims abstract description 21
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims abstract description 9
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 5
- 239000011651 chromium Substances 0.000 claims abstract description 5
- 229920001343 polytetrafluoroethylene Polymers 0.000 claims description 40
- 239000004810 polytetrafluoroethylene Substances 0.000 claims description 40
- -1 polytetrafluoroethylene Polymers 0.000 claims description 9
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 8
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 claims description 2
- 238000000465 moulding Methods 0.000 abstract description 20
- 230000000873 masking effect Effects 0.000 abstract description 6
- 239000012748 slip agent Substances 0.000 abstract description 4
- 230000000704 physical effect Effects 0.000 abstract description 3
- 239000012528 membrane Substances 0.000 abstract 1
- 239000000843 powder Substances 0.000 description 35
- 210000000078 claw Anatomy 0.000 description 24
- 239000003973 paint Substances 0.000 description 22
- 239000007788 liquid Substances 0.000 description 13
- 238000012360 testing method Methods 0.000 description 13
- 239000000203 mixture Substances 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 9
- 230000001105 regulatory effect Effects 0.000 description 8
- 238000013461 design Methods 0.000 description 7
- 230000000694 effects Effects 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 238000002156 mixing Methods 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 5
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 3
- 229920001780 ECTFE Polymers 0.000 description 2
- 239000002033 PVDF binder Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000005489 elastic deformation Effects 0.000 description 2
- 238000007772 electroless plating Methods 0.000 description 2
- 238000009713 electroplating Methods 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 238000010422 painting Methods 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920002493 poly(chlorotrifluoroethylene) Polymers 0.000 description 2
- 239000005023 polychlorotrifluoroethylene (PCTFE) polymer Substances 0.000 description 2
- 239000005056 polyisocyanate Substances 0.000 description 2
- 229920001228 polyisocyanate Polymers 0.000 description 2
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000009500 colour coating Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000004453 electron probe microanalysis Methods 0.000 description 1
- 238000009503 electrostatic coating Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 229920000840 ethylene tetrafluoroethylene copolymer Polymers 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 125000001153 fluoro group Chemical group F* 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 230000001953 sensory effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/62—Polymers of compounds having carbon-to-carbon double bonds
- C08G18/6216—Polymers of alpha-beta ethylenically unsaturated carboxylic acids or of derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/60—Additives non-macromolecular
- C09D7/61—Additives non-macromolecular inorganic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/65—Additives macromolecular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R19/00—Wheel guards; Radiator guards, e.g. grilles; Obstruction removers; Fittings damping bouncing force in collisions
- B60R19/52—Radiator or grille guards ; Radiator grilles
- B60R2019/525—Radiator grilles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L27/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers
- C08L27/02—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L27/12—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C08L27/18—Homopolymers or copolymers or tetrafluoroethene
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/254—Polymeric or resinous material
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Inorganic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Laminated Bodies (AREA)
- Electroplating Methods And Accessories (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
【解決手段】第2部材2のクロムめっき皮膜4と摺接する第1部材1のメタリック塗膜3中に、フッ素樹脂からなる粒子を含ませることにより、光沢やリコート性などの塗膜物性を維持しつつ、きしみ音の発生を抑制することができる、またフェルトやスリップ剤などが不要となるとともに、マスキングが不要となり工数を大幅に低減できる。
【選択図】図5
Description
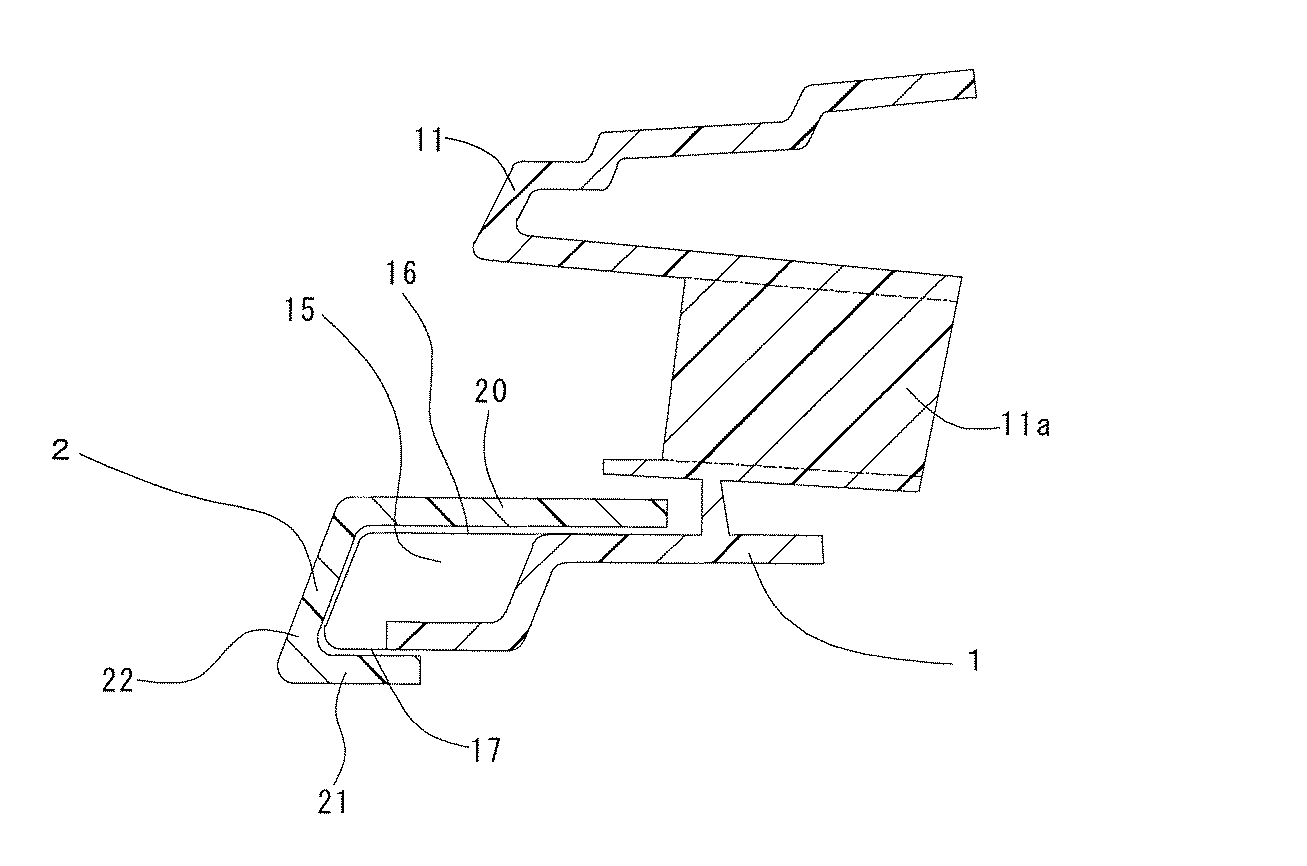
第1部材は塗膜をもつ第1表面を有し、第2部材はめっき皮膜をもつ第2表面を有し、第1表面の塗膜と第2表面のめっき皮膜とが摺接する取付構造であって、
少なくとも第1表面に形成された塗膜には、フッ素樹脂からなる粒子を含むことにある。
図1に本実施例のラジエータグリルを示す。このラジエータグリルは、ABS樹脂製のグリル部材1と、グリル部材1の外周に固定されたABS樹脂製のグリルモール2と、から構成されている。
A液とB液とを所定比率で混合した塗装時の混合物中のPTFE粉末A量を2重量%とし、メタリック塗膜3中のPTFE粉末Aの含有量(=PWC)を6重量%としたこと以外は実施例1と同様である。
メタリック塗膜3中にPTFE粉末Aを含まないこと以外は実施例1と同様である。
A液とB液とを所定比率で混合した塗装時の混合物中のPTFE粉末A量を2重量%とし、メタリック塗膜3中のPTFE粉末Aの含有量(=PWC)を6重量%としたこと以外は実施例1と同様である。
各実施例及び各比較例のラジエータグリルについて、グリル部材1を固定した状態で、グリルモール2をグリル部材1に向かって手指で押圧し、きしみ音の発生程度を官能評価した。結果を表1に示す。比較例1では耳障りなきしみ音が発生したため、それを×と評価し、きしみ音がほとんど発生しなかったものを○と評価し、きしみ音が発生してもほとんど気にならない程度のものを△〜○と評価した。
グリル部材1の塗装に用いる二液硬化型アクリルウレタン樹脂塗料として、「OPZ-HG-11GY24色」(オリジン電気社製)を用い、メタリック塗膜3中のPTFE粉末A量が 5.7重量%となるように塗装したこと以外は実施例1と同様である。表2に塗料の組成を示す。そして上記した試験例と同様に試験を行い、結果を表2に示す。
ポリテトラフルオロエチレン粉末としてPTFE粉末B(数平均分子量:1,000〜500,000、粒径:5〜7μm)を用い、メタリック塗膜3中のPTFE粉末B量が 5.7重量%となるように塗装したこと以外は実施例3と同様である。表2に塗料の組成を示す。そして上記した試験例と同様に試験を行い、結果を表2に示す。
メタリック塗膜3中のPTFE粉末B量が10.9重量%となるように塗装したこと以外は実施例3と同様である。表2に塗料の組成を示す。そして上記した試験例と同様に試験を行い、結果を表2に示す。
メタリック塗膜3中にPTFE粉末A及びPTFE粉末Bを含まないこと以外は実施例3と同様である。
グリル部材1の塗装に用いる二液硬化型アクリルウレタン樹脂塗料として、「PZ-3-11GY24色」(オリジン電気社製)を用い、メタリック塗膜3中のPTFE粉末A量が 3.2重量%となるように塗装したこと以外は実施例1と同様である。表3に塗料の組成を示す。そして上記した試験例と同様に試験を行い、結果を表2に示す。
メタリック塗膜3中のPTFE粉末A量が 6.2重量%となるように塗装したこと以外は実施例6と同様である。表3に塗料の組成を示す。そして上記した試験例と同様に試験を行い、結果を表3に示す。
メタリック塗膜3中にPTFE粉末Aを含まないこと以外は実施例6と同様である。
3:メタリック塗膜 4:クロムめっき皮膜
12:爪部 23:係合孔
15:規制リブ
Claims (3)
- 第1樹脂成形品に塗装されてなり塗膜を有する第1部材と、第2樹脂成形品に金属がめっきされてなりめっき皮膜を有する第2部材とよりなり、該第1部材と該第2部材とが互いに取付けられ、
該第1部材は該塗膜をもつ第1表面を有し、該第2部材は該めっき皮膜をもつ第2表面を有し、該第1表面の該塗膜と該第2表面の該めっき皮膜とが摺接する取付構造であって、
少なくとも該第1表面に形成された該塗膜には、フッ素樹脂からなる粒子を含むことを特徴とするめっき樹脂品の取付構造。 - 前記塗膜はアクリルウレタン塗膜であり、前記めっき皮膜はクロムめっき皮膜である請求項1に記載のめっき樹脂品の取付構造。
- 前記フッ素樹脂からなる粒子はポリテトラフルオロエチレンからなり、前記塗膜中に11質量%以下の量で含まれている請求項1又は請求項2に記載のめっき樹脂品の取付構造。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008186141A JP5104614B2 (ja) | 2008-07-17 | 2008-07-17 | めっき樹脂品の取付構造 |
| CN2009101519433A CN101628565B (zh) | 2008-07-17 | 2009-07-06 | 电镀树脂制品的装配结构 |
| US12/458,387 US20100015434A1 (en) | 2008-07-17 | 2009-07-09 | Assembling structure of a plated resin article |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008186141A JP5104614B2 (ja) | 2008-07-17 | 2008-07-17 | めっき樹脂品の取付構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010023616A true JP2010023616A (ja) | 2010-02-04 |
| JP5104614B2 JP5104614B2 (ja) | 2012-12-19 |
Family
ID=41530564
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008186141A Expired - Fee Related JP5104614B2 (ja) | 2008-07-17 | 2008-07-17 | めっき樹脂品の取付構造 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20100015434A1 (ja) |
| JP (1) | JP5104614B2 (ja) |
| CN (1) | CN101628565B (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013212674A (ja) * | 2012-04-04 | 2013-10-17 | Sakae Riken Kogyo Co Ltd | 合成樹脂製極細メッキモール及びその製造方法 |
| JP2019217875A (ja) * | 2018-06-19 | 2019-12-26 | 豊田合成株式会社 | モール部材 |
| JP2021148261A (ja) * | 2020-03-23 | 2021-09-27 | 株式会社ファルテック | 係合構造 |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5983621B2 (ja) * | 2011-09-27 | 2016-09-06 | 日本電気株式会社 | バイオプラスチック成形体及びバイオプラスチック成形体の製造方法 |
| JP1546046S (ja) * | 2015-05-12 | 2017-03-13 | ||
| US10737530B2 (en) * | 2015-05-14 | 2020-08-11 | Lacks Enterprises, Inc. | Two-shot molding for selectively metalizing parts |
| USD775000S1 (en) * | 2015-08-28 | 2016-12-27 | Ford Motor Company | Vehicle front upper grille |
| USD775002S1 (en) * | 2015-08-28 | 2016-12-27 | Ford Motor Company | Vehicle front upper grille |
| USD775001S1 (en) * | 2015-08-28 | 2016-12-27 | Ford Motor Company | Vehicle front upper grille |
| JP2017106906A (ja) * | 2015-12-09 | 2017-06-15 | 現代自動車株式会社Hyundai Motor Company | 金属光沢を有する電波透過型カバー |
| USD803732S1 (en) * | 2016-03-18 | 2017-11-28 | GM Global Technology Operations LLC | Radiator grille of car |
| JP1572300S (ja) * | 2016-05-16 | 2017-03-27 | ||
| JP1569573S (ja) * | 2016-06-10 | 2017-02-20 | ||
| US9914404B2 (en) * | 2016-08-08 | 2018-03-13 | Srg Global Inc. | Vehicle components having deep mesh plated features |
| USD806616S1 (en) * | 2016-09-16 | 2018-01-02 | China-Euro Vehicle Technology | Radiator grille for a vehicle |
| JP1576080S (ja) * | 2016-09-20 | 2019-05-07 | ||
| KR102413208B1 (ko) * | 2017-09-11 | 2022-06-27 | 현대자동차주식회사 | 이종색상을 구비한 차량용 라디에이터 |
| USD1030569S1 (en) * | 2022-02-02 | 2024-06-11 | Paccar Inc | Air intake grille |
| USD1090372S1 (en) * | 2023-03-01 | 2025-08-26 | International Truck Intellectual Property Company, Llc | Grille for truck |
| USD1090371S1 (en) * | 2023-03-01 | 2025-08-26 | International Truck Intellectual Property Company, Llc | Grille for truck |
| TWD239116S (zh) * | 2024-02-07 | 2025-07-01 | 美商福特環球科技有限公司 (美國) | 車輛前上護柵 |
| TWD239129S (zh) * | 2024-02-07 | 2025-07-01 | 美商福特環球科技有限公司 (美國) | 車輛前上護柵 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03143746A (ja) * | 1989-10-28 | 1991-06-19 | Toyoda Gosei Co Ltd | 車両用樹脂内装品 |
| JPH03217425A (ja) * | 1990-01-23 | 1991-09-25 | Kanto Seiki Co Ltd | 軋み音防止材 |
| JPH06145388A (ja) * | 1992-10-30 | 1994-05-24 | Toyoda Gosei Co Ltd | 塗装軟質オレフィン樹脂成形品 |
| JPH07246888A (ja) * | 1994-03-08 | 1995-09-26 | Kojima Press Co Ltd | 車両用内装品 |
| JP2000026787A (ja) * | 1998-07-10 | 2000-01-25 | Nippon Achison Kk | 軋み音防止用組成物 |
| JP2000037830A (ja) * | 1998-07-22 | 2000-02-08 | Toyoda Gosei Co Ltd | 塗装樹脂成形品 |
| JP2003205803A (ja) * | 2002-01-11 | 2003-07-22 | Gp Daikyo Corp | 車両用ラジエータグリルの取付構造 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3191988A (en) * | 1962-03-23 | 1965-06-29 | Chrysler Corp | Vehicle headlining retainer |
| US3808130A (en) * | 1972-06-19 | 1974-04-30 | Dow Corning | Self-lubricating bearings and other machine elements and a process for their manufacture |
| DE60219383T2 (de) * | 2001-02-22 | 2008-01-03 | Rohm And Haas Co. | Wässrige Beschichtungszusammensetzung |
| DE10337751B3 (de) * | 2003-08-07 | 2005-03-17 | Decoma (Germany) Gmbh | Kühlergrill zur Montage in einer Kühlergrillanordnung und Verfahren zu dessen Herstellung |
| JP4348288B2 (ja) * | 2004-12-20 | 2009-10-21 | 株式会社神戸製鋼所 | コネクタ接点材料 |
| CN100447182C (zh) * | 2006-04-27 | 2008-12-31 | 周惠昌 | 摩擦颗粒 |
| CN2900257Y (zh) * | 2006-05-26 | 2007-05-16 | 北京豪仪润世科技有限公司 | 组合式汽车前面罩 |
| US20080090948A1 (en) * | 2006-10-12 | 2008-04-17 | Dewitt Julie | Waterbased low noise generating coating |
| US20090066096A1 (en) * | 2007-09-06 | 2009-03-12 | Doroghazi William J | Vehicle grille including structural inner and decorative outer snap-in features with, and/or method of making the same |
-
2008
- 2008-07-17 JP JP2008186141A patent/JP5104614B2/ja not_active Expired - Fee Related
-
2009
- 2009-07-06 CN CN2009101519433A patent/CN101628565B/zh not_active Expired - Fee Related
- 2009-07-09 US US12/458,387 patent/US20100015434A1/en not_active Abandoned
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03143746A (ja) * | 1989-10-28 | 1991-06-19 | Toyoda Gosei Co Ltd | 車両用樹脂内装品 |
| JPH03217425A (ja) * | 1990-01-23 | 1991-09-25 | Kanto Seiki Co Ltd | 軋み音防止材 |
| JPH06145388A (ja) * | 1992-10-30 | 1994-05-24 | Toyoda Gosei Co Ltd | 塗装軟質オレフィン樹脂成形品 |
| JPH07246888A (ja) * | 1994-03-08 | 1995-09-26 | Kojima Press Co Ltd | 車両用内装品 |
| JP2000026787A (ja) * | 1998-07-10 | 2000-01-25 | Nippon Achison Kk | 軋み音防止用組成物 |
| JP2000037830A (ja) * | 1998-07-22 | 2000-02-08 | Toyoda Gosei Co Ltd | 塗装樹脂成形品 |
| JP2003205803A (ja) * | 2002-01-11 | 2003-07-22 | Gp Daikyo Corp | 車両用ラジエータグリルの取付構造 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013212674A (ja) * | 2012-04-04 | 2013-10-17 | Sakae Riken Kogyo Co Ltd | 合成樹脂製極細メッキモール及びその製造方法 |
| JP2019217875A (ja) * | 2018-06-19 | 2019-12-26 | 豊田合成株式会社 | モール部材 |
| CN110614961A (zh) * | 2018-06-19 | 2019-12-27 | 丰田合成株式会社 | 成型部件 |
| JP6992687B2 (ja) | 2018-06-19 | 2022-01-13 | 豊田合成株式会社 | モール部材 |
| JP2021148261A (ja) * | 2020-03-23 | 2021-09-27 | 株式会社ファルテック | 係合構造 |
| JP7471120B2 (ja) | 2020-03-23 | 2024-04-19 | 株式会社ファルテック | 係合構造 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101628565A (zh) | 2010-01-20 |
| CN101628565B (zh) | 2012-06-13 |
| JP5104614B2 (ja) | 2012-12-19 |
| US20100015434A1 (en) | 2010-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5104614B2 (ja) | めっき樹脂品の取付構造 | |
| US10214661B2 (en) | Organic silicon coating | |
| JP2016216631A (ja) | 遮光部材、黒色樹脂組成物及び黒色樹脂成形品 | |
| JP6432653B2 (ja) | 装飾めっき製品、及び製造方法 | |
| CN107544104A (zh) | 光学设备用遮光部件 | |
| US20200062945A1 (en) | Article comprising plated component | |
| TWI325366B (en) | Pre-coated metal plate | |
| JP4957052B2 (ja) | 加硫接着剤組成物 | |
| JP2009001074A (ja) | めっき樹脂品の取付構造 | |
| JP6788986B2 (ja) | 便座 | |
| JP5138524B2 (ja) | 照明器具 | |
| JP2011093367A (ja) | モールの取付構造 | |
| US8732998B2 (en) | Exterior sign | |
| JP2001019897A (ja) | フッ素樹脂含有カチオン電着塗料および製造方法 | |
| JP6591121B1 (ja) | シリカコーティングが施されたメッキ層 | |
| JP6214264B2 (ja) | 樹脂成形品の組付構造 | |
| JP2012184141A (ja) | フッ素樹脂コート人造大理石及び人造大理石キッチンシンク | |
| JP4593550B2 (ja) | 風呂蓋 | |
| JP3969426B2 (ja) | グロメット | |
| JP4190903B2 (ja) | 車両用ルーフモールの装着構造及び装着具 | |
| JP2012236175A (ja) | ピアノブラック成型体 | |
| JP4679907B2 (ja) | 導電性ゴムローラー | |
| JP2002030707A (ja) | 水廻り金具及びその製造方法 | |
| JP3966520B2 (ja) | プレコート金属板およびその製造方法 | |
| JP2007333018A (ja) | バルブのシール構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100827 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120309 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120904 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120917 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5104614 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151012 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |