JP2017106906A - 金属光沢を有する電波透過型カバー - Google Patents
金属光沢を有する電波透過型カバー Download PDFInfo
- Publication number
- JP2017106906A JP2017106906A JP2016221298A JP2016221298A JP2017106906A JP 2017106906 A JP2017106906 A JP 2017106906A JP 2016221298 A JP2016221298 A JP 2016221298A JP 2016221298 A JP2016221298 A JP 2016221298A JP 2017106906 A JP2017106906 A JP 2017106906A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- radio wave
- optical film
- multilayer optical
- wave transmission
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/08—Mirrors
- G02B5/0816—Multilayer mirrors, i.e. having two or more reflecting layers
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/14—Protective coatings, e.g. hard coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R19/00—Wheel guards; Radiator guards, e.g. grilles; Obstruction removers; Fittings damping bouncing force in collisions
- B60R19/52—Radiator or grille guards ; Radiator grilles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60W—CONJOINT CONTROL OF VEHICLE SUB-UNITS OF DIFFERENT TYPE OR DIFFERENT FUNCTION; CONTROL SYSTEMS SPECIALLY ADAPTED FOR HYBRID VEHICLES; ROAD VEHICLE DRIVE CONTROL SYSTEMS FOR PURPOSES NOT RELATED TO THE CONTROL OF A PARTICULAR SUB-UNIT
- B60W30/00—Purposes of road vehicle drive control systems not related to the control of a particular sub-unit, e.g. of systems using conjoint control of vehicle sub-units
- B60W30/14—Adaptive cruise control
- B60W30/143—Speed control
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/0015—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterized by the colour of the layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/02—Pretreatment of the material to be coated
- C23C14/021—Cleaning or etching treatments
- C23C14/022—Cleaning or etching treatments by means of bombardment with energetic particles or radiation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/08—Oxides
- C23C14/083—Oxides of refractory metals or yttrium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/08—Oxides
- C23C14/086—Oxides of zinc, germanium, cadmium, indium, tin, thallium or bismuth
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/10—Glass or silica
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/28—Vacuum evaporation by wave energy or particle radiation
- C23C14/30—Vacuum evaporation by wave energy or particle radiation by electron bombardment
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01S—RADIO DIRECTION-FINDING; RADIO NAVIGATION; DETERMINING DISTANCE OR VELOCITY BY USE OF RADIO WAVES; LOCATING OR PRESENCE-DETECTING BY USE OF THE REFLECTION OR RERADIATION OF RADIO WAVES; ANALOGOUS ARRANGEMENTS USING OTHER WAVES
- G01S13/00—Systems using the reflection or reradiation of radio waves, e.g. radar systems; Analogous systems using reflection or reradiation of waves whose nature or wavelength is irrelevant or unspecified
- G01S13/88—Radar or analogous systems specially adapted for specific applications
- G01S13/93—Radar or analogous systems specially adapted for specific applications for anti-collision purposes
- G01S13/931—Radar or analogous systems specially adapted for specific applications for anti-collision purposes of land vehicles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01Q—ANTENNAS, i.e. RADIO AERIALS
- H01Q1/00—Details of, or arrangements associated with, antennas
- H01Q1/27—Adaptation for use in or on movable bodies
- H01Q1/32—Adaptation for use in or on road or rail vehicles
- H01Q1/3208—Adaptation for use in or on road or rail vehicles characterised by the application wherein the antenna is used
- H01Q1/3233—Adaptation for use in or on road or rail vehicles characterised by the application wherein the antenna is used particular used as part of a sensor or in a security system, e.g. for automotive radar, navigation systems
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01Q—ANTENNAS, i.e. RADIO AERIALS
- H01Q1/00—Details of, or arrangements associated with, antennas
- H01Q1/42—Housings not intimately mechanically associated with radiating elements, e.g. radome
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R19/00—Wheel guards; Radiator guards, e.g. grilles; Obstruction removers; Fittings damping bouncing force in collisions
- B60R19/52—Radiator or grille guards ; Radiator grilles
- B60R2019/525—Radiator grilles
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01S—RADIO DIRECTION-FINDING; RADIO NAVIGATION; DETERMINING DISTANCE OR VELOCITY BY USE OF RADIO WAVES; LOCATING OR PRESENCE-DETECTING BY USE OF THE REFLECTION OR RERADIATION OF RADIO WAVES; ANALOGOUS ARRANGEMENTS USING OTHER WAVES
- G01S13/00—Systems using the reflection or reradiation of radio waves, e.g. radar systems; Analogous systems using reflection or reradiation of waves whose nature or wavelength is irrelevant or unspecified
- G01S13/88—Radar or analogous systems specially adapted for specific applications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01S—RADIO DIRECTION-FINDING; RADIO NAVIGATION; DETERMINING DISTANCE OR VELOCITY BY USE OF RADIO WAVES; LOCATING OR PRESENCE-DETECTING BY USE OF THE REFLECTION OR RERADIATION OF RADIO WAVES; ANALOGOUS ARRANGEMENTS USING OTHER WAVES
- G01S7/00—Details of systems according to groups G01S13/00, G01S15/00, G01S17/00
- G01S7/02—Details of systems according to groups G01S13/00, G01S15/00, G01S17/00 of systems according to group G01S13/00
- G01S7/027—Constructional details of housings, e.g. form, type, material or ruggedness
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Radar, Positioning & Navigation (AREA)
- Remote Sensing (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Computer Networks & Wireless Communication (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Computer Security & Cryptography (AREA)
- Electromagnetism (AREA)
- Transportation (AREA)
- Automation & Control Theory (AREA)
- Laminated Bodies (AREA)
- Details Of Aerials (AREA)
- Radar Systems Or Details Thereof (AREA)
Abstract
【課題】電波透過性を維持しながら金属質感を実現し、より安価な材料で製造することができる電波透過型カバーを提供する。【解決手段】自動車のフロントグリルに設置されてレーダー電波を透過させる、金属光沢を有する電波透過型カバーは、前記フロントグリルの前方表面に晒される透明なレジン層10、前記レジン層10の後方に形成され、互いに異なる屈折率を有する金属酸化物が交互に積層された多層光学膜層30aとゲルマニウム層40aから構成される金属質感層100a、および前記金属質感層100aの後方に形成され、前記金属質感層100aの反射率を向上させる不透明層50を含む。前記多層光学膜層30aは、高屈折率層と、低屈折率層とを交互に積層して構成され、前記多層光学膜層30aを構成する層のうち前記レジン層10に最も近い層は、高屈折率層であることを特徴とする。【選択図】図2
Description
本発明は、金属光沢を有する電波透過型カバーに係り、より詳しくは、SCCレーダーを保護し且つ電波を透過させる、金属光沢を有する電波透過型カバーに関する。
スマートクルーズコントロール(SCC)システムは、車両の前方に装着されたレーダーによって先行車の動きを感知し、これによりエンジンとブレーキを制御して先行車との距離を維持するシステムである。
このシステムの核心となるSCCレーダーは、車両の前方中央に設置することが性能確保の面で最も有利であるが、このような車両の前方中央には、通常、ラジエーターグリルや、自動車メーカーのエンブレム(emblem)または装飾物などが位置することが多い。
通常、ラジエーターグリルは、金属で製造され、腐食を防止するためにクロムでメッキされる。
ところが、金属は、電波透過性が低いため、SCCレーダーの電波送受信に悪影響を及ぼす。よって、電波送受信がスムーズに行われるようにラジエーターグリルの一部の領域を別のレーダーカバーに置き換えて電波透過性を確保する方法が試みられている。
しかし、レーダーカバーは、電波透過性を確保するために金属を排除して製造されるため、金属で製造されたラジエーターグリルとのデザイン的連続性を失ってしまうという問題がある。これを解決するために、従来のレーダーカバーの一部分に電波透過性に優れたインジウムまたはスズを適用して金属質感を実現する技術が開発されてきた。
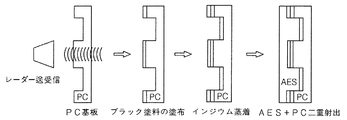
図1に示すように、従来のSCCカバーは、PC材質の透明層に金属質感を示す部分のみを晒すためのブラック塗料を塗布し、ここにインジウムを蒸着した後、後面にAES材質を用いて二重射出することにより製造された。
ところが、インジウムやスズが比較的高価な素材なので、レーダーユニット全体の価格が上昇し、素材の融点が低いため、自動車のエンジンに隣接した環境特性上、カバーの耐久性が低下することがあるという問題点があった。
このシステムの核心となるSCCレーダーは、車両の前方中央に設置することが性能確保の面で最も有利であるが、このような車両の前方中央には、通常、ラジエーターグリルや、自動車メーカーのエンブレム(emblem)または装飾物などが位置することが多い。
通常、ラジエーターグリルは、金属で製造され、腐食を防止するためにクロムでメッキされる。
ところが、金属は、電波透過性が低いため、SCCレーダーの電波送受信に悪影響を及ぼす。よって、電波送受信がスムーズに行われるようにラジエーターグリルの一部の領域を別のレーダーカバーに置き換えて電波透過性を確保する方法が試みられている。
しかし、レーダーカバーは、電波透過性を確保するために金属を排除して製造されるため、金属で製造されたラジエーターグリルとのデザイン的連続性を失ってしまうという問題がある。これを解決するために、従来のレーダーカバーの一部分に電波透過性に優れたインジウムまたはスズを適用して金属質感を実現する技術が開発されてきた。
図1に示すように、従来のSCCカバーは、PC材質の透明層に金属質感を示す部分のみを晒すためのブラック塗料を塗布し、ここにインジウムを蒸着した後、後面にAES材質を用いて二重射出することにより製造された。
ところが、インジウムやスズが比較的高価な素材なので、レーダーユニット全体の価格が上昇し、素材の融点が低いため、自動車のエンジンに隣接した環境特性上、カバーの耐久性が低下することがあるという問題点があった。
本発明は、かかる問題点を解決するためになされたものであって、その目的とするところは、高温で熱変形が発生せず、電波透過性を維持しながら金属質感を実現し、より安価な材料で製造することができる、金属光沢を有する電波透過型カバーを提供することにある。
上記目的を達成するためになされた本発明の金属光沢を有する電波透過型カバーは、自動車のフロントグリルに設置されてレーダー電波を透過させる金属光沢を有する電波透過型カバーであって、前記フロントグリルの前方表面に晒される透明なレジン層、前記レジン層の後方に形成され、互いに異なる屈折率を有する金属酸化物が交互に積層された多層光学膜層とゲルマニウム(Ge)層から構成されて金属質感の反射光を示す金属質感層、および前記金属質感層の後方に形成され、前記金属質感層の反射率を向上させる不透明層を含むことを特徴とする。
前記多層光学膜層は、TiO2およびCr2O3のいずれか一つからなる高屈折率層と、SiO2からなる低屈折率層とを交互に積層して構成され、前記多層光学膜層を構成する層のうち前記レジン層に最も近い層は、TiO2からなる高屈折率層であることを特徴とする。
前記金属質感層は、可視光線領域(波長400〜700nm)での反射率が30%以上であり、可視光線領域での反射率の偏差が5%P以下であることを特徴とする。
前記高屈折率層および前記低屈折率層はそれぞれ10〜200nmの厚さに形成され、前記多層光学膜層は3層以上に形成されて総厚さが300nm〜10μmであることを特徴とする。
前記ゲルマニウム層は、前記多層光学膜層の前方に接する面、前記多層光学膜層の後方に接する面、および互いに交互に積層された高屈折率層と低屈折率層との間の面の中から選択された少なくとも一つの位置に形成されることを特徴とする。
前記ゲルマニウム層は総厚さが50nm〜5μmであることを特徴とする。
前記レジン層は、凹凸のない平面または曲面状の前面と、凹部と凸部が形成されて屈曲した後面とを有することを特徴とする。
前記レジン層と前記金属質感層との間に形成されたプライマー層をさらに含むことを特徴とする。
前記レジン層と前記金属質感層との間に形成され、前記金属質感層の一部を覆うマスキング層をさらに含み、前記マスキング層は、所定の形状を示す部位を除いた残りの部位を覆う不透明な塗料であることを特徴とする。
本発明による金属光沢を有する電波透過型カバーによれば、次の効果がある。
第一に、セラミックたる金属酸化物および半導体たるゲルマニウムを適用して、レーダーカバーに金属質感の反射光を実現することができる。
第二に、レーダーカバーに適用されるセラミックと半導体の高い電波透過性を用いてSCCレーダーの電波送受信を円滑にすることができる。
第三に、融点の高い金属酸化物とゲルマニウムを用いて、高温での熱変形を防止することができる。
第四に、自動車のラジエーターグリルと類似する金属質感の反射光を提供して自動車外観の連続性および一貫性を維持することができる。
第五に、屈曲して立体的な形状を有しても一定以上の反射率と一定以下の偏差を維持して無彩色の金属質感を実現することができる。
第一に、セラミックたる金属酸化物および半導体たるゲルマニウムを適用して、レーダーカバーに金属質感の反射光を実現することができる。
第二に、レーダーカバーに適用されるセラミックと半導体の高い電波透過性を用いてSCCレーダーの電波送受信を円滑にすることができる。
第三に、融点の高い金属酸化物とゲルマニウムを用いて、高温での熱変形を防止することができる。
第四に、自動車のラジエーターグリルと類似する金属質感の反射光を提供して自動車外観の連続性および一貫性を維持することができる。
第五に、屈曲して立体的な形状を有しても一定以上の反射率と一定以下の偏差を維持して無彩色の金属質感を実現することができる。
以下、添付図面を参照して、本発明の好適な実施例に係る金属光沢を有する電波透過型カバーについて説明する。
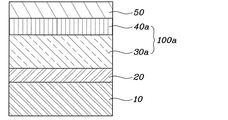
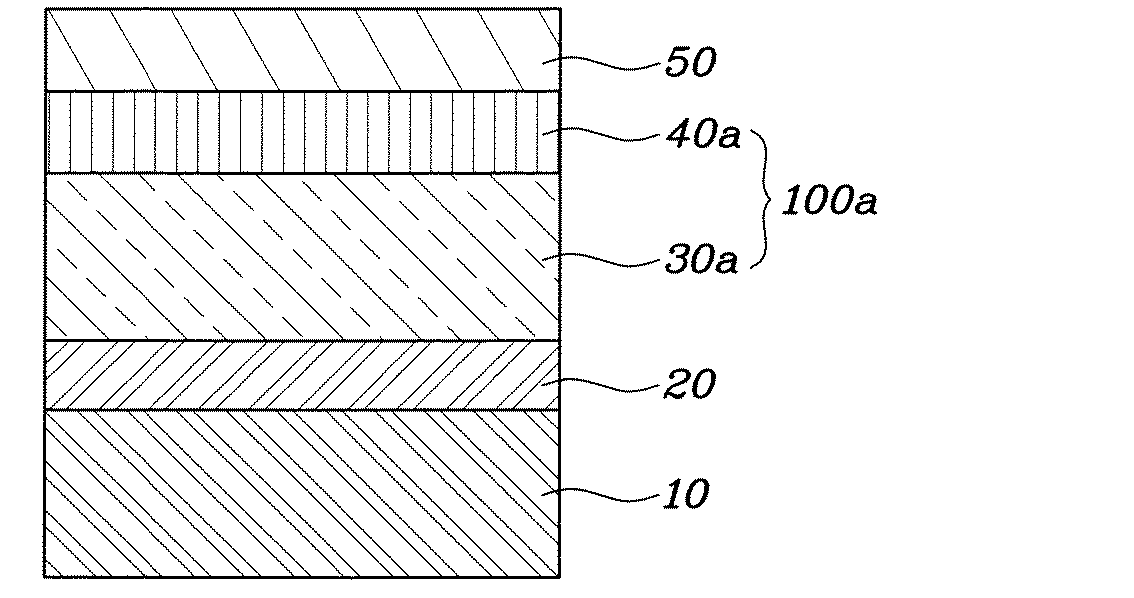
図2は本発明の一実施例を簡略に示す断面図である。図示の如く、本発明に係る金属光沢を有する電波透過型カバーは、大きくは、透明なレジン層10、金属質感の反射光を示すことができる金属質感層100a、および金属質感層100aの反射率を向上させる不透明層50を含んで構成される。ここで、レジン層10と金属質感層100aとの間にプライマー層20をさらに含むことができる。
レジン層10は、透明なプラスチック、例えばポリカーボネート、アクリル樹脂などで形成される層であって、本発明に係るカバーの最外郭部分、すなわち車両の前方表面をなす構成である。
この際、レジン層10が透明に形成されることにより、金属質感層100aを保護しながら外部の光を金属質感層100aに伝達したり、金属質感層100aから反射される金属質感の反射光を外部に伝達したりすることができる。
レジン層10の前面は、屈曲なく滑らかな平面あるいは曲面状に形成され、レジン層10の後面は凹凸が形成されて屈曲している。このとき、後面の屈曲形状は、周囲のラジエーターグリルや自動車メーカーのエンブレム、象徴物などの形状と連続性を有する形状に形成されることが好ましい。
図2は本発明の一実施例を簡略に示す断面図である。図示の如く、本発明に係る金属光沢を有する電波透過型カバーは、大きくは、透明なレジン層10、金属質感の反射光を示すことができる金属質感層100a、および金属質感層100aの反射率を向上させる不透明層50を含んで構成される。ここで、レジン層10と金属質感層100aとの間にプライマー層20をさらに含むことができる。
レジン層10は、透明なプラスチック、例えばポリカーボネート、アクリル樹脂などで形成される層であって、本発明に係るカバーの最外郭部分、すなわち車両の前方表面をなす構成である。
この際、レジン層10が透明に形成されることにより、金属質感層100aを保護しながら外部の光を金属質感層100aに伝達したり、金属質感層100aから反射される金属質感の反射光を外部に伝達したりすることができる。
レジン層10の前面は、屈曲なく滑らかな平面あるいは曲面状に形成され、レジン層10の後面は凹凸が形成されて屈曲している。このとき、後面の屈曲形状は、周囲のラジエーターグリルや自動車メーカーのエンブレム、象徴物などの形状と連続性を有する形状に形成されることが好ましい。
レジン層10の後面の屈曲面に金属質感層100aが形成されると、所望の形状の立体的な金属質感反射光領域を得ることができる。
金属質感層100aは多層光学膜層30aとゲルマニウム層40aに区分されるが、多層光学膜層30aは互いに異なる屈折率を示す金属酸化物、すなわち、セラミックを交互に積層したものであり、ゲルマニウム層40aは半導体たるゲルマニウム(Ge)で形成された層である。
こうして形成された金属質感層100aは、金属質感の反射光を示すことができるとともに、一般金属に比べて電気伝導度が低いため、高い電波透過性を示す。
金属質感層100aの構成のうち、多層光学膜層30aは、屈折率の高い材料、例えばTiO2、Cr2O3などで形成された高屈折率層と、屈折率の低い材料、例えばSiO2で形成された低屈折率層とを交互に積層して構成することが好ましい。このように高屈折率層と低屈折率層とを交互に積層すると、可視光線領域での反射率が一定に維持されて無彩色の金属質感反射光を得ることができる。
金属質感層100aは多層光学膜層30aとゲルマニウム層40aに区分されるが、多層光学膜層30aは互いに異なる屈折率を示す金属酸化物、すなわち、セラミックを交互に積層したものであり、ゲルマニウム層40aは半導体たるゲルマニウム(Ge)で形成された層である。
こうして形成された金属質感層100aは、金属質感の反射光を示すことができるとともに、一般金属に比べて電気伝導度が低いため、高い電波透過性を示す。
金属質感層100aの構成のうち、多層光学膜層30aは、屈折率の高い材料、例えばTiO2、Cr2O3などで形成された高屈折率層と、屈折率の低い材料、例えばSiO2で形成された低屈折率層とを交互に積層して構成することが好ましい。このように高屈折率層と低屈折率層とを交互に積層すると、可視光線領域での反射率が一定に維持されて無彩色の金属質感反射光を得ることができる。
多層光学膜層30aを構成するにあたり、特にレジン層10から最も近い位置には、TiO2からなる高屈折率層を配置することが好ましい。これは、TiO2の接着力が他の材料に比べて高いため、レジン層10にTiO2を最初に積層させると、レジン層10と多層光学膜層30a間の剥離現象が発生する可能性を下げるためである。SiO2は、硬度が高いため、多層光学膜層30aの耐スクラッチ性を確保するのに必要であり、低屈折材料として金属特有の反射光を再現するのに役立つ。
多層光学膜層30aの高屈折率層と低屈折率層は、それぞれの厚さを10〜200nmの範囲で制御し、その総厚さを300nm〜10μmの範囲で制御するが、層数を3層以上にすると、反射角度による色相の異質感を最小限に抑えながら金属質感反射光を示すことができる。
ゲルマニウム層40aは、多層光学膜層30aから発生する金属性反射光をより強化させるための層である。ゲルマニウムは、それ自体の特性上、暗い色味の金属質感を示すので、多層光学膜層30aとゲルマニウム層40aによって形成された金属質感層100aは、一般的なクロム反射光に比べて若干暗いダーククロム色の金属性反射光を示す。このようなダーククロム色は、部品の外観をより高級に見えるようにするのに役立つ。
多層光学膜層30aの高屈折率層と低屈折率層は、それぞれの厚さを10〜200nmの範囲で制御し、その総厚さを300nm〜10μmの範囲で制御するが、層数を3層以上にすると、反射角度による色相の異質感を最小限に抑えながら金属質感反射光を示すことができる。
ゲルマニウム層40aは、多層光学膜層30aから発生する金属性反射光をより強化させるための層である。ゲルマニウムは、それ自体の特性上、暗い色味の金属質感を示すので、多層光学膜層30aとゲルマニウム層40aによって形成された金属質感層100aは、一般的なクロム反射光に比べて若干暗いダーククロム色の金属性反射光を示す。このようなダーククロム色は、部品の外観をより高級に見えるようにするのに役立つ。
ゲルマニウム層40aの厚さが10μm以上の場合にはレーダー電波の透過性が著しく低下するので、電波透過性が低下しない5μm以下の厚さに形成することが好ましい。一方、ゲルマニウム層40aの厚さが50nm未満の場合には、多層光学膜層30aから発生する金属質感反射光を強化する効果が期待できない。よって、ゲルマニウム層40aの厚さは50nm〜5μmの範囲にする必要がある。
ゲルマニウム層40aは、多層光学膜層30aの後面、すなわち多層光学膜層30aと不透明層50との間に形成されるが、本発明の他の実施例ではその設置位置が異なってもよい。これについては後述する。
上述した多層光学膜層30aとゲルマニウム層40aで製造された金属質感層100a全体の可視光線反射率は30%以上を満足し且つ可視光線領域での反射率の偏差は5%P以下を満足する場合、異色感(特定の色が目立つ現象)のない金属質感反射光を得ることができる。
前述したとおり、レジン層10の後面は屈曲しており、この屈曲した面に金属質感層100aが形成される。平面に比べて立体的に屈曲されている面では、反射率の偏差によって発生する異色感が発現しやすくなるので、本発明で限定する反射率およびその偏差を満足すれば、レジン層10の後面の屈曲面でも無彩色の金属反射光を示すことができるのである。
ゲルマニウム層40aは、多層光学膜層30aの後面、すなわち多層光学膜層30aと不透明層50との間に形成されるが、本発明の他の実施例ではその設置位置が異なってもよい。これについては後述する。
上述した多層光学膜層30aとゲルマニウム層40aで製造された金属質感層100a全体の可視光線反射率は30%以上を満足し且つ可視光線領域での反射率の偏差は5%P以下を満足する場合、異色感(特定の色が目立つ現象)のない金属質感反射光を得ることができる。
前述したとおり、レジン層10の後面は屈曲しており、この屈曲した面に金属質感層100aが形成される。平面に比べて立体的に屈曲されている面では、反射率の偏差によって発生する異色感が発現しやすくなるので、本発明で限定する反射率およびその偏差を満足すれば、レジン層10の後面の屈曲面でも無彩色の金属反射光を示すことができるのである。
不透明層50は、不透明な塗料で形成されるが、好ましくは、黒色の塗料で構成した金属質感層100aの後面に形成される層であって、金属質感層100aの反射率を向上させて高い明度の反射光を発生させるために設置される。
金属質感層100aを形成した後、その後方に不透明層50を形成することにより、金属質感層100aによって実現される金属質感の反射光の明度を向上させるうえ、耐環境性および耐スクラッチ性を確保することができる。
上述した構成に加えて、レジン層10と金属質感層100aとの間にプライマー層20がさらに設置できる。プライマー層20は、金属質感層100aから発生する金属質感の反射光に光沢またはつや消し効果を付与して、より高級感のある外観を示すようにすることができる。
図示してはいないが、レジン層10と多層光学膜層30aとの間には、不透明な塗料、好ましくはブラック塗料で形成されるマスキング層が備えられてもよい。
このようなマスキング層は、多層光学膜層30aの一部分を覆うことにより、金属質感反射光が外部に晒される領域を制限して所定の形状をなすようにすることができる。このような形態はラジエーターグリル、エンブレム、象徴物などに適用できる。前述したレジン層10の屈曲した後面の形状とマスキング層の組み合わせを介して、金属質感反射光が晒される領域を立体的な形状にすることもできる。
金属質感層100aを形成した後、その後方に不透明層50を形成することにより、金属質感層100aによって実現される金属質感の反射光の明度を向上させるうえ、耐環境性および耐スクラッチ性を確保することができる。
上述した構成に加えて、レジン層10と金属質感層100aとの間にプライマー層20がさらに設置できる。プライマー層20は、金属質感層100aから発生する金属質感の反射光に光沢またはつや消し効果を付与して、より高級感のある外観を示すようにすることができる。
図示してはいないが、レジン層10と多層光学膜層30aとの間には、不透明な塗料、好ましくはブラック塗料で形成されるマスキング層が備えられてもよい。
このようなマスキング層は、多層光学膜層30aの一部分を覆うことにより、金属質感反射光が外部に晒される領域を制限して所定の形状をなすようにすることができる。このような形態はラジエーターグリル、エンブレム、象徴物などに適用できる。前述したレジン層10の屈曲した後面の形状とマスキング層の組み合わせを介して、金属質感反射光が晒される領域を立体的な形状にすることもできる。
本発明の実施例では、金属質感反射光が晒される領域を制限するためにマスキング層を使用したが、本発明は、これに限定されず、金属質感層100a自体をエッチングするなどの様々な方法で、金属質感が実現される領域を制限することができる。
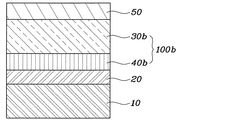
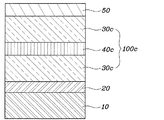
本発明に係る金属質感層の積層構造は、図2に示す一実施例に限定されず、図3及び図4に示すように変形してもよい。
すなわち、図3に示すように、レジン層10と多層光学膜層30bとの間にゲルマニウム層40bが形成されて金属質感層100bを構成することもでき、図4に示すように、多層光学膜層30c同士の間にゲルマニウム層40cが形成されて金属質感層100cを構成することもできる。
多層光学膜層30c同士の間にゲルマニウム層40cを形成する場合には、多層光学膜層30cの高屈折率層と低屈折率層との間にゲルマニウム層40cを形成することが好ましい。
本発明において、金属質感層100a、100b、100cを形成する方法は、大きく限定しないが、例えば、PVDまたはPACVD工程を介してレジン層10に蒸着、スパッタリングさせることができる。つまり、真空状態でArガスをプラズマ化させ、バイアス(Bias)を加えてレジン層10の表面、特に後面を洗浄および活性化させることで、母材と蒸着層との密着力を高め、高屈折材料(TiO2、Cr2O3)および低屈折材料(SiO2)の試料に電子ビーム(E−Beam)を照射してレジン層の表面に多層光学膜層30aを形成するか、或いはゲルマニウム(Ge)試料に電子ビームを照射してゲルマニウム層40aを形成することができる。
本発明に係る金属質感層の積層構造は、図2に示す一実施例に限定されず、図3及び図4に示すように変形してもよい。
すなわち、図3に示すように、レジン層10と多層光学膜層30bとの間にゲルマニウム層40bが形成されて金属質感層100bを構成することもでき、図4に示すように、多層光学膜層30c同士の間にゲルマニウム層40cが形成されて金属質感層100cを構成することもできる。
多層光学膜層30c同士の間にゲルマニウム層40cを形成する場合には、多層光学膜層30cの高屈折率層と低屈折率層との間にゲルマニウム層40cを形成することが好ましい。
本発明において、金属質感層100a、100b、100cを形成する方法は、大きく限定しないが、例えば、PVDまたはPACVD工程を介してレジン層10に蒸着、スパッタリングさせることができる。つまり、真空状態でArガスをプラズマ化させ、バイアス(Bias)を加えてレジン層10の表面、特に後面を洗浄および活性化させることで、母材と蒸着層との密着力を高め、高屈折材料(TiO2、Cr2O3)および低屈折材料(SiO2)の試料に電子ビーム(E−Beam)を照射してレジン層の表面に多層光学膜層30aを形成するか、或いはゲルマニウム(Ge)試料に電子ビームを照射してゲルマニウム層40aを形成することができる。
以下、本発明の様々な実施例の効果について説明する。
一般に、自動車外装品としてのラジエーターグリルはクロムメッキされて使用されている。よって、ラジエーターグリルに類似した金属質感を実現するためには、クロムの反射率に類似した反射率を実現する必要がある。このため、一般なクロムの反射率、従来技術のスズ蒸着層の反射率、本発明の実施例に係る多層光学膜層30aおよびゲルマニウム層40aからなる金属質感層100aの反射率が可視光線領域(波長400〜700nm)で変化する数値をMacleod解析プログラムで計算した結果値を表1に示した。
表1に示す比較例1〜5は、レジン層の上にそれぞれの素材を単層に形成したサンプルであり、実施例1〜4は、図2に示すレジン層10、プライマー層20、多層光学膜層30a、ゲルマニウム層40a、不透明層50の順に製造されたサンプルであって、多層光学膜層30aの層数のみを変えて製造した。
一般に、自動車外装品としてのラジエーターグリルはクロムメッキされて使用されている。よって、ラジエーターグリルに類似した金属質感を実現するためには、クロムの反射率に類似した反射率を実現する必要がある。このため、一般なクロムの反射率、従来技術のスズ蒸着層の反射率、本発明の実施例に係る多層光学膜層30aおよびゲルマニウム層40aからなる金属質感層100aの反射率が可視光線領域(波長400〜700nm)で変化する数値をMacleod解析プログラムで計算した結果値を表1に示した。
表1に示す比較例1〜5は、レジン層の上にそれぞれの素材を単層に形成したサンプルであり、実施例1〜4は、図2に示すレジン層10、プライマー層20、多層光学膜層30a、ゲルマニウム層40a、不透明層50の順に製造されたサンプルであって、多層光学膜層30aの層数のみを変えて製造した。
比較例4に示すスズは、反射率の偏差が低くて無彩色の金属質感反射光を発生させることはできるものの、全体反射率が30%を下回って輝度が不足していることが分かる。また、比較例5に示すゲルマニウムは、特有の暗い色によって全体的な反射率が低いことが分かる。
これに対し、多層光学膜層30aの総厚さが300nm以上で層数が3層以上である実施例1〜4は、可視光線領域での反射率が30%以上であるとともに反射率の偏差が5%P以下である条件を満足することが分かる。このとき、多層光学膜層30aの層数が高くなるほど、可視光線領域で全般的な反射率が高くなってより明るい反射光を示すことができ、すべての実施例において反射率の偏差が5%P以下を示して異色感のない金属質感の反射光を示すことができる。
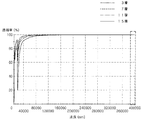
表1の実施例1〜4の電波透過性を測定した結果を図5に示す。多層光学膜層30aの層数が高くなっても、SCCレーダー電波として使用される周波数76〜77GHz、波長40万nmの領域(破線の四角形領域)のレーダー電波透過率が100%に近いことが分かる。これは、多層光学膜層30aが金属酸化物、すなわちセラミック材質であるため、レーダー電波との干渉を起こさないので、その厚さによる電波透過性の差が殆どないからである。
これに対し、多層光学膜層30aの総厚さが300nm以上で層数が3層以上である実施例1〜4は、可視光線領域での反射率が30%以上であるとともに反射率の偏差が5%P以下である条件を満足することが分かる。このとき、多層光学膜層30aの層数が高くなるほど、可視光線領域で全般的な反射率が高くなってより明るい反射光を示すことができ、すべての実施例において反射率の偏差が5%P以下を示して異色感のない金属質感の反射光を示すことができる。
表1の実施例1〜4の電波透過性を測定した結果を図5に示す。多層光学膜層30aの層数が高くなっても、SCCレーダー電波として使用される周波数76〜77GHz、波長40万nmの領域(破線の四角形領域)のレーダー電波透過率が100%に近いことが分かる。これは、多層光学膜層30aが金属酸化物、すなわちセラミック材質であるため、レーダー電波との干渉を起こさないので、その厚さによる電波透過性の差が殆どないからである。
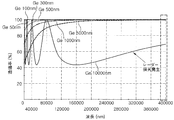
一方、図6に示すように、ゲルマニウム層40aの厚さが5μmを超えて10μmに達すると、周波数76〜77GHz、波長40万nmの領域(破線の四角形領域)のレーダー電波透過率が急激に低くなることが分かる。ゲルマニウムは半導体であるが、一定以上の厚さを有する場合、伝導性が発現されてレーダー電波の透過を妨げるのである。よって、ゲルマニウム層40aの厚さは5μm以下に制限することが好ましい。
本発明によって製造された金属質感層100aサンプルと従来のインジウムコーティングサンプルを製作してレーダー電波減衰率と直進性について測定した結果を表2に示す。
それぞれのサンプルは、厚さ1mmのPC素材板材に対象物を蒸着して製造した。比較例6はインジウム(In)を蒸着し、実施例5〜7はそれぞれゲルマニウム層40aと多層光学膜層30aから構成されるが、多層光学膜層30aの層数を3層、7層、15層に変化させた。
本発明によって製造された金属質感層100aサンプルと従来のインジウムコーティングサンプルを製作してレーダー電波減衰率と直進性について測定した結果を表2に示す。
それぞれのサンプルは、厚さ1mmのPC素材板材に対象物を蒸着して製造した。比較例6はインジウム(In)を蒸着し、実施例5〜7はそれぞれゲルマニウム層40aと多層光学膜層30aから構成されるが、多層光学膜層30aの層数を3層、7層、15層に変化させた。
表2に示すように、実施例5〜7による金属質感層100aサンプルの電波透過性能は、多層光学膜層30aの層数を問わずに、比較例6によるインジウムコーティングサンプルの電波透過性能と同等のレベルを示し、レーダービームの直進性は同等以上の結果を得ることが分かった。
参考までに、本発明に係るカバーに適したレーダー減衰率は、往復基準で−4dB以下(−4〜0dB)、片道基準で−1.8dB以下(−1.8〜0dB)であることが好ましい。
それぞれのサンプルに適用された多層光学膜層30a、30b、30cは、5層に同一に形成し、ゲルマニウム層40a、40b、40cの位置のみを多層光学膜層の後面(不透明層方向)、前面(レジン層方向)、中間(高屈折率層と低屈折率層との間)に変更して解析した。
その結果、多層光学膜層30bの後面にゲルマニウム層40bを形成した金属質感層100b、すなわち実施例8が最も高い反射率を示したが、全てのサンプルの可視光線反射率が38〜44%のレベルであって30%以上の反射率を示した。また、全てのサンプルの可視光線領域の反射率偏差が5%P以下を示して無彩色の金属性反射光を示すことが確認できた。
評価結果、表4に示すように、ゲルマニウム層の位置に応じてレーダー電波の減衰率と直進性が大きく変動せずに一定の性能を示すことが確認できた。
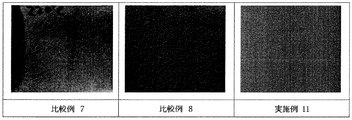
図7には本発明による金属質感層100aのサンプルと、インジウムコーティングおよびゲルマニウムコーティングが施されたサンプルをそれぞれ製造し、その高温耐久性を確認した結果を示す。
それぞれのサンプルはガラス基板に対象物を蒸着させることにより製造された。比較例7はインジウム、比較例8はゲルマニウム、実施例11は多層光学膜層30aおよびゲルマニウム層40aを蒸着させた。その後、高温での耐環境性を測定するために、それぞれのサンプルを220℃で5分間熱処理して蒸着表面の変形程度を確認した。比較例7は表面に多くのクラックが発生するなどの変形が生じたのに対し、比較例8及び実施例11は表面にクラックが発生していないことを確認することができる。
ゲルマニウムのみを使用した比較例8の場合、表面クラックなどの熱変形は起こらなかったが、実施例11に比べて暗い色を示した。これは、先立って表1の比較例5で考察したように、ゲルマニウムの反射率が低いため、反射光の明度が低くなるからである。
以上、本発明に関する好適な実施形態を説明したが、本発明は前記実施形態に限定されるものではなく、本発明の属する技術分野を逸脱しない範囲でのすべての変更が含まれる。
10 レジン層
20 プライマー層
30a、30b、30c 多層光学膜層
40a、40b、40c ゲルマニウム層
50 不透明層
100a、100b、100c 金属質感層
20 プライマー層
30a、30b、30c 多層光学膜層
40a、40b、40c ゲルマニウム層
50 不透明層
100a、100b、100c 金属質感層
Claims (9)
- 自動車のフロントグリルに設置されてレーダー電波を透過させる、金属光沢を有する電波透過型カバーであって、
前記フロントグリルの前方表面に晒される透明なレジン層、
前記レジン層の後方に形成され、互いに異なる屈折率を有する金属酸化物が交互に積層された多層光学膜層とゲルマニウム(Ge)層から構成されて金属質感の反射光を示す金属質感層、および
前記金属質感層の後方に形成され、前記金属質感層の反射率を向上させる不透明層を含む、金属光沢を有することを特徴とする電波透過型カバー。 - 前記多層光学膜層は、TiO2およびCr2O3のいずれかからなる高屈折率層と、SiO2からなる低屈折率層とを交互に積層することにより構成され、
前記多層光学膜層を構成する層のうち前記レジン層に最も近い層は、TiO2からなる高屈折率層であることを特徴とする請求項1に記載の金属光沢を有する電波透過型カバー。 - 前記金属質感層は、可視光線領域(波長400〜700nm)での反射率が30%以上であり、可視光線領域での反射率の偏差が5%P以下であることを特徴とする請求項2に記載の金属光沢を有する電波透過型カバー。
- 前記高屈折率層および前記低屈折率層は、それぞれ10〜200nmの厚さに形成され、
前記多層光学膜層は、3層以上に形成されて総厚さが300nm〜10μmであることを特徴とする請求項2に記載の金属光沢を有する電波透過型カバー。 - 前記ゲルマニウム層は、前記多層光学膜層の前方に接する面、前記多層光学膜層の後方に接する面、および交互に積層された高屈折率層と低屈折率層との間の面の中から選択された少なくとも一つの位置に形成されることを特徴とする請求項2に記載の金属光沢を有する電波透過型カバー。
- 前記ゲルマニウム層は、総厚さが50nm〜5μmであることを特徴とする請求項5に記載の金属光沢を有する電波透過型カバー。
- 前記レジン層は、凹凸のない平面または曲面状の前面と、凹部と凸部が形成されて屈曲した後面とを有することを特徴とする請求項1に記載の金属光沢を有する電波透過型カバー。
- 前記レジン層と前記金属質感層との間に形成されたプライマー層をさらに含むことを特徴とする請求項1に記載の金属光沢を有する電波透過型カバー。
- 前記レジン層と前記金属質感層との間に形成され、前記金属質感層の一部を覆うマスキング層をさらに含み、
前記マスキング層は、所定の形状を示す部位を除いた残りの部位を覆う不透明な塗料であることを特徴とする請求項1に記載の金属光沢を有する電波透過型カバー。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2015-0175332 | 2015-12-09 | ||
| KR20150175332 | 2015-12-09 | ||
| KR10-2016-0115705 | 2016-09-08 | ||
| KR1020160115705A KR101918351B1 (ko) | 2015-12-09 | 2016-09-08 | 금속광택을 갖는 전파 투과형 커버 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017106906A true JP2017106906A (ja) | 2017-06-15 |
Family
ID=57777360
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016221298A Pending JP2017106906A (ja) | 2015-12-09 | 2016-11-14 | 金属光沢を有する電波透過型カバー |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US10107894B2 (ja) |
| EP (1) | EP3181719B1 (ja) |
| JP (1) | JP2017106906A (ja) |
| CN (1) | CN106908884B (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190005133A (ko) * | 2017-07-05 | 2019-01-15 | 자니니 오토 그룹 에스. 에이 | 자동차용 레이돔 |
| WO2020067052A1 (ja) * | 2018-09-25 | 2020-04-02 | 積水化学工業株式会社 | 電波透過体 |
| JP2021066022A (ja) * | 2019-10-18 | 2021-04-30 | 株式会社ウェーブロック・アドバンスト・テクノロジー | インジウム蒸着保持フィルム、金属調多層フィルム、インジウム蒸着保持フィルムの製造方法、金属調多層フィルムの製造方法およびエンブレム |
| JP2022102455A (ja) * | 2020-12-25 | 2022-07-07 | トヨタ自動車株式会社 | 電波透過カバー及びその製造方法 |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017106906A (ja) * | 2015-12-09 | 2017-06-15 | 現代自動車株式会社Hyundai Motor Company | 金属光沢を有する電波透過型カバー |
| JP6677191B2 (ja) * | 2017-02-15 | 2020-04-08 | トヨタ自動車株式会社 | 車両前部構造 |
| CN112424630B (zh) * | 2018-05-17 | 2024-09-03 | 育代株式会社 | 装饰性构件 |
| JP7102947B2 (ja) * | 2018-05-29 | 2022-07-20 | トヨタ自動車株式会社 | センサ用プロテクタ及びこれを備えた車両 |
| US12235389B2 (en) | 2018-08-31 | 2025-02-25 | Magna Electronics Inc. | Automotive radar / LIDAR behind reflective surfaces |
| US10832437B2 (en) * | 2018-09-05 | 2020-11-10 | Rakuten, Inc. | Method and apparatus for assigning image location and direction to a floorplan diagram based on artificial intelligence |
| CN110045510B (zh) * | 2018-09-28 | 2020-09-01 | 北京理工大学 | 一种双小凹立体成像系统 |
| CN111071165B (zh) * | 2018-10-22 | 2023-04-21 | 丰田合成株式会社 | 毫米波雷达单元及其安装方法 |
| CN109655954B (zh) * | 2019-03-05 | 2024-04-16 | 浙江水晶光电科技股份有限公司 | 滤光片及其制备方法、指纹识别模组及电子设备 |
| EP3956943A1 (en) | 2019-04-18 | 2022-02-23 | SRG Global, LLC | Stepped radar cover and method of manufacture |
| DE102019129885B4 (de) * | 2019-11-06 | 2022-08-25 | Webasto SE | Dachmodul mit Dachhaut und Umfeldsensor |
| WO2021170887A1 (es) * | 2020-02-27 | 2021-09-02 | Zanini Auto Grup, S.A. | Elemento decorativo para vehículo con cámara |
| ES2950833T3 (es) * | 2020-08-17 | 2023-10-13 | Zanini Auto Grup Sa | Radomo para vehículos |
| FR3116907B1 (fr) * | 2020-12-01 | 2022-12-09 | Valeo Vision | Ensemble de véhicule comprenant un capteur radar et un agencement de couches |
| FR3116909B1 (fr) * | 2020-12-01 | 2022-12-02 | Valeo Vision | Ensemble de véhicule comprenant un capteur radar et un agencement de couches formant un logo |
| CN116685862B (zh) * | 2020-12-25 | 2026-03-17 | 日东电工株式会社 | 电波散射体以及具备电波散射体的用于使电波衰减的构件 |
| CN113422854B (zh) * | 2021-06-29 | 2024-08-06 | 东莞市聚龙高科电子技术有限公司 | 一种双纹理效果复合板手机后盖及其制造方法 |
| DE102021128982A1 (de) * | 2021-11-08 | 2023-05-11 | Marelli Automotive Lighting Reutlingen (Germany) GmbH | Sensorvorrichtung |
| EP4453103A1 (en) | 2021-12-22 | 2024-10-30 | Eckart America Corporation | Effect pigments having a reflective core and semicoductor layers |
| WO2023119315A1 (en) * | 2021-12-24 | 2023-06-29 | Saint-Gobain Glass France | A coated automotive glazing with integrated radar unit |
| DE102022202032A1 (de) | 2022-02-28 | 2023-08-31 | Volkswagen Aktiengesellschaft | Radarsensoranordnung mit einem Radarsensor und einem Destruktive-Interferenz-Schichtenpaket, sowie ein Fahrzeug mit einer Radarsensoranordnung |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3755809B2 (ja) | 2000-10-27 | 2006-03-15 | 本田技研工業株式会社 | 電波透過性外装部品及びその製造方法 |
| JP2003270432A (ja) | 2002-03-13 | 2003-09-25 | Shin Etsu Handotai Co Ltd | 可視光反射部材 |
| JP2007142780A (ja) | 2005-11-17 | 2007-06-07 | Toyoda Gosei Co Ltd | 車両用装飾部品 |
| JP2009092913A (ja) | 2007-10-09 | 2009-04-30 | Toppan Printing Co Ltd | 光学薄膜積層体 |
| JP5104614B2 (ja) * | 2008-07-17 | 2012-12-19 | 豊田合成株式会社 | めっき樹脂品の取付構造 |
| JP5401132B2 (ja) * | 2009-01-20 | 2014-01-29 | 信越ポリマー株式会社 | 電波透過性装飾部材およびその製造方法 |
| DE102009025950A1 (de) | 2009-06-10 | 2010-12-16 | Yih Dar Technologies Co., Ltd. | Für 3C-Produkte verwendete Beschichtungsstruktur mit einem metallähnlichen Glanz und ohne jegliche Abschwächung der RF-Frequenzen |
| JP2011000710A (ja) * | 2009-06-16 | 2011-01-06 | Nidek Co Ltd | 加飾シート、加飾シート成形体、及び加飾シートの製造方法 |
| US9114760B2 (en) | 2010-11-15 | 2015-08-25 | Zanini Auto Grup, Sa | Decorative radome for automotive vehicular applications |
| DE102011016683A1 (de) | 2011-01-27 | 2012-08-02 | Oerlikon Trading Ag, Trübbach | Radartransparente Beschichtung |
| US20120300291A1 (en) * | 2011-05-24 | 2012-11-29 | James Abbott | Metal reflectors |
| KR101459910B1 (ko) * | 2013-05-28 | 2014-11-07 | 현대자동차주식회사 | 차량용 레이더장치 |
| KR101745053B1 (ko) | 2014-02-13 | 2017-06-08 | 현대자동차주식회사 | 레이더 투과 경로 내의 송수신성 메탈릭 표면처리 부재와 그 제조방법 |
| JP2017106906A (ja) * | 2015-12-09 | 2017-06-15 | 現代自動車株式会社Hyundai Motor Company | 金属光沢を有する電波透過型カバー |
| US9834155B2 (en) * | 2016-03-09 | 2017-12-05 | GM Global Technology Operations LLC | Radar transparent vehicle emblem with multi-color, multi-dimensional A-surface |
| KR101887753B1 (ko) * | 2016-08-29 | 2018-08-13 | 현대자동차주식회사 | 스마트 크루즈 컨트롤 레이더 커버 |
| US10090588B2 (en) * | 2016-09-26 | 2018-10-02 | Srg Global Inc. | Selectively chrome plated vehicle radome and vehicle radiator grille and methods of manufacturing |
| JP6872336B2 (ja) * | 2016-09-27 | 2021-05-19 | 株式会社ファルテック | レーダカバー |
-
2016
- 2016-11-14 JP JP2016221298A patent/JP2017106906A/ja active Pending
- 2016-11-15 US US15/351,557 patent/US10107894B2/en active Active
- 2016-11-18 EP EP16199437.1A patent/EP3181719B1/en active Active
- 2016-12-02 CN CN201611095852.9A patent/CN106908884B/zh active Active
-
2018
- 2018-09-18 US US16/133,908 patent/US20190018104A1/en not_active Abandoned
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190005133A (ko) * | 2017-07-05 | 2019-01-15 | 자니니 오토 그룹 에스. 에이 | 자동차용 레이돔 |
| JP2019023625A (ja) * | 2017-07-05 | 2019-02-14 | ザニーニ オート グループ、エス.エー. | 乗り物用レドーム |
| JP7290400B2 (ja) | 2017-07-05 | 2023-06-13 | ザニーニ オート グループ、エス.エー. | 乗り物用レドーム |
| KR102631137B1 (ko) | 2017-07-05 | 2024-01-30 | 자니니 오토 그룹 에스. 에이 | 자동차용 레이돔 |
| WO2020067052A1 (ja) * | 2018-09-25 | 2020-04-02 | 積水化学工業株式会社 | 電波透過体 |
| JPWO2020067052A1 (ja) * | 2018-09-25 | 2021-09-24 | 積水化学工業株式会社 | 電波透過体 |
| JP7335887B2 (ja) | 2018-09-25 | 2023-08-30 | 積水化学工業株式会社 | 電波透過体 |
| JP2021066022A (ja) * | 2019-10-18 | 2021-04-30 | 株式会社ウェーブロック・アドバンスト・テクノロジー | インジウム蒸着保持フィルム、金属調多層フィルム、インジウム蒸着保持フィルムの製造方法、金属調多層フィルムの製造方法およびエンブレム |
| JP7281382B2 (ja) | 2019-10-18 | 2023-05-25 | 株式会社ウェーブロック・アドバンスト・テクノロジー | インジウム蒸着保持フィルム、金属調多層フィルム、インジウム蒸着保持フィルムの製造方法、金属調多層フィルムの製造方法およびエンブレム |
| JP2022102455A (ja) * | 2020-12-25 | 2022-07-07 | トヨタ自動車株式会社 | 電波透過カバー及びその製造方法 |
| JP7343472B2 (ja) | 2020-12-25 | 2023-09-12 | トヨタ自動車株式会社 | 電波透過カバー及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10107894B2 (en) | 2018-10-23 |
| US20190018104A1 (en) | 2019-01-17 |
| CN106908884B (zh) | 2020-11-20 |
| EP3181719B1 (en) | 2018-08-22 |
| CN106908884A (zh) | 2017-06-30 |
| US20170168137A1 (en) | 2017-06-15 |
| EP3181719A1 (en) | 2017-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017106906A (ja) | 金属光沢を有する電波透過型カバー | |
| KR102631137B1 (ko) | 자동차용 레이돔 | |
| KR101601530B1 (ko) | 전파 투과형 다층 광학막 | |
| CN101396884A (zh) | 具有干涉色膜的设备用外壳及设备用装饰体 | |
| JP2019524536A (ja) | 車両用レドーム | |
| US20100182678A1 (en) | Absorbing layers for the control of transmission, reflection, and absorption | |
| CN109639860B (zh) | 一种盖板 | |
| JP2019523730A (ja) | 車両用レドーム | |
| US20240337007A1 (en) | Environmentally Friendly Decorative Chrome-Like Materials And Methods Of Making The Same | |
| EP3752383B1 (en) | Decorative composite body | |
| JP2019188804A (ja) | 電磁波透過性金属光沢物品、及び、金属薄膜 | |
| US20190352767A1 (en) | Reflective Coating Substrate | |
| KR101918351B1 (ko) | 금속광택을 갖는 전파 투과형 커버 | |
| CN213537738U (zh) | 有色玻璃 | |
| KR20180130609A (ko) | 스마트 크루즈 컨트롤용 커버 | |
| WO2015194485A1 (ja) | 積層体 | |
| JP2009147189A5 (ja) | ||
| JP2019188809A (ja) | 電磁波透過性金属光沢物品 | |
| JP2006072031A (ja) | 赤外域用反射防止膜およびこれを用いた赤外線レンズ | |
| TWI712514B (zh) | 具顏色的層狀結構及改變其顏色的控制方法 | |
| JP2008525218A5 (ja) | ||
| JP2008525218A (ja) | 二色性の性質の装飾用視覚効果を呈するクリスタルガラスの板 | |
| JP2017136819A (ja) | 加飾品及び車両用外装品 | |
| KR102529236B1 (ko) | 다층 코팅 2면 거울 및 이의 제조방법 | |
| KR101824090B1 (ko) | 센서 커버용 적층체 |