JP2010023481A - フィラメントワインディング装置における繊維束のテンション管理システム - Google Patents
フィラメントワインディング装置における繊維束のテンション管理システム Download PDFInfo
- Publication number
- JP2010023481A JP2010023481A JP2009034071A JP2009034071A JP2010023481A JP 2010023481 A JP2010023481 A JP 2010023481A JP 2009034071 A JP2009034071 A JP 2009034071A JP 2009034071 A JP2009034071 A JP 2009034071A JP 2010023481 A JP2010023481 A JP 2010023481A
- Authority
- JP
- Japan
- Prior art keywords
- tension
- fiber bundle
- mandrel
- winding
- filament winding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/80—Component parts, details or accessories; Auxiliary operations
- B29C53/8008—Component parts, details or accessories; Auxiliary operations specially adapted for winding and joining
- B29C53/8016—Storing, feeding or applying winding materials, e.g. reels, thread guides, tensioners
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulding By Coating Moulds (AREA)
- Tension Adjustment In Filamentary Materials (AREA)
Abstract
【解決手段】給糸パッケージから解舒した繊維束Rを、所望の巻き付けテンションを付与した状態で、マンドレルMに巻き付けるフィラメントワインディング装置FWにおいて、給糸パッケージ20とマンドレルM間におけるマンドレル側の直前位置で、繊維束Rに巻き付けテンションを付与するテンション付与装置30と、給糸パッケージとテンション付与装置との間で、繊維束Rのテンションを検出するテンションセンサ40と、テンションセンサによって測定されたテンション測定値と、予め設定したレファレンス情報とを比較することによって、繊維束のテンション異常を判定する判定手段6と、を設けた。
【選択図】図2
Description
なお、解舒不良によって繊維が受ける「過大なテンション」とは、『繊維』が切れてしまう程度の大きなテンションという意味であるが、多数の繊維からなる『繊維束』に付与される正規のテンション(例えば2kg)よりかは十分に低いものである。
給糸パッケージとマンドレル間におけるマンドレル側の直前位置で、繊維束Rに巻き付けテンションを付与するテンション付与装置と、
給糸パッケージと前記テンション付与装置との間で、繊維束Rのテンションを検出するテンションセンサと、
テンションセンサによって測定されたテンション測定値と、予め設定したレファレンス情報とを比較することによって、繊維束のテンション異常を判定する判定手段とを備え、 給糸パッケージから前記テンション付与装置間において、前記テンションセンサによって繊維束のテンション管理を行うようにしたことを特徴とするフィラメントワインディング装置における繊維束のテンション管理システムを構成するものである。
[構成]
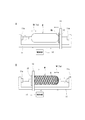
まず、この発明に係るフィラメントワインディング装置FWの構成について説明する。図1および図2に示すように、当該フィラメントワインディング装置FWは、巻付け部1、給糸部2、テンション付与部3、テンション検出部4を主要な構成部として含むものからなっている。
次に、フィラメントワインディング装置FWによるフープ巻の巻付け動作について説明する。フープ巻を行う際、図7に示すように、制御部14がフープ巻ヘッド12を次のように動作させる。
(1)各給糸パッケージにおける繊維束Rのテンション測定値を前記表示手段8上において相互に比較し、各給糸パッケージ毎にテンション異常を判定する方式(図10A参照、図10A中、給糸パッケージNo.6とNo.11のものが異常)。
(2)各給糸パッケージにおける繊維束Rのテンション変動を前記表示手段8上において相互に比較し、各給糸パッケージ毎にテンション異常を判定する方式(図10B参照、図10B中、給糸パッケージNo.20のものが異常)。
(3)過去に測定した繊維束のサンプリング平均値を記憶する記憶手段を含み、前記サンプリング平均値と、前記テンションセンサによって測定されたテンション測定値とを前記表示手段8上において比較して、テンション異常を判定する方式。この方式では、単純に他の給糸パッケージと比較する方式のものにくらべ、糸道経路などでの給糸パッケージ特有の現象を加味してテンション管理をすることができる点において、有利である。
(4)繊維束のテンション測定値を、時間的な変動量を示す波形情報として前記表示手段上にモニタリング表示して、テンション異常を判定する方式(図10C参照)。この方式によれば、繊維束Rのテンションの標準偏差をモニターして予測することができ、単繊維f切れなどの初期不良を監視することができ、繊維束R切れ以前に異常を確実に判定することができる点において、有利である。
をrNOものからなることを特徴とする請求項5に記載のフィラメントワインディング装置における繊維束のテンション管理システム。
上記のように構成されたフィラメントワインディング装置FWでは、繊維束Rに巻付けテンションを付与するテンション付与装置30が、マンドレルMの直近に配置されている。つまり、繊維束Rには、マンドレルMに巻き付けられる直前で巻付けテンションが付与される。
以上、本発明の実施形態について具体的に説明したが、本発明は次のように変形して実
施することができる。
R 繊維束
f 単繊維
M マンドレル
S スピンドル
1 巻付け部
2 給糸部
3 テンション付与部
4 テンション検出部
6 判定手段
7 警告手段
8 表示手段
10 機台
11 マンドレル支持台
11a スピンドル回転軸
12 フープ巻ヘッド
12a フープ巻ヘッド本体
12b ボビン
12c ガイド溝
12d 挿通部
13 ヘリカル巻ヘッド
13a ヘリカル巻ヘッド本体
13c ガイドローラ
13d 挿通部
13e 補助ガイド
14 制御部
15 ガイドリング部
20 給糸パッケージ
21 クリールスタンド
30 テンション付与装置
31 テンション付与機構
37 エア圧調整手段
38 テンション測定器
39 テンション付与作動機構
40 テンションセンサ
41 ガイドホイール
42 支持棒
43 ガイドローラ
44 弾性板
45 歪みゲージ
Claims (9)
- 給糸パッケージから解舒した繊維束Rを、所望の巻き付けテンションを付与した状態で、マンドレルMに巻き付けるフィラメントワインディング装置FWにおいて、
前記給糸パッケージと前記マンドレル間におけるマンドレル側の直前位置で、前記繊維束Rに巻き付けテンションを付与するテンション付与装置と、
前記給糸パッケージと前記テンション付与装置との間で、前記繊維束Rのテンションを検出するテンションセンサと、
前記テンションセンサによって測定されたテンション測定値と、予め設定したレファレンス情報とを比較することによって、前記繊維束のテンション異常を判定する判定手段を備えてなり、
前記給糸パッケージから前記テンション付与装置間において、前記テンションセンサによって繊維束のテンション管理を行うようにしたことを特徴とするフィラメントワインディング装置における繊維束のテンション管理システム。 - 前記判定手段が、予め設定したテンションしきい値を含むものからなり、前記テンションセンサによって測定されたテンション測定値が、前記テンションしきい値を超えたときにテンション異常を判定するものからなることを特徴とする請求項1に記載のフィラメントワインディング装置における繊維束のテンション管理システム。
- 前記判定手段が、テンション異常を判定したとき、警告を発する警告手段を備えたものからなることを特徴とする請求項1あるいは請求項2に記載のフィラメントワインディング装置における繊維束のテンション管理システム。
- 前記判定手段が、テンション異常を判定したとき、前記マンドレルへの繊維束の巻き付けを停止する制御手段を備えたものからなることを特徴とする請求項1〜請求項3のいずれかに記載のフィラメントワインディング装置における繊維束のテンション管理システム。
- 前記判定手段が、各給糸パッケージ毎に各繊維束のテンションを測定して、該テンション測定値をモニタリングする表示手段を備えたものからなることを特徴とする請求項1〜請求項4に記載のフィラメントワインディング装置における繊維束のテンション管理システム。
- 前記判定手段が、各給糸パッケージにおける繊維束のテンション測定値を前記表示手段上において相互に比較し、各給糸パッケージ毎にテンション異常を判定するものからなることを特徴とする請求項5に記載のフィラメントワインディング装置における繊維束のテンション管理システム。
- 前記判定手段が、各給糸パッケージにおける繊維束のテンション変動を前記表示手段上において相互に比較し、各給糸パッケージ毎にテンション異常を判定するものからなることを特徴とする請求項5に記載のフィラメントワインディング装置における繊維束のテンション管理システム。
- 前記判定手段が、過去に測定した繊維束のサンプリング平均値を記憶する記憶手段を含み、前記サンプリング平均値と、前記テンションセンサによって測定されたテンション測定値とを前記表示手段上において比較して、テンション異常を判定するものからなることを特徴とする請求項5に記載のフィラメントワインディング装置における繊維束のテンション管理システム。
- 前記判定手段が、繊維束のテンション測定値を、時間的な変動量を示す波形情報として前記表示手段上にモニタリング表示して、テンション異常を判定するものからなることを特徴とする請求項5に記載のフィラメントワインディング装置における繊維束のテンション管理システム。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009034071A JP5578304B2 (ja) | 2008-06-20 | 2009-02-17 | フィラメントワインディング装置における繊維束のテンション管理システム及び繊維束のテンション管理方法 |
| EP09162230.8A EP2135727B1 (en) | 2008-06-20 | 2009-06-09 | Tension control system for fiber bundles in filament winding apparatus and corresponding method |
| US12/488,414 US8403251B2 (en) | 2008-06-20 | 2009-06-19 | Tension control system for fiber bundles in filament winding apparatus |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008161458 | 2008-06-20 | ||
| JP2008161458 | 2008-06-20 | ||
| JP2009034071A JP5578304B2 (ja) | 2008-06-20 | 2009-02-17 | フィラメントワインディング装置における繊維束のテンション管理システム及び繊維束のテンション管理方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010023481A true JP2010023481A (ja) | 2010-02-04 |
| JP5578304B2 JP5578304B2 (ja) | 2014-08-27 |
Family
ID=41057409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009034071A Active JP5578304B2 (ja) | 2008-06-20 | 2009-02-17 | フィラメントワインディング装置における繊維束のテンション管理システム及び繊維束のテンション管理方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8403251B2 (ja) |
| EP (1) | EP2135727B1 (ja) |
| JP (1) | JP5578304B2 (ja) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011245780A (ja) * | 2010-05-28 | 2011-12-08 | Toyota Motor Corp | 張力制御ユニット、フィラメントワインディングシステム、圧力容器の製造方法 |
| WO2012066851A1 (ja) * | 2010-11-16 | 2012-05-24 | 村田機械株式会社 | フィラメントワインディング装置 |
| WO2013039155A1 (ja) | 2011-09-16 | 2013-03-21 | 村田機械株式会社 | フィラメントワインディング装置のボビン解舒装置 |
| WO2013039157A1 (ja) * | 2011-09-16 | 2013-03-21 | 村田機械株式会社 | 繊維束供給装置 |
| WO2014061673A1 (ja) * | 2012-10-16 | 2014-04-24 | 村田機械株式会社 | フィラメントワインディング装置 |
| DE102014003265A1 (de) | 2013-03-14 | 2014-10-02 | Murata Machinery, Ltd. | Filamentwickelvorrichtung |
| KR20140141641A (ko) | 2012-03-23 | 2014-12-10 | 무라다기카이가부시끼가이샤 | 섬유 다발 처리 장치 |
| JP2015030249A (ja) * | 2013-08-06 | 2015-02-16 | 村田機械株式会社 | フィラメントワインディング装置 |
| JP2015039853A (ja) * | 2013-08-22 | 2015-03-02 | 村田機械株式会社 | フィラメントワインディング装置 |
| JP2015214051A (ja) * | 2014-05-08 | 2015-12-03 | 村田機械株式会社 | フィラメントワインディング装置 |
| JP2016068365A (ja) * | 2014-09-30 | 2016-05-09 | トヨタ自動車株式会社 | フィラメントワインディング装置 |
| JP2018134826A (ja) * | 2017-02-23 | 2018-08-30 | トヨタ自動車株式会社 | フィラメントワインディング装置 |
| JP2018192652A (ja) * | 2017-05-15 | 2018-12-06 | トヨタ自動車株式会社 | フィラメントワインディング装置 |
| JP2018202756A (ja) * | 2017-06-06 | 2018-12-27 | トヨタ自動車株式会社 | タンクの製造方法 |
| JP2021142720A (ja) * | 2020-03-13 | 2021-09-24 | 本田技研工業株式会社 | フィラメントワインディング装置及びフィラメントワインディング方法 |
| KR102327603B1 (ko) * | 2020-12-24 | 2021-11-17 | (주)에이엔에이치스트럭쳐 | 열가소성 복합재가 적용된 튜브 제작을 위한 와인딩 성형장치 |
| KR20220093706A (ko) * | 2020-12-28 | 2022-07-05 | 일진하이솔루스 주식회사 | 와인딩 감시장치 및 그 제어방법 |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012114570A1 (ja) * | 2011-02-21 | 2012-08-30 | 村田機械株式会社 | フィラメントワインディング装置 |
| JP5902635B2 (ja) | 2013-02-08 | 2016-04-13 | 村田機械株式会社 | チャック装置及びフープ巻き装置 |
| ITVR20130218A1 (it) * | 2013-09-20 | 2015-03-21 | Bema Srl | Dispositivo e procedimento di controllo della qualita' di film estensibile per imballaggio |
| JP5744280B1 (ja) * | 2014-04-30 | 2015-07-08 | 三菱電機株式会社 | テンションコントローラ |
| US10358315B2 (en) * | 2016-04-01 | 2019-07-23 | Firestone Industrial Products Company, Llc | Systems and methods of manufacturing flexible spring members for gas spring assemblies |
| US10118792B2 (en) | 2016-08-03 | 2018-11-06 | General Electric Company | Fiber unwinding system and methods of unwinding a fiber from a bobbin |
| CN107024750B (zh) * | 2017-06-20 | 2023-10-03 | 淄博朗达复合材料有限公司 | 一种传感用光纤封装生产系统 |
| JP6881138B2 (ja) * | 2017-08-07 | 2021-06-02 | 村田機械株式会社 | フィラメントワインディング装置 |
| WO2019068813A1 (en) * | 2017-10-04 | 2019-04-11 | Plastic Omnium Advanced Innovation And Research | PRESSURE CONTAINER AND METHOD OF FORMING EXTERNAL LAYER OF PRESSURIZED CONTAINER |
| US11220070B2 (en) | 2019-08-06 | 2022-01-11 | Goodrich Corporation | Apparatus and method for making composite shafts |
| JP7603534B2 (ja) * | 2021-06-10 | 2024-12-20 | 本田技研工業株式会社 | フィラメントワインディング方法及びフィラメントワインディング装置 |
| DE102021212283A1 (de) | 2021-11-01 | 2023-05-04 | Continental Reifen Deutschland Gmbh | Verfahren und Vorrichtung zur Herstellung einer Spulbandage eines Fahrzeugreifens |
| US20230234806A1 (en) * | 2022-01-24 | 2023-07-27 | Cvd Equipment Corporation | Fiber handling system with fuzz detection |
| CN115195159B (zh) * | 2022-07-07 | 2024-04-16 | 核工业理化工程研究院 | 一种复合材料缠绕成型应变在线测量装置及方法 |
| CN115771806B (zh) * | 2022-11-16 | 2025-12-05 | 北京航空航天大学 | 一种连续纤维束螺旋放卷张紧、导向集成装置及控制方法 |
| CN115847786B (zh) * | 2023-02-27 | 2023-05-09 | 太原理工大学 | 一种多束缠绕设备联合驱动系统的张力控制方法 |
| TWI872731B (zh) * | 2023-10-04 | 2025-02-11 | 財團法人工業技術研究院 | 線材張力控制機構、應用其之繞線系統及線材張力控制方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06320629A (ja) * | 1993-03-19 | 1994-11-22 | Mazda Motor Corp | 液晶樹脂複合体の成形方法およびその装置 |
| JPH06340374A (ja) * | 1993-04-05 | 1994-12-13 | Internatl Trading Sarl | 繊維機械に供給する糸の張力をモニタし張力の適正な調整を維持する方法及び装置 |
| JP2002038342A (ja) * | 2000-07-26 | 2002-02-06 | Murata Mach Ltd | 糸品質管理装置 |
| JP2006225051A (ja) * | 2005-02-15 | 2006-08-31 | Nittoku Eng Co Ltd | テンション監視装置 |
| JP2007190697A (ja) * | 2006-01-17 | 2007-08-02 | Toyota Motor Corp | フィラメントワインディング装置 |
| JP2007210182A (ja) * | 2006-02-09 | 2007-08-23 | Toyota Motor Corp | 繊維強化複合材料成形装置 |
| JP2007223107A (ja) * | 2006-02-22 | 2007-09-06 | Toyota Motor Corp | 樹脂含浸装置及び繊維強化複合材料成形装置 |
| JP2007260973A (ja) * | 2006-03-27 | 2007-10-11 | Toyota Motor Corp | フィラメントワインディング装置 |
| JP2007268817A (ja) * | 2006-03-30 | 2007-10-18 | Toyota Motor Corp | フィラメントワインディング方法および装置 |
| JP2009242096A (ja) * | 2008-03-31 | 2009-10-22 | Murata Mach Ltd | 自動ワインダ |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB921486A (en) * | 1958-05-16 | 1963-03-20 | Bristol Aeroplane Plastics Ltd | Improvements in covering a mandrel with helical layers of thread |
| NL7005105A (ja) * | 1969-07-04 | 1971-01-06 | ||
| JPS6023065B2 (ja) * | 1978-02-16 | 1985-06-05 | 東レ株式会社 | 糸条巻取装置 |
| DE3145990A1 (de) * | 1981-11-20 | 1983-06-01 | W. Schlafhorst & Co, 4050 Mönchengladbach | Zentral schaltbare fadenbremsvorrichtung |
| JP2530308B2 (ja) | 1985-05-20 | 1996-09-04 | アイシン精機株式会社 | ミシンの糸切れ予知装置 |
| IT1198216B (it) * | 1986-12-01 | 1988-12-21 | Savio Spa | Dispositivo tensionatore di fili a piattelli rotanti |
| JPH02231372A (ja) * | 1989-02-28 | 1990-09-13 | Murata Mach Ltd | テンシヨン調整方法及びその装置、及び合糸機 |
| JP2617016B2 (ja) * | 1989-05-30 | 1997-06-04 | 日本電装株式会社 | 電気コイル用巻線装置 |
| EP0845550B1 (de) * | 1996-12-02 | 2004-03-24 | B a r m a g AG | Verfahren und Vorrichtungen zum Spinnen und Aufwickeln von Fäden |
| US20050133653A1 (en) * | 2001-03-23 | 2005-06-23 | Invista North America S.A R.L. | Tension controlled thread feeding system |
| JP2003206071A (ja) | 2002-01-11 | 2003-07-22 | Toyota Industries Corp | フィラメントワインディング装置 |
| JP2007260974A (ja) | 2006-03-27 | 2007-10-11 | Toyota Motor Corp | フィラメントワインディング装置 |
-
2009
- 2009-02-17 JP JP2009034071A patent/JP5578304B2/ja active Active
- 2009-06-09 EP EP09162230.8A patent/EP2135727B1/en active Active
- 2009-06-19 US US12/488,414 patent/US8403251B2/en active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06320629A (ja) * | 1993-03-19 | 1994-11-22 | Mazda Motor Corp | 液晶樹脂複合体の成形方法およびその装置 |
| JPH06340374A (ja) * | 1993-04-05 | 1994-12-13 | Internatl Trading Sarl | 繊維機械に供給する糸の張力をモニタし張力の適正な調整を維持する方法及び装置 |
| JP2002038342A (ja) * | 2000-07-26 | 2002-02-06 | Murata Mach Ltd | 糸品質管理装置 |
| JP2006225051A (ja) * | 2005-02-15 | 2006-08-31 | Nittoku Eng Co Ltd | テンション監視装置 |
| JP2007190697A (ja) * | 2006-01-17 | 2007-08-02 | Toyota Motor Corp | フィラメントワインディング装置 |
| JP2007210182A (ja) * | 2006-02-09 | 2007-08-23 | Toyota Motor Corp | 繊維強化複合材料成形装置 |
| JP2007223107A (ja) * | 2006-02-22 | 2007-09-06 | Toyota Motor Corp | 樹脂含浸装置及び繊維強化複合材料成形装置 |
| JP2007260973A (ja) * | 2006-03-27 | 2007-10-11 | Toyota Motor Corp | フィラメントワインディング装置 |
| JP2007268817A (ja) * | 2006-03-30 | 2007-10-18 | Toyota Motor Corp | フィラメントワインディング方法および装置 |
| JP2009242096A (ja) * | 2008-03-31 | 2009-10-22 | Murata Mach Ltd | 自動ワインダ |
Cited By (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011245780A (ja) * | 2010-05-28 | 2011-12-08 | Toyota Motor Corp | 張力制御ユニット、フィラメントワインディングシステム、圧力容器の製造方法 |
| WO2012066851A1 (ja) * | 2010-11-16 | 2012-05-24 | 村田機械株式会社 | フィラメントワインディング装置 |
| JPWO2012066851A1 (ja) * | 2010-11-16 | 2014-05-12 | 村田機械株式会社 | フィラメントワインディング装置 |
| KR101463852B1 (ko) | 2010-11-16 | 2014-11-21 | 무라다기카이가부시끼가이샤 | 필라멘트 와인딩 장치 |
| WO2013039155A1 (ja) | 2011-09-16 | 2013-03-21 | 村田機械株式会社 | フィラメントワインディング装置のボビン解舒装置 |
| WO2013039157A1 (ja) * | 2011-09-16 | 2013-03-21 | 村田機械株式会社 | 繊維束供給装置 |
| US9796557B2 (en) | 2011-09-16 | 2017-10-24 | Murata Machinery, Ltd. | Bobbin unwinding device of filament winding device |
| CN103796940A (zh) * | 2011-09-16 | 2014-05-14 | 村田机械株式会社 | 单纤维卷绕装置的筒管退绕装置 |
| KR20140064960A (ko) | 2011-09-16 | 2014-05-28 | 무라다기카이가부시끼가이샤 | 필라멘트 와인딩 장치의 보빈 해서 장치 |
| KR20140141641A (ko) | 2012-03-23 | 2014-12-10 | 무라다기카이가부시끼가이샤 | 섬유 다발 처리 장치 |
| US9522505B2 (en) | 2012-03-23 | 2016-12-20 | Murata Machinery, Ltd. | Fiber bundle processing device |
| CN104684712A (zh) * | 2012-10-16 | 2015-06-03 | 村田机械株式会社 | 单纤维卷绕装置 |
| JP2014079953A (ja) * | 2012-10-16 | 2014-05-08 | Murata Mach Ltd | フィラメントワインディング装置 |
| CN104684712B (zh) * | 2012-10-16 | 2017-05-17 | 村田机械株式会社 | 单纤维卷绕装置 |
| WO2014061673A1 (ja) * | 2012-10-16 | 2014-04-24 | 村田機械株式会社 | フィラメントワインディング装置 |
| US9796128B2 (en) | 2012-10-16 | 2017-10-24 | Murata Machinery, Ltd. | Filament winding device |
| DE102014003265B4 (de) * | 2013-03-14 | 2021-02-25 | Murata Machinery, Ltd. | Filamentwickelvorrichtung |
| DE102014003265A1 (de) | 2013-03-14 | 2014-10-02 | Murata Machinery, Ltd. | Filamentwickelvorrichtung |
| US9469066B2 (en) | 2013-03-14 | 2016-10-18 | Murata Machinery, Ltd. | Filament winding apparatus |
| JP2015030249A (ja) * | 2013-08-06 | 2015-02-16 | 村田機械株式会社 | フィラメントワインディング装置 |
| JP2015039853A (ja) * | 2013-08-22 | 2015-03-02 | 村田機械株式会社 | フィラメントワインディング装置 |
| JP2015214051A (ja) * | 2014-05-08 | 2015-12-03 | 村田機械株式会社 | フィラメントワインディング装置 |
| JP2016068365A (ja) * | 2014-09-30 | 2016-05-09 | トヨタ自動車株式会社 | フィラメントワインディング装置 |
| JP2018134826A (ja) * | 2017-02-23 | 2018-08-30 | トヨタ自動車株式会社 | フィラメントワインディング装置 |
| JP2018192652A (ja) * | 2017-05-15 | 2018-12-06 | トヨタ自動車株式会社 | フィラメントワインディング装置 |
| JP2018202756A (ja) * | 2017-06-06 | 2018-12-27 | トヨタ自動車株式会社 | タンクの製造方法 |
| JP2021142720A (ja) * | 2020-03-13 | 2021-09-24 | 本田技研工業株式会社 | フィラメントワインディング装置及びフィラメントワインディング方法 |
| JP7432403B2 (ja) | 2020-03-13 | 2024-02-16 | 本田技研工業株式会社 | フィラメントワインディング装置及びフィラメントワインディング方法 |
| KR102327603B1 (ko) * | 2020-12-24 | 2021-11-17 | (주)에이엔에이치스트럭쳐 | 열가소성 복합재가 적용된 튜브 제작을 위한 와인딩 성형장치 |
| KR20220093706A (ko) * | 2020-12-28 | 2022-07-05 | 일진하이솔루스 주식회사 | 와인딩 감시장치 및 그 제어방법 |
| KR102418697B1 (ko) * | 2020-12-28 | 2022-07-11 | 일진하이솔루스 주식회사 | 와인딩 감시장치 및 그 제어방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2135727A2 (en) | 2009-12-23 |
| JP5578304B2 (ja) | 2014-08-27 |
| EP2135727A3 (en) | 2014-08-27 |
| US8403251B2 (en) | 2013-03-26 |
| US20090314872A1 (en) | 2009-12-24 |
| EP2135727B1 (en) | 2018-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5578304B2 (ja) | フィラメントワインディング装置における繊維束のテンション管理システム及び繊維束のテンション管理方法 | |
| JP4651817B2 (ja) | 糸を連続的に繰出すための方法 | |
| JP6032851B2 (ja) | フィラメントワインディング装置 | |
| ITMI20111027A1 (it) | Metodo e dispositivo per alimentare a tensione e velocita' o quantita' costante un filo ad una macchina tessile | |
| EP2966203B1 (en) | Spinning machine and spinning method | |
| JP2010269915A (ja) | 糸巻取装置及びパッケージの回転不良検出のためのアラーム閾値決定方法 | |
| EP2690045B1 (en) | Yarn monitoring device, yarn winding unit, and yarn winding machine | |
| JP2012131643A (ja) | ワインダを動作させる方法およびワインダ | |
| WO2013042427A1 (ja) | 紡績機、巻取装置、及び繊維機械 | |
| JP2022526175A (ja) | 糸製造繊維機械のワークステーションにおける糸の非接触光学検出方法、糸の光学センサおよび繊維機械 | |
| JP6738184B2 (ja) | 少なくとも1つのリング精紡機と少なくとも1つの巻取り機とから成る複合システムを運転する方法並びに複合システム | |
| JP2016016957A (ja) | 糸巻取機及び糸巻取方法 | |
| CN103510217B (zh) | 纤维机械及纤维机械的周期性不匀检测方法 | |
| EP2690043A2 (en) | Driving state detecting device, winding unit, winding machine, spinning unit, and spinning machine | |
| US20170217718A1 (en) | Method and device for operating a workstation of a yarn balloon forming textile machine | |
| JP2012250810A (ja) | 糸巻取装置 | |
| JP5804306B2 (ja) | 糸貯留装置及び糸巻取機 | |
| CN110735200B (zh) | 用于捻线机或直捻机的纱线张力影响机构 | |
| EP3040458B1 (en) | Core yarn supplying device, spinning machine, and method of supplying core yarn | |
| CN104229560B (zh) | 接纱装置、卷绕单元、纤维机械及接纱方法 | |
| JP2018135160A (ja) | 糸処理機 | |
| JP2014009405A (ja) | 紡績機 | |
| JP5251290B2 (ja) | Frpプリフォームの製造装置におけるテンション付与装置 | |
| JP2016132574A (ja) | 糸継ぎ部を評価する方法及び装置 | |
| JPH02261778A (ja) | 給糸ボビンの給糸特性を検出する方法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120117 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130718 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130724 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130909 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140611 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140624 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5578304 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |