JP2010007342A - 窓ステー用窓枠取付材及びその製造方法 - Google Patents
窓ステー用窓枠取付材及びその製造方法 Download PDFInfo
- Publication number
- JP2010007342A JP2010007342A JP2008167170A JP2008167170A JP2010007342A JP 2010007342 A JP2010007342 A JP 2010007342A JP 2008167170 A JP2008167170 A JP 2008167170A JP 2008167170 A JP2008167170 A JP 2008167170A JP 2010007342 A JP2010007342 A JP 2010007342A
- Authority
- JP
- Japan
- Prior art keywords
- window frame
- frame mounting
- window
- wall portion
- shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Wing Frames And Configurations (AREA)
Abstract
【解決手段】開き形式のサッシ窓のステーに用いられる、離間する平行壁部2U,2Lの両端縁を連結壁部2Rにより連結した形状の、平行壁部2U,2Lによりアームの基端部を挟んで支持する、障子が開く方向に向かって開口する断面略コ字状の窓枠取付材2であって、平行壁部2U,2Lの一方の平行壁部の開き側端縁の凹形状11C,12C,13Cに対応させて、該凹形状11C,12C,13Cの位置に対して前記平行壁部に略垂直な方向に位置する他方の平行壁部の開き側端縁の形状を凸形状11P,12P,13Pとした。前記凹凸形状により窓枠取付材2の窓枠に沿う方向の剛性及び強度のバランスを取ることができ、窓枠取付材に必要な剛性及び強度を効率的に確保しながら、材料の使用量を削減することができる。
【選択図】図2
Description
これに対して特許文献2のようなコ字状の窓枠取付材は、前記アーム基端部がコ字状部材の上下水平壁部分により挟まれているため、前記支持剛性を十分な大きさにしやすい構成である反面、比較的高価なステンレス鋼の使用量が多いため、その分のコストが増大している。
その上、一方の平行壁部の開き側端縁の凹形状に対応させて、該凹形状の位置に対して平行壁部に略垂直な方向に位置する他方の平行壁部の開き側端縁の形状を凸形状としていることから、凹形状としたことによる剛性及び強度の低下を、該凹形状に対応させて形成した凸形状の部分が補強するように作用し、断面略コ字状の窓枠取付材の窓枠に沿う方向の剛性及び強度のバランスを取ることができる。
よって、断面略コ字状の窓枠取付材に必要な剛性及び強度を効率的に確保しながら、材料の使用量を削減することができるため、コストを低減することができる。
なお、本明細書において、窓ステー1については、室内側(図1中のID参照。)から室外側(図1中のOD参照。)へ向かう方向の前側を前、後側を後とし、左右は前方に向かっていうものとし、プレス加工用板状素材Bについては、順送りプレス工程における送り方向(図3中の矢印F参照。)へ向かう方向の前側を前、後側を後とし、左右は前方に向かっていうものとする。
図1に示す窓ステー1は、例えば縦すべり出し窓に使用する下側の窓ステーを示しており、該窓ステー1は、図示しない窓枠の下横枠に取り付けられ、左右方向に長く前方(屋外側OD、障子が開く方向)に開口するコ字状開口部2Aを有する断面略コ字状の窓枠取付材2、窓枠取付材2のコ字状開口部2A内に装着されるガイド部材3、一端部4aが窓枠取付材2の一端部2a,2bに枢着された短アーム4、一端部5aが短アーム4の他端部4bに枢着され、図示しない障子の下横框に取り付けられる障子取付板5、及び、一端部6aが障子取付板5の一端部5aと他端部5eとの間(5b)に枢着され、他端部6bが窓枠取付材2の他端部2c,2dに枢着された長アーム6からなる平面四節リンク機構により構成される。
また、窓枠取付材2の一端部(屋外側ODへ向かって見た状態における右端部)には上下方向の通孔2a,2bが形成され、ガイド部材3の一端部(右端部)には、窓枠取付材2の通孔2a,2bに対応する位置に上下方向の通孔3a,3bが形成される。
さらに、窓枠取付材2の他端部(屋外側ODへ向かって見た状態における左端部)には上下方向の通孔2c,2dが形成され、ガイド部材3の他端部(左端部)には、窓枠取付材2の通孔2c,2dに対応する位置に上下方向の通孔3c,3dが形成される。
なお、窓枠取付材2は、その左右の窓枠取付用長孔2e,2fを利用して、図示しない窓枠の下横枠に固定される。
なお、障子取付板5は、その長手方向の例えば3箇所に形成された障子取付用孔5c,5d,5eを利用して、図示しない障子の下横框に固定される。
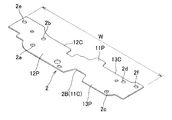
図2に示すように、窓枠取付材2は、離間する平行壁部である上側Uに位置する上水平壁部2U及び下側Lに位置する下水平壁部2Lの後端縁(両端縁)を連結壁部である後垂直壁部2Rにより連結した形状をしており、上下水平壁部2U,2Lにより、図1に示すように短アーム4及び長アーム6の基端部を挟んで支持している。
また、図2(a)に示す上水平壁2Uの通孔2aが形成されている部分を含む凸部12Pに対して、該凸形状に対応させて、その下方には図2(b)に示すように下水平壁2Lに凹部12Cが形成される。
さらに、図2(a)に示す上水平壁2Uの通孔2cが形成されている部分を含む凸部13Pに対して、該凸形状に対応させて、その下方には図2(b)に示すように下水平壁2Lに凹部13Cが形成される。
よって、断面略コ字状の窓枠取付材2に必要な剛性及び強度を効率的に確保しながら、材料の使用量を削減することができるため、コストを低減することができる。
図3の二点鎖線示すように、例えばステンレス鋼板であるプレス加工用板状素材Bにおける窓枠取付材2,…の材料取りは、図2に示す窓枠取付材2の完成品において、上下水平壁部2U,2L(平行壁部)及び後垂直壁部2R(連結壁部)が同一平面上に位置するように窓枠取付材2を展開した展開状態に相当する形状のものの複数を、前記凹形状11C,12C,13C内に前記凸形状11P,12P,13Pが入るように、前後方向に並設し、プレス加工が行える範囲で近接させている。
そして、このように材料取りした板状素材Bを順送りしながら複数のプレス加工を順次行い、該順送りプレス加工により前記展開状態の形状に打ち抜いた加工品(図4参照。)に曲げ加工を行うことにより、断面略コ字状の窓枠取付材2(図2参照。)を製作する。
また、窓ステー1が平面四節リンク機構からなる窓ステーである場合について説明したが、本発明に係る窓ステー用窓枠取付材は、平面四節リンク機構からなる窓ステー以外であっても使用することができる。
B1,B2 左右端縁
W 板状素材の幅(窓枠取付材の幅)
1 窓ステー
2 窓枠取付材
2A 断面略コ字状開口部
2B 切欠部
2U 上水平壁部(平行壁部)
2L 下水平壁部(平行壁部)
2R 後垂直壁部(連結壁部)
3 ガイド部材
4 短アーム
5 障子取付板
6 長アーム
11P,12P,13P 凸部(凸形状)
11C,12C,13C 凹部(凹形状)
Claims (4)
- 開き形式のサッシ窓のステーに用いられる、離間する平行壁部の両端縁を連結壁部により連結した形状の、前記平行壁部によりアームの基端部を挟んで支持する、障子が開く方向に向かって開口する断面略コ字状の窓枠取付材であって、
前記平行壁部の一方の平行壁部の開き側端縁の凹形状に対応させて、該凹形状の位置に対して前記平行壁部に略垂直な方向に位置する他方の平行壁部の開き側端縁の形状を凸形状としてなる窓ステー用窓枠取付材。 - 前記平行壁部及び連結壁部が同一平面上に位置するように前記窓枠取付材を展開した展開状態の複数の窓枠取付材を同一平面上に並設した状態で、前記凹凸形状を、前記凹形状内に前記凸形状が入る形状としてなる請求項1記載の窓ステー用窓枠取付材。
- 請求項2記載の前記展開状態の窓枠取付材の複数を、前記凹形状内に前記凸形状が入るように並設した形状のものを、プレス加工が行える範囲で近接させた配置とした材料取りを行い、このように材料取りした板状素材を順送りしながら複数のプレス加工を順次行い、該順送りプレス加工により前記展開状態の形状に打ち抜いた加工品に曲げ加工を行うことにより断面略コ字状の窓枠取付材を製作してなる窓ステー用窓枠取付材の製造方法。
- 前記窓枠取付材の横幅と前記板状素材の横幅とを同一としてなる請求項3記載の窓ステー用窓枠取付材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008167170A JP5157679B2 (ja) | 2008-06-26 | 2008-06-26 | 窓ステー用窓枠取付材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008167170A JP5157679B2 (ja) | 2008-06-26 | 2008-06-26 | 窓ステー用窓枠取付材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010007342A true JP2010007342A (ja) | 2010-01-14 |
| JP5157679B2 JP5157679B2 (ja) | 2013-03-06 |
Family
ID=41588140
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008167170A Active JP5157679B2 (ja) | 2008-06-26 | 2008-06-26 | 窓ステー用窓枠取付材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5157679B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07127324A (ja) * | 1993-09-09 | 1995-05-16 | Yagi:Kk | 扉等開度調整器 |
| JPH11343764A (ja) * | 1998-06-01 | 1999-12-14 | Nakanishi Metal Works Co Ltd | 開き障子のステー |
-
2008
- 2008-06-26 JP JP2008167170A patent/JP5157679B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07127324A (ja) * | 1993-09-09 | 1995-05-16 | Yagi:Kk | 扉等開度調整器 |
| JPH11343764A (ja) * | 1998-06-01 | 1999-12-14 | Nakanishi Metal Works Co Ltd | 開き障子のステー |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5157679B2 (ja) | 2013-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4575939B2 (ja) | トランクリッド骨格構造 | |
| US7635165B2 (en) | Vehicle seat structure and seat comprising such a structure | |
| US9592721B1 (en) | Vehicle door structure | |
| CN202847482U (zh) | 车辆用座椅 | |
| JP2019210803A (ja) | 窓ステー | |
| US7032958B2 (en) | Body and frame assembly for a vehicle and method of assembling a vehicle | |
| JP5157679B2 (ja) | 窓ステー用窓枠取付材及びその製造方法 | |
| CN112124053B (zh) | 车辆用门 | |
| US7681940B2 (en) | Rear door assembly for a motor vehicle | |
| CN113071298B (zh) | 一种整体式车门外板加强件 | |
| JP3907117B2 (ja) | 車両のテールゲート構造 | |
| JP3766398B2 (ja) | 留め付け金具とそれを用いた外壁施工構造 | |
| CN120129649A (zh) | 用在电梯中的金属板材基板 | |
| KR101222475B1 (ko) | 탈착식 콕핏 모듈 클램핑 브래킷 및 이를 이용한 콕핏 모듈의 조립방법 | |
| JP4344052B2 (ja) | リーフスプリング固定用ブラケット | |
| JP4290144B2 (ja) | 車体構造 | |
| JP2017149288A (ja) | 車両のドア構造 | |
| JP2016106644A (ja) | 組立式収納家具 | |
| JP4193775B2 (ja) | 自動車用のワイパーブレード用のクリップベース部材及びこれを用いた自動車用のワイパーブレード | |
| JP4557636B2 (ja) | 車体フレーム構造 | |
| JP2006027486A (ja) | ドア構造 | |
| JP4546892B2 (ja) | 間仕切パネル装置 | |
| JP4792179B2 (ja) | 車両用ドア | |
| KR200150770Y1 (ko) | 승합차의 슬라이딩 도어 어퍼 스토퍼 구조 | |
| JP4283976B2 (ja) | キャビネット等の扉構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110318 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120730 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121126 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5157679 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151221 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151221 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |