JP2009514689A - パイプ切断装置 - Google Patents
パイプ切断装置 Download PDFInfo
- Publication number
- JP2009514689A JP2009514689A JP2008538413A JP2008538413A JP2009514689A JP 2009514689 A JP2009514689 A JP 2009514689A JP 2008538413 A JP2008538413 A JP 2008538413A JP 2008538413 A JP2008538413 A JP 2008538413A JP 2009514689 A JP2009514689 A JP 2009514689A
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- cutting
- cut
- holder
- cutting device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D21/00—Machines or devices for shearing or cutting tubes
- B23D21/006—Machines or devices for shearing or cutting tubes and sealing, crushing or chamfering the tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D21/00—Machines or devices for shearing or cutting tubes
- B23D21/04—Tube-severing machines with rotating tool-carrier
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Turning (AREA)
- Knives (AREA)
- Sawing (AREA)
Abstract
パイプがホルダー(4)中にクランプされ、切断ヘッド(6)により長さ方向の軸に垂直に切断するパイプ切断装置。切断ヘッド(6)はホルダー(4)に保持され、パイプの周囲を回転可能であり、ブレード(38)でパイプ壁を切断する。ブレード(38)はインデックスメカニズム(40)によりパイプの周囲の切断ヘッド(6)の回転に応答して半径方向に進む。インデックスメカニズム(40)は渦カム(44)を有し、これは回転可能でブレード(38)を進め、ホルダー(2)の上にマウントされるつめ(50)により制御されたラチェット(48)のインデックス動作に応答し、切断ヘッド(6)のそれぞれの回転に完了に際してラチェット(48)を進める。パイプが切断され、渦カム(44)内のカットアウト(61)と係合しているストップ(60)がラチェット(48)のインデックス動作を停止した時にブレード(38)は引っ込められ、切断ヘッド(6)をリセットする。
Description
本発明は、パイプ切断装置、およびパイプ切断方法に関する。
新しいパイプは様々な状況で流動性のメディアの輸送に使用される。様々なPVCまたはPVCuのパイプは、家庭用および業務用として、廃水および汚染土壌の除去あるいは清潔な水の供給に使用される。典型的に、そのようなパイプは、110mmあるいは150mmの直径を有する。プラスチックパイプの他のサイズはビルディング内での水の供給または排水に使用されてもよい。
新しいパイプは様々な状況で流動性のメディアの輸送に使用される。様々なPVCまたはPVCuのパイプは、家庭用および業務用として、廃水および汚染土壌の除去あるいは清潔な水の供給に使用される。典型的に、そのようなパイプは、110mmあるいは150mmの直径を有する。プラスチックパイプの他のサイズはビルディング内での水の供給または排水に使用されてもよい。
プラスチック配管もいわゆる給水本管内で水の輸送に使用されてもよい。ガス本管パイプは、しばしばプラスチックで作られている。あるいは、水および/またはガス本管パイプはプラスチックで被覆された樹脂で作られていることがある。他のパイプはクレー硬質陶器で作られていることがあるし、あるいは例えば鋼または銅のような金属であることができる。パイプシステムの製造または修理において、パイプの材質が何であっても、パイプの所定長さを切断し継ぎ合わせることが必要である。従来は、これはオペレーターによって操作される切断装置により行われ、希望の切断を達成するために繰り返し設定および調節が必要であった。このプロセスは厄介で、比較的時間を消費する。
本発明の目的は、簡単にパイプを切断する装置を提供することである。
本発明の最初の態様によれば、切断されるパイプを受容するためのホルダーおよび切断手段を有し、該切断手段とパイプが互いにそれぞれに対して回転可能であり、切断が行われ、切断手段による切断深さが回転数に応ずる切断装置を提供する。
本発明の利点はオペレーターから最小の入力で迅速にパイプを切断できるということである。
本発明の最初の態様によれば、切断されるパイプを受容するためのホルダーおよび切断手段を有し、該切断手段とパイプが互いにそれぞれに対して回転可能であり、切断が行われ、切断手段による切断深さが回転数に応ずる切断装置を提供する。
本発明の利点はオペレーターから最小の入力で迅速にパイプを切断できるということである。
好ましくは、ホルダーは互いにピボットされた2つの半型を含み、該ホルダーは開放してパイプを挿入することができ、閉じてパイプを切断位置にクランプすることができる。調節手段が提供され、様々な直径を有するパイプをクランプするようにホルダーを調節することができる。
好ましい実施態様では、切断手段はパイプに関して回転する。切断手段をパイプのまわりに回転させる駆動手段を提供することは望ましいことがある。動力が手動で駆動手段に供給されることができる。あるいは、多くの異なるパワーソースのうちの任意の選択された1つによって動力が供給されることができる。パワーソースは固定あるいは可動であることができる。特に好ましいパワーソースは電力ドリルを利用する。
切断手段は様々な異なる直径および/または壁厚を有するパイプを切断するために調整されることができる。直径および/または壁厚における変化が大きすぎる場合、代替切断手段は必要に応じてより大きな、またはより小さなパイプのためのサイズであるが、他の点においては同一である。変化が1つの装置で適応できる範囲よりも大きい場合には、より大きな、またはより小さな代替えの装置に置き換えることができる。
切断手段は好ましくはその長さと直交する方向にパイプを切断する。切断手段は、さらにパイプの1つまたは両方の切断端に1つ以上の追加の作業を行なうことができる。いくつかの実施態様では、切断手段は、パイプの1つあるいは両方の切断端面にベベルを適用することができる。
好ましくは、1つまたはそれぞれのベベルは17度であるが、本発明の範囲から逸脱することなく、より大きいか又はより小さな異なる角度とすることができる。いくつかの実施態様では、切断手段は、パイプの1つまたは両方の切断端から軸方向に間隔を置かれたパイプの外側表面に、パーシャルカットを提供することができる。パーシャルカットは、パイプが突合わせ溶融接合によって連結されることを可能にするために、合成樹脂管からのプラスチック塗料のようなパイプの外側の1つまたは複数の層の除去を容易にすることができる。いくつかの実施態様では、パイプの外側表面から不規則部分を取り除き、パイプの1つまたは両方の切断端を、清浄で滑らかな実質的に均一な直径を有する外側表面を提供し、パイプが電気融合によって連結されることを可能にする。いくつかの実施態様では、パイプの切断端に対する一層のオペレーションが必要でない。切断手段はパイプの垂直切断のみを行なうことがある。
好ましくは、切断手段には、切断手段の動作をコントロールするための制御手段が供給される。コントロール手段は、開始手段、インデックス手段および終了手段を含むことができる。好ましくは、インデックス手段は切断手段のパイプのまわりの回転に応答してパイプ方向へ切断手段を進めるよう操作可能である。好ましい実施態様では、インデックス手段は、切断手段のパイプのまわりの完全な回転に対して切断手段を進める。インデックス手段は、切断手段を進めるためのカム、およびカムの移動にインデックスを提供するために、パイプのまわりの切断手段の回転に際してツメと共同して作動可能なラチェットを有する。他の適切なインデックス手段も使用されることができる。たとえば切断手段とパイプの相対的な回転を検知し、カムあるいは他のデバイスによってそれに応答して切断手段を進める光学デバイスが使用できる。
好ましくは、終了手段は、切断が終わった後、パイプのまわりの切断手段の回転を終了する。好ましくは、切断が終わった後、切断手段はリセットされる。好ましい実施態様では、終了手段は切断手段がリセットされた後に切断手段の回転を防ぐ停止手段を含む。切断を始めることが望まれる場合には、開始手段によって停止手段が開放される。
好ましくは、切断手段は引っ込んだ開始位置に付勢されたブレードを含む。該ブレードはインデックス手段によって付勢と反対方向に向かってパイプのまわりの切断手段の回転に応答して進み、切断の完了後、インデックス手段はブレードが開始位置に戻ることを許容する。
本発明によるパイプ切断装置の使用は速く効果的な切断を達成できる。装置は切断し新しいパイプを製造するために使用されることができる。さらに、それは、修理が必要で、パイプの端が地面に埋められる環境の中で使用されてもよい。今まで、修理のただ一つの方法はその場所でパイプを切断するためにハンドソーを使用することだった。本発明の装置は、パイプのまわりに溝を掘り、パイプのまわりに装置が位置し、切断手段がパイプのまわりを回転できるようにすることにより、急速かつ自動的にその場でパイプを切断するために使用することができる。
本発明のパイプ切断装置は直線的な切断端あるいはベベルを有する少なくとも1つ切断端を生産することができる。ベベルを備えた切断端は、圧縮タイプ継ぎ目で接合し、流動的にタイトな継ぎ目が作られることを可能にするためのパイプを製造するために特に望ましい。
本発明のパイプ切断装置も、パイプの材質を柔らかくして熱溶接で接合するためのパイプを製造するためにも使用される。電気融解として知られている1つのタイプの熱溶接では、パイプの材質を熱し柔らかくするために、パイプの外側周囲に巻かれたワイヤーコイルを通して電流が流される。ワイヤーコイルは、パイプの切断端が差し込まれる管継手のソケット内に組み込まれることができる。本発明の装置は直線の切断端を生産し、電気融合の準備のためにパイプの外側表面を清潔にすることができる。突き合わせ溶融接合として知られている別のタイプの熱溶接では、連結される2つのパイプの端面は、パイプの材質を柔らかくするために端面の間に挿入されたプラテンまたは同様のデバイスによって熱される。プラテンは取り外され、端面は互いに押される。本発明の装置は、突き合わせ溶融接合のための直線の切断端を生産することができ、必要な場合には、それらから離れた場所に部分的な切断端を形成し、突き合わせ溶融接合に不適当な物質の外側コーティングを接合の前にパイプからはぎ取られることを許容する。
本発明の第2の態様によれば、本発明の第1の態様によるパイプ切断装置に切断されるパイプ部分を配置し、所定位置でパイプをクランプし、装置を操作してパイプを切断し、切断されたパイプからパイプ切断装置をはずす工程を含むパイプを切断する方法が提供される。
本発明の方法はさらに切断されるパイプの調製を含むことができる。パイプは切断する位置を示すようにマークされることができる。その場でパイプのまわりに溝を掘ることは望ましいことがある。いくつかの方法ではパイプを切断する間にさらなる操作が実行されることがある。例えば、ベベルが所望で、切断とベベルが切断動作で生産されるように、ブレードを利用する工程を含むことができる。別法として、または追加で、清潔で滑らかな外側表面が要求される場合には、本発明の方法はパイプから表面の不規則部分を取り除くためにはぎ取りブレードを利用する工程をさらに含むことができる。別法として、または追加で、パイプの外側表面の一部の除去が必要な場合、本発明の方法は切断する位置から軸方向に間隔を置かれたパイプの外側表面にパーシャルカットを生産するためのブレードを利用する工程を含むことができる。
本発明の第3の態様によれば、切断されるパイプのホルダー、および切断手段を含むパイプ切断装置であって、切断を行うために該切断手段および切断されるパイプが互いに関して回転可能であり、該切断手段がパイプを切断するためのブレード、およびパイプの外側表面を調製するためのはぎ取りデバイスを含むパイプ切断装置が提供される。
好ましくは、切断ブレードはパイプの軸方向へ本質的に90度にパイプを切断し、はぎ取りデバイスは切断されるパイプに対して軸方向にのび、パイプの外側表面から不規則部分を取り除く少なくとも1つのブレードを含む。このように、パイプに切断端に隣接して清潔な滑らかな外側表面を提供する。
本発明の第4の態様によれば、パイプの外側表面から不規則部分を取り除くために、パイプカッターがはぎ取り動作をさらに行なう、パイプとパイプカッターの間の相対的な回転によってパイプを切断する方法が提供される。
本発明の第3および第4の態様のパイプ切断装置および方法は、パイプの外側表面がパイプの外側表面の周囲に巻かれたワイヤーコイルを通して電流を通すことにより熱され、パイプの材質を柔らかくして流動させ、継ぎ目を形成する電気融合用のパイプの調製に特に好ましい。そのような継ぎ目は、パイプの外側表面が清潔、滑らかであり、本質的に一定の直径であることを要求する。
本発明の第5の態様によれば、切断されるパイプのホルダー、切断位置でパイプを切断するための切断手段を含むパイプ切断装置であって、パイプを所定位置で切断するために該切断手段および切断されるパイプが互いに対して回転可能であり、切断手段は切断位置から軸方向に離れた位置でパイプを部分的に切断する切断装置が提供される。
好ましくは、切断手段は所定の切断位置でパイプを切断するためのリーディングエッジ、およびリーディングエッジからセットバックされそれから軸方向に離れた位置にトレイリングエッジを1つ又は両側に有し、該1つまたはそれぞれのトレイリングエッジは切断する所定位置から軸方向に間隔を置かれたパイプの外側表面にパーシャルカットを生産する。
本発明の第6の態様によれば、パイプとパイプカッターの間の相対的な回転によって所定の切断位置でパイプを切断する方法であって、パイプカッターが切断位置から軸方向に間隔を置かれたパイプの外側表面にパーシャルカットをさらに行なう方法が提供される。
本発明の第5と第6の態様のパイプ切断装置および方法は、突き合わせ溶融接合用のプラスチックでコーティングされた樹脂パイプの調製に特にふさわしく、パーシャルカットは所定長さのプラスチック塗料がパイプからはぎ取られるように選択され、プラスチックコーティングによる接合領域の汚染がなく、突き合わせ溶融接合によって樹脂材料のパイプが接合されることを許容する。プラスチックコーティングされた樹脂パイプは、ガスおよび給水本管に一般に使用される。また本発明のこれらの態様は、そのようなパイプが単純な信頼できるやり方で接合されて調製されることを可能にする。
本発明の第7の態様によれば、切断されるパイプを受容するためのホルダー、およびパイプを切断するための切断手段を含むパイプ切断装置であって、該ホルダーが切断手段の同じか異なる側に切断手段から軸方向に間隔を置かれた2つの位置でパイプをクランプするように構成される切断装置を提供する。
1つの実施態様では、ホルダーは、切断手段の同じ側に第1と第2クランプを有する。クランプはそれぞれ、ホルダー内へのパイプの挿入/取り出しのためにホルダーを開け、パイプをクランプするためにホルダーを閉じるように旋回可能に作動するように互いに連結された一対の半型を含む。クランプはともに開き、閉じるために連結されることができる。
別の実施態様では、ホルダーは、切断手段の1つの側に第1のクランプを、切断手段の反対側に別のクランプを含む。クランプはそれぞれ、ホルダー内へのパイプの挿入/取り出しのためにホルダーを開け、パイプをクランプするためにホルダーを閉じるように旋回可能に作動するように互いに連結された一対の半型を含む。第2のクランプは取り外すことができる。
本発明の第8の態様は、切断されるパイプを受容するために開放可能なホルダー、ホルダー内にパイプをクランプするための手段、およびクランプされた時にパイプを切断する手段を含み、パイプの軸方向と90度で切断すると同時にそのパイプ端にベベルを提供するパイプ切断装置を提供する。
本発明の第9の態様は、本発明の第8の態様にかかるパイプ切断装置内に切断されるパイプの部分を配置し、所定位置にパイプをクランプし、装置を作動させてパイプを切断し、1あるいはパイプの両方の切断端にベベルを適用し、切断されたパイプをパイプ切断装置から取り出す工程を含むパイプ切断方法を提供する。
好ましくは、本発明の方法は、パイプの長さ方向と実質的に垂直な方向にパイプを切断するリーディングエッジ、およびリーディングエッジからセットバックされパイプの切断端にベベルを適用するためのトレイリングエッジを有する切断ブレードを提供する工程を含む。特に好ましい実施態様では、切断ブレードはパイプの両方の切断端にベベルを適用するためにトレイリングエッジをリーディングエッジの両側に有する。
本発明の第10の態様は、接合するための1つまたは複数のパイプの製造方法であって、本発明の第1の態様によるパイプ切断装置を使用してパイプの1つまたは複数の部分を切断する工程、切断手段をパイプの1つ又は両方の切断端をさらに処理できるように構成する工程を含む、接合するための1つ以上のパイプを調製する方法が提供される。
さらなる処理の作業は、パイプの1つ又は両方の切断端表面にベベルを形成することである場合がある。別法として、または追加として、さらなる処理の作業はパイプの1つ又は両方の切断端の外側表面に、切断端から軸方向に離れた位置にパーシャルカットを提供することである場合がある。別法として、または追加として、さらなる処理の作業は、1つあるいは両方の切断端の両側から表面の不規則部分を取り除くことである場合がある。
本発明の第11の態様は、切断されるパイプを受容するためのホルダー、パイプを切断するための切断手段を含み、該切断手段とパイプがそれぞれ互いに回転可能であり、切断を行い、パイプと切断手段の相対的な回転に応答して切断手段による切断の深さを制御する手段を含むパイプ切断装置を提供する。
好ましくは、切断手段はパイプの周囲を回転可能である。また制御手段は、切断手段の回転に応じて切断深さを変化させるように切断手段を調節するためのインデックスメカニズムを含んでいる。インデックス手段は、パイプの周囲の切断手段のそれぞれの完了した回転に応答することができる。
発明の実施態様が、添付図面を参照しつつより詳細に説明される。これは例示のみを目的とする。参照数字は対応する部分を示すために使用される:
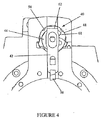
添付図面の図1〜7を最初に参照する。既存のある長さのパイプに継ぎ目を作るおよび/または修理をすることが所望の場合のように、その場でパイプ(示されない)を切断するのに適当なパイプ切断装置2の第1の実施態様が示される。装置2は、ホルダー4を有し、切断ヘッド6が回転可能にその上にマウントされる。
ホルダー4は2つの半型8、10を含む。これは、図1に示される開いた位置と図2に示される閉じた位置との間での旋回動作のためにヒンジ12により結合される。開いた位置で装置はパイプの部分とはまり、またはずされる。閉じた位置で装置はパイプにしっかりと取り付けられ、以下により詳細に示されるように切断ヘッド6でパイプを切断する。クロージャーデバイス(示されない)が2つの半殻8、10を閉じた位置にしっかりと取り付けるために提供される。閉じた位置では、ホルダー4がパイプにクランプされる。閉位置で半型8、10をしっかりと取り付けるために、任意の適切なデバイスを使用することができる。より小さなサイズのパイプのためには、手動で操作可能な中心レバー配置が採用されうるが、より大きなサイズのパイプのためには、水力、空気力あるいは電気により操作されたラムのような動力によるデバイスが使用されることができる。ホルダー4には、切断ヘッド6に対してホルダー4の中の正確な位置でパイプを置くために、パイプの切断される位置を示すパイプ上のマークとアラインメントするためにレジストレーションマーク(示されない)が提供されることができる。この実施態様では、半型8、10はアルミニウム鋳物である。しかし、他の金属あるいは合金、または適切な強さのプラスチック材料を使用することができる。図3に最もよく示されるように、ホルダー4に切断ヘッド6の駆動輪18の上の歯16とかみ合わされたウォームギヤー14がマウントされ、駆動手段(示されない)との接続のためにホルダー4から突き出るスピゴット20によって回転可能であり、回転によりホルダー4の中に保持されたパイプの長さ方向軸の周囲に切断ヘッド6を回転させる。任意の適切な駆動手段が使用できる。例えば、レバーが、手動で切断ヘッド6を回転させるためにスピゴット20に分離可能に接続されることができる。あるいは、電気モーターが、切断ヘッドの供給動力による回転のためにスピゴット20に取り付けられることができる。好ましい実施態様では、電気ドリルのような手持ちの道具がスピゴット20に分離可能に接続される。他の駆動手段、たとえば水力手段、空気手段および電気駆動手段が使用できることが理解される。この実施態様では、クラタークラッチ22のような駆動保護手段をスピゴット20にマウントし、駆動手段によりスピゴット20に適用されたすべての過剰のトルクが、以下に説明される目的のためにスプリングで荷重がかけられたボールベアリングにより消散される。代替駆動保護手段が利用されることもできる。
駆動輪18は、ホルダー4の中のチャネル24に位置し、1対のスペーサー28、30によって駆動輪18と共軸の第2のリング26に接続される。リング18、26は同じ内側直径であり、ホルダー4の閉位置に適合することができるパイプの最大の外側直径よりも若干大きいように選択され、小さな、たとえば約1mmの環状クリアランスギャップをパイプと切断ヘッド6との間に提供し、パイプのまわりの切断ヘッド6の間の回転を容易にする。
それぞれのスペーサー28、30はチャネル部分32、34を有し、それぞれはホルダー4の外側の環状の表面36上に位置し、切断ヘッド6が回転する時に、それはホルダー4の中にしっかりと固定されたパイプの長さ方向の軸と同心に維持される。リング18、26は図1に示されるように、2つの半型に分かれ、分離し、ホルダー4が開けられるときに、装置がパイプの部分にはまり、または取り外すことを可能にする。フランジ部分32、34と環状の表面36とのはめあいは、ホルダー4が開けられるときにリング18、26の分離を助け、それぞれの半分のリングは、ホルダー4が閉じられるときには相対して配置され、他の半分のリングに設けられたハーフリングエンゲージホール(示されない)上のテーパピン37によるはめあいにより閉じられる。
使用する際には、切断ヘッド6が回転するとともに、切断ヘッド6の中にマウントされたブレード38は、徐々に半径方向に進められパイプを切断する。ブレード38の動きは、ブレード38の半径方向の位置を調節するためのパイプのまわりの切断ヘッド6の回転に応答するインデックスメカニズム40によってコントロールされる。ブレード38は、スプリング(示されない)によって渦カム44の方へ付勢されるホルダー42中にマウントされる。他の適切な付勢手段も使用できる。ブレードホルダー42および渦カム44は、スペーサー28のハウジング部分46にマウントされる。また、渦カム44は回転可能であり、ホルダー42およびしたがってブレード38を、インデックスメカニズム40の管理の下で動かすことができる。損傷または摩耗したブレード38を取り外し、交換できるように、ブレード38はホルダー40から好ましくは分離可能である。
この実施態様では、インデックスメカニズム40は、ハウジング部分46内に回転可能にマウントされたラチェット48、およびホルダー4上に旋回可能にマウントされたつめ50を含んでいる。ラチェット48の周辺の端の部分は、ハウジング部分46中のスロット52の中に受け入れられる。切断ヘッド6の各回転が完了すると、つめ50の上のピン51(図2)が、スロット52の1つの端に入り、ラチェット48の周辺端の凹部54と係合し、ピンが凹部54から放され、スロット52のもう一つの端を出るまで、ラチェット48を回転させる。ラチェット48は周辺端に多くの凹部54を有し、これらは円周の周囲を均一な距離を置いて配置される。また、次の位置へラチェット48を移動させるために、つめ50のピンは、切断ヘッド6の各回転が完了すると連続して凹部54と係合する。図示されるように、凹部54はそれぞれつめ50のピンを受容する傾斜する端56を有し、戻りを防ぐスティープフェース58で終了する。
渦カム44はラチェット48上にマウントされ、ラチェット48と回転し、切断ヘッド6の各回転とともに半径方向に所定の量だけブレード38を進める。凹部54はそれぞれ、ブレード38のインデックス位置に対応し、凹部54の数および渦カム44のプロフィールは、ラチェット48の1つの完全な回転が完了すると、パイプをその長さ方向に垂直な方向で切断するに十分な距離をブレードが進むように選択される。この実施態様では、ラチェット48は均一な距離で離された8つの凹部54を有し、切断ヘッド6の各回転が完了すると、ラチェット48が45度回転し、ラチェット48の1つの完全な回転に対して8つのインデックス位置を提供する。しかしながら、凹部54の数および/またはカムのプロフィールは、切断されるパイプの壁厚にしたがって変更できることが理解できるであろう。
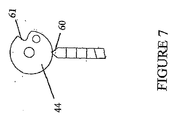
ラチェット48の1つの完全な回転が完了すると、渦カム44がその元の位置に返され、ブレードホルダー42は自動的に元の位置に戻り、ブレードホルダー42に作用するばねの付勢により、ブレード38を半径方向にその元に位置に引っ込める。同時に、ブレード38の上部端のストップ60(図5)は、自動的に渦カム44の周縁端のノッチ61にと噛みあい、渦カム44の回転を防止し、それによりラチェット48の回転を防ぐ。その結果、切断ヘッド6の回転は、ラチェット48とつめ50の上のピンとのはめ合いによって阻まれ、スピゴット20の回転に対する抵抗を生ずる。これはクラッタークラッチ22によって吸収され、駆動機構およびインデックスメカニズムの損傷を防ぎ、さらにオペレーターに切断が完了し、駆動機構の接続をはずすことができるという信号を供給する。このように、切断ヘッド6は切断の完了により自動的に再セットされ、ブレード38を移動させるかあるいはインデックスメカニズムを調節することをオペレーターに要求せずに、次の切断を始める準備ができる。
切断ヘッド6は、ブレードホルダー42の上部端の横方向のレバーを押さえつけ、ブレード38を付勢に反抗して半径方向に移動し、渦カム44のノッチ61からストップ60を解放することにより、手動でリリースできる。切断を始めることが所望の場合にはブレード38を進めるために、切断ヘッド6の回転に応じて渦カム44とラチェット48の回転を許可する(図6)。切断ヘッド6が回転するとともに、渦カム44は図6に示された場所からラチェット48のインデックス動作に応答して時計方向に回転する。ブレード38は半径方向に進み(図7)、徐々にパイプの壁を切断する。渦カム44がその元の位置に戻る場合、ブレードホルダー42に作用するばねの付勢により、ブレード38の上部端のストップ60は渦カム44のノッチ61にはまり、渦カム44の回転を防止し、インデックスメカニズム40をリセットする(図5)。切断が完了してブレード38とインデックスメカニズム40をリセットする場合に、他の適切な停止デバイスも切断ヘッド6の回転を終了するために使用されることができる。
図8および9を参照する。ブレード38はより詳細に示され、その長さ方向の軸に垂直にパイプを切断するためにリーディングエッジ64を含む。パイプの切断端にベベルをつけるために、リーディングエッジのどちらかの側にリーディングエッジ64からセットバックされた1対のトレイリングエッジ66を有する。示されるように、ブレード38のリーディングエッジ64は、パイプの長さ方向の軸に垂直に伸び、およびパイプの表面に関して角度をなしている。ブレード38がパイプの回りを回転する時に、この配置はパイプの切断を改善する。この実施態様では、角度は15度であるが、これは重要ではなく、異なる角度(より大きいかより小さな角度)も使用されることができる。ブレード38のトレイリングエッジ66はリーディングエッジ64に垂直に伸び、パイプの長さ方向の軸に対して傾いている。これはブレード38の一方の側のパイプ切断端にベベルがつけられた表面を生じる。この実施態様では、トレイリングエッジの傾き、したがってベベル角は17度であるが、これは重要ではなく、異なるベベル角度(より大きいかより小さな角度)も使用されることができる。トレイリングエッジ66を同じか異なる角度で傾けることができることが認識されるだろう。たとえば、突き合わせて新しい長いパイプを作る場合に、他の切断端がパイプの取り除かれる部分にある場合のように、いくつかの用途では、ブレード38は、パイプの1つの切断端にベベルを有する表面を作成するために、1つの側にのみトレイリングエッジを持っているブレードに置き換えることができる。ベベルが必要でない他の用途では、パイプの切断端にベベルがつけられた表面を生成しないで長さ方向の軸に垂直にパイプを切断するブレードに、ブレード38を置き換えることができる。発明で使用することができる切断表面の他のコンビネーションは当業者にとって明白であろう。
装置は、最大がホルダー4の径から、ホルダー4に着脱可能に取り付けられるシム(示されない)によりホルダー4のパイプ受容部分の内部直径を減少させ、ホルダー4の最大径よりも小さな直径のパイプにも適合することができる。シムは、提供されるパイプのあらゆるサイズのためにホルダーの中でしっかりと取り付けられたパイプの長さ方向軸の周囲を切断ヘッド6が回転可能であることを保証する。シムは、任意の適切な手段によってホルダーに取り外し可能に取り付けられる。この実施態様では、シムは磁力によって取り付けられ、許された範囲内の異なる直径のパイプの切断のために、装置が迅速に変換されることを可能にする。ブレード38の移動は、異なる直径のパイプおよび/または異なる壁厚のパイプを、ブレード38を変えることなく、またはインデックスメカニズムの調節をすることなく切断できるように選択される。別法として、異なる直径および/または壁厚のパイプを切断するために、異なる長さの多くの交換可能なブレード38をホルダー40の中に分離可能にマウントして供給することができる。
図10を参照する。パイプの切断端から外側の1つまたは複数の層の除去を容易にしてパイプを切断する場合に使用されるブレード68が示される。パイプの切断端が別のパイプに接合されるかおよび/または別のパイプと突き合わすために、プラスチックコーティング部分を削除することが必要なプラスチックでコーティングされた樹脂パイプを切断する場合に、ブレード68は特に有用である。示されるように、ブレード68は、分離可能に切断ヘッド6のホルダー40にマウントすることができ、前述されるように長さ方向軸に垂直にパイプを切断するためにリーディングエッジ70を有している。ブレード68は、さらにブレード68の1つの側に、パイプの長さ方向の軸の方向に間隔を置かれて配置され、リーディングエッジ70からセットバックされたトレイリングエッジ72を有している。別のパイプへパイプの端を接合するかまたは突き合わす前に、樹脂パイプの本体から除去される外側のプラスチックコーティングの部分の長さに対応してリーディングエッジ70から軸方向に間隔を置かれた位置において、トレイリングエッジ72は、樹脂パイプの本体上のプラスチックコーティングの厚さに対応するかまたは若干少ない切込深さを提供するように調節される。この実施態様では、切込深さはほぼ1mmであり、軸方向の間隔はおよそ25mmである。しかしこれは重要ではなく、任意の所望の1mmよりもより大きなまたはより小さな切込深さ、および任意の所望の25mmよりもより長いまたはより短い軸方向の間隔が使用でき、適当なブレード68の選択と取り付けにより、プラスチックコーティングの厚さおよび/または除去されるプラスチックコーティングの長さに適合される。
ブレード68は突き合わせ溶融接合用のガスまたは給水本管を作るために使用されることができる。ガスまたは給水本管は、典型的には樹脂から形成され、プラスチックの層でコーティングされたパイプを含む。プラスチックコーティングは滑らかな耐久性のある外側表面を提供する。従来は、主管の樹脂はガスと給水本管の両方において白く、またプラスチック塗料はガス本管用は黄色で給水本管は青である。一種の熱溶接である突き合わせ溶融接合を行うために、連結されるパイプの端から有色(黄色あるいは青)のプラスチック塗料をすべて剥ぎ取ることが必要である。前述のように、継ぎ目に残るどんなプラスチックも継ぎ目を不良にすることがある。ブレード68によって、パイプの切断と同時に、パイプの切断端からのプラスチックコーティングの適当な長さでの除去を促進することができ、ガスまたは給水本管を迅速かつ信頼できる方法で突き合わせ溶融接合のために製造することができる。
改良法(示されない)においては、ブレード68に一対のトレイリングエッジ72が提供され、パイプの両方の切断端から間隔を置いたパイプの長さ方向の外側表面に、パーシャルカットを提供する。リーディングエッジ70からのトレイリングエッジ72の軸方向の間隔は、同じか異なるものであることができ、またパーシャルカットの深さも同じか異なるものであることができる。
一層の改良(示されない)においては、特定のまたはそれぞれのパイプの外側表面のパーシャルカットは、切断ブレード38と離れて切断ヘッド内にマウントされた1つ以上のブレードによって提供されることができる。特定のまたはそれぞれのパーシャルカットブレードは、パイプの外側表面に向けて付勢され、切断ヘッド6がパイプの周囲を回転するときに外側表面にパーシャルカットを形成することができる。この方法で、特定のまたはそれぞれのパーシャルカットブレードは、異なる直径のパイプ、並びにたとえば若干楕円形の断面を有するパイプのような不均一な直径を有するパイプの切断端からプラスチックコーティングを取り除くために制御された深さのパーシャルカットを提供するように自動的に適合される。
図11を参照する。図1〜7の中で示されるパイプ切断装置の改良が示される。装置のこの改良された形態では、切断ヘッド6には、スペーサー30中のスロット76内にある細長いはぎ取りブレード74が提供される。スロット76は切断されるパイプの長さ方向の軸と平行に伸びる。はぎ取りブレード74は任意の適当な手段でスピゴット20に連結された駆動機構(示されない)によりパイプの長さ方向の軸と平行な軸に関して回転可能である。
はぎ取りブレード74はギアにより、切断ヘッド6と同じ速度で回転するように適応されることができ、あるいは異なる速度で回転することができる。好ましくは、はぎ取りブレード74は、切断ヘッド6より速く回転する。はぎ取りブレード74はスロット76からパイプ方向に突きだし、パイプの外側表面とちょうど接触するようにされ、切断ヘッド6がパイプの回りを回転するとともに、はぎ取りブレードがその長さ方向の軸に関して回転し、パイプの外側表面を清潔にし、かつ任意の突きだしあるいは不規則部分を削除する。このように、パイプの切断端には、一定の直径の清潔で滑らかな外側表面を有する、軸方向に伸びる端部分が供給される。
この実施態様では、はぎ取りブレード74は、キャリア(示されない)上に回転可能にマウントされる。該キャリアは旋回可能であり、切断ヘッドの内部表面に対してはぎ取りブレード74を上下させ、内部表面からのはぎ取りブレード74の突き出しを調節する。はぎ取りブレード74は単一のブレードを含むことができるが、より好ましくはシリンダーの長さ方向に伸び、周縁に間隔を置いて配置された複数のブレードを有し、シリンダーが回転するとともに、パイプの外部の表面と連続して接触する切断シリンダーの形態を取る。はぎ取りブレード74は損傷を受けたか摩耗したブレードが交換されることを可能にするため好ましくは分離可能である。またパイプの外側表面の方向に付勢されることができる。切断ヘッド6には、周縁の方向に間隔を置かれた1つより多いはぎ取りブレード74が供給されることができる。
はぎ取りブレード74は、パイプの外側表面の周囲に配置された電線コイルによってプラスチックが加熱され、プラスチックが軟化され、パイプ突き合わせにより接合が形成される電気融合用プラスチックパイプの調製のために使用できる。例えば、コイルをパイプ突き合わせにおいてソケット内に設け、パイプの切断端を受容し、コイルを通して電流を流し、パイプのプラスチック材料を柔らかくし、突き合わせて流体緊密性のパイプを形成することができる。この用途では、表面の不規則部分を除去し、接合領域において滑らかな清潔な外側表面を有するパイプを提供する。これは有効な継ぎ目を生成することができることを保証するのに必要である。
図12を参照する。本発明の第2の実施態様のパイプ切断装置2が示される。ホルダー4は追加の一対の半型78、80を含む。これは半型8、10とは軸方向に間隔を置いて配置され、長さ方向に伸びる棒82、84によりそれぞれ連結されている。追加の半型78、80、および棒82、84は、アルミニウム鋳物である。しかし、他の金属あるいは合金、または適切な強さのプラスチック材料を使用することができることが理解されるであろう。半型78、80は、半型8、10を連結するヒンジ12と同軸のヒンジ(示されない)によってともに接続され、それらとともに旋回可能であり、ホルダー4を開閉できるようにされる。前述のようにそれにより装置をパイプ部分に取り付けたり取り外したりできる。半型8、10および82、84の2つのセットは、それぞれのオーバーセンターレバー86(1つのみが示される)により閉位置でしっかりと取り付けられ、ホルダー4は切断ヘッド6の1つの側で、2つの軸方向に間隔を置かれた位置でパイプにクランプされる。切断ヘッド6の両側でパイプが支持されていない場所でパイプを切断する場合に、二カ所支持の使用は特に好ましい。他の態様では、装置は前述のように操作されパイプを切断する。切断ヘッド6の構造および操作は、図1〜10に関して既に提供された記載から理解されるだろう。
図13を参照する。本発明の第3の実施態様の切断装置2が示される。3番目の実施態様は、図10に示される第2の実施態様に類似しているが、ホルダー4に連結された補助の分離可能なホルダー88が追加され、ホルダー4に対して切断ヘッド6と反対側でパイプを支持しクランプする。補助のホルダー88は、ホルダー4のヒンジと同軸のヒンジ94によって互いに連結された2つの半型90、92を有し、図11で示される閉位置と開放位置との間で可動であり、切断されるパイプに装置を取り付け、また取り外す。半型90、92は、ホルダー4のレバー配置86に類似するオーバーセンターレバー配置(示されない)によって閉位置でしっかりと取り付けられる。補助のホルダー88は、横方向に間隔を置いて長さ方向に伸びる一対の棒96の上に支持される。この棒は横方向の棒98と連結され、ホルダー4の下側に解放可能に接続され、補助のホルダー88が切断ヘッド6から軸方向に間隔を置かれて配置される。この実施態様では、パイプは切断ヘッド6の両側でクランプされる。長さ方向で支持されていない部材を切断する場合、これは特に有用である。他の態様では、装置は前述のように操作されパイプを切断する。切断ヘッド6の構造および操作は、図1〜10に関して既に提供された記載から理解されるだろう。
補助のホルダー88は、第2の実施態様においてホルダー4と関連して記述されたが、第1の実施態様のホルダー4とともに補助のホルダー88を使用すできることが理解されるであろう。第1の実施態様のホルダー4と使用された時、パイプが切断ヘッド6の両側でクランプされるように、補助のホルダー88は、切断ヘッド6の反対の側でホルダー4に取り付けることができる。別法として、補助のホルダー88は、切断ヘッド6の同じ側でホルダー4に取り付けることができる。それによりパイプは第2の実施態様のように切断ヘッドの1つの側で二カ所でクランプされる。必要な場合には、補助のホルダー88は使用時には好ましくは分離可能である。このように、補助のホルダー88はパイプへのアクセスが制限されるエリアでの装置の使用を促進するために取り外すことができる。しかしながら、いくつかのバージョンでは、補助のホルダーは装置の一体部品でありうることは理解されるであろう。
本発明のパイプ切断装置は、家庭用、産業用、または農業環境での既存のシステムの改造、または単純に新しい建築物、工場あるいは農場ビルディングの建築業者または配管業者ために設計される。多くの切断が必要で、時間が重要であるところで、本発明の装置は長所を有する。いくつかの実施態様は、アクセスが制限されているか厄介な状況で特に適用可能である。例えば、本発明の装置はおよそ40秒で完成し使用可能なパイプ端を生産できると推測される。これに対して従来の方法では要求される時間は約3.75分である。更に、パイプ切断は自動的な方法で行なわれる。また、清潔ないつも再現性の高い切断がいつも行われる。さらに、パイプ切断は、1つまたは両方の切断端にベベルを提供したり、切断端に隣接して清潔な滑らかな外側表面をパイプに提供したり、切断端から軸方向に間隔を置いてパーシャルカットを提供してパイプの外側層または部分を取り除いたりといった追加の機能と組み合わせることができる。
本発明のパイプ切断装置は、極端な状態のパイプワークを切断するのに使用されてもよい。極端な条件および天候に置かれ使用されたパイプは、大きな温度変動に暴露され、温度変動の結果の膨張と収縮によりしばしば割れるか、スプリングリークする場合のあることが知られていた。パイプが置かれた厳しい環境は、パイプを維持し修理する際に問題を引き起こすことがある。そのようなパイプは、極、亜極の環境および他の厳しい環境で石油またはガスの輸送に使用されることができる。パイプ中にケブラーを含ませると要求されるメンテナンスを低減することが知られた。しかしながら、パイプ中のケブラーの存在は、従来方式でのパイプの切断および継ぎ合わせにおいて問題を引き起こした。従来方法では、大きなはさみが使用された。これらはパイプを切断しないで破壊する。本発明のパイプ切断装置は、構造中にケブラーを組み入れたパイプの切断に特にふさわしいことが見いだされた。
パイプ切断装置の作業が単純で迅速であり、切断は最小の作業者人数で自動的な方法で行なわれるので、パイプ切断装置は、水面下の状況のパイプの切断にふさわしい場合があると提案されている。装置に浮力タンクを容易に提供することができ、それらはオペレーターによってコントロールでき、したがってパイプ切断装置が海底上でもその場でパイプを切断するために使用されることを可能にすることが意図される。切断が始まる前に、パイプ切断装置がパイプのまわりに正確に位置するように、浮力タンクを調節することができる。
本発明は、主としてプラスチック、樹脂およびそれらの複合材料で作られたパイプの切断に関して記述された。パイプ切断装置は、石器、クレーおよび金属パイプの切断に使用されてもよいことが理解されるであろう。
本発明は好ましい実施態様に関して記述されているが、本発明がそれに制限されないことが理解されるであろう。例えば、ホルダーは半径方向に伸びてホルダーを開け、部品を分離することなくホルダー内にパイプを長さ方向から挿入することができるようにし、ついで収縮してホルダーを閉じて所定の位置にパイプをクランプするように1つまたは複数の部品を含むことができる。この配置は、異なる直径の一連のパイプが提供されることを可能にするが、装置に適合するためにパイプが自由端を有することを要求する。これに対して例示された実施態様のホルダーの半型は、自由端のないパイプの周囲に装置を取り付けることを可能にする。切断ヘッドは、好ましくはパイプの周囲を回転可能であり、たとえば、パイプはその場で固定され、またはパイプのコイル状のストックからパイプの長さをカットする場合に、装置の使用を可能にする。いくつかの用途については、しかしながら、切断ブレードを備えた切断ヘッドに関してパイプが回転可能であり、切断ブレードが進んで、パイプの回転に応じてパイプを切断することが意図される。
特許請求の範囲に記載された本発明の範囲を逸脱することなく、他の改良を行うことができることは当業者にとって明らかであろう。本発明のパイプ切断装置は、実施態様のうちのいずれかの特徴を別々にあるいは他の実施態様の特徴とともに含むことができることがさらに理解される。また、そのような構成はすべて本発明の範囲内であると認められる。
Claims (22)
- 切断されるパイプを受容するためのホルダーおよび切断手段を含み、該切断手段およびパイプが切断を行うために互いに相対的に回転可能であり、切断手段による切断深さが切断手段およびパイプの相対的な回転に応答する、パイプ切断装置。
- 切断手段がパイプに対して回転する、請求項1記載のパイプ切断装置。
- 駆動手段が切断手段を駆動する、請求項1または2記載のパイプ切断装置。
- 切断手段が制御手段によって制御される、請求項1から3のいずれか1項記載のパイプ切断装置。
- 制御手段が切断手段により切断される深さを制御するためのインデックス手段を含む、請求項4記載のパイプ切断装置。
- インデックス手段が、切断装置およびパイプの相対的な回転に応答して切断されるパイプに向けて切断手段を進める、請求項5記載のパイプ切断装置。
- インデックス手段が、パイプのまわりの切断手段のそれぞれの完全な回転に対して切断手段を進める、請求項6記載のパイプ切断装置。
- インデックス手段が、切断手段を進めるためのカム、およびカムのインデックス作動を提供するためにパイプ周囲の切断手段の回転に際してつめと共同して作動可能なラチェットを含む、請求項6または7記載のパイプ切断装置。
- 切断手段を進め、ラチェットの1回転の完了により切断が完了するようにラチェットが構成される、請求項8記載のパイプ切断装置。
- 制御手段が、切断が完了した後に切断手段とパイプの相対的な回転を終了する終了手段を含む、請求項4から9のいずれか1項記載のパイプ切断装置。
- 制御手段が、切断を開始することが望まれる場合に、切断手段とパイプの相対的な回転を許容するための開始手段を含む、請求項4から10のいずれか1項記載のパイプ切断装置。
- 制御手段が、切断が完了した後に切断手段をリセットするように操作可能である、請求項4から11のいずれか1項記載のパイプ切断装置。
- 切断手段がパイプから離れるように付勢され、該付勢がバイアスが切断が完了した時に切断手段を引っ込めるように作用する、請求項4から11のいずれか1項記載のパイプ切断装置。
- 切断手段が、パイプの長さ方向の軸に本質的に垂直にパイプを切断するためのリーディングエッジを有する、請求項1から13のいずれか1項記載のパイプ切断装置。
- ブレードが追加の切断を行うために、リーディングエッジからセットバックされたトレイリングエッジを有する、請求項14記載のパイプ切断装置。
- トレイリングエッジがパイプの切断端面にベベルを提供する、請求項15記載のパイプ切断装置。
- トレイリングエッジが、リーディングエッジによって作られた切断面から軸方向に間隔を置かれたパイプ位置にパーシャルカットを提供する、請求項15記載のパイプ切断装置。
- パイプの外側表面から不規則部分を取り除くために、切断手段が剥ぎ取りブレードを含む、請求項1から17のいずれか1項記載のパイプ切断装置。
- ホルダーが切断されるパイプを挿入/取り出しできるように開放可能であり、閉じられたときにはパイプをクランプする、請求項1から18のいずれか1項記載のパイプ切断装置。
- ホルダーに種々の直径のパイプをクランプするための調節手段が提供される、請求項1から19のいずれか1項記載のパイプ切断装置。
- 切断手段がホルダー上に回転可能に支持された切断ヘッドを有する、請求項1から20のいずれか1項記載のパイプ切断装置。
- 請求項1から21のいずれか1項記載のパイプ切断装置内に切断されるパイプを配置する工程、パイプを所定位置にクランプする工程、装置を操作してパイプを切断する工程、および切断されたパイプからパイプ切断装置をはずす工程を含む、パイプの切断方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB0522441.5A GB0522441D0 (en) | 2005-11-03 | 2005-11-03 | Pipe cutting apparatus |
| PCT/GB2006/004101 WO2007052035A1 (en) | 2005-11-03 | 2006-11-03 | Pipe cutting apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009514689A true JP2009514689A (ja) | 2009-04-09 |
| JP2009514689A5 JP2009514689A5 (ja) | 2010-01-21 |
Family
ID=35516271
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008538413A Pending JP2009514689A (ja) | 2005-11-03 | 2006-11-03 | パイプ切断装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20080229584A1 (ja) |
| EP (1) | EP1948380A1 (ja) |
| JP (1) | JP2009514689A (ja) |
| CN (1) | CN101384393A (ja) |
| AU (1) | AU2006310316A1 (ja) |
| CA (1) | CA2628541A1 (ja) |
| GB (2) | GB0522441D0 (ja) |
| WO (1) | WO2007052035A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107855584A (zh) * | 2017-05-03 | 2018-03-30 | 慈溪琅华机械科技有限公司 | 一种新型切割机 |
| CN107855579A (zh) * | 2017-05-03 | 2018-03-30 | 慈溪琅华机械科技有限公司 | 一种金属件切割机 |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2924961B1 (fr) * | 2007-12-17 | 2009-12-11 | Gaz De France | Dispositif de grattage d'un tube et ses elements constitutifs |
| DE102009005983A1 (de) * | 2009-01-23 | 2010-07-29 | Illinois Tool Works Inc., Glenview | Rohrbearbeitungsvorrichtung |
| US9339938B2 (en) | 2010-10-08 | 2016-05-17 | Milwaukee Electric Tool Corporation | Powered cutting tool |
| WO2012061883A1 (en) * | 2010-11-09 | 2012-05-18 | Anolo Holdings Pty Ltd | A coupling apparatus for high power electrical connectors |
| FR2967599B1 (fr) * | 2010-11-22 | 2013-09-27 | Saint Gobain Pont A Mousson | Dispositif de coupe et/ou de chanfreinage d'un element tubulaire |
| CN102151890B (zh) * | 2010-12-31 | 2015-06-10 | 无锡市光彩机械制造有限公司 | 一种方管剪切机 |
| FI123764B (fi) * | 2011-07-06 | 2013-10-31 | Exact Tools Oy | Laite putkimaisen kappaleen työstämiseksi |
| GB2496661B (en) | 2011-11-18 | 2016-06-15 | Roland Walter Fermor Shepherd Benjamin | Pipe cutting apparatus |
| USD668922S1 (en) | 2012-01-20 | 2012-10-16 | Milwaukee Electric Tool Corporation | Powered cutting tool |
| CN102756163A (zh) * | 2012-07-12 | 2012-10-31 | 芜湖市琦翔机械有限公司 | 切管加工机 |
| US9050669B2 (en) | 2012-10-04 | 2015-06-09 | Illinois Tool Works Inc. | Rapidly retractable tool support for a pipe machining apparatus |
| US9278417B2 (en) * | 2013-01-09 | 2016-03-08 | Illinois Tool Works Inc. | Pipe machining apparatuses and methods of operating the same |
| US9610636B2 (en) | 2013-01-09 | 2017-04-04 | Illinois Tool Works Inc. | Pipe machining apparatuses and methods of operating the same |
| US9399306B2 (en) | 2013-01-09 | 2016-07-26 | Illinois Tool Works Inc. | Pipe machining apparatuses and methods of operating the same |
| US10328493B2 (en) | 2013-01-09 | 2019-06-25 | Illinois Tool Works Inc. | Pipe machining apparatuses and methods of operating the same |
| US9623484B2 (en) | 2013-01-14 | 2017-04-18 | Illinois Tool Works Inc. | Pipe machining apparatuses and methods of operating the same |
| CN105792969B (zh) | 2013-10-03 | 2018-06-29 | 伊利诺斯工具制品有限公司 | 用于管道加工设备的可枢转的工具支撑件 |
| GB2519565A (en) | 2013-10-24 | 2015-04-29 | Peta Anne Shepherd | Pipe cutting apparatus |
| CN104308252A (zh) * | 2014-11-06 | 2015-01-28 | 安徽理工大学 | 一种半自动小型切管装置 |
| US10065246B2 (en) | 2015-04-13 | 2018-09-04 | Illinois Tool Works Inc. | Laser line generator tool for a pipe machining apparatus |
| CN106141282A (zh) * | 2015-04-28 | 2016-11-23 | 上海宝冶集团有限公司 | 一种大口径管道切割机 |
| US10203030B2 (en) | 2015-07-02 | 2019-02-12 | Illinois Tool Works Inc. | Gearing arrangement |
| CA2995245C (en) | 2015-08-12 | 2020-07-14 | Illinois Tool Works Inc. | Crash resistant trip for a pipe machining apparatus |
| CN106141286A (zh) * | 2016-07-28 | 2016-11-23 | 无锡市博阳超声电器有限公司 | 一种具有固定功能的手动切割机 |
| CN106270717B (zh) * | 2016-10-14 | 2018-07-03 | 东莞市金午宏业机械设备有限公司 | 全自动裁断机 |
| CN108656191A (zh) * | 2018-05-04 | 2018-10-16 | 常州港华燃气有限公司 | 割管机 |
| CN108748326B (zh) * | 2018-05-30 | 2023-10-31 | 广州特种承压设备检测研究院 | 电熔组件试样的制备装置 |
| CN109773854B (zh) * | 2019-01-24 | 2021-07-13 | 国网山东省电力公司泰安供电公司 | 一种电缆保护管切割装置 |
| CN110090998A (zh) * | 2019-05-16 | 2019-08-06 | 成都南方电子仪表有限公司 | 一种放射性厂房烟囱内部废弃金属管道切割装置 |
| CN110948549A (zh) * | 2019-11-20 | 2020-04-03 | 湖南欧威爱特新材料科技有限公司 | 一种滤芯胶头切除装置 |
| CN111604540B (zh) * | 2020-06-09 | 2020-12-08 | 诸暨凯昂科技有限公司 | 一种用于大型金属管材的加工装置 |
| CN112191921B (zh) * | 2020-09-30 | 2021-11-19 | 东台昊之峰建设工程有限公司 | 一种管道切割坡口机 |
| CN113828866A (zh) * | 2021-09-22 | 2021-12-24 | 中广核核电运营有限公司 | 切割装置 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US195307A (en) * | 1877-09-18 | Improvement in pipe-cutters | ||
| US882432A (en) * | 1907-10-03 | 1908-03-17 | Roy L Thomas | Pipe-cutter. |
| GB191212049A (en) * | 1912-05-21 | 1913-02-06 | Walter Kretzschmar | Improvements in and relating to Pipe Severing Devices. |
| US1242931A (en) * | 1916-08-10 | 1917-10-16 | Newton H Foringer | Pipe-cutter. |
| DE412269C (de) * | 1922-09-03 | 1925-04-17 | Paul Tischendorf | Selbsttaetiger Messervorschub fuer Rohrabschneidemaschinen |
| US2007122A (en) * | 1933-03-27 | 1935-07-02 | Briegel Theodore | Metal tube cutting tool |
| US2379177A (en) * | 1944-11-17 | 1945-06-26 | Lester J Pavey | Pipe cutter |
| US2447371A (en) * | 1945-04-30 | 1948-08-17 | Sipsma Stewart | Single wheel ratchet pipe cutter |
| GB1272064A (en) * | 1968-04-22 | 1972-04-26 | Arnot Alfred E R | Device for working a cylindrical work-piece |
| US3715804A (en) * | 1971-02-19 | 1973-02-13 | E Kelley | Free fulcrumed lever action for the cutting wheel pipe cutter |
| DE2405670C3 (de) * | 1974-02-06 | 1979-02-08 | Roller Albert Gmbh + Co Kg Werkzeug- Und Maschinenfabrik, 7050 Waiblingen | Rohrabschneider |
| GB1541574A (en) * | 1975-05-03 | 1979-03-07 | Arnot A R E | Pipe cutters |
| GB1477339A (en) * | 1975-06-02 | 1977-06-22 | British Gas Corp | Tool holding assembly for pipe cutting machines |
| US4114485A (en) * | 1976-12-23 | 1978-09-19 | Wheeler Manufacturing Corporation | Pipe cutter and beveler |
| US4177557A (en) * | 1978-01-13 | 1979-12-11 | Aurele Courty | Tube cutter with a ratchet handle |
| US4368577A (en) * | 1979-10-15 | 1983-01-18 | Emerson Electric Co. | Hand tool for cutting plastic pipe or the like |
| US4305205A (en) * | 1980-04-09 | 1981-12-15 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Open ended tubing cutters |
| US4416062A (en) * | 1981-08-13 | 1983-11-22 | Cummings John R | Self centering pipe cutting device |
| US4438562A (en) * | 1982-08-06 | 1984-03-27 | Aurele Courty | Manual pipe cutter |
| US4493150A (en) * | 1982-11-05 | 1985-01-15 | Garcia Carlos M | Pipe cutter with split ring frame and enclosed feeding means |
| IT1191740B (it) * | 1985-04-27 | 1988-03-23 | Reika Werk Gmbh Maschf | Macchina per troncare e smussare tubi |
| US4791842A (en) * | 1986-10-14 | 1988-12-20 | E. H. Wachs Company | Pipe machining apparatus |
| US4890385A (en) * | 1988-02-29 | 1990-01-02 | Tri Tool Inc. | Automatic feed system for a tube cutter |
| JPH0645289Y2 (ja) * | 1990-03-12 | 1994-11-24 | 日東工器株式会社 | パイプカッタ |
| US5218765A (en) * | 1992-11-17 | 1993-06-15 | Huang Chi C | Pipe cutter |
| DE4409160C1 (de) * | 1994-03-17 | 1995-09-28 | Rothenberger Werkzeuge Masch | Rohrabstechgerät für Kunststoffrohre |
| US5836079A (en) * | 1996-06-03 | 1998-11-17 | Cronin; Michael E. | Pipe cutting tool |
| JP2004508205A (ja) * | 2000-07-17 | 2004-03-18 | ビタリック カンパニー オブ アメリカ | パイプ製作装置 |
-
2005
- 2005-11-03 GB GBGB0522441.5A patent/GB0522441D0/en not_active Ceased
-
2006
- 2006-11-03 CA CA002628541A patent/CA2628541A1/en not_active Abandoned
- 2006-11-03 US US12/092,499 patent/US20080229584A1/en not_active Abandoned
- 2006-11-03 AU AU2006310316A patent/AU2006310316A1/en not_active Abandoned
- 2006-11-03 JP JP2008538413A patent/JP2009514689A/ja active Pending
- 2006-11-03 CN CNA2006800503381A patent/CN101384393A/zh active Pending
- 2006-11-03 EP EP06808398A patent/EP1948380A1/en not_active Withdrawn
- 2006-11-03 WO PCT/GB2006/004101 patent/WO2007052035A1/en active Application Filing
- 2006-11-03 GB GB0621916A patent/GB2431895B/en not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107855584A (zh) * | 2017-05-03 | 2018-03-30 | 慈溪琅华机械科技有限公司 | 一种新型切割机 |
| CN107855579A (zh) * | 2017-05-03 | 2018-03-30 | 慈溪琅华机械科技有限公司 | 一种金属件切割机 |
| CN107855584B (zh) * | 2017-05-03 | 2019-04-12 | 唐山森阳精密机械制造有限公司 | 一种新型切割机 |
| CN107855579B (zh) * | 2017-05-03 | 2019-05-24 | 江山市王牌链业有限公司 | 一种金属件切割机 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1948380A1 (en) | 2008-07-30 |
| AU2006310316A1 (en) | 2007-05-10 |
| US20080229584A1 (en) | 2008-09-25 |
| CA2628541A1 (en) | 2007-05-10 |
| GB2431895B (en) | 2009-03-18 |
| GB0522441D0 (en) | 2005-12-14 |
| GB0621916D0 (en) | 2006-12-13 |
| GB2431895A (en) | 2007-05-09 |
| CN101384393A (zh) | 2009-03-11 |
| WO2007052035A1 (en) | 2007-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009514689A (ja) | パイプ切断装置 | |
| US8906188B2 (en) | Fusion process for conduit | |
| EP0427453B1 (en) | Cutting apparatus | |
| CA2683331C (en) | Scraping tool | |
| US9636760B2 (en) | Pipe cutting apparatus | |
| US7926534B2 (en) | Pipe welder for simultaneously fusing a plurality of polyethylene pipes | |
| GB2535144A (en) | Pipe cutter for thermoplastic pipes | |
| US20090285925A1 (en) | Device for preparing pipe ends for jointing | |
| WO2002066879A1 (en) | Butt welding apparatus | |
| DK177586B1 (en) | PORTABLE APPARATUS FOR CUTTING AND TURNING PLASTIC PIPES | |
| CA2815151A1 (en) | A method of preparing a pipe for joining to another pipe | |
| US9248606B2 (en) | Method of preparing a pipe for joining to another pipe | |
| GB2171167A (en) | Manufacture of thermoplastic pipe | |
| JPH02269505A (ja) | プラスチック管の切削工具 | |
| JPS6227395Y2 (ja) | ||
| JPH0750081Y2 (ja) | プラスチック管外周の切削工具 | |
| JP2003170505A (ja) | 半自動溶着装置 | |
| AU2013202652A1 (en) | A method of preparing a pipe for joining to another pipe | |
| EP1677967B1 (en) | Plugging a hollow profile of a spirally wound pipe | |
| JPH04354601A (ja) | 繊維強化プラスチック管の管端切削装置 | |
| JPH0236642Y2 (ja) | ||
| CN113172899A (zh) | 一种pe管快捷焊接装置 | |
| JPH04193402A (ja) | 樹脂管外周面の切削装置 | |
| AU2012201773A1 (en) | Fusion process for conduit |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091103 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091103 |
|
| A072 | Dismissal of procedure [no reply to invitation to correct request for examination] |
Free format text: JAPANESE INTERMEDIATE CODE: A073 Effective date: 20110426 |