JP2008166328A - 導電性回路基板の製造方法 - Google Patents
導電性回路基板の製造方法 Download PDFInfo
- Publication number
- JP2008166328A JP2008166328A JP2006351003A JP2006351003A JP2008166328A JP 2008166328 A JP2008166328 A JP 2008166328A JP 2006351003 A JP2006351003 A JP 2006351003A JP 2006351003 A JP2006351003 A JP 2006351003A JP 2008166328 A JP2008166328 A JP 2008166328A
- Authority
- JP
- Japan
- Prior art keywords
- printed wiring
- solder
- wiring board
- solder powder
- conductive circuit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3465—Application of solder
- H05K3/3485—Application of solder paste, slurry or powder
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/04—Soldering or other types of metallurgic bonding
- H05K2203/0425—Solder powder or solder coated metal powder
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/04—Soldering or other types of metallurgic bonding
- H05K2203/043—Reflowing of solder coated conductors, not during connection of components, e.g. reflowing solder paste
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/12—Using specific substances
- H05K2203/122—Organic non-polymeric compounds, e.g. oil, wax or thiol
- H05K2203/124—Heterocyclic organic compounds, e.g. azole, furan
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/22—Secondary treatment of printed circuits
- H05K3/28—Applying non-metallic protective coatings
- H05K3/282—Applying non-metallic protective coatings for inhibiting the corrosion of the circuit, e.g. for preserving the solderability
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
【解決手段】プリント配線板上の導電性回路表面に粘着性付与化合物を用いて粘着性を付与し、該粘着部にハンダ粉末を付着させ、次いで該プリント配線板を加熱し、ハンダを溶融してハンダ回路を形成する導電性回路基板の製造方法である。この方法において、粘着性を付与した後でハンダ粉末を付着させる前のプリント配線板を、10℃以下の液体中等で保存することを特徴とする。
【選択図】なし
Description
この場合、電子部品のリード端子を、回路パターンの所定の部分に接合させるためには、基板上の導電性回路表面に予めハンダ薄層を形成させておき、ハンダペーストまたはフラックスを印刷し、所定の電子部品を位置決め載置した後、ハンダ薄層またはハンダ薄層及びハンダペーストをリフローさせ、ハンダ接続させるのが一般的である。
プリント配線板にハンダ膜によるハンダ回路を形成するためには、メッキ法、HAL(ホットエアーレベラ)法、あるいはハンダ粉末のペーストを印刷しリフローする方法などが行われている。しかし、メッキ法によるハンダ回路の製造方法は、ハンダ層を厚くするのが困難であり、HAL法、ハンダペーストの印刷による方法は、ファインピッチパターンへの対応が困難である。
また、特許文献1で開示されたプリント配線板へのハンダ粉末の付着方法は乾式で行うが、ハンダ粉末が静電気により余分な部分に付着したり、ハンダ粉末の飛散等が生ずる場合があるため、プリント配線板を、ハンダ粉末を含むスラリー中に浸漬することにより、粘着性を付与した回路部分にハンダ粉末を湿式プロセスで付着させる方法が開示されている(例えば、特許文献2参照。)。
(1)プリント配線板上の導電性回路表面に粘着性付与化合物を用いて粘着性を付与し、該粘着部にハンダ粉末を付着させ、次いで該プリント配線板を加熱し、ハンダを溶融してハンダ回路を形成する導電性回路基板の製造方法であって、粘着性を付与した後でハンダ粉末を付着させる前のプリント配線板を、10℃以下で保存することを特徴とする導電性回路基板の製造方法。
(2)プリント配線板上の導電性回路表面に粘着性付与化合物を用いて粘着性を付与し、該粘着部にハンダ粉末を付着させ、次いで該プリント配線板を加熱し、ハンダを溶融してハンダ回路を形成する導電性回路基板の製造方法であって、粘着性を付与した後でハンダ粉末を付着させる前のプリント配線板を、10℃以下の液中に保存することを特徴とする導電性回路基板の製造方法。
(3)粘着性付与化合物が、ナフトトリアゾール系誘導体、べンゾトリアゾール系誘導体、イミダゾール系誘導体、べンゾイミダゾール系誘導体、メルカプトべンゾチアゾール系誘導体、べンゾチアゾールチオ脂肪酸からなる群から選ばれた何れか一種以上の物質を含むことを特徴とする上記(1)または(2)に記載の導電性回路基板の製造方法。
(5)プリント配線板を保存する液体が水であることを特徴とする上記(2)〜(4)のいずれか1項に記載の導電性回路基板の製造方法。
(6)プリント配線板にハンダ粉末を付着させる工程を、ハンダ粉末を含む液体中で行うことを特徴とする上記(2)〜(5)の何れか1項に記載の導電性回路基板の製造方法。
(7)液体が水である上記(6)に記載の導電性回路基板の製造方法。
(8)液体中のハンダ粉末の濃度が0.5〜10体積%である上記(6)又は(7)に記載の導電性回路基板の製造方法。
(9)プリント配線板にハンダ粉末を付着させる際の、ハンダ粉末を含む液体の液温度が、30℃〜45℃の範囲内であることを特徴とする上記(6)〜(8)の何れか1項に記載の導電性回路基板の製造方法。
本発明の対象となるプリント配線板は、プラスチック基板、プラスチックフィルム基板、ガラス布基板、紙基質エポキシ樹脂基板、セラミックス基板等に金属板を積層した基板、あるいは金属基材にプラスチックあるいはセラミックス等を被覆した絶縁基板上に、金属等の導電性物質を用いて回路パターンを形成した片面プリント配線板、両面プリント配線板、多層プリント配線板あるいはフレキシブルプリント配線板等である。その他、IC基板、コンデンサ、抵抗、コイル、バリスタ、ベアチップ、ウェーハ等への適用も可能である。
この中で、本発明は、BGA(ボール・グリッド・アレイ)やCSP(チップ・サイズ・パッケージ)接合用等のバンプ形成に適用するのが好ましい。
回路を形成する導電性物質としては、ほとんどの場合銅が用いられているが、本発明ではこれに限定されず、後述する粘着性付与物質により表面に粘着性が得られる導電性の物質であればよい。これらの物質として、例えば、Ni、Sn、Ni−Au、ハンダ合金等を含む物質が例示できる。
(但し、R1〜R4は、独立に水素原子、炭素数が1〜16、好ましくは、5〜16のアルキル基、アルコキシ基、F、Br、Cl、I、シアノ基、アミノ基またはOH基を表す。)
(但し、R5〜R10は、独立に水素原子、炭素数が1〜16、好ましくは、5〜16のアルキル基、アルコキシ基、F、Br、Cl、I、シアノ基、アミノ基またはOH基を表す。)
(但し、R11、R12は、独立に水素原子、炭素数が1〜16、好ましくは、5〜16のアルキル基、アルコキシ基、F、Br、Cl、I、シアノ基、アミノ基またはOH基を表す。)
(但し、R13〜R17は、独立に水素原子、炭素数が1〜16、好ましくは、5〜16のアルキル基、アルコキシ基、F、Br、Cl、I、シアノ基、アミノ基またはOH基を表す。)
(R18〜R21は、独立に水素原子、炭素数が1〜16、好ましくは、5〜16のアルキル基、アルコキシ基、F、Br、Cl、I、シアノ基、アミノ基またはOH基を表す。)
(但し、R22〜R26は、独立に水素原子、炭素数が1〜16、好ましくは、1または2のアルキル基、アルコキシ基、F、Br、Cl、I、シアノ基、アミノ基またはOH基を表す。)
一般式(3)及び一般式(4)で示されるイミダゾール系誘導体及びべンゾイミダゾール系誘導体のR11〜R17においても、一般に炭素数の多いほうが粘着性が強い。
一般式(6)で示されるべンゾチアゾールチオ脂肪酸系誘導体においては、R22〜R26は炭素数1または2が好ましい。
なおこの場合、溶液中に銅をイオンとして100〜1000ppmを共存させると、粘着性膜の生成速度、生成量などの生成効率が高まるので好ましい。
また、本願発明の導電性回路基板の製造方法は、プリント配線板上に形成した例えば円状の微小な電極部分に、ハンダボールを1個だけ付着させる、いわゆる単粒子付着に用いることが好ましい。プリント配線板を単粒子付着により製造する場合は、各電極部分に1個のハンダボールのみを付着させるため、その箇所にハンダボールが付着しなかった場合は、そのプリント配線板は不良品となってしまう。よって、導電性回路表面の粘着力は高度に管理する必要があり、本願発明の製造方法を用いるのに適している。
ここで使用する前述の粘着性付与化合物溶液にプリント配線板を浸漬するか、または溶液を塗布すると、導電性回路表面が粘着性を示す。
本願発明では、導電性回路表面に付与された粘着性を、より長い時間持続させるために、粘着性を付与した後でハンダ粉末を付着させる前のプリント配線板を、10℃以下にして保存することを特徴とする。保存は大気中、あるいは窒素雰囲気などの気体中でも可能であるが、液体中が好ましい。このような条件下に粘着性を付与したプリント配線板を保持すると、その粘着力を2時間程度まで維持することが可能となる。すなわち、従来の製造方法では、粘着性を付与したプリント配線板は、10分間程度以内に次工程の、導電性回路表面の粘着部分へのハンダ粉末の付着工程を行う必要があったが、本発明の製造方法を用いた場合は、その処理待ち時間を2時間程度まで拡張できるため、粘着性付与工程、および、ハンダ粉末の付着工程において、より自由度の高い製造条件を設定することが可能となった。さらに、粘着性が低下したプリント配線板を再処理して粘着性を高めるなどの無駄な工程を低減させることが可能となった。
本願発明では、導電性回路表面に付与された粘着性を、より長い時間持続させるために、粘着性を付与した後でハンダ粉末を付着させる前のプリント配線板を、10℃以下で保存するが、その下限の温度は気体の場合は、粘着物の凍結温度、液体の場合は0℃、または、その液および粘着物の凍結温度である。必要以上に液温度を下げても、それほどの粘着性の持続効果は得られず、また、液体の場合、液が凍結しやすくなるなど液温度の管理が難しくなるからである。本願発明では、プリント配線板を液体中で保存する場合、液体としては水が好ましい。
水が好ましい理由は粘着物に影響を与えにくいためであり、また、粘着物の粘着発生機構に水が関与しているからである。
本願発明では、プリント配線板の粘着部分にハンダ粉末を付着させる工程を、ハンダ粉末を含む液体中で行い、またその際の、ハンダ粉末を含む液体の液温度を、30℃〜45℃の範囲内とするのが好ましい。プリント配線板の粘着部分にハンダ粉末を付着させる工程を湿式で行うことにより、ハンダ粉末が静電気により余分な部分に付着すること、また、粉末が飛散等することを防止できる。また、ハンダ粉末を含む液体の液温度を、30℃〜45℃の範囲内とすることにより、粘着部分におけるハンダ粉末の付着力を最も高めることが可能となる。
本発明に用いるハンダ粉末を含む液体は、液体中のハンダ粉末の濃度を、好ましくは0.5体積%〜10体積%の範囲内、より好ましくは、3体積%〜8体積%の範囲内とする。
本発明に用いるハンダ粉末を含む液体は、その溶媒として、水を用いるのが好ましい。また水によりハンダ粉末が酸化するのを防ぐため、脱酸素した水を用ること、また、水に防錆剤を添加することが好ましい。
本発明のハンダ粉末の平均粒径測定には通常、JISにより定められた、標準ふるいと天秤による方法を用いることができる。また、この他にも顕微鏡による画像解析や、エレクトロゾーン法によるコールターカウンターでも行うことができる。コールターカウンターについては「粉体工学便覧」(粉体工学会編、第2版p19〜p20)にその原理が示されているが、粉末を分散させた溶液を隔壁にあけた細孔に通過させ、その細孔の両側で電気抵抗変化を測定することにより粉末の粒径分布を測定するもので、粉径の個数比率を再現性良く測定することが可能である。本発明のハンダ粉末の平均粒径はマイクロトラック法を用いて定めることができる。
上記のリフロープロセスを窒素中でも大気中でも実施することが可能である。窒素リフローの場合は酸素濃度を5体積%以下、好ましくは0.5体積%以下とすることで大気リフローの場合よりハンダ回路へのハンダの濡れ性が向上し、ハンダボールの発生も少なくなり安定した処理ができる。
(実施例1・比較例)
最小電極間隔が50μm、電極径が80μmの銅箔の電極部を有するプリント配線板を作製した。
粘着性付与化合物溶液として、一般式(3)のR12のアルキル基がC11H23、R11が水素原子であるイミダゾール系化合物の2質量%水溶液を、酢酸によりpHを約4に調整して用いた。該水溶液を40℃に加温し、これに塩酸水溶液により前処理した前記プリント配線板を3分間浸漬し、銅回路表面に粘着性物質を生成させた。
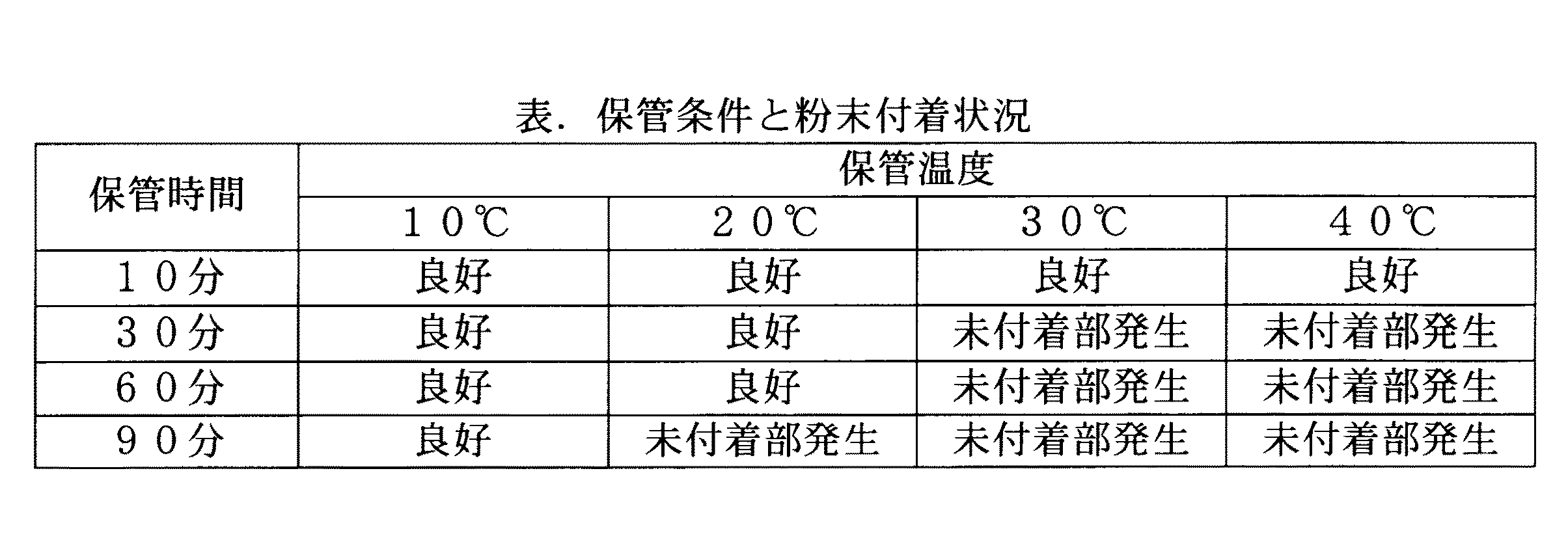
この基板を純水中で表に示す諸条件で保管した。これを次のハンダ粉末の付着に使用した。
ハンダ粉末を含むスラリーをタンク内に入れた。その後粘着性を付与した基板上にタンクの吐出口をセットし、開閉バルブを開放しハンダ粉末を含むスラリーを、基板表面を走査することにより、回路が覆われるように吐出した。
その後基板上にある余分なハンダ粉末を純水で洗い流し、基板を乾燥させた。
洗い流した粉末は回収し、再度ハンダ粉末の付着に使用した 保管条件とハンダ粉末の付着状態を表に示した。
実施例1に記載の方法において、粘着性を付与したプリント配線板を10℃、90分間純水中で保管し、このプリント配線板へのハンダ粉末の付着を、プリント配線板をスラリー中に浸漬することにより行った。具体的には、実施例1に記載のスラリーを容器に入れ、スラリーの温度を40℃とした。その後、その容器内に後粘着性を付与し純水中に冷水保管したプリント配線板を水平方向に浸漬した。さらに、スラリーをポンプにより循環させ、スラリーの吐出口でプリント配線板の表面を走査することにより、回路の粘着部分がハンダスラリーにより覆われるようにした。
製造後のプリント配線板の回路部分を実施例1と同様の方法で調べたが、ハンダ粉末が未付着の箇所はなかった。
電極径が70μm、間隔が60μmのエリアアレイのプリント配線板を作製した。プリント配線板には合計で400個の円状電極部が形成されている。導電性回路には銅を用いた。
粘着性付与化合物溶液として、実施例1と同一のイミダゾール系化合物を用いて、電極部に粘着性を付与した。このプリント配線板を、実施例2と同様の条件で、冷水保存した。
次いで該プリント配線板上に、平均粒径約60μmの96.5Sn/3.5Agハンダ粉末を50体積%の濃度で脱酸素水に分散させたスラリーを供給し、プリント配線板に50Hzの振動を与えた。このプリント配線板を脱酸素水中で軽く揺動した後に乾燥させた。
このプリント配線板にフラックスをスプレーで供給した後、240℃のオーブンに入れ、プリント配線板上のハンダ粉末を溶融した。
プリント配線板上の400個の全ての電極部には、厚さ約40μmの96.5Sn/3.5Agハンダバンプが形成した。また、ハンダバンプには、ブリッジ等は一切発生しなかった。
Claims (9)
- プリント配線板上の導電性回路表面に粘着性付与化合物を用いて粘着性を付与し、該粘着部にハンダ粉末を付着させ、次いで該プリント配線板を加熱し、ハンダを溶融してハンダ回路を形成する導電性回路基板の製造方法であって、粘着性を付与した後でハンダ粉末を付着させる前のプリント配線板を、10℃以下で保存することを特徴とする導電性回路基板の製造方法。
- プリント配線板上の導電性回路表面に粘着性付与化合物を用いて粘着性を付与し、該粘着部にハンダ粉末を付着させ、次いで該プリント配線板を加熱し、ハンダを溶融してハンダ回路を形成する導電性回路基板の製造方法であって、粘着性を付与した後でハンダ粉末を付着させる前のプリント配線板を、10℃以下の液中に保存することを特徴とする導電性回路基板の製造方法。
- 粘着性付与化合物が、ナフトトリアゾール系誘導体、べンゾトリアゾール系誘導体、イミダゾール系誘導体、べンゾイミダゾール系誘導体、メルカプトべンゾチアゾール系誘導体、べンゾチアゾールチオ脂肪酸からなる群から選ばれた何れか一種以上の物質を含むことを特徴とする請求項1または2に記載の導電性回路基板の製造方法。
- プリント配線板を保存する液中の保存温度が10℃以下、液体の凍結温度以上である請求項2又は3に記載の導電性回路基板の製造方法。
- プリント配線板を保存する液体が水であることを特徴とする請求項2〜4のいずれか1項に記載の導電性回路基板の製造方法。
- プリント配線板にハンダ粉末を付着させる工程を、ハンダ粉末を含む液体中で行うことを特徴とする請求項1〜5の何れか1項に記載の導電性回路基板の製造方法。
- 液体が水である請求項6に記載の導電性回路基板の製造方法。
- 液体中のハンダ粉末の濃度が0.5〜10体積%である請求項6又は7に記載の導電性回路基板の製造方法。
- プリント配線板にハンダ粉末を付着させる際の、ハンダ粉末を含む液体の液温度が、30℃〜45℃の範囲内であることを特徴とする請求項6〜8の何れか1項に記載の導電性回路基板の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006351003A JP4920401B2 (ja) | 2006-12-27 | 2006-12-27 | 導電性回路基板の製造方法 |
| US12/517,320 US7775417B2 (en) | 2006-12-27 | 2007-12-17 | Method of producing conductive circuit board |
| EP07851018.7A EP2100486B1 (en) | 2006-12-27 | 2007-12-17 | Method of producing conductive circuit board |
| CN2007800483058A CN101569248B (zh) | 2006-12-27 | 2007-12-17 | 制备导电电路板的方法 |
| KR1020097012188A KR101047869B1 (ko) | 2006-12-27 | 2007-12-17 | 도전성 회로 기판의 제조 방법 |
| PCT/JP2007/074611 WO2008078664A1 (en) | 2006-12-27 | 2007-12-17 | Method of producing conductive circuit board |
| TW096150283A TWI351904B (en) | 2006-12-27 | 2007-12-26 | Method of producing conductive circuit board |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006351003A JP4920401B2 (ja) | 2006-12-27 | 2006-12-27 | 導電性回路基板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008166328A true JP2008166328A (ja) | 2008-07-17 |
| JP4920401B2 JP4920401B2 (ja) | 2012-04-18 |
Family
ID=39562454
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006351003A Expired - Fee Related JP4920401B2 (ja) | 2006-12-27 | 2006-12-27 | 導電性回路基板の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7775417B2 (ja) |
| EP (1) | EP2100486B1 (ja) |
| JP (1) | JP4920401B2 (ja) |
| KR (1) | KR101047869B1 (ja) |
| CN (1) | CN101569248B (ja) |
| TW (1) | TWI351904B (ja) |
| WO (1) | WO2008078664A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007007865A1 (en) | 2005-07-11 | 2007-01-18 | Showa Denko K.K. | Method for attachment of solder powder to electronic circuit board and solder-attached electronic circuit board |
| JP5447175B2 (ja) * | 2010-05-17 | 2014-03-19 | 富士通セミコンダクター株式会社 | 半導体装置 |
| TWI406613B (zh) * | 2010-11-29 | 2013-08-21 | Chien Han Ho | Line formation method |
| CN102689068A (zh) * | 2011-03-24 | 2012-09-26 | 代芳 | 一种增加喷焊料微颗粒的喷锡技术 |
| JP6210619B2 (ja) * | 2013-04-09 | 2017-10-11 | 昭和電工株式会社 | はんだ回路基板の製造方法、はんだ回路基板及び電子部品の実装方法 |
| JP6402134B2 (ja) * | 2016-05-12 | 2018-10-10 | 株式会社タムラ製作所 | 水溶性プリフラックス、それを用いた表面処理方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005174828A (ja) * | 2003-12-12 | 2005-06-30 | Hitachi Ltd | 配線導電体形成用組成物及びそれを用いた配線基板の製造方法、並びに配線基板 |
| JP2006278650A (ja) * | 2005-03-29 | 2006-10-12 | Showa Denko Kk | ハンダ回路基板の製造方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2592757B2 (ja) | 1992-10-30 | 1997-03-19 | 昭和電工株式会社 | はんだ回路基板及びその形成方法 |
| US6476487B2 (en) * | 1992-10-30 | 2002-11-05 | Showa Denko K.K. | Solder circuit |
| US5620795A (en) * | 1993-11-10 | 1997-04-15 | Minnesota Mining And Manufacturing Company | Adhesives containing electrically conductive agents |
| US20010028953A1 (en) * | 1998-11-16 | 2001-10-11 | 3M Innovative Properties Company | Adhesive compositions and methods of use |
| JP3678048B2 (ja) * | 1999-04-05 | 2005-08-03 | 松下電器産業株式会社 | 半田プリコート方法および半田プリコート基板 |
| US6540127B2 (en) * | 2000-06-22 | 2003-04-01 | The Regents Of The University Of California | Electrostatic methods and apparatus for mounting and demounting particles from a surface having an array of tacky and non-tacky areas |
| JP2002134886A (ja) * | 2000-10-23 | 2002-05-10 | Showa Denko Kk | ハンダ付けフラックス |
| US7166491B2 (en) * | 2003-06-11 | 2007-01-23 | Fry's Metals, Inc. | Thermoplastic fluxing underfill composition and method |
| US7160740B2 (en) | 2003-07-07 | 2007-01-09 | Advanced Micro Devices, Inc. | Methods of controlling properties and characteristics of a gate insulation layer based upon electrical test data, and system for performing same |
| JP4576286B2 (ja) * | 2004-05-10 | 2010-11-04 | 昭和電工株式会社 | 電子回路基板の製造方法および電子部品の実装方法 |
| JP2008510621A (ja) * | 2004-08-25 | 2008-04-10 | 松下電器産業株式会社 | 半田組成物及び半田接合方法並びに半田接合構造 |
| CN100594089C (zh) * | 2004-08-25 | 2010-03-17 | 松下电器产业株式会社 | 焊料组合物、利用焊接的连接方法和衬底的生产方法 |
| WO2007007865A1 (en) * | 2005-07-11 | 2007-01-18 | Showa Denko K.K. | Method for attachment of solder powder to electronic circuit board and solder-attached electronic circuit board |
| WO2007029866A1 (en) * | 2005-09-09 | 2007-03-15 | Showa Denko K.K. | Method for attachment of solder powder to electronic circuit board and soldered electronic circuit board |
| JP4137112B2 (ja) * | 2005-10-20 | 2008-08-20 | 日本テキサス・インスツルメンツ株式会社 | 電子部品の製造方法 |
| KR20090039740A (ko) * | 2006-08-03 | 2009-04-22 | 쇼와 덴코 가부시키가이샤 | 땜납 회로 기판의 제조 방법 |
| EP2082630B1 (en) * | 2006-10-17 | 2012-01-25 | Showa Denko K.K. | Slurry discharge device |
| JP2008141034A (ja) * | 2006-12-04 | 2008-06-19 | Showa Denko Kk | 導電性回路基板の製造方法 |
-
2006
- 2006-12-27 JP JP2006351003A patent/JP4920401B2/ja not_active Expired - Fee Related
-
2007
- 2007-12-17 WO PCT/JP2007/074611 patent/WO2008078664A1/en not_active Ceased
- 2007-12-17 CN CN2007800483058A patent/CN101569248B/zh not_active Expired - Fee Related
- 2007-12-17 KR KR1020097012188A patent/KR101047869B1/ko not_active Expired - Fee Related
- 2007-12-17 EP EP07851018.7A patent/EP2100486B1/en not_active Not-in-force
- 2007-12-17 US US12/517,320 patent/US7775417B2/en not_active Expired - Fee Related
- 2007-12-26 TW TW096150283A patent/TWI351904B/zh not_active IP Right Cessation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005174828A (ja) * | 2003-12-12 | 2005-06-30 | Hitachi Ltd | 配線導電体形成用組成物及びそれを用いた配線基板の製造方法、並びに配線基板 |
| JP2006278650A (ja) * | 2005-03-29 | 2006-10-12 | Showa Denko Kk | ハンダ回路基板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US7775417B2 (en) | 2010-08-17 |
| KR101047869B1 (ko) | 2011-07-08 |
| WO2008078664A1 (en) | 2008-07-03 |
| JP4920401B2 (ja) | 2012-04-18 |
| EP2100486A1 (en) | 2009-09-16 |
| EP2100486A4 (en) | 2012-12-05 |
| CN101569248B (zh) | 2012-03-28 |
| CN101569248A (zh) | 2009-10-28 |
| EP2100486B1 (en) | 2015-12-02 |
| US20100065615A1 (en) | 2010-03-18 |
| TWI351904B (en) | 2011-11-01 |
| KR20090082481A (ko) | 2009-07-30 |
| TW200843597A (en) | 2008-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI418277B (zh) | 電路基板之製造方法 | |
| KR101047868B1 (ko) | 도전성 회로 기판의 제조방법 | |
| CN101536620B (zh) | 在印刷线路板上形成焊料层的方法和浆料排放装置 | |
| CN101569248B (zh) | 制备导电电路板的方法 | |
| JP4576270B2 (ja) | ハンダ回路基板の製造方法 | |
| KR20090039740A (ko) | 땜납 회로 기판의 제조 방법 | |
| JP4576286B2 (ja) | 電子回路基板の製造方法および電子部品の実装方法 | |
| JP3362079B2 (ja) | はんだ粉末定着方法 | |
| JP4875871B2 (ja) | 電子回路基板へのハンダ粉末の付着方法およびハンダ付電子配線基板 | |
| JP4819611B2 (ja) | ハンダ回路基板の製造方法 | |
| JP4819422B2 (ja) | 電子回路基板へのハンダ粉末の付着方法およびハンダ付電子配線基板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090903 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110830 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111011 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20111011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111122 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120131 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4920401 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150210 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |