JP2007258205A - 電子装置およびその製造方法 - Google Patents
電子装置およびその製造方法 Download PDFInfo
- Publication number
- JP2007258205A JP2007258205A JP2006076615A JP2006076615A JP2007258205A JP 2007258205 A JP2007258205 A JP 2007258205A JP 2006076615 A JP2006076615 A JP 2006076615A JP 2006076615 A JP2006076615 A JP 2006076615A JP 2007258205 A JP2007258205 A JP 2007258205A
- Authority
- JP
- Japan
- Prior art keywords
- bonding
- lead frame
- wire
- electronic device
- plating film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/31—Structure, shape, material or disposition of the layer connectors after the connecting process
- H01L2224/32—Structure, shape, material or disposition of the layer connectors after the connecting process of an individual layer connector
- H01L2224/321—Disposition
- H01L2224/32151—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/32221—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/32245—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being metallic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/45099—Material
- H01L2224/451—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45117—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 400°C and less than 950°C
- H01L2224/45124—Aluminium (Al) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/481—Disposition
- H01L2224/48151—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/48221—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/48245—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being metallic
- H01L2224/48247—Connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being metallic connecting the wire to a bond pad of the item
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/73—Means for bonding being of different types provided for in two or more of groups H01L2224/10, H01L2224/18, H01L2224/26, H01L2224/34, H01L2224/42, H01L2224/50, H01L2224/63, H01L2224/71
- H01L2224/732—Location after the connecting process
- H01L2224/73251—Location after the connecting process on different surfaces
- H01L2224/73265—Layer and wire connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/181—Encapsulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/19—Details of hybrid assemblies other than the semiconductor or other solid state devices to be connected
- H01L2924/191—Disposition
- H01L2924/19101—Disposition of discrete passive components
- H01L2924/19105—Disposition of discrete passive components in a side-by-side arrangement on a common die mounting substrate
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/19—Details of hybrid assemblies other than the semiconductor or other solid state devices to be connected
- H01L2924/191—Disposition
- H01L2924/19101—Disposition of discrete passive components
- H01L2924/19106—Disposition of discrete passive components in a mirrored arrangement on two different side of a common die mounting substrate
Landscapes
- Lead Frames For Integrated Circuits (AREA)
Abstract
【課題】リードフレームに電子素子を搭載したものをモールド樹脂により封止し、インナーリードと電子素子とを導電性接合部材やボンディングワイヤにて接合するとともに、アウターリードを外部の配線部材に溶接するようにした電子装置において、樹脂密着性、ワイヤボンディング性および導電性接合部材の接続信頼性を確保する。
【解決手段】前記リードフレーム20は、Cu系金属材料を母材20aとして母材20aの表面に順次、Ni−Pメッキ膜20b、母材20a表面よりも粗化された粗化Niメッキ膜20cが形成されたものであり、リードフレーム20の表面は、比表面積が1.2〜1.8かつ表面粗さRaが50nm〜150nmである。
【選択図】図1
【解決手段】前記リードフレーム20は、Cu系金属材料を母材20aとして母材20aの表面に順次、Ni−Pメッキ膜20b、母材20a表面よりも粗化された粗化Niメッキ膜20cが形成されたものであり、リードフレーム20の表面は、比表面積が1.2〜1.8かつ表面粗さRaが50nm〜150nmである。
【選択図】図1
Description
本発明は、リードフレームに電子素子を搭載したものをモールド樹脂により封止してなるとともに、はんだや導電性接着剤などの介在物を用いることなく、溶接、圧着、かしめなどにより、アウターリードを外部の配線部材に直接接触した状態で接合してなる電子装置およびその製造方法に関する。
この種の電子装置として、本出願人は、先に特願2004-230867号に記載の電子装置を提案している(たとえば、特許文献1参照)。
このものは、リードフレームのインナーリードに、はんだもしくは導電性接着剤よりなる導電性接合部材を介して電子素子を接合し、電子素子とインナーリードとをボンディングワイヤにて接続し、これらインナーリード、電子素子およびボンディングワイヤをモールド樹脂にて封止してなるものである。
さらに、このものにおいては、リードフレームのうちモールド樹脂から突出するアウターリードを、外部の配線部材と溶接により接合している。そして、この溶接性および樹脂密着性を確保するために、リードフレームを、母材であるCu系金属材料の表面に順次、比較的融点が低く溶接によって溶融しやすいNi−Pメッキ膜、母材表面よりも粗化された粗化Ni膜が形成された構成、すなわち、Cu/Ni−P/粗化Ni積層構成としている。
上記した従来の電子装置においては、アウターリードと外部の配線部材とを、溶接という手法、すなわち両者が直接接触した状態で接合される手法を用いており、上記したCu/Ni−P/粗化Ni積層構成のリードフレームを用いることで、モールド樹脂との密着性および溶接性を確保している。
ところで、この種の電子装置では、リードフレームに対して電子素子がはんだや導電性接着剤といった導電性接合部材により接合され、また、電子素子とインナーリードとがボンディングワイヤにより接続されている。
上記した本出願人の先願における電子装置では、リードフレームにおいて溶接性や樹脂密着性は考慮されているが、ワイヤボンディング性や導電性接合部材の接続性については、考慮されておらず、これらの特性の確保が必要となっている。また、本発明者の検討によれば、樹脂密着性については、上記先願のリードフレーム構成では、不十分であることもわかった。
本発明は、上記問題に鑑みてなされたものであり、Cu/Ni−P/粗化Ni積層構成のリードフレームを用い、このリードフレームに電子素子を搭載したものをモールド樹脂により封止し、インナーリードと電子素子とを導電性接合部材やボンディングワイヤにて接合するとともに、アウターリードを外部の配線部材に直接接触した状態で接合するようにした電子装置において、樹脂密着性、ワイヤボンディング性および導電性接合部材の接続信頼性を確保することを目的とする。
本発明は、Cu/Ni−P/粗化Ni積層構成のリードフレームにおいて、比表面積および表面粗さRaを変えて検討を行った結果、実験的に見出されたものである。ここで、比表面積は、上記した先願に記載されているように原子間力顕微鏡(AFM)によって求められるものであり、表面粗さRaは、JIS(日本工業規格)による算術平均粗さRaである。
本発明者の実験検討によれば、Cu/Ni−P/粗化Ni積層構成のリードフレームにおいて、比表面積が1.2よりも小さい場合および表面粗さRaが50nmよりも小さい場合には、モールド樹脂や導電性接着剤の密着性が小さく、実用レベルでは不十分である。つまり、この場合には、樹脂密着性および導電性接合部材の接続性に問題が生じることがわかった。
また、比表面積が1.8よりも大きい場合および表面粗さRaが150nmよりも大きい場合には、ワイヤボンディング性すなわちリードフレームとボンディングワイヤとの接合信頼性が小さく、実用レベルでは不十分であることがわかった。
また、比表面積が1.8よりも大きい場合および表面粗さRaが150nmよりも大きい場合には、はんだ濡れ性が大きすぎたり、導電性接着剤の樹脂成分が濡れ広がりすぎる、すなわちブリードアウトが発生したりする。つまり、この場合には、ワイヤボンディング性および導電性接合部材の接続性に問題が生じることもわかった。
さらに、この比表面積が1.8よりも大きい場合および表面粗さRaが150nmよりも大きい場合には、モールド樹脂の密着性が大きすぎることから、樹脂成形後のランナーの除去が困難になることもわかった。
本発明は、上記した本発明者の行った検討に基づいて実験的に見出されたものであり、Cu/Ni−P/粗化Ni積層構成のリードフレーム(20)において、比表面積を1.2〜1.8とし、且つ、表面粗さRaを50nm〜150nmとしたことを特徴としている。
このような比表面積および表面粗さRaの範囲を有するリードフレーム(20)とすることにより、樹脂密着性、ワイヤボンディング性および導電性接合部材の接続性を確保することができる。
ここで、リードフレーム(20)において、Cu系金属材料よりなる母材(20a)と粗化Niメッキ膜(20c)との間に位置するNi−Pメッキ膜(20b)の厚さを2μm〜5μmとすることが好ましい。
Ni−P膜メッキ(20b)の厚さが2μmよりも小さいと、導電性接合部材として、はんだ(30)を用いた場合、カーケンダルボイドが発生しやすい。また、5μmよりも大きいと、アウターリード(22)と外部の配線部材(200)とを溶接するときに、このNi−Pメッキ膜(20b)が相互拡散を阻害しやすくなる。
また、Ni−Pメッキ膜(20b)の膜厚をA、粗化Niメッキ膜(20c)の膜厚をBとしたとき、これら膜厚の比B/Aを1以下とすれば、アウターリード(22)と外部の配線部材(200)とを溶接するときに、これら両者の相互拡散が、Ni−Pメッキ膜(20b)に比べて融点の高い粗化Niメッキ膜(20c)によって阻害されることが抑制されるため、適切な溶接が行いやすくなる。
また、インナーリード(21)の表面に溝(23)を設け、この溝(23)の内面も粗化Niメッキ膜(20c)により粗化されたものとすれば、樹脂密着性をより高めることができる。
また、電子素子(10〜12)を、インナーリード(21)に対して、Pbフリーはんだ(30)により接合されたIC素子(10)と、導電性接着剤(31)により接着された制御素子(11)および受動素子(12)と、により構成するとともに、IC素子(10)とインナーリード(21)とをアルミワイヤ(40)で接続し、制御素子(11)とインナーリード(21)とを金ワイヤ(41)で接続したものにできる。これを本欄にて、第1の素子構成ということにする。
そして、この場合、リードフレーム(20)を、粗化Niメッキ膜(20c)の表面がPd膜(20d)にて被覆されたものにすれば、導電性接着剤(31)とリードフレーム(20)との接続において、リードフレーム(20)における粗化Niメッキ膜(20c)の表面がPd膜(20d)にて被覆されているため、当該粗化Niメッキ膜(20c)の酸化が防止される。
さらに、この場合、受動素子(12)を、インナーリード(20)のうちボンディングワイヤ(40、41)が接続される面とは反対側の面に接着すれば、インナーリード(21)において、受動素子(12)を接続する導電性接着剤(31)が、ボンディングワイヤ(40、41)が接続される部位にまで広がってワイヤボンディング性を阻害するということを、回避できる。
また、電子素子(10)を、インナーリード(21)にPbフリーはんだ(30)によりはんだ付けされたIC素子(10)より構成するとともに、IC素子(10)とインナーリード(21)とをアルミワイヤ(40)で接続したものにできる。これを本欄にて、第2の素子構成ということにする。
また、電子素子(11、12)を、インナーリード(21)に導電性接着剤(31)により接着された制御素子(11)および受動素子(12)により構成するとともに、制御素子(11)とインナーリード(21)とをボンディングワイヤ(40、41)で接続したものにできる。これを本欄にて、第3の素子構成ということにする。
この場合も、リードフレーム(20)を、粗化Niメッキ膜(20c)の表面がPd膜(20d)にて被覆されたものにすれば、上記第1の素子構成の場合と同様に、導電性接着剤(31)とリードフレーム(20)との接続において、粗化Niメッキ膜(20c)の酸化が防止される。
さらに、この場合にも、受動素子(12)を、インナーリード(20)のうちボンディングワイヤ(40、41)が接続される面とは反対側の面に接着すれば、上記第1の素子構成の場合と同様に、導電性接着剤(31)の広がりによるワイヤボンディング性の阻害が回避される。
また、上記した第1〜第3の素子構成を有する電子装置を製造する場合においては、リードフレーム(20)に対してアルミワイヤ(40)をボンディングするにあたって、リードフレーム(20)におけるボンディングされる部位の表面を、粗化Niメッキ膜(20c)の表面よりも平坦となるように平坦化した後、当該平坦化された表面にアルミワイヤ(40)によるワイヤボンディングを行うようにすれば、金ワイヤ(41)に比べて接合性に劣るアルミワイヤ(40)を、リードフレーム(20)に対してより適切にボンディングすることができる。
また、上記した第1および第2の素子構成を有する電子装置を製造する場合において、電子素子(10)であるIC素子(10)のはんだ付け工程を、還元雰囲気のもと無フラックスのPbフリーはんだ材料を用いて行うようにすれば、Cu/Ni−P/粗化Ni積層構成のリードフレーム(20)に対して、より適切なはんだ付けを行うことが可能となる。
また、電子素子(10〜12)として、インナーリード(21)に対してボンディングワイヤ(40、41)にて接続される第1の素子(10、11)と、インナーリード(21)のうちボンディングワイヤ(40、41)が接続される面に導電性接着剤(31)を介して接着されボンディングワイヤ(40、41)とは接続されない第2の素子(12)とを用いた場合、インナーリード(21)に対して導電性接着剤(31)を介して第2の素子(12)を接着する前に、ボンディングワイヤ(40、41)の接続を行うようにできる。
それによれば、インナーリード(21)において、受動素子(12)を接続する導電性接着剤(31)が、ボンディングワイヤ(40、41)が接続される部位にまで広がったとしても、すでにボンディングワイヤ(40、41)が接続された後であるため、ワイヤボンディング性は確保される。
なお、特許請求の範囲およびこの欄で記載した各手段の括弧内の符号は、後述する実施形態に記載の具体的手段との対応関係を示す一例である。
以下、本発明の実施形態について図に基づいて説明する。なお、以下の各実施形態相互において、互いに同一もしくは均等である部分には、説明の簡略化を図るべく、図中、同一符号を付してある。
(第1実施形態)
図1において、(a)は本発明の第1実施形態に係る電子装置100の概略断面構成を示す図であり、(b)は(a)中のリードフレーム20の断面構成を拡大して示す図である。本電子装置100は、たとえば自動車に搭載され高温環境下でも使用可能な半導体装置などに好適なものである。
図1において、(a)は本発明の第1実施形態に係る電子装置100の概略断面構成を示す図であり、(b)は(a)中のリードフレーム20の断面構成を拡大して示す図である。本電子装置100は、たとえば自動車に搭載され高温環境下でも使用可能な半導体装置などに好適なものである。
図1(a)に示されるように、本電子装置100は、大きくは、リードフレーム20と、リードフレーム20のインナーリード21に、はんだ30もしくは導電性接着剤31よりなる導電性接合部材を介して接合された電子素子10、11、12と、インナーリード21と電子素子10、11とを接続するボンディングワイヤ40、41と、インナーリード21、電子素子10〜12およびボンディングワイヤ40、41を封止するモールド樹脂50とを備えて構成されている。
そして、図1(a)に示されるように、この電子装置100においては、リードフレーム20のうちモールド樹脂50から突出するアウターリード22は、外部の配線部材200と直接接触した状態で溶接部210にて溶接されている。この溶接の形態としては、抵抗溶接、レーザ溶接などが挙げられる。
本実施形態では、電子素子10〜12は、IC素子10と、制御素子11と、受動素子12より構成されている。ここで、IC素子10はパワー素子などの能動素子であり、制御素子11はICチップなどであり、これらは、シリコン半導体基板に周知の半導体製造技術を用いてトランジスタ素子などを形成してなるものである。また、受動素子12は、コンデンサや抵抗などの一般的な受動素子を採用できる。
そして、図1に示されるように、IC素子10は、インナーリード21に導電性接合部材としてのPbフリーはんだ30によりはんだ付けされている。また、このIC素子10とは、独立したもう一つのインナーリード21すなわちアウターリード22と一体のインナーリード21には、制御素子11、受動素子12が、それぞれ導電性接合部材としての導電性接着剤31により接着されている。
本例では、図1に示されるように、制御素子11および受動素子12は、共通のインナーリード21における同一面上に搭載されている。なお、Pbフリーはんだ30は、鉛を含まないSn−Agなどのはんだ材料であり、また、導電性接着剤31は銀ペーストなどであり、それぞれ、この種の電子装置の分野において適用される一般的なものを採用することができる。
また、制御素子11および受動素子12が搭載されているインナーリード21とIC素子10とは、ボンディングワイヤとしてのアルミよりなるアルミワイヤ40により結線され、電気的に接続されている。
さらに、制御素子11と当該制御素子11を搭載するインナーリード21とはボンディングワイヤとしての金よりなる金ワイヤ41により結線され、電気的に接続されている。これらアルミワイヤ40および金ワイヤ41は、たとえば、一般的なアルミや金を用いたワイヤボンディング法により形成される。
そして、これら電子素子10〜12、ボンディングワイヤ40、41、およびリードフレーム20におけるインナーリード21はモールド樹脂50により包み込まれるようにモールドされ封止されている。
このモールド樹脂50は、通常の樹脂封止型半導体装置に用いられるエポキシ系樹脂などのモールド材料を採用して、金型を用いたトランスファーモールド法などにより形成されるものである。
ここで、リードフレーム20のうちアウターリード22は、モールド樹脂50から突出し、上述したように、外部の配線部材200と溶接され、電気的・機械的に接合されるようになっている。
具体的に、本実施形態の外部の配線部材200は、その表面が溶接の熱で溶融しやすいものを材料として構成されており、たとえば、SPCC(一般冷延鋼板)に無電解Ni−Pメッキが施されたものを採用できる。
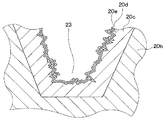
ここで、本実施形態では、図1(b)に示されるように、リードフレーム20の全体すなわちリードフレーム20におけるインナーリード21およびアウターリード22は、Cu系金属材料よりなる母材20aの表面に順次にNi−Pメッキ膜20b、粗化Niメッキ膜20c、Pd膜20d、Au膜20eが設けられてなる。
母材20aを構成するCu系金属材料としては、Cu単独でもよいし、Cu合金でもよい。母材20a上の膜20b〜20eは、リードフレーム20の母材20aをエッチングやスタンピングなどで、リードフレーム形状にパターニングした後、メッキ処理することで形成されるものである。
また、リードフレーム20において、粗化Niメッキ膜20cの表面は、母材20aの表面よりも粗化された形状となっている。それにより、リードフレーム20の最表面は、このNiメッキ膜20cの粗化形状を承継した粗化形状となっている。
本実施形態では、このリードフレーム20の表面の粗化レベルを、比表面積が1.2以上1.8以下であって且つ表面粗さRaが50nm以上150nm以下であるものとしている。
ここで、比表面積は、原子間力顕微鏡(AFM)で測定した値であり、単位面積の表面をスキャンして単位面積で割った値である。また、表面粗さRaは、JIS(日本工業規格)による算術平均粗さRaである。
このような比表面積および表面粗さRaは、上述したように、Cu/Ni−P/粗化Ni積層構成のリードフレーム20における樹脂密着性、ワイヤボンディング性および導電性接合部材30、31の接続性について、本発明者が行った実験結果に基づいて求められた範囲である。具体的には、これらの特性について剥離強度などを調査することにより検討を行った。
比表面積が1.2未満の場合または表面粗さRaが50nm未満の場合、リードフレーム20の表面のアンカー効果が低下し、モールド樹脂50との密着性および導電性接着剤31との接合性が低下し、信頼性を満足しない。
また、比表面積が1.8よりも大きい場合または表面粗さRaが150nmよりも大きい場合、リードフレーム20の表面形態において、アンカー効果が大きくなるとともに、毛細管力が大きくなる。
そのため、導電性接着剤31のブリードアウトが、インナーリード21上のワイヤボンディング領域まで広がってワイヤボンディング性を阻害したり、Pbフリーはんだ30の濡れ過剰による指定領域以外へのはんだの広がりが生じたり、ワイヤボンディング領域の平坦性の不足によるワイヤ接合性の不良が生じる。また、この場合、モールド樹脂50の密着力の過剰によって、樹脂成形後のランナー除去性が低下する。
また、リードフレーム20において、母材20aの上に形成されたNi−Pメッキ膜20bは、無電解メッキ法により形成されたものである。このNi−Pメッキ膜20bは、一般的な無電解Ni−Pメッキ浴、メッキ条件でメッキすればよい。
具体的に、メッキ浴には、通常、次亜リン酸ナトリウム(NaH2PO2)が還元剤として入っており、その中のPがNiメッキ膜中に7〜13%含有される。このことにより純Ni(1450℃)に比べて融点(たとえば、800℃程度)が下がる。
本実施形態では、Ni−Pメッキ膜20bの厚さを2μm以上5μm以下としている。まず、Ni−Pメッキ膜20bの厚さを2μm以上としたのは、2μm未満であると、Pbフリーはんだ30によるIC素子10のはんだ付けにおいて、カーケンダルボイドが発生することによる。
カーケンダルボイドは、はんだ付け時のはんだ喰われ、および、自動車環境特有の高温環境によるはんだ・Ni間の拡散により、製造時および経時的にNiメッキ膜の厚さが減少することにより、発生する。そして、このカーケンダルボイドによる信頼性低下が問題となる。
また、自動車環境では、塩水等の腐食性の環境にさらされるが、その場合、粗化Niメッキ膜20cは、粗化されているために、このような耐腐食環境に対する耐性が低い。そのため、被覆性の良いNi−Pメッキ膜20bが必要となり、このことからも2μm以上の厚さが必要となる。
また、このNi−Pメッキ膜20bの厚さが5μmよりも厚いと、アウターリード22を外部の配線部材200と溶接する際に、これら溶接される両部材22、200同士の相互拡散の阻害要因となる。また、5μmよりも厚い場合、アウターリード22を溶接する前に曲げ加工を加えたとき、Ni−Pメッキ膜20bに割れが発生する。
また、Ni−Pメッキ膜20bの上に設けられる粗化Niメッキ膜20cは、電気メッキ法もしくは無電解メッキ法によって形成される。この粗化Niメッキ膜20cの形成においては、リードフレーム20の形状やメッキ設備、ライン構成等の事情により電気メッキ法、無電解メッキ法を選択すればよい。
この粗化メッキ膜20cの粗化方法は公知である。たとえば、メッキ成膜時にメッキ条件や薬液成分を調整するなどにより粗化を行ってもよいし、メッキ前のリード母材またはメッキ後にサンドブラスト等による機械的粗化または薬品による化学的粗化により行ってもよい。
本実施形態では、この粗化Niメッキ膜20cの厚さを0.5μm以上2.0μm以下としている。粗化メッキ膜20cの表面形態がリードフレーム20の表面形態を形成するが、粗化メッキ膜20cの厚さが0.5μm未満であると、上記したリードフレーム20の比表面積が大きくなりすぎてしまう。また、2.0μmよりも大きいと、上記比表面積が小さくなりすぎてしまう。
さらに、本実施形態では、Ni−Pメッキ膜20bの膜厚をA、粗化Niメッキ膜20cの膜厚をBとしたとき、前者の膜厚Aに対する後者の膜厚Bの比B/Aを1以下としている。つまり、本実施形態では、Ni−Pメッキ膜20bを粗化Niメッキ膜20cよりも厚くしている。
Ni−Pの融点は約800℃、Niの融点は1450℃であるため、もし、粗化Niメッキ膜20cの方が厚すぎると、アウターリード22と外部の配線部材200との溶接時において、この粗化Niメッキ膜20cがバリアとなって、溶接される両部材22、200の相互拡散を阻害する。
そのため、溶接条件等の制約が大きくなるが、本実施形態では、粗化Niメッキ膜20cをNi−Pメッキ膜20bよりも薄くすることで、そのような問題を極力回避するようにしている。
また、この粗化Niメッキ膜20cの上に設けられるPd膜20d、Au膜20eは、電気メッキ法もしくは無電解メッキ法またはメッキ以外のスパッタ、蒸着などによって形成される。その膜厚は共に、たとえば0.002μm〜0.02μm程度である。
また、本実施形態では、図1(a)に示されるように、インナーリード21の表面には、当該表面より凹んだ溝23が設けられている。この溝23は、母材20aにプレス加工などを施すことにより容易に形成することができる。
図2は、この溝23の拡大断面図である。図2に示されるように、溝23の内面は、粗化Niメッキ膜20cにより粗化されたものとなっている。溝23の内部も粗化することにより、アンカー効果を高めることができ、樹脂密着性をより高め、信頼性を向上させることができる。
このような本実施形態の電子装置100は、リードフレーム20に、各導電性接合部材30、31を用いて上記各電子素子10〜12を搭載し、ワイヤボンディングを行って各部をボンディングワイヤ40、41にて結線した後、モールド樹脂50で封止することにより製造される。
ここで、本実施形態では、上記製造方法において、電子素子10のはんだ付け工程すなわちIC素子10のPbフリーはんだ30によるはんだ付けは、還元雰囲気のもと無フラックスのPbフリーはんだ材料を用いて行う。たとえば、当該はんだ付けは、水素雰囲気中でフラックスを含まないはんだ箔やはんだワイヤなどを用いて行う。
Cu/Ni−P/粗化Ni積層構成を採用している本実施形態のリードフレーム20では、粗化された表面の毛細管力が大きいため、はんだ濡れ性が高くなる。ここで、フラックスを含有するはんだ材料を用いると、そのフラックスの濡れ性も高くなることから、リードフレーム20の表面にフラックスが残渣として残りやすくなり、絶縁信頼性などに問題が生じる。
その点、はんだ箔やはんだワイヤなどの無フラックスのPbフリーはんだ材料を用いれば、そのような問題を回避できる。また、フラックスは、はんだ濡れ性や酸化防止の役割を果たすが、粗化されたリードフレーム20の表面においては、はんだ濡れ性が高いため無フラックスでも問題はなく、また、水素などの還元雰囲気ではんだ付けを行うことで、リードフレーム20表面の酸化防止は可能である。
また、本実施形態では、上記製造方法において、リードフレーム20に対してアルミワイヤ40をボンディングするにあたって、リードフレーム20におけるボンディングされる部位の表面を、粗化Niメッキ膜20cの表面よりも平坦となるように平坦化した後、アルミワイヤ40によるワイヤボンディングを行う。
具体的には、アルミワイヤ40のボンディングを行う際に、粗化されたリードフレーム20の表面の比表面積から求まる荷重および超音波パワーにて、ワイヤ40による摩擦を行うことにより、ボンディングを行う箇所の粗化面を削って平坦化し、その後、通常の荷重および超音波パワーにてボンディングを行うというように、2段階の条件でワイヤボンディングを行う。
この2段階のボンディング条件は、前者の段階を第1工程、後者の段階を第2工程として、図3に示される。図3(a)は、ボンディング時間と荷重との関係を示す図、図3(b)は、ボンディング時間と超音波パワーとの関係を示す図である。
図3に示されるように、第1工程では、ボンディングツールに保持されたアルミワイヤ40を、リードフレーム20のボンディング領域に当て、第2工程よりも小さな荷重および超音波パワーにて擦る。こうしてボンディング領域を平坦化した後、第2工程では、荷重および超音波パワーを大きくし、ボンディングツールに保持されたアルミワイヤ40をボンディング領域に当ててボンディングを行う。
具体的には、φ300μmの太線のアルミワイヤ40において、リードフレーム20の比表面積が1.5の場合、第1工程の条件として、荷重:160g±15g、超音波パワー:0.7P±0.1P、とする。
また、第2工程では、荷重および超音波パワーは、従来のボンディング方法と同じく、ワイヤの線径や要求するつぶれ幅等の条件により決定する。なお、第1工程の荷重についても、アルミワイヤ40の線径やボンディングツール形状等が異なれば、これらの条件により異なることはいうまでもない。
また、このようにボンディング前に平坦化処理を行う方法としては、アルミワイヤ40のボンディングを行う前に、ボンディングツール等を用いてボンディング領域の表面を摩擦したり、ボンディングツールを用いてボンディング領域の粗化面を押しつぶす等の方法を用いてもよい。
さらに、その他の平坦化の方法として、リードフレーム20にメッキを行うときに、部分的なマスキングを施すなど方法で、アルミワイヤ40がボンディングされる箇所の粗化を無くしてもよい。
たとえば、その方法としては、Ni−Pメッキ膜20bを母材20aの全面に施した後、ボンディング領域となる部位に対して部分的なマスキングを行い、その後、粗化Niメッキ膜20c、Pd膜20d、Au膜20eを形成すればよい。
このように、アルミワイヤ40のボンディング前の平坦化処理を行うことにより、金ワイヤ41に比べて接合性に劣るアルミワイヤ40を、より適切に、リードフレーム20に対してボンディングすることができる。
また、本実施形態では、電子素子10〜12として、インナーリード21に対してボンディングワイヤ40、41にて接続される第1の素子としてのIC素子10および制御素子11と、インナーリード21のうちボンディングワイヤ40、41が接続される面に導電性接着剤31を介して接着されるがボンディングワイヤ40、41とは接続されない第2の素子としての受動素子12とが用いられている。
そこで、本実施形態では、上記製造方法において、インナーリード21に対して導電性接着剤31を介して第2の素子としての受動素子12を接着する前に、ボンディングワイヤ40、41の接続を行うようにしてもよい。
本実施形態では、導電性接着剤31から出るブリードアウトが、粗化されたリードフレーム20の表面の毛細管力により広がりやすくなっている。このブリードアウトがワイヤボンディングを行う領域にまで広がると、その後に、ワイヤボンディングを行う場合、ワイヤ接合性を確保できなくなる。
これに対して、受動素子12を接合する領域とワイヤボンディング領域との間隔を広げることも考えられるが、電子装置の体格が大きくなってしまう。そこで、受動素子12を導電性接着剤31にて接着する前に、IC素子10および制御素子11とインナーリード21とのワイヤボンド接続を行えば、そのような問題を回避できる。
以上のように、本実施形態の電子装置100によれば、Cu/Ni−P/粗化Ni積層構成のリードフレーム20において、比表面積を1.2〜1.8とし、且つ、表面粗さRaを50nm〜150nmとすることにより、樹脂密着性、ワイヤボンディング性および導電性接合部材の接続性を確保することができる。
また、本実施形態では、リードフレーム20における粗化Niメッキ膜20cの表面がPd膜20dにて被覆されており、粗化Niメッキ膜20cの酸化が防止されるため、導電性接着剤31を介した制御素子11および受動素子12の搭載において、導電性接着剤31とリードフレーム20との接続性をより向上させることができる。
なお、IC素子10の搭載、すなわち、Pbフリーはんだ30とリードフレーム20との接続においては、はんだ付けは還元雰囲気で行われるので、リードフレーム20における粗化Niメッキ膜20cの表面がPd膜20dにて被覆されていなくても、その酸化は起こりにくい。
また、上記図示例においては、リードフレーム20のメッキ膜は、Ni−Pメッキ/粗化Niメッキ/Pd/Auの4層構造となるが、場合によっては最表層のAuメッキ膜20eの無い3層構造(Ni−Pメッキ/粗化Niメッキ/Pd)であってもよい。
(第2実施形態)
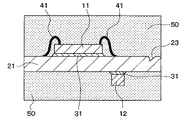
図4は、本発明の第2実施形態に係る電子装置の要部を示す概略断面図である。本実施形態の電子装置において、この図4に示されない部分は、上記第1実施形態と同様の構成である。
図4は、本発明の第2実施形態に係る電子装置の要部を示す概略断面図である。本実施形態の電子装置において、この図4に示されない部分は、上記第1実施形態と同様の構成である。
上記第1実施形態では、上記図1に示したように、制御素子11および受動素子12は、共通のインナーリード21における同一面上に搭載されていた。つまり、受動素子12は、インナーリード20のうちボンディングワイヤ40、41が接続される面に搭載されていた。
それに対して、本実施形態では、図4に示されるように、ワイヤボンディングされない受動素子12を、制御素子11とは反対側の面すなわち、インナーリード20のうちボンディングワイヤ40、41が接続される面とは反対側の面に接着している。
それによれば、インナーリード20において、ワイヤボンディング領域と導電性接着剤31からのブリードアウトの距離を確保することができ、受動素子12の接着の前後によらず、ワイヤボンディングを行うことができる。
本実施形態では、受動素子12の導電性接着剤31による接着の前にワイヤボンディングを行う必要はなくなるが、それ以外の作用効果については、上記第1実施形態と同様である。
(第3実施形態)
図5は、本発明の第3実施形態に係る電子装置200の概略断面構成を示す図である。本実施形態の電子装置200は、図5に示されるように、電子素子を、インナーリード21にPbフリーはんだ30によりはんだ付けされたIC素子10より構成している。
図5は、本発明の第3実施形態に係る電子装置200の概略断面構成を示す図である。本実施形態の電子装置200は、図5に示されるように、電子素子を、インナーリード21にPbフリーはんだ30によりはんだ付けされたIC素子10より構成している。
そして、上記第1実施形態とは異なり、IC素子10が搭載されているインナーリード21とは別のもう一つのインナーリード21には、電子素子は搭載されておらず、このもう一つのインナーリード21とIC素子10とを、アルミワイヤ40により結線し電気的に接続している。
ここで、本実施形態においても、リードフレーム20の構成、具体的には、上記比表面積、表面粗さRa、各メッキ膜20b、20cの膜厚については、上記第1実施形態と同様のものにできる。それにより、本電子装置200によっても、樹脂密着性、ワイヤボンディング性および導電性接合部材の接続性を確保することができる。
なお、本実施形態の製造方法においても、上記第1実施形態に示したような還元雰囲気・無フラックスのはんだ付け、アルミワイヤ40のボンディング前の平坦化処理といった各手法を採用することができる。
また、本実施形態においても、リードフレーム20のメッキ膜としては、Ni−Pメッキ/粗化Niメッキ/Pd/Auの4層構造以外にも、場合によってはNi−Pメッキ/粗化Niメッキ/Pdの3層構造であってもよい。
さらに、本実施形態では、インナーリード21に対して導電性接着剤31による接合がなされないため、リードフレーム20のメッキ膜としては、Pd膜20d、Au膜20eの無い2層構造(Ni−Pメッキ/粗化Niメッキ)であってもよい。
(第4実施形態)
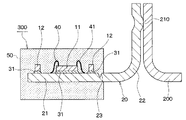
図6は、本発明の第4実施形態に係る電子装置300の概略断面構成を示す図である。本実施形態では、電子素子11、12を、アウターリード22と一体のインナーリード21に対して、導電性接着剤31により接着された制御素子11および受動素子12により構成している。
図6は、本発明の第4実施形態に係る電子装置300の概略断面構成を示す図である。本実施形態では、電子素子11、12を、アウターリード22と一体のインナーリード21に対して、導電性接着剤31により接着された制御素子11および受動素子12により構成している。
ここで、上記第1実施形態と同様に、制御素子11は、インナーリード21に対してボンディングワイヤ40、41にて接続される第1の素子として構成されている。そして、、制御素子11とインナーリード21とはアルミワイヤ40および金ワイヤ41により結線され電気的に接続されている。
また、受動素子12は、インナーリード21のうちボンディングワイヤ40、41が接続される面に導電性接着剤31を介して接着されるがボンディングワイヤ40、41とは接続されない第2の素子として構成されている。
ここで、本実施形態においても、リードフレーム20の構成、具体的には、上記比表面積、表面粗さRa、各メッキ膜20b、20cの膜厚については、上記第1実施形態と同様のものにできる。それにより、本電子装置300によっても、樹脂密着性、ワイヤボンディング性および導電性接合部材の接続性を確保することができる。
また、本実施形態によっても、リードフレーム20における粗化Niメッキ膜20cの表面がPd膜20dにて被覆されており、粗化Niメッキ膜20cの酸化が防止されるため、制御素子11および受動素子12の搭載において、導電性接着剤31とリードフレーム20との接続性をより向上させることができる。
なお、本実施形態の製造方法においても、上記第1実施形態に示したような還元雰囲気・無フラックスのはんだ付け、アルミワイヤ40のボンディング前の平坦化処理、受動素子12の導電性接着剤31による接着前のワイヤボンディングといった各手法を採用することができる。
また、本実施形態においても、リードフレーム20のメッキ膜としては、Ni−Pメッキ/粗化Niメッキ/Pd/Auの4層構造以外にも、場合によってはNi−Pメッキ/粗化Niメッキ/Pdの3層構造であってもよい。
さらに、本実施形態においても、上記第2実施形態に示したように、ワイヤボンディングされない受動素子12を、制御素子11とは反対側の面すなわち、インナーリード20のうちボンディングワイヤ40、41が接続される面とは反対側の面に接着してもよく、その効果も同様である。
(他の実施形態)
なお、上記各図に示した電子装置は、一実施形態を示すものであり、リードフレームのインナーリードに、はんだもしくは導電性接着剤よりなる導電性接合部材を介して電子素子を接合し、これらをモールド樹脂で封止するという樹脂封止型の電子装置であれば、モールド樹脂内の各部構成は、上記各図に限定されるものではない。
なお、上記各図に示した電子装置は、一実施形態を示すものであり、リードフレームのインナーリードに、はんだもしくは導電性接着剤よりなる導電性接合部材を介して電子素子を接合し、これらをモールド樹脂で封止するという樹脂封止型の電子装置であれば、モールド樹脂内の各部構成は、上記各図に限定されるものではない。
たとえば、上記した各図において、モールド樹脂50内に設けられる電子素子としては、図中の電子素子10〜12以外の他の電子素子が設けられていてもよい。また、インナーリードの形状や数などについても適宜設計変更可能である。
また、このような樹脂封止型の電子装置において、リードフレームが、上記した範囲の比表面積および表面粗さRaを持つCu/Ni−P/粗化Ni積層構成のものであるならば、アウターリードと外部の配線部材との接合は、上記した溶接以外でも、圧着、かしめなどでもよい。
つまり、アウターリードと外部の配線部材との接合は、はんだや導電性接着剤などの介在物を介することなく、アウターリードが外部の配線部材と直接接触した状態で行われるものであればよい。また、アウターリードの形状についても、上記した各図に示されるような曲げ形状に限定されるものではなく、それ以外の曲げ形状あるいはストレートな形状であってもよい。
10…電子素子であり第1の素子としてのIC素子、
11…電子素子であり第1の素子としての制御素子、
12…電子素子であり第2の素子としての受動素子、20…リードフレーム、
20a…母材、20b…Ni−Pメッキ膜、20c…粗化Niメッキ膜、
20d…Pd膜、21…インナーリード、22…アウターリード、23…溝、
30…導電性接合部材としてのPbフリーはんだ、
31…導電性接合部材としての導電性接着剤、40…アルミワイヤ、
41…金ワイヤ、50…モールド樹脂、200…外部の配線部材。
11…電子素子であり第1の素子としての制御素子、
12…電子素子であり第2の素子としての受動素子、20…リードフレーム、
20a…母材、20b…Ni−Pメッキ膜、20c…粗化Niメッキ膜、
20d…Pd膜、21…インナーリード、22…アウターリード、23…溝、
30…導電性接合部材としてのPbフリーはんだ、
31…導電性接合部材としての導電性接着剤、40…アルミワイヤ、
41…金ワイヤ、50…モールド樹脂、200…外部の配線部材。
Claims (12)
- リードフレーム(20)と、
前記リードフレーム(20)のインナーリード(21)に、はんだもしくは導電性接着剤よりなる導電性接合部材(30、31)を介して接合された電子素子(10〜12)と、
前記インナーリード(21)と前記電子素子(10〜12)とを接続するボンディングワイヤ(40、41)と、
前記インナーリード(21)、前記電子素子(10〜12)および前記ボンディングワイヤ(40、41)を封止するモールド樹脂(50)とを備え、
前記リードフレーム(20)のうち前記モールド樹脂(50)から突出するアウターリード(22)は、外部の配線部材(200)と直接接触した状態で接合されるものであり、
前記リードフレーム(20)は、Cu系金属材料を母材(20a)として当該母材(20a)の表面に順次、Ni−Pメッキ膜(20b)、前記母材(20a)表面よりも粗化された粗化Niメッキ膜(20c)が形成されたものよりなる電子装置において、
前記リードフレーム(20)の表面は、比表面積が1.2〜1.8かつ表面粗さRaが50nm〜150nmであることを特徴とする電子装置。 - 前記Ni−Pメッキ膜(20b)の厚さは2μm〜5μmである請求項1に記載の電子装置。
- 前記Ni−Pメッキ膜(20b)の膜厚をA、前記粗化Niメッキ膜(20c)の膜厚をBとしたとき、これらの比B/Aが1以下であることを特徴とする請求項1または2に記載の電子装置。
- 前記インナーリード(21)の表面には、溝(23)が設けられており、この溝(23)の内面は、前記粗化Niメッキ膜(20c)により粗化されたものとなっていることを特徴とする請求項1ないし3のいずれか1つに記載の電子装置。
- 前記電子素子(10〜12)は、前記インナーリード(21)に前記導電性接合部材としてのPbフリーはんだ(30)によりはんだ付けされたIC素子(10)と、前記インナーリード(21)に前記導電性接合部材としての導電性接着剤(31)により接着された制御素子(11)および受動素子(12)と、により構成され、
前記IC素子(10)と前記インナーリード(21)とは前記ボンディングワイヤとしてのアルミよりなるアルミワイヤ(40)で接続され、
前記制御素子(11)と前記インナーリード(21)とは前記ボンディングワイヤとしての金よりなる金ワイヤ(41)で接続されており、
前記リードフレーム(20)は、前記粗化Niメッキ膜(20c)の表面をPd膜(20d)にて被覆したものであることを特徴とする請求項1ないし4のいずれか1つに記載の電子装置。 - 前記受動素子(12)は、前記インナーリード(20)のうち前記ボンディングワイヤ(40、41)が接続される面とは反対側の面に接着されていることを特徴とする請求項5に記載の電子装置。
- 前記電子素子(10)は、前記インナーリード(21)に前記導電性接合部材としてのPbフリーはんだ(30)によりはんだ付けされたIC素子(10)より構成され、
前記IC素子(10)と前記インナーリード(21)とは前記ボンディングワイヤとしてのアルミよりなるアルミワイヤ(40)で接続されていることを特徴とする請求項1ないし4のいずれか1つに記載の電子装置。 - 前記電子素子(11、12)は、前記インナーリード(21)に前記導電性接合部材としての導電性接着剤(31)により接着された制御素子(11)および受動素子(12)により構成され、
前記制御素子(11)と前記インナーリード(21)とは前記ボンディングワイヤ(40、41)で接続されており、
前記リードフレーム(20)は、前記粗化Niメッキ膜(20c)の表面をPd膜(20d)にて被覆したものであることを特徴とする請求項1ないし4のいずれか1つに記載の電子装置。 - 前記受動素子(12)は、前記インナーリード(21)のうち前記ボンディングワイヤ(40、41)が接続される面とは反対側の面に接着されていることを特徴とする請求項8に記載の電子装置。
- 請求項5ないし9のいずれか1つに記載の電子装置の製造方法であって、
前記リードフレーム(20)に対して前記ボンディングワイヤとしてアルミよりなるアルミワイヤ(40)をボンディングするにあたって、前記リードフレーム(20)におけるボンディングされる部位の表面を、前記粗化Niメッキ膜(20c)の表面よりも平坦となるように平坦化した後、前記アルミワイヤ(40)によるワイヤボンディングを行うことを特徴とする電子装置の製造方法。 - 請求項5ないし7のいずれか1つに記載の電子装置の製造方法であって、
前記IC素子(10)のはんだ付け工程は、還元雰囲気のもと無フラックスのPbフリーはんだ材料を用いて行うことを特徴とする電子装置の製造方法。 - 請求項1ないし4のいずれか1つに記載の電子装置の製造方法であって、
前記電子素子(10〜12)として、前記インナーリード(21)に対して前記ボンディングワイヤ(40、41)にて接続される第1の素子(10、11)と、前記インナーリード(21)のうち前記ボンディングワイヤ(40、41)が接続される面に前記導電性接合部材としての導電性接着剤(31)を介して接着され前記ボンディングワイヤ(40、41)とは接続されない第2の素子(12)とを用い、
前記インナーリード(21)に対して前記導電性接着剤(31)を介して前記第2の素子(12)を接着する前に、前記ボンディングワイヤ(40、41)の接続を行うことを特徴とする電子装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006076615A JP2007258205A (ja) | 2006-03-20 | 2006-03-20 | 電子装置およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006076615A JP2007258205A (ja) | 2006-03-20 | 2006-03-20 | 電子装置およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007258205A true JP2007258205A (ja) | 2007-10-04 |
Family
ID=38632176
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006076615A Pending JP2007258205A (ja) | 2006-03-20 | 2006-03-20 | 電子装置およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007258205A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008028286A (ja) * | 2006-07-25 | 2008-02-07 | Fuji Electric Holdings Co Ltd | 半導体装置の製造方法 |
| WO2010104274A2 (en) * | 2009-03-12 | 2010-09-16 | Lg Innotek Co., Ltd. | Lead frame and method for manufacturing the same |
| JP2014086686A (ja) * | 2012-10-26 | 2014-05-12 | Sumitomo Metal Mining Co Ltd | 半導体素子搭載用基板 |
| JP2014086685A (ja) * | 2012-10-26 | 2014-05-12 | Sumitomo Metal Mining Co Ltd | 半導体素子搭載用基板及びその製造方法 |
| JP2015090960A (ja) * | 2013-11-07 | 2015-05-11 | 株式会社デンソー | 半導体パッケージ |
| JP2015211157A (ja) * | 2014-04-28 | 2015-11-24 | 三菱電機株式会社 | パワー半導体モジュールおよびその製造方法 |
| JPWO2017179447A1 (ja) * | 2016-04-12 | 2018-04-19 | 古河電気工業株式会社 | リードフレーム材およびその製造方法 |
| US11114368B2 (en) | 2017-04-14 | 2021-09-07 | Denso Corporation | Base material, mold package, base material manufacturing method, and mold package manufacturing method |
| JP7423197B2 (ja) | 2019-05-10 | 2024-01-29 | ローム株式会社 | 半導体装置 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4918591Y1 (ja) * | 1969-02-03 | 1974-05-17 | ||
| JPS5827352A (ja) * | 1981-08-12 | 1983-02-18 | Hitachi Ltd | 半導体装置 |
| JPS6457741A (en) * | 1987-08-28 | 1989-03-06 | Kobe Steel Ltd | Direct bonding ic lead frame |
| JPH05308115A (ja) * | 1992-04-28 | 1993-11-19 | Nippondenso Co Ltd | 混成集積回路 |
| JP2004007021A (ja) * | 2003-09-30 | 2004-01-08 | Sanyo Electric Co Ltd | 半導体装置およびその製造方法 |
| JP2004339584A (ja) * | 2003-05-16 | 2004-12-02 | Mitsui High Tec Inc | リードフレーム及びそのめっき方法 |
| JP2004349497A (ja) * | 2003-05-22 | 2004-12-09 | Shinko Electric Ind Co Ltd | パッケージ部品及び半導体パッケージ |
| JP2005340268A (ja) * | 2004-05-24 | 2005-12-08 | Renesas Technology Corp | トランジスタパッケージ |
| JP2006049698A (ja) * | 2004-08-06 | 2006-02-16 | Denso Corp | 樹脂封止型半導体装置 |
-
2006
- 2006-03-20 JP JP2006076615A patent/JP2007258205A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4918591Y1 (ja) * | 1969-02-03 | 1974-05-17 | ||
| JPS5827352A (ja) * | 1981-08-12 | 1983-02-18 | Hitachi Ltd | 半導体装置 |
| JPS6457741A (en) * | 1987-08-28 | 1989-03-06 | Kobe Steel Ltd | Direct bonding ic lead frame |
| JPH05308115A (ja) * | 1992-04-28 | 1993-11-19 | Nippondenso Co Ltd | 混成集積回路 |
| JP2004339584A (ja) * | 2003-05-16 | 2004-12-02 | Mitsui High Tec Inc | リードフレーム及びそのめっき方法 |
| JP2004349497A (ja) * | 2003-05-22 | 2004-12-09 | Shinko Electric Ind Co Ltd | パッケージ部品及び半導体パッケージ |
| JP2004007021A (ja) * | 2003-09-30 | 2004-01-08 | Sanyo Electric Co Ltd | 半導体装置およびその製造方法 |
| JP2005340268A (ja) * | 2004-05-24 | 2005-12-08 | Renesas Technology Corp | トランジスタパッケージ |
| JP2006049698A (ja) * | 2004-08-06 | 2006-02-16 | Denso Corp | 樹脂封止型半導体装置 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008028286A (ja) * | 2006-07-25 | 2008-02-07 | Fuji Electric Holdings Co Ltd | 半導体装置の製造方法 |
| WO2010104274A2 (en) * | 2009-03-12 | 2010-09-16 | Lg Innotek Co., Ltd. | Lead frame and method for manufacturing the same |
| WO2010104274A3 (en) * | 2009-03-12 | 2010-11-25 | Lg Innotek Co., Ltd. | Lead frame and method for manufacturing the same |
| CN102349153A (zh) * | 2009-03-12 | 2012-02-08 | Lg伊诺特有限公司 | 引线框架及其制造方法 |
| TWI411081B (zh) * | 2009-03-12 | 2013-10-01 | Lg Innotek Co Ltd | 導線架及其製造方法 |
| US8564107B2 (en) | 2009-03-12 | 2013-10-22 | Lg Innotek Co., Ltd. | Lead frame and method for manufacturing the same |
| JP2014086686A (ja) * | 2012-10-26 | 2014-05-12 | Sumitomo Metal Mining Co Ltd | 半導体素子搭載用基板 |
| JP2014086685A (ja) * | 2012-10-26 | 2014-05-12 | Sumitomo Metal Mining Co Ltd | 半導体素子搭載用基板及びその製造方法 |
| JP2015090960A (ja) * | 2013-11-07 | 2015-05-11 | 株式会社デンソー | 半導体パッケージ |
| JP2015211157A (ja) * | 2014-04-28 | 2015-11-24 | 三菱電機株式会社 | パワー半導体モジュールおよびその製造方法 |
| JPWO2017179447A1 (ja) * | 2016-04-12 | 2018-04-19 | 古河電気工業株式会社 | リードフレーム材およびその製造方法 |
| US11114368B2 (en) | 2017-04-14 | 2021-09-07 | Denso Corporation | Base material, mold package, base material manufacturing method, and mold package manufacturing method |
| JP7423197B2 (ja) | 2019-05-10 | 2024-01-29 | ローム株式会社 | 半導体装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007258205A (ja) | 電子装置およびその製造方法 | |
| KR100381302B1 (ko) | 반도체 장치 및 그 제조방법 | |
| JP5001542B2 (ja) | 電子装置用基板およびその製造方法、ならびに電子装置の製造方法 | |
| US20110201159A1 (en) | Semiconductor package and manufacturing method thereof | |
| JP2006222406A (ja) | 半導体装置 | |
| KR20020022527A (ko) | 반도체 장치 및 반도체 모듈 | |
| KR20020005592A (ko) | 배선 기판 및 그 제조 방법, 반도체 장치 및 그 제조방법, 및 전자 기기 | |
| US9236166B2 (en) | Core-jacket bonding wire | |
| JPH09266280A (ja) | 半導体素子実装用リードフレーム | |
| US7329944B2 (en) | Leadframe for semiconductor device | |
| JP3661695B2 (ja) | 半導体装置 | |
| JP2007287765A (ja) | 樹脂封止型半導体装置 | |
| JP2008187045A (ja) | 半導体装置用リードフレームとその製造方法、半導体装置 | |
| JP4604641B2 (ja) | 半導体装置 | |
| JP2006049698A (ja) | 樹脂封止型半導体装置 | |
| US8125060B2 (en) | Electronic component with layered frame | |
| JP5004792B2 (ja) | Cu−Mo基板およびその製造方法 | |
| JP2006196648A (ja) | 外部接合電極付き電子部品およびその製造方法 | |
| JP2001060760A (ja) | 回路電極およびその形成方法 | |
| JP2007031740A (ja) | 電子部品及びその製造方法 | |
| JP4012527B2 (ja) | 電子部品の製造方法 | |
| JP2004207381A (ja) | 配線基板及びその製造方法並びに半導体装置 | |
| JPH10313087A (ja) | 電子部品用リード材 | |
| JP2008028069A (ja) | 外部接合電極付き基板およびその製造方法 | |
| TWI436465B (zh) | 銲線接合結構、銲線接合方法及半導體封裝構造的製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080401 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100511 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100914 |