JP2007190675A - 切削用インサート - Google Patents
切削用インサート Download PDFInfo
- Publication number
- JP2007190675A JP2007190675A JP2007071543A JP2007071543A JP2007190675A JP 2007190675 A JP2007190675 A JP 2007190675A JP 2007071543 A JP2007071543 A JP 2007071543A JP 2007071543 A JP2007071543 A JP 2007071543A JP 2007190675 A JP2007190675 A JP 2007190675A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- insert
- tool
- tool body
- peripheral portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
- B23C5/2239—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped by a clamping member acting almost perpendicular on the cutting face
- B23C5/226—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped by a clamping member acting almost perpendicular on the cutting face for plate-like cutting inserts fitted on a ring or ring segment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/0405—Hexagonal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/0422—Octagonal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/045—Round
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/12—Side or flank surfaces
- B23C2200/125—Side or flank surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/20—Top or side views of the cutting edge
- B23C2200/201—Details of the nose radius and immediately surrounding areas
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1908—Face or end mill
- Y10T407/192—Face or end mill with separate means to fasten tool to holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1928—Tool adjustable relative to holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/2202—Plural spaced seats and common holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
- Y10T407/235—Cutters, for shaping including tool having plural alternatively usable cutting edges with integral chip breaker, guide or deflector
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/24—Cutters, for shaping with chip breaker, guide or deflector
- Y10T407/245—Cutters, for shaping with chip breaker, guide or deflector comprising concave surface in cutting face of tool
Abstract
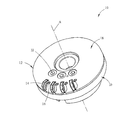
【解決手段】工具12及びこれに取り付けられた複数の切削用インサート14を備え、回転軸線Aまわりで回転可能な切削工具組立体10である。工具12は、工具ボデー20に付加されたクラウン18を備える。切削用インサート14の各は、偶数個の割出し可能な切れ刃62を有し、そして一般に半径方向に向けられたインサート受入れ用ポケット51内で工具12に把持される。工具ボデー20は、円錐状の面30を有し、この面に切削用インサート14が当たり、円錐状の面30は、工具ボデー20の周囲27に伸びかつ内向き後向きに傾けられる。
【選択図】図1
Description
12 工具
14 インサート
16 クランプ用ねじ
17 前方当たり部分
18 クラウン
20 工具ボデー
22 組み付け用ねじ
24 位置決め用ピン
26 前面
27 周囲
28 位置決め用の穴
30 周辺部分
31 内側部分
32 凹所
35 面
36 中間部分
37 中心部分
38 ねじ穴
40 前面
41 側面
42 背面
43 後方当たり面
44 中心穴
45 壁
46 貫通穴
48 軸方向当たり面
50 スロット
52 半径方向当たり面
54 接線方向当たり面
56 頂面
58 底面
60 側面
62 切れ刃
64 切削コーナー
65 ランド
66 すくい面
68 エッジ部分
70 コーナー部分
72 接線方向当たり面
74 突出部
78 穴
80 逃げ面
82 軸線方向当たり面
84 ワイパーエッジ
88 合流域
90 中間域
Claims (6)
- 回転軸線Aのまわりで回転できる切削工具組立体(10)であって、工具(12)及び工具の周囲方向に分布されたインサート受入れ用ポケット(51)内に把持された複数の置換可能な切削用インサート(14)を備え、工具は、工具ボデー(20)、及び工具ボデーに付加されたクラウン(18)を備え、工具ボデーは、周囲(27)を有する周囲部分(30)と内部部分(31)とに分割された前面(26)を有し、周囲部分は形状が円錐台状でありかつ周囲から角度αで傾斜して内部部分に向かって内向き後方に向けられ、クラウン(18)は、前面(40)、背面(42)、これらの間の周囲の側面(41)、及び周囲方向に分布され略半径方向に向けられ前面、背面及び周囲の側面に開口している複数のインサート受入れ用スロット(50)を有し、インサート受入れ用ポケット(51)は、工具ボデー前面(26)の周囲部分(30)により軸方向の境界を定められたインサート受入れ用スロット(50)を備え、各インサート受入れ用ポケット(51)が、内部に切削用インサートを位置決めするためにそれぞれ略接線方向、半径方向及び軸方向に向けられた接線方向、半径方向及び軸方向の当たり面(54、52、30)を有し、軸方向当たり面は工具ボデーの前面(26)の周囲部分(30)の一部分であり、各インサート受入れ用ポケットは内部に把持されたインサートの少なくも一部分が半径方向で工具より先に伸びるように半径方向で開かれている切削工具組立体(10)。
- 前記角度αが0゜から5゜の間である請求項1による切削工具組立体(10)。
- 前記周囲部分(30)が研磨された請求項1による切削工具組立体(10)。
- 前記周囲部分(30)が、周囲方向で等しく分布され実質的に半径方向に向けられた凹所(32)を有する請求項1による切削工具組立体(10)。
- 前記凹所(32)が、周囲部分(30)の周囲(27)内に開口する請求項4による切削工具組立体(10)。
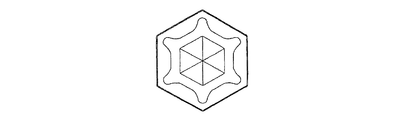
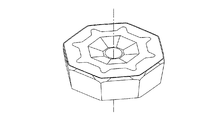
- 前記複数の置換可能な切削用インサートの各切削用インサートが、八角形、四角形、六角形及び円形の幾何学的形状のグループから選ばれた幾何学的形状を有する請求項1による切削工具組立体(10)。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IL129665A IL129665A (en) | 1999-04-29 | 1999-04-29 | A spinning and putting tool for him |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000615177A Division JP4030720B2 (ja) | 1999-04-29 | 2000-03-29 | 切削工具組立体及びその切削用インサート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007190675A true JP2007190675A (ja) | 2007-08-02 |
| JP4633081B2 JP4633081B2 (ja) | 2011-02-16 |
Family
ID=11072742
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000615177A Expired - Fee Related JP4030720B2 (ja) | 1999-04-29 | 2000-03-29 | 切削工具組立体及びその切削用インサート |
| JP2007071543A Expired - Fee Related JP4633081B2 (ja) | 1999-04-29 | 2007-03-19 | 切削工具組立体 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000615177A Expired - Fee Related JP4030720B2 (ja) | 1999-04-29 | 2000-03-29 | 切削工具組立体及びその切削用インサート |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6607335B2 (ja) |
| JP (2) | JP4030720B2 (ja) |
| KR (1) | KR100640140B1 (ja) |
| AU (1) | AU3452800A (ja) |
| BR (1) | BR0010108A (ja) |
| DE (1) | DE10084546B4 (ja) |
| IL (1) | IL129665A (ja) |
| TW (1) | TW505551B (ja) |
| WO (1) | WO2000066305A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012528731A (ja) * | 2009-06-10 | 2012-11-15 | デグテック エルティーディー | 切削工具及び切削工具用の切削インサート |
| JP6858354B1 (ja) * | 2019-12-13 | 2021-04-14 | 株式会社タンガロイ | 切削インサート |
Families Citing this family (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10138896A1 (de) * | 2001-08-08 | 2003-02-20 | Sandvik Ab | Schneideinsatz zum Fräsen und Fräswerkzeug |
| DE10342060B4 (de) * | 2002-09-11 | 2009-06-04 | Kyocera Corp. | Einwegspitze |
| DE10326662A1 (de) | 2003-06-11 | 2005-01-05 | Sandvik Ab | Schneideinsatz zum Drehen und Fräsen |
| US7220083B2 (en) | 2003-10-15 | 2007-05-22 | Tdy Industries, Inc. | Cutting insert for high feed face milling |
| IL158497A (en) * | 2003-10-20 | 2008-03-20 | Gil Hecht | A tool for removing scratches and cutting for it |
| KR100698383B1 (ko) | 2005-03-23 | 2007-03-23 | 한국야금 주식회사 | 양면형 절삭 인서트를 적용한 밀링 절삭공구 |
| US7435284B2 (en) | 2005-11-17 | 2008-10-14 | Thermo Electron Corporation | Parallel-plate diffusion gas dehumidifier and methods for use |
| US8287213B2 (en) * | 2006-02-16 | 2012-10-16 | Remark Technologies, Inc. | Indexable cutting tool insert for cutting tools |
| US7510353B2 (en) * | 2006-02-16 | 2009-03-31 | Remark Technologies, Inc. | Indexable cutting tool insert and cutting tool |
| SE0600406L (sv) * | 2006-02-22 | 2007-08-14 | Seco Tools Ab | Roterbart frässkär för gängfräsning tillverkat av kubisk bornitrid samt gängfräsverktyg |
| DE102006011581B4 (de) * | 2006-03-10 | 2016-04-28 | Kennametal Widia Produktions Gmbh & Co. Kg | Schneideinsatz und Fräswerkzeug |
| US7607868B2 (en) * | 2006-04-24 | 2009-10-27 | Valenite Llc | Side locking insert and material removal tool with same |
| BRPI0712550A2 (pt) * | 2006-06-06 | 2012-10-16 | Mitsubishi Materials Corp | ferramenra de corte e inserto de corte |
| DE102006042468B4 (de) * | 2006-09-09 | 2009-08-27 | Fette Gmbh | Scheibenförmiges Fräswerkzeug |
| IL178813A (en) * | 2006-10-23 | 2010-06-30 | Iscar Ltd | Placing a tangential cut that is harnessed with a bulge at the base |
| FR2928284B1 (fr) * | 2008-03-10 | 2010-06-04 | Safety Production | "plaquette de coupe a deflecteur de copeaux" |
| DE102008037915B3 (de) * | 2008-08-14 | 2009-08-13 | Kennametal Inc. | Wendeschneidplatte |
| US9586264B2 (en) * | 2009-04-28 | 2017-03-07 | Kennametal Inc. | Double-sided cutting insert for drilling tool |
| KR101105058B1 (ko) * | 2009-05-07 | 2012-01-13 | 대구텍 유한회사 | 절삭 공구 및 절삭 공구용 인서트 |
| KR101103216B1 (ko) * | 2009-05-19 | 2012-01-05 | 대구텍 유한회사 | 원형 형상을 갖는 양면형 절삭 삽입체 및 이를 사용하는 절삭 공구 |
| KR101105554B1 (ko) * | 2009-08-10 | 2012-01-17 | 대구텍 유한회사 | 밀링 커터 |
| US8573903B2 (en) * | 2009-11-03 | 2013-11-05 | Kennametal Inc. | Round cutting insert with anti-rotation feature |
| DE102010063611A1 (de) * | 2010-12-20 | 2012-06-21 | Walter Ag | Schneideinsatz mit strukturierten Freiflächen |
| US8657539B2 (en) | 2011-03-28 | 2014-02-25 | Kennametal Inc. | Round cutting insert with reverse anti-rotation feature |
| JP5701385B2 (ja) * | 2011-06-30 | 2015-04-15 | 京セラ株式会社 | 切削インサートおよび切削工具ならびにそれを用いた切削加工物の製造方法 |
| US20130118642A1 (en) * | 2011-11-10 | 2013-05-16 | Arbortech Industries Limited | Rotary planing tool |
| US8858130B2 (en) | 2012-04-24 | 2014-10-14 | Kennametal Inc. | Indexable circular cutting insert |
| USD709110S1 (en) | 2012-04-24 | 2014-07-15 | Kennametal Inc. | Cutting insert |
| SE536590C2 (sv) * | 2012-07-05 | 2014-03-11 | Sandvik Intellectual Property | Frässkär med primär och sekundär släppningsyta samt periferisk, smal spånyta |
| US9283626B2 (en) * | 2012-09-25 | 2016-03-15 | Kennametal Inc. | Double-sided cutting inserts with anti-rotation features |
| US9011049B2 (en) | 2012-09-25 | 2015-04-21 | Kennametal Inc. | Double-sided cutting inserts with anti-rotation features |
| MX367826B (es) * | 2013-09-04 | 2019-09-09 | The Gleason Works | Herramienta cortadora periférica que usa cuchillas rectas. |
| US9211589B2 (en) * | 2013-10-08 | 2015-12-15 | Kennametal Inc. | Double-sided, nonagon cutting insert |
| EP2893995B1 (en) * | 2014-01-08 | 2019-03-27 | Sandvik Intellectual Property AB | A metal cutting insert and a milling tool |
| US9475138B2 (en) | 2014-01-22 | 2016-10-25 | Kennametal Inc. | Cutting tool having insert pocket with cantilevered member |
| JP6048863B2 (ja) * | 2014-03-27 | 2016-12-21 | 株式会社タンガロイ | 切削インサートおよび該切削インサート用の切削工具 |
| US10350689B2 (en) | 2015-06-29 | 2019-07-16 | Mitsubishi Hitachi Tool Engineering, Ltd. | Double-sided circular cutting insert and indexable rotary cutting tool |
| DE102015115310A1 (de) * | 2015-09-10 | 2017-03-16 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Wirbelwerkzeug |
| AT15155U1 (de) * | 2016-02-26 | 2017-01-15 | Ceratizit Austria Gmbh | Schälplatte |
| CN108115187A (zh) * | 2016-11-28 | 2018-06-05 | 天津金源滕博财务咨询有限公司 | 一种铣刀片固定装置 |
| US11241747B2 (en) * | 2017-10-16 | 2022-02-08 | Iscar, Ltd. | Cutting tool and undersized bore-less indexable insert therefor |
| JP6761604B2 (ja) * | 2018-09-14 | 2020-09-30 | 株式会社タンガロイ | 切削インサート及び切削工具 |
| DE102019123912A1 (de) * | 2019-09-05 | 2021-03-11 | Kennametal Inc. | Schneideinsatz sowie Schneidwerkzeug |
| JP6868200B1 (ja) * | 2019-12-13 | 2021-05-12 | 株式会社タンガロイ | 切削インサート |
| CN114101757B (zh) * | 2021-12-10 | 2023-03-10 | 深圳大学 | 一种双刃刀具及其加工方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1245252B (de) * | 1962-04-24 | 1967-07-20 | Uddeholms Ab | Planfraeser |
| JPH0531618A (ja) * | 1991-03-28 | 1993-02-09 | Mitsubishi Materials Corp | 切削工具及びその製造方法 |
| JPH07204922A (ja) * | 1994-01-21 | 1995-08-08 | Fanuc Ltd | エンドミル |
| JPH10263916A (ja) * | 1997-03-28 | 1998-10-06 | Mitsubishi Materials Corp | スローアウェイチップ |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB695778A (en) * | 1952-05-30 | 1953-08-19 | Howell Edward Begle | Milling cutters |
| US2805467A (en) * | 1953-09-29 | 1957-09-10 | Walter J Greenleaf | Rotary cutting tool |
| US2805469A (en) * | 1956-03-21 | 1957-09-10 | Walter J Greenleaf | Rotary cutting tool |
| FR1151923A (fr) * | 1956-06-26 | 1958-02-07 | Fraise-tourteau à pastilles multicoupantes amovibles, et leur système de montage et de blocage | |
| GB1113475A (en) * | 1965-06-16 | 1968-05-15 | Wickman Wimet Ltd | Improvements relating to disposable cutting tips |
| FR1462877A (fr) * | 1966-01-04 | 1966-12-16 | Système de butées et de montage des dents pour une fraise à dents rapportées | |
| US3716900A (en) * | 1972-02-25 | 1973-02-20 | Ingersoll Milling Machine Co | Indexable cutting insert and holder therefor |
| US4400117A (en) * | 1981-05-04 | 1983-08-23 | Milling Specialties, Inc. | Insert type milling cutter |
| US4522538A (en) * | 1983-11-07 | 1985-06-11 | Lindsay Harold W | Milling cutter with multiple indexable cutting inserts |
| JPS61101989A (ja) * | 1984-10-23 | 1986-05-20 | 株式会社フジクラ | Cvケ−ブルの接続方法 |
| IL109054A (en) * | 1994-03-21 | 1998-07-15 | Iscar Ltd | Cutting insert |
| SE506679C2 (sv) * | 1995-06-21 | 1998-01-26 | Seco Tools Ab | Skärverktyg, företrädesvis för fräsning |
| DE29608668U1 (de) * | 1996-05-14 | 1997-09-18 | Vandurit Vdh Gmbh Hartmetall U | Schneidplatte für die Metallbearbeitung, insbesondere Wendeschneidplatte |
| CA2320312A1 (en) * | 1998-02-11 | 1999-08-19 | The Gleason Works | Cutting tool for producing toothed articles |
| SE518839C2 (sv) * | 1998-02-12 | 2002-11-26 | Seco Tools Ab | Skärverktyg och skär |
-
1999
- 1999-04-29 IL IL129665A patent/IL129665A/en not_active IP Right Cessation
- 1999-04-29 TW TW088107086A patent/TW505551B/zh not_active IP Right Cessation
-
2000
- 2000-03-29 KR KR1020017013783A patent/KR100640140B1/ko not_active IP Right Cessation
- 2000-03-29 WO PCT/IL2000/000197 patent/WO2000066305A1/en active IP Right Grant
- 2000-03-29 AU AU34528/00A patent/AU3452800A/en not_active Abandoned
- 2000-03-29 JP JP2000615177A patent/JP4030720B2/ja not_active Expired - Fee Related
- 2000-03-29 BR BR0010108-7A patent/BR0010108A/pt not_active IP Right Cessation
- 2000-03-29 DE DE10084546T patent/DE10084546B4/de not_active Expired - Fee Related
-
2001
- 2001-10-03 US US09/968,870 patent/US6607335B2/en not_active Expired - Lifetime
-
2007
- 2007-03-19 JP JP2007071543A patent/JP4633081B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1245252B (de) * | 1962-04-24 | 1967-07-20 | Uddeholms Ab | Planfraeser |
| JPH0531618A (ja) * | 1991-03-28 | 1993-02-09 | Mitsubishi Materials Corp | 切削工具及びその製造方法 |
| JPH07204922A (ja) * | 1994-01-21 | 1995-08-08 | Fanuc Ltd | エンドミル |
| JPH10263916A (ja) * | 1997-03-28 | 1998-10-06 | Mitsubishi Materials Corp | スローアウェイチップ |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012528731A (ja) * | 2009-06-10 | 2012-11-15 | デグテック エルティーディー | 切削工具及び切削工具用の切削インサート |
| JP6858354B1 (ja) * | 2019-12-13 | 2021-04-14 | 株式会社タンガロイ | 切削インサート |
| US11383310B2 (en) | 2019-12-13 | 2022-07-12 | Tungaloy Corporation | Cutting insert |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2000066305A1 (en) | 2000-11-09 |
| IL129665A (en) | 2008-06-05 |
| TW505551B (en) | 2002-10-11 |
| AU3452800A (en) | 2000-11-17 |
| JP4633081B2 (ja) | 2011-02-16 |
| KR20020001859A (ko) | 2002-01-09 |
| JP2002542952A (ja) | 2002-12-17 |
| US6607335B2 (en) | 2003-08-19 |
| DE10084546T1 (de) | 2002-07-11 |
| IL129665A0 (en) | 2000-02-29 |
| BR0010108A (pt) | 2002-02-13 |
| DE10084546B4 (de) | 2011-04-21 |
| JP4030720B2 (ja) | 2008-01-09 |
| KR100640140B1 (ko) | 2006-10-31 |
| US20020028116A1 (en) | 2002-03-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4633081B2 (ja) | 切削工具組立体 | |
| KR100342954B1 (ko) | 칩절삭공구 | |
| JP4874484B2 (ja) | カムシャフトフライスカッタ用の切削ビット、及び円盤状フライスカッタ | |
| JP4857958B2 (ja) | 丸駒インサート着脱式切削工具および丸駒インサート | |
| JP2003275919A (ja) | スローアウェイチップおよびスローアウェイ式切削工具 | |
| KR102320629B1 (ko) | 전방 및 후방 챔퍼링 회전 밀링 커터용 별 형상의 절삭 인서트 | |
| JP2003275920A (ja) | スローアウェイチップおよびスローアウェイ式切削工具 | |
| KR20030029911A (ko) | 다양한 형상의 인서트를 사용하는 밀링 커터 | |
| JP2013154466A (ja) | ミーリング工具並びにミーリングインサート | |
| JP2017124464A (ja) | 切削インサートおよび刃先交換式切削工具 | |
| US3940835A (en) | Slotting cutter and cutting insert therefor | |
| US20140294524A1 (en) | Pentagon-shaped cutting insert and slotting cutter therefor | |
| JPH04226827A (ja) | ボールエンドミルとこれに使用するスローアウェイチップ | |
| JP2019198922A (ja) | 切削インサート及び切削工具 | |
| JP2006192567A (ja) | 丸駒インサート着脱式ラフィングエンドミルおよび丸駒インサート | |
| EP0624415A1 (en) | Milling cutter body | |
| US20090290944A1 (en) | Cartridge assembly for cutting tool | |
| JP7265535B2 (ja) | 切削インサートおよびクランクシャフトフライス工具 | |
| TWI793376B (zh) | 具有一體成形切削刃的銑刀座及旋轉式銑削工具 | |
| US11618091B2 (en) | Tool holder having simultaneous radially adjustable insert cartridges and rotary cutting tool | |
| JP2010076033A (ja) | ロータリバイト | |
| JP5482190B2 (ja) | 刃先交換式回転工具 | |
| JP2526102Y2 (ja) | スローアウェイ式転削工具 | |
| JPH09201714A (ja) | スローアウェイ式ヘリカルエンドミル | |
| JPH0641775Y2 (ja) | スローアウェイ式転削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070423 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20080826 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20080826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090825 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091125 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091130 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091222 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091228 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100525 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101109 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101116 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131126 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |