JP2007149743A - ウエーハのレーザー加工方法 - Google Patents
ウエーハのレーザー加工方法 Download PDFInfo
- Publication number
- JP2007149743A JP2007149743A JP2005338606A JP2005338606A JP2007149743A JP 2007149743 A JP2007149743 A JP 2007149743A JP 2005338606 A JP2005338606 A JP 2005338606A JP 2005338606 A JP2005338606 A JP 2005338606A JP 2007149743 A JP2007149743 A JP 2007149743A
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- street
- along
- laser beam
- optical device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title abstract description 27
- 238000003754 machining Methods 0.000 title abstract description 18
- 230000005284 excitation Effects 0.000 claims abstract description 56
- 230000001678 irradiating effect Effects 0.000 claims abstract description 11
- 238000003672 processing method Methods 0.000 claims description 22
- 230000015572 biosynthetic process Effects 0.000 abstract description 8
- 230000015556 catabolic process Effects 0.000 abstract 1
- 238000006731 degradation reaction Methods 0.000 abstract 1
- 230000002401 inhibitory effect Effects 0.000 abstract 1
- 235000012431 wafers Nutrition 0.000 description 85
- 230000003287 optical effect Effects 0.000 description 61
- 238000005520 cutting process Methods 0.000 description 15
- 238000001514 detection method Methods 0.000 description 9
- 238000003384 imaging method Methods 0.000 description 9
- 230000007423 decrease Effects 0.000 description 6
- 230000001681 protective effect Effects 0.000 description 6
- 239000004065 semiconductor Substances 0.000 description 5
- 238000003860 storage Methods 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- JMASRVWKEDWRBT-UHFFFAOYSA-N Gallium nitride Chemical compound [Ga]#N JMASRVWKEDWRBT-UHFFFAOYSA-N 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 3
- 230000010355 oscillation Effects 0.000 description 3
- 230000000149 penetrating effect Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229910009372 YVO4 Inorganic materials 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 229910052594 sapphire Inorganic materials 0.000 description 1
- 239000010980 sapphire Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
Images








Landscapes
- Laser Beam Processing (AREA)
- Dicing (AREA)
Abstract
【課題】ウエーハに形成されたストリートに沿って確実に分割することができるとともに、分割されたデバイスの品質の低下を抑制することができるウエーハのレーザー加工方法を提供する。
【解決手段】表面に格子状に形成された複数のストリート201,202によって複数の領域が形成され、該複数の領域にデバイス203が形成されたウエーハを、ストリートに沿ってレーザー加工するウエーハのレーザー加工方法であって、ウエーハに形成されたストリートに沿ってパルスレーザー光線を照射し、ストリートに沿って破断伝播溝210を形成する破断伝播溝形成工程と、ウエーハに形成されたストリートに沿って所定間隔を置いてスレーザー光線を照射し破断励起穴220を形成する破断励起穴形成工程とを含む。
【選択図】図7
【解決手段】表面に格子状に形成された複数のストリート201,202によって複数の領域が形成され、該複数の領域にデバイス203が形成されたウエーハを、ストリートに沿ってレーザー加工するウエーハのレーザー加工方法であって、ウエーハに形成されたストリートに沿ってパルスレーザー光線を照射し、ストリートに沿って破断伝播溝210を形成する破断伝播溝形成工程と、ウエーハに形成されたストリートに沿って所定間隔を置いてスレーザー光線を照射し破断励起穴220を形成する破断励起穴形成工程とを含む。
【選択図】図7
Description
本発明は、表面に格子状に形成された複数のストリートによって複数の領域が形成され、該複数の領域にデバイスが形成されたウエーハを、ストリートに沿ってレーザー加工するウエーハのレーザー加工方法に関する。
半導体デバイス製造工程においては、略円板形状である半導体ウエーハの表面に格子状に配列されたストリートと呼ばれる分割予定ラインによって複数の領域が区画され、この区画された領域にIC、LSI等のデバイスを形成する。そして、半導体ウエーハをストリートに沿って切断することによりデバイスが形成された領域を分割して個々の半導体チップを製造している。また、サファイヤ基板の表面にフォトダイオード等の受光素子やレーザーダイオード等の発光素子等が積層された光デバイスウエーハもストリートに沿って切断することにより個々のフォトダイオード、レーザーダイオード等の光デバイスに分割され、電気機器に広く利用されている。
上述したウエーハのストリートに沿った切断は、通常、ダイサーと称されている切削装置によって行われている。この切削装置は、ウエーハ等の被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を切削するための切削手段と、チャックテーブルと切削手段とを相対的に移動せしめる切削送り手段とを具備している。切削手段は、回転スピンドルと該スピンドルに装着された砥石ブレードを備えた切削工具および回転スピンドルを回転駆動する駆動機構を備えたスピンドルユニットを含んでいる。このような切削装置においては、切削工具を20000〜40000rpmの回転速度で回転しつつ、切削工具とチャックテーブルに保持された被加工物を相対的に切削送りする。しかるに、切削装置による切断は、加工速度を速くすることができず、生産性の面で必ずしも満足し得るものではない。
一方、近年上述したウエーハをストリートに沿って分割する方法として、ウエーハに形成されたストリートに沿ってパルスレーザー光線を照射することによりレーザー加工溝を形成し、このレーザー加工溝に沿って外力を付与することによりウエーハをストリートに沿って破断する方法が提案されている。(例えば、特許文献1参照。)
特開平10−305420号公報
上述したレーザー加工方法によれば、比較的速い加工速度でレーザー加工溝を形成することができる。しかるに、ストリートに沿って形成されたレーザー加工溝の壁面は溶融され荒れているために、個々に分割されるデバイスがレーザーダイオードの場合には、輝度が低下するという問題がある。
而して、ウエーハのストリートに沿って形成されるレーザー加工溝の深さが10μm以下であると、デバイスがレーザーダイオードであっても輝度の低下が極めて少なく実用上問題がないことが判った。しかしながら、ウエーハのストリートに沿って形成されるレーザー加工溝の深さが10μm以下であると、ウエーハをストリートに沿って確実に破断することが困難であるという問題がある。
本発明は上記事実に鑑みてなされたものであり、その主たる技術的課題は、ウエーハに形成されたストリートに沿って確実に分割することができるとともに、分割されたデバイスの品質の低下を抑制することができるウエーハのレーザー加工方法を提供することである。
上記主たる技術課題を解決するため、本発明によれば、表面に格子状に形成された複数のストリートによって複数の領域が形成され、該複数の領域にデバイスが形成されたウエーハを、ストリートに沿ってレーザー加工するウエーハのレーザー加工方法であって、
ウエーハに形成されたストリートに沿ってパルスレーザー光線を照射し、ストリートに沿って破断伝播溝を形成する破断伝播溝形成工程と、
ウエーハに形成されたストリートに沿って所定間隔を置いてパルスレーザー光線を照射し、破断励起穴を形成する破断励起穴形成工程と、を含む、
ことを特徴とするウエーハのレーザー加工方法が提供される。
ウエーハに形成されたストリートに沿ってパルスレーザー光線を照射し、ストリートに沿って破断伝播溝を形成する破断伝播溝形成工程と、
ウエーハに形成されたストリートに沿って所定間隔を置いてパルスレーザー光線を照射し、破断励起穴を形成する破断励起穴形成工程と、を含む、
ことを特徴とするウエーハのレーザー加工方法が提供される。
上記破断伝播溝形成工程において形成される破断伝播溝の深さは、3〜10μmに設定されている。
また、上記破断励起穴形成工程において形成される破断励起穴は、ウエーハを貫通して形成されることが望ましい。
更に、破断励起穴形成工程において形成される破断励起穴の位置は、ウエーハの表面に格子状に形成された複数のストリートの交差点位置に設定されている。
また、上記破断励起穴形成工程において形成される破断励起穴は、ウエーハを貫通して形成されることが望ましい。
更に、破断励起穴形成工程において形成される破断励起穴の位置は、ウエーハの表面に格子状に形成された複数のストリートの交差点位置に設定されている。
本発明によるウエーハのレーザー加工方法によれば、ウエーハに形成されたストリートに沿って破断伝播溝が形成されるとともに、ストリートに沿って所定間隔を置いて破断励起穴が形成されるので、ウエーハに破断伝播溝に沿って外力が付与されると、破断励起穴の内周縁が破断の起点となり、この破断が破断伝播溝に沿って伝播するため、ウエーハはストリートに沿って確実に破断される。このようにして破断され個々に分割されたデバイスには側面の上部に上記破断伝播溝形成工程においてレーザー光線が照射されることによって生成された溶融層が残留するが、この溶融層の厚さは僅かであるため、デバイスがレーザーダイオードの場合でも輝度の低下は僅かで品質に影響を及ぼすことはない。また、個々に分割されたデバイスには所定間隔で上記破断励起穴形成工程においてレーザー光線が照射されることによって生成された溶融層が残留するが、この溶融層はデバイスの側面の面積に対して僅かであるので、デバイスがレーザーダイオードの場合でも輝度の低下は僅かで品質に影響を及ぼすことはない。
以下、本発明によるウエーハのレーザー加工方法の好適な実施形態について、添付図面を参照して、更に詳細に説明する。
図1には、本発明によるウエーハのレーザー加工方法を実施するためのレーザー加工装置の斜視図が示されている。図1に示すレーザー加工装置は、静止基台2と、該静止基台2に矢印Xで示す加工送り方向に移動可能に配設され被加工物を保持するチャックテーブル機構3と、静止基台2に上記矢印Xで示す方向と直角な矢印Yで示す割り出し送り方向に移動可能に配設されたレーザー光線照射ユニット支持機構4と、該レーザー光線照射ユニット支持機構4に矢印Zで示す方向に移動可能に配設されたレーザー光線照射ユニット5とを具備している。
上記チャックテーブル機構3は、静止基台2上に矢印Xで示す加工送り方向に沿って平行に配設された一対の案内レール31、31と、該案内レール31、31上に矢印Xで示す加工送り方向に移動可能に配設された第一の滑動ブロック32と、該第1の滑動ブロック32上に矢印Yで示す割り出し送り方向に移動可能に配設された第2の滑動ブロック33と、該第2の滑動ブロック33上に円筒部材34によって支持されたカバーテーブル35と、被加工物保持手段としてのチャックテーブル36を具備している。このチャックテーブル36は多孔性材料から形成された吸着チャック361を具備しており、吸着チャック361上に被加工物である例えば円盤状の半導体ウエーハを図示しない吸引手段によって保持するようになっている。このように構成されたチャックテーブル36は、円筒部材34内に配設された図示しないパルスモータによって回転せしめられる。なお、チャックテーブル36には、後述する環状のフレームを固定するためのクランプ362が配設されている。
上記第1の滑動ブロック32は、その下面に上記一対の案内レール31、31と嵌合する一対の被案内溝321、321が設けられているとともに、その上面に矢印Yで示す割り出し送り方向に沿って平行に形成された一対の案内レール322、322が設けられている。このように構成された第1の滑動ブロック32は、被案内溝321、321が一対の案内レール31、31に嵌合することにより、一対の案内レール31、31に沿って矢印Xで示す加工送り方向に移動可能に構成される。図示の実施形態におけるチャックテーブル機構3は、第1の滑動ブロック32を一対の案内レール31、31に沿って矢印Xで示す加工送り方向に移動させるための加工送り手段37を具備している。加工送り手段37は、上記一対の案内レール31と31の間に平行に配設された雄ネジロッド371と、該雄ネジロッド371を回転駆動するためのパルスモータ372等の駆動源を含んでいる。雄ネジロッド371は、その一端が上記静止基台2に固定された軸受ブロック373に回転自在に支持されており、その他端が上記パルスモータ372の出力軸に伝動連結されている。なお、雄ネジロッド371は、第1の滑動ブロック32の中央部下面に突出して設けられた図示しない雌ネジブロックに形成された貫通雌ネジ穴に螺合されている。従って、パルスモータ372によって雄ネジロッド371を正転および逆転駆動することにより、第一の滑動ブロック32は案内レール31、31に沿って矢印Xで示す加工送り方向に移動せしめられる。
図示の実施形態におけるレーザー加工装置は、上記チャックテーブル36の加工送り量を検出するための加工送り量検出手段374を備えている。加工送り量検出手段374は、案内レール31に沿って配設されたリニアスケール374aと、第1の滑動ブロック32に配設され第1の滑動ブロック32とともにリニアスケール374aに沿って移動する読み取りヘッド374bとからなっている。この送り量検出手段374の読み取りヘッド374bは、図示の実施形態においては1μm毎に1パルスのパルス信号を後述する制御手段に送る。そして後述する制御手段は、入力したパルス信号をカウントすることにより、チャックテーブル36の加工送り量を検出する。なお、上記加工送り手段37の駆動源としてパルスモータ372を用いた場合には、パルスモータ372に駆動信号を出力する後述する制御手段の駆動パルスをカウントすることにより、チャックテーブル36の加工送り量を検出することもできる。また、上記加工送り手段37の駆動源としてサーボモータを用いた場合には、サーボモータの回転数を検出するロータリーエンコーダが出力するパルス信号を後述する制御手段に送り、制御手段が入力したパルス信号をカウントすることにより、チャックテーブル36の加工送り量を検出することもできる。
上記第2の滑動ブロック33は、その下面に上記第1の滑動ブロック32の上面に設けられた一対の案内レール322、322と嵌合する一対の被案内溝331、331が設けられており、この被案内溝331、331を一対の案内レール322、322に嵌合することにより、矢印Yで示す割り出し送り方向に移動可能に構成される。図示の実施形態におけるチャックテーブル機構3は、第2の滑動ブロック33を第1の滑動ブロック32に設けられた一対の案内レール322、322に沿って矢印Yで示す割り出し送り方向に移動させるための第1の割り出し送り手段38を具備している。第1の割り出し送り手段38は、上記一対の案内レール322と322の間に平行に配設された雄ネジロッド381と、該雄ネジロッド381を回転駆動するためのパルスモータ382等の駆動源を含んでいる。雄ネジロッド381は、その一端が上記第1の滑動ブロック32の上面に固定された軸受ブロック383に回転自在に支持されており、その他端が上記パルスモータ382の出力軸に伝動連結されている。なお、雄ネジロッド381は、第2の滑動ブロック33の中央部下面に突出して設けられた図示しない雌ネジブロックに形成された貫通雌ネジ穴に螺合されている。従って、パルスモータ382によって雄ネジロッド381を正転および逆転駆動することにより、第2の滑動ブロック33は案内レール322、322に沿って矢印Yで示す割り出し送り方向に移動せしめられる。
上記レーザー光線照射ユニット支持機構4は、静止基台2上に矢印Yで示す割り出し送り方向に沿って平行に配設された一対の案内レール41、41と、該案内レール41、41上に矢印Yで示す方向に移動可能に配設された可動支持基台42を具備している。この可動支持基台42は、案内レール41、41上に移動可能に配設された移動支持部421と、該移動支持部421に取り付けられた装着部422とからなっている。装着部422は、一側面に矢印Zで示す方向に延びる一対の案内レール423、423が平行に設けられている。図示の実施形態におけるレーザー光線照射ユニット支持機構4は、可動支持基台42を一対の案内レール41、41に沿って矢印Yで示す割り出し送り方向に移動させるための第2の割り出し送り手段43を具備している。第2の割り出し送り手段43は、上記一対の案内レール41、41の間に平行に配設された雄ネジロッド431と、該雄ねじロッド431を回転駆動するためのパルスモータ432等の駆動源を含んでいる。雄ネジロッド431は、その一端が上記静止基台2に固定された図示しない軸受ブロックに回転自在に支持されており、その他端が上記パルスモータ432の出力軸に伝動連結されている。なお、雄ネジロッド431は、可動支持基台42を構成する移動支持部421の中央部下面に突出して設けられた図示しない雌ネジブロックに形成された雌ネジ穴に螺合されている。このため、パルスモータ432によって雄ネジロッド431を正転および逆転駆動することにより、可動支持基台42は案内レール41、41に沿って矢印Yで示す割り出し送り方向に移動せしめられる。
図示の実施形態におけるレーザー加工装置は、上記レーザー光線照射ユニット支持機構4の可動支持基台42の割り出し送り量を検出するための割り出し送り量検出手段433を備えている。割り出し送り量検出手段433は、案内レール41に沿って配設されたリニアスケール433aと、可動支持基台42に配設されリニアスケール433aに沿って移動する読み取りヘッド433bとからなっている。この送り量検出手段433の読み取りヘッド433bは、図示の実施形態においては1μm毎に1パルスのパルス信号を後述する制御手段に送る。そして後述する制御手段は、入力したパルス信号をカウントすることにより、レーザー光線照射ユニット5の割り出し送り量を検出する。なお、上記第2の割り出し送り手段43の駆動源としてパルスモータ432を用いた場合には、パルスモータ432に駆動信号を出力する後述する制御手段の駆動パルスをカウントすることにより、レーザー光線照射ユニット5の割り出し送り量を検出することもできる。また、上記第2の割り出し送り手段43の駆動源としてサーボモータを用いた場合には、サーボモータの回転数を検出するロータリーエンコーダが出力するパルス信号を後述する制御手段に送り、制御手段が入力したパルス信号をカウントすることにより、レーザー光線照射ユニット5の割り出し送り量を検出することもできる。
図示の実施形態におけるレーザー光線照射ユニット5は、ユニットホルダ51と、該ユニットホルダ51に取り付けられたレーザー光線照射手段52を具備している。ユニットホルダ51は、上記装着部422に設けられた一対の案内レール423、423に摺動可能に嵌合する一対の被案内溝511、511が設けられており、この被案内溝511、511を上記案内レール423、423に嵌合することにより、矢印Zで示す方向に移動可能に支持される。
上記レーザー光線照射手段52は、図2に示すようにケーシング521内に配設されたパルスレーザー光線発振手段522および伝送光学系523と、ケーシング521の先端に配設されパルスレーザー光線発振手段522によって発振されたパルスレーザー光線を上記チャックテーブル36に保持された被加工物に照射する集光器53を具備している。上記パルスレーザー光線発振手段522は、YAGレーザー発振器或いはYVO4レーザー発振器からなるパルスレーザー光線発振器522aと、これに付設された繰り返し周波数設定手段522bとから構成されている。この繰り返し周波数設定手段522bは、後述する制御手段によって制御される。上記伝送光学系523は、ビームスプリッタの如き適宜の光学要素を含んでいる。
また、レーザー光線照射手段52を構成するケーシング521の前端部には、上記レーザー光線照射手段52によってレーザー加工すべき加工領域を検出する撮像手段6が配設されている。この撮像手段6は、被加工物を照明する照明手段と、該照明手段によって照明された領域を捕らえる光学系と、該光学系によって捕らえられた像を撮像する撮像素子(CCD)等を備え、撮像した画像信号を図示しない制御手段に送る。
図示の実施形態におけるレーザー光線照射ユニット5は、ユニットホルダ51を一対の案内レール423、423に沿って矢印Zで示す方向に移動させるための移動手段53を具備している。移動手段53は、一対の案内レール423、423の間に配設された雄ネジロッド(図示せず)と、該雄ネジロッドを回転駆動するためのパルスモータ532等の駆動源を含んでおり、パルスモータ532によって図示しない雄ネジロッドを正転および逆転駆動することにより、ユニットホルダ51およびレーザー光線照射手段52を案内レール423、423に沿って矢印Zで示す方向に移動せしめる。なお、図示の実施形態においてはパルスモータ532を正転駆動することによりレーザー光線照射手段52を上方に移動し、パルスモータ532を逆転駆動することによりレーザー光線照射手段52を下方に移動するようになっている。
図示の実施形態におけるレーザー加工装置は、制御手段10を具備している。制御手段10はコンピュータによって構成されており、制御プログラムに従って演算処理する中央処理装置(CPU)101と、制御プログラム等を格納するリードオンリメモリ(ROM)102と、後述する被加工物にパルスレーザー光線を照射する始点と終点のX,Y座標値のデータや演算結果等を格納する読み書き可能なランダムアクセスメモリ(RAM)103と、カウンター104と、入力インターフェース105および出力インターフェース106とを備えている。制御手段10の入力インターフェース105には、上記加工送り量検出手段374、割り出し送り量検出手段433および撮像手段6等からの検出信号が入力される。そして、制御手段10の出力インターフェース106からは、上記パルスモータ372、パルスモータ382、パルスモータ432、パルスモータ532、レーザー光線照射手段52等に制御信号を出力する。なお、上記ランダムアクセスメモリ(RAM)103は、後述するウエーハにおける破断励起穴を形成する位置のX,Y座標値のデータを記憶する第1の記憶領域103aや、後述する検出値のデータを記憶する第2の記憶領域103bおよび他の記憶領域を備えている。
図示の実施形態におけるレーザー加工装置は以上のように構成されており、以下レーザー加工装置を用いて実施するウエーハのレーザー加工方法について説明する。
図3には、レーザー加工されるウエーハとしての光デバイスウエーハ20が、環状のフレーム21に装着されたポリオレフィン等の合成樹脂シートからなる保護テープ22に表面200aを上側にして貼着された状態が示されている。光デバイスウエーハ20は、例えば厚さが100μmの窒化ガリウム(GaN)基板200の表面200aに格子状に形成された複数の第1のストリート201と複数の第2のストリート202によって複数の矩形領域が区画され、この区画された矩形領域にレーザーダイオードからなる光デバイス203が形成されている。この各光デバイス203は、全て同一の構成をしている。
図3には、レーザー加工されるウエーハとしての光デバイスウエーハ20が、環状のフレーム21に装着されたポリオレフィン等の合成樹脂シートからなる保護テープ22に表面200aを上側にして貼着された状態が示されている。光デバイスウエーハ20は、例えば厚さが100μmの窒化ガリウム(GaN)基板200の表面200aに格子状に形成された複数の第1のストリート201と複数の第2のストリート202によって複数の矩形領域が区画され、この区画された矩形領域にレーザーダイオードからなる光デバイス203が形成されている。この各光デバイス203は、全て同一の構成をしている。
上記のように形成された光デバイスウエーハ20においては、図4に示すように第1のストリート201と第2のストリート202の交差点位置のX,Y座標値が設定されている。この交差点位置のX,Y座標値は、その設計値のデータが上記制御手段10のランダムアクセスメモリ(RAM)103の第1に記憶領域103aに格納されている。なお、図4には、第1のストリート201の最上位の行および最下位の行以外は両端を除いてX,Y座標値を省略して示してある。
上記のように構成された光デバイスウエーハ20は、図3に示すように環状のフレーム21に装着された保護テープ22に表面200aを上側にして貼着された状態で、図1に示すレーザー加工装置のチャックテーブル36上に保護テープ22を載置する。そして、図示しない吸引手段を作動することにより光デバイスウエーハ20は、保護テープ22を介してチャックテーブル36上に吸引保持される。また、環状のフレーム21は、クランプ362によって固定される。
上述したように光デバイスウエーハ20を吸引保持したチャックテーブル36は、加工送り手段37によって撮像手段6の直下に位置付けられる。チャックテーブル36が撮像手段6の直下に位置付けられると、チャックテーブル36上の光デバイスウエーハ20は、図4に示す座標位置に位置付けられた状態となる。この状態で、チャックテーブル36に保持された光デバイスウエーハ20に形成されている第1のストリート201と第2のストリート202がX方向とY方向に平行に配置されているか否かのアライメント作業を実施する。即ち、撮像手段6によってチャックテーブル36に保持された光デバイスウエーハ20を撮像し、パターンマッチング等の画像処理を実行してアライメント作業を行う。なお、上記交差点位置のX,Y座標値は、チャックテーブル36上に光デバイスウエーハ20を保持した状態で撮像手段6によってそれぞれ検出し、そのX,Y座標の検出値を上述した設計値に代えて上記制御手段10のランダムアクセスメモリ(RAM)103の第1に記憶領域103aに格納してもよい。
次に、加工送り手段37を作動してチャックテーブル36を移動し、図5の(a)で示すように光デバイスウエーハ20に形成された第1のストリート201における最上位ストリートの一端(図5の(a)において左端)をレーザー光線照射手段52の集光器53の直下に位置付ける。そして、集光器53から窒化ガリウム(GaN)基板200に対して吸収性を有する例えば355nmの波長のパルスレーザー光線を照射しつつチャックテーブル36を図5の(a)において矢印X1で示す方向に所定の加工送り速度で移動せしめる。そして、図5の(b)で示すように第1のストリート201の他端(図5の(b)において右端)が集光器53の直下に達したら、パルスレーザー光線の照射を停止するとともにチャックテーブル36の移動を停止する。この結果、図5の(b)で示すように第1のストリート201に沿って破断伝播溝210が形成される(破断伝播溝形成工程)。この破断伝播溝形成工程においては、パルスレーザー光線の集光点Pを光デバイスウエーハ20の表面200a(上面)付近に合わせる。
なお、上記破断伝播溝形成工程における加工条件は、図示の実施形態においては次のように設定されている。
光源 :YAGレーザー
波長 :355nm
平均出力 :5W
繰り返し周波数 :50kHz
集光スポット径 :φ5μm
加工送り速度 :200mm/秒
光源 :YAGレーザー
波長 :355nm
平均出力 :5W
繰り返し周波数 :50kHz
集光スポット径 :φ5μm
加工送り速度 :200mm/秒
上記加工条件によって破断伝播溝形成工程を実施することにより、光デバイスウエーハ20には第1のストリート201に沿って幅が5μmで深さが5μmの破断伝播溝210が形成される。なお、破断伝播溝210の深さは、深いほど光デバイスウエーハ20の破断伝播溝210に沿った破断は容易であるが光デバイス203の輝度が低下する。また、破断伝播溝210の深さが浅いほど光デバイスの輝度の低下は少ないが光デバイスウエーハ20の破断伝播溝210に沿った破断が困難となる。従って、光デバイス203の輝度の低下を抑え光デバイスウエーハ20の破断伝播溝210に沿った破断を容易にするためには、破断伝播溝210の深さは3〜10μmが望ましい。
以上のようにして、光デバイスウエーハ20に形成された第1のストリート201における最上位の行に対して破断伝播溝形成工程を実施したならば、チャックテーブル36を図1において矢印Yで示す方向に第1のストリート201の間隔だけ割り出し送りし(割り出し送り工程)、上記破断伝播溝形成工程を実施する。このようにして光デバイスウエーハ20の所定方向に延在する全ての第1のストリート201について破断伝播溝形成工程を遂行したならば、チャックテーブル36従ってこれに保持されている光デバイスウエーハ20を90度回動せしめて、第1のストリート201に対して直交する方向に形成された第2のストリート202に沿って上記破断伝播溝形成工程を実行することにより、光デバイスウエーハ20の全ての第1のストリート201および第2のストリート202に沿って破断破断伝播溝210を形成することができる。
以上のようにして、光デバイスウエーハ20に形成された全ての第1のストリート201および第2のストリート202に沿って破断伝播溝形成工程を実施したならば、制御手段10は加工送り手段37および第2の割り出し送り手段43を作動し、光デバイスウエーハ20に形成された第1のストリート201における最上位の行の図4において最左端の交差点位置(x1,y1)を、図6の(a)に示すようにレーザー光線照射手段52の集光器53の下方に位置付ける。そして、集光器53から照射されるパルスレーザー光線の集光点Pを光デバイスウエーハ20の表面200a(上面)付近に合わせる。次に、加工送り手段37の作動を停止した状態でレーザー光線照射手段52の集光器53から窒化ガリウム(GaN)基板200に対して吸収性を有する波長(例えば355nm)のパルスレーザー光線を照射する(破断励起穴形成工程)。この際に照射するパルスレーザー光線のショット数は、7〜10ショットでよい。この結果、交差点位置(x1,y1)には、図6の(b)に示すようにデバイスウエーハ20の表面から裏面に貫通する破断励起穴220が形成される。
なお、上記破断励起穴形成工程における加工条件は、図示の実施形態においては次のように設定されている。
光源 :YAGレーザー
波長 :355nm
平均出力 :50W
集光スポット径 :φ40μm
光源 :YAGレーザー
波長 :355nm
平均出力 :50W
集光スポット径 :φ40μm
上記加工条件によって破断励起穴形成工程を実施することにより、厚さが100μmの光デバイスウエーハ20には第1のストリート201と第2のストリート202との交差点位置に直径が40μmの破断励起穴220が形成される。
上述したように光デバイスウエーハ20に形成された図4において最上位の行の第1のストリート201と第2のストリート202との交差点位置(x1,y1)に破断励起穴形成工程を実施して破断励起穴220を形成したならば、加工送り手段37を作動してチャックテーブル36を移動し、上記交差点(x1,y1)の図4において右側の交差点位置(x2,y1)を レーザー光線照射手段52の集光器53の下方に位置付ける。そして、上述し破断励起穴形成工程を実施する。以後、光デバイスウエーハ20に形成された図4において最上位の行の第1のストリート201と他の第2のストリート202との各交差点位置(x3,y1)、(x4,y1)、(x5,y1)に対しても上記破断励起穴形成工程を実施する。
以上のようにして、光デバイスウエーハ20に形成された第1のストリート201における最上位の行に対して加工穴形成工程を実施したならば、チャックテーブル36を図1において矢印Yで示す方向に第1のストリート201の間隔だけ割り出し送りし(割り出し送り工程)、第1のストリート201と第2のストリート202との各交差点位置に上記破断励起穴形成工程を実施する。このようにして光デバイスウエーハ20に形成された全ての第1のストリート201と第2のストリート202との各交差点位置に破断励起穴形成工程を実施することにより、光デバイスウエーハ20には上記全ての交差点位置に破断励起穴220が形成される。
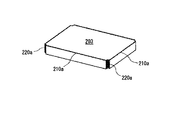
以上のようにして、破断伝播溝形成工程および破断励起穴形成工程を実施することにより光デバイスウエーハ20には、図7に示すように第1のストリート201と第2のストリート202に破断伝播溝210が形成されるとともに、第1のストリート201と第2のストリート202との各交差点位置に破断励起穴220が形成される。このように破断伝播溝210と破断励起穴220が形成された光デバイスウエーハ20は、次工程である分割工程に搬送される。分割工程においては、光デバイスウエーハ20に破断伝播溝210に沿って外力が付与される。この結果、破断励起穴220の内周縁が破断の起点となり、この破断が破断伝播溝210に沿って伝播するため、光デバイスウエーハ20は第1のストリート201および第2のストリート202に沿って確実に破断される。
このようにして、光デバイスウエーハ20が第1のストリート201および第2のストリート202に沿って破断され個々に分割されたデバイス203には、図8に示すように側面の上部に上記破断伝播溝形成工程においてレーザー光線が照射されることによって生成された溶融層210aが残留する。しかるに、この溶融層210aの厚さは10μm以下であるため、光デバイス203がレーザーダイオードの場合でも輝度の低下は僅かで品質に影響を及ぼすことはない。また、個々に分割された光デバイス203には、図8に示すように4隅に上記破断励起穴形成工程においてレーザー光線が照射されることによって生成された溶融層220aが残留する。しかるに、この溶融層220aは光デバイス203の側面の面積に対して僅かであるとともに光デバイス203の隅部に形成されるので、デバイス203がレーザーダイオードの場合でも輝度の低下は僅かで品質に影響を及ぼすことはない。
次に、本発明によるウエーハのレーザー加工方法の他の実施形態について、図9を参照して説明する。
図9に示す実施形態は、パルスレーザー光線の集光スポットの形状を楕円形にした例である。なお、この楕円形の集光スポットは、図示の実施形態においては長軸が90μm、短軸が5μmに設定されている。
この実施形態においても、上述した実施形態と同様に光デバイスウエーハ20の第1のストリート201および第2のストリート202に沿って上述した破断伝播溝形成工程を実施する。このとき、パルスレーザー光線の楕円形の集光スポットの長軸をストリートに沿って位置付ける。この結果、光デバイスウエーハ20には第1のストリート201および第2のストリート202に沿って幅が5μmで深さが3〜10μmの破断伝播溝210が形成される。
図9に示す実施形態は、パルスレーザー光線の集光スポットの形状を楕円形にした例である。なお、この楕円形の集光スポットは、図示の実施形態においては長軸が90μm、短軸が5μmに設定されている。
この実施形態においても、上述した実施形態と同様に光デバイスウエーハ20の第1のストリート201および第2のストリート202に沿って上述した破断伝播溝形成工程を実施する。このとき、パルスレーザー光線の楕円形の集光スポットの長軸をストリートに沿って位置付ける。この結果、光デバイスウエーハ20には第1のストリート201および第2のストリート202に沿って幅が5μmで深さが3〜10μmの破断伝播溝210が形成される。
次に、光デバイスウエーハ20に形成された第1のストリート201における最上位の行の図4において最左端の交差点位置(x1,y1)を、図9の(a)に示すようにレーザー光線照射手段52の集光器53の下方に位置付ける。このとき、パルスレーザー光線の楕円形の集光スポットの長軸を第1のストリート201に沿って位置付ける。そして、集光器53から照射されるパルスレーザー光線の集光点Pを光デバイスウエーハ20の表面200a(上面)付近に合わせる。次に、加工送り手段37の作動を停止した状態でレーザー光線照射手段52の集光器53から窒化ガリウム(GaN)基板200に対して吸収性を有する波長のパルスレーザー光線を照射する(破断励起穴形成工程)。この際に照射するパルスレーザー光線のショット数は、3〜5ショットでよい。この結果、交差点位置(x1,y1)には、図9の(a)に示すように第1のストリート201に沿って破断励起穴221が形成される。なお、破断励起穴形成工程の加工条件は、パルスレーザー光線の集光スポットの形状以外は上述した実施形態と同様でよい。このようにして、全ての第1のストリート201に沿って第2のストリート202との交差点位置に破断励起穴形成工程する。
上述したように全ての第1のストリート201に沿って第2のストリート202との交差点位置に破断励起穴形成工程を実施したならば、チャックテーブル36従ってこれに保持されている光デバイスウエーハ20を90度回動せしめて、第1のストリート201に対して直交する方向に形成された第2のストリート202に沿って第1のストリート201との交差点位置に上述した破断励起穴形成工程を実施する。この結果、第2のストリート202と第1のストリート201との交差点位置には、図9の(b)に示すように第2のストリート202に沿って破断励起穴222が形成される。このようにして、第1のストリート201と第2のストリート202との交差点位置に破断励起穴221と破断励起穴222が形成されると、両励起穴が重合する中間部には略円形の励起穴223が形成される。
以上、本発明を図示の実施形態に基づいて説明したが、本発明は実施形態のみに限定されるものではなく、本発明の趣旨の範囲で種々の変形は可能である。例えば、上述した実施形態においては、破断伝播溝形成工程を実施した後に破断励起穴形成工程を実施する例を示したが、最初に破断励起穴形成工程を実施しその後に破断伝播溝形成工程を実施してもよい。
また、上述した実施形態においては、破断励起穴形成工程によって光デバイスウエーハ20の第1のストリート201と第2のストリート202との各交差点位置に破断励起穴220を形成する例を示したが、デバイス203のサイズが大きく交差点位置間の長さが長い場合には、交差点位置間に所定の間隔をもって破断励起穴220を形成してもよい。
更に、上述した実施形態においては、パルスレーザー光線の集光スポットの形状が円形または楕円形のもので破断伝播溝形成工程および破断励起穴形成工程を実施した例を示したが、楕円形の集光スポットで破断伝播溝形成工程を実施し、円形の集光スポットで破断励起穴形成工程を実施してもよい。
また、上述した実施形態においては、破断励起穴形成工程によって光デバイスウエーハ20の第1のストリート201と第2のストリート202との各交差点位置に破断励起穴220を形成する例を示したが、デバイス203のサイズが大きく交差点位置間の長さが長い場合には、交差点位置間に所定の間隔をもって破断励起穴220を形成してもよい。
更に、上述した実施形態においては、パルスレーザー光線の集光スポットの形状が円形または楕円形のもので破断伝播溝形成工程および破断励起穴形成工程を実施した例を示したが、楕円形の集光スポットで破断伝播溝形成工程を実施し、円形の集光スポットで破断励起穴形成工程を実施してもよい。
2:静止基台
3:チャックテーブル機構
31:案内レール
36:チャックテーブル
37:加工送り手段
374:加工送り量検出手段
38:第1の割り出し送り手段
4:レーザー光線照射ユニット支持機構
41:案内レール
42:可動支持基台
43:第2の割り出し送り手段
433:割り出し送り量検出手段
5:レーザー光線照射ユニット
51:ユニットホルダ
52:レーザー光線加工手段
53:集光器
6:撮像手段
10:制御手段
20:光デバイスウエーハ
201:第1のストリート
202:第2のストリート
203:デバイス
210:破断伝播溝
220:破断励起穴
21:環状のフレーム
22:保護テープ
3:チャックテーブル機構
31:案内レール
36:チャックテーブル
37:加工送り手段
374:加工送り量検出手段
38:第1の割り出し送り手段
4:レーザー光線照射ユニット支持機構
41:案内レール
42:可動支持基台
43:第2の割り出し送り手段
433:割り出し送り量検出手段
5:レーザー光線照射ユニット
51:ユニットホルダ
52:レーザー光線加工手段
53:集光器
6:撮像手段
10:制御手段
20:光デバイスウエーハ
201:第1のストリート
202:第2のストリート
203:デバイス
210:破断伝播溝
220:破断励起穴
21:環状のフレーム
22:保護テープ
Claims (4)
- 表面に格子状に形成された複数のストリートによって複数の領域が形成され、該複数の領域にデバイスが形成されたウエーハを、ストリートに沿ってレーザー加工するウエーハのレーザー加工方法であって、
ウエーハに形成されたストリートに沿ってパルスレーザー光線を照射し、ストリートに沿って破断伝播溝を形成する破断伝播溝形成工程と、
ウエーハに形成されたストリートに沿って所定間隔を置いてパルスレーザー光線を照射し、破断励起穴を形成する破断励起穴形成工程と、を含む、
ことを特徴とするウエーハのレーザー加工方法。 - 該破断伝播溝形成工程において形成される破断伝播溝の深さは、3〜10μmに設定されている、請求項1記載のウエーハのレーザー加工方法。
- 該破断励起穴形成工程において形成される破断励起穴は、ウエーハを貫通して形成される、請求項1又は2記載のウエーハのレーザー加工方法。
- 該破断励起穴形成工程において形成される破断励起穴の位置は、ウエーハの表面に格子状に形成された複数のストリートの交差点位置に設定されている、請求項1から3のいずれかに記載のウエーハのレーザー加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005338606A JP2007149743A (ja) | 2005-11-24 | 2005-11-24 | ウエーハのレーザー加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005338606A JP2007149743A (ja) | 2005-11-24 | 2005-11-24 | ウエーハのレーザー加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007149743A true JP2007149743A (ja) | 2007-06-14 |
Family
ID=38210831
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005338606A Pending JP2007149743A (ja) | 2005-11-24 | 2005-11-24 | ウエーハのレーザー加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007149743A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009188029A (ja) * | 2008-02-04 | 2009-08-20 | Lintec Corp | 半導体ウエハ及びその製造方法 |
| JP2014112719A (ja) * | 2014-02-24 | 2014-06-19 | Lintec Corp | 半導体ウエハ |
| JP2017163063A (ja) * | 2016-03-11 | 2017-09-14 | 三菱電機株式会社 | 半導体ウエハおよびその製造方法 |
| CN109848577A (zh) * | 2017-11-30 | 2019-06-07 | 株式会社迪思科 | 晶片的激光加工方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51118187A (en) * | 1975-04-10 | 1976-10-16 | Toshiba Corp | Method of cutting brittle materials |
| JPH02179708A (ja) * | 1989-01-05 | 1990-07-12 | Kawasaki Steel Corp | 半導体ウエハの破折分離方法 |
| JPH0437492A (ja) * | 1990-05-31 | 1992-02-07 | Shunichi Maekawa | 脆性材料の切断法 |
| JP2004526603A (ja) * | 2001-05-29 | 2004-09-02 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | 基板及び基板から部品を分離する方法 |
| JP2004259846A (ja) * | 2003-02-25 | 2004-09-16 | Ogura Jewel Ind Co Ltd | 基板上形成素子の分離方法 |
| JP2005332841A (ja) * | 2004-05-18 | 2005-12-02 | Disco Abrasive Syst Ltd | ウエーハの分割方法 |
| JP2007111754A (ja) * | 2005-10-21 | 2007-05-10 | Disco Abrasive Syst Ltd | レーザー加工方法およびレーザー加工装置 |
-
2005
- 2005-11-24 JP JP2005338606A patent/JP2007149743A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51118187A (en) * | 1975-04-10 | 1976-10-16 | Toshiba Corp | Method of cutting brittle materials |
| JPH02179708A (ja) * | 1989-01-05 | 1990-07-12 | Kawasaki Steel Corp | 半導体ウエハの破折分離方法 |
| JPH0437492A (ja) * | 1990-05-31 | 1992-02-07 | Shunichi Maekawa | 脆性材料の切断法 |
| JP2004526603A (ja) * | 2001-05-29 | 2004-09-02 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | 基板及び基板から部品を分離する方法 |
| JP2004259846A (ja) * | 2003-02-25 | 2004-09-16 | Ogura Jewel Ind Co Ltd | 基板上形成素子の分離方法 |
| JP2005332841A (ja) * | 2004-05-18 | 2005-12-02 | Disco Abrasive Syst Ltd | ウエーハの分割方法 |
| JP2007111754A (ja) * | 2005-10-21 | 2007-05-10 | Disco Abrasive Syst Ltd | レーザー加工方法およびレーザー加工装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009188029A (ja) * | 2008-02-04 | 2009-08-20 | Lintec Corp | 半導体ウエハ及びその製造方法 |
| JP2014112719A (ja) * | 2014-02-24 | 2014-06-19 | Lintec Corp | 半導体ウエハ |
| JP2017163063A (ja) * | 2016-03-11 | 2017-09-14 | 三菱電機株式会社 | 半導体ウエハおよびその製造方法 |
| CN109848577A (zh) * | 2017-11-30 | 2019-06-07 | 株式会社迪思科 | 晶片的激光加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4664710B2 (ja) | レーザー加工装置 | |
| JP4579066B2 (ja) | ウエーハの加工方法 | |
| JP5192213B2 (ja) | レーザー加工装置 | |
| JP5166899B2 (ja) | ウエーハの分割方法 | |
| JP5122880B2 (ja) | レーザー加工装置のアライメント方法 | |
| JP4755839B2 (ja) | レーザー加工装置 | |
| JP4917382B2 (ja) | レーザー光線照射装置およびレーザー加工機 | |
| JP5902540B2 (ja) | レーザー加工方法およびレーザー加工装置 | |
| JP4786997B2 (ja) | レーザー加工装置 | |
| JP2008200694A (ja) | ウエーハの加工方法およびレーザー加工装置 | |
| JP5969767B2 (ja) | レーザー加工装置 | |
| JP2012240082A (ja) | レーザー加工方法およびレーザー加工装置 | |
| JP2008296254A (ja) | レーザー加工装置 | |
| JP2010087433A (ja) | レーザ加工方法、レーザ加工装置およびチップの製造方法 | |
| JP2007007668A (ja) | レーザー加工装置 | |
| JP2010123723A (ja) | ウエーハのレーザー加工方法 | |
| JP4851918B2 (ja) | ウエーハのレーザー加工方法およびレーザー加工装置 | |
| JP2008060164A (ja) | ウエーハのレーザー加工方法 | |
| JP2006332556A (ja) | ウエーハの分割方法 | |
| JP2006289388A (ja) | レーザー加工装置 | |
| JP6482184B2 (ja) | レーザー加工装置 | |
| JP4684717B2 (ja) | ウエーハのレーザー加工方法およびレーザー加工装置 | |
| JP2007149743A (ja) | ウエーハのレーザー加工方法 | |
| JP5468847B2 (ja) | ウエーハのレーザー加工方法 | |
| JP4791138B2 (ja) | レーザー加工方法およびレーザー加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081023 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110325 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110329 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110802 |