JP2007146232A - 鋼製軟窒化機械部品の製造方法 - Google Patents
鋼製軟窒化機械部品の製造方法 Download PDFInfo
- Publication number
- JP2007146232A JP2007146232A JP2005342582A JP2005342582A JP2007146232A JP 2007146232 A JP2007146232 A JP 2007146232A JP 2005342582 A JP2005342582 A JP 2005342582A JP 2005342582 A JP2005342582 A JP 2005342582A JP 2007146232 A JP2007146232 A JP 2007146232A
- Authority
- JP
- Japan
- Prior art keywords
- content
- steel
- hot
- forging
- value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/24—Nitriding
- C23C8/26—Nitriding of ferrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/02—Pretreatment of the material to be coated
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Forging (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
【解決手段】Si、Mn、S、Cr、Mo、Nb、Ti、V、Ni及びNを所定量含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうちP含有量を所定量以下に規制し、前記含有元素の含有率からなる関係式の値を特定の範囲内とする組成の鋼材を、1150〜1280℃に加熱した後、熱間鍛造にて成形し、その後0.5〜1.5℃/秒で冷却して、ミクロ金属組織中のベイナイト組織の比率を50%以上にした熱間鍛造品を、機械加工した後、550〜650℃で30分間以上軟窒化処理する。
【選択図】なし
Description

Cは、内質強度を高めると共に、軟窒化処理中に炭化物を析出して析出強化に寄与する元素である。しかしながら、C含有量が0.15質量%未満では、これらの効果が得られない。一方、C含有量が0.30%を超えると、熱間鍛造品の機械加工性が劣化する。よって、C含有量は0.15〜0.30%とする。
Siは、鋼精錬時には脱酸剤として作用し、また、鋼材の焼入れ性向上にも寄与すると共に、焼戻し軟化抵抗を高めて軟窒化処理後の強度を向上させる効果がある。しかしながら、Si含有量が0.03%未満の場合、その効果が得られない。一方、Si含有量が1.00%を超えると、熱間鍛造品の機械加工性が劣化する。よって、Si含有量は0.03〜1.00%とする。
Mnは、鋼材の焼入れ性向上及び熱間鍛造品のミクロ金属組織のベイナイト化に寄与する元素である。しかしながら、Mn含有量が0.20%未満の場合、これらの効果が得られない。一方、Mn含有量が1.5%を超えると、熱間鍛造品の機械加工性が劣化する。よって、Mn含有量は0.20〜1.5%とする。
Sは、鋼材中で硫化物を形成し、切削加工性を向上させる効果がある。しかしながら、S含有量が0.04%未満の場合、その効果が得られない。一方、S含有量が0.06%を超えると、疲労強度の向上を阻害する。よって、S含有量は0.04〜0.06%とする。
Crは、鋼材の焼入れ性向上及び熱間鍛造品のミクロ金属組織のベイナイト化に寄与する元素である。しかしながら、Cr含有量が0.01%未満の場合、これらの効果が得られない。一方、Cr含有量が0.5%を超えると、熱間鍛造品の機械加工性が劣化する。よって、Cr含有量は0.01〜0.5%とする。
Moは、鋼材の焼入れ性の向上及び熱間鍛造品のミクロ金属組織のベイナイト化に寄与する元素である。また、Moには、析出強化により軟窒化処理後の強度を向上させて、鋼製軟窒化機械部品の疲労強度の向上する効果もある。しかしながら、Mo含有量が0.40%未満の場合、これらの効果が得られない。一方、Mo含有量が1.5%を超えると、熱間鍛造品の機械加工性が劣化すると共に、材料コストが高くなる。よって、Mo含有量は0.40〜1.5%とする。
Nb、Ti及びVは、軟窒化処理中に炭窒化物を形成し、析出強化に寄与する元素である。特に、疲労強度を向上させるには、Nb、Ti及びVを同時に添加し、鋼材中にこれらの複合炭窒化物を析出させることが有効である。しかしながら、Nb含有量が0.005%未満、Ti含有量が0.005%未満又はV含有量が0.2%未満であると、これらの効果が得られない。一方、Nb含有量が0.05%を超えるか、Ti含有量が0.03%を超えるか又はV含有量が0.4%を超えると、その添加効果が飽和し、更に、熱間鍛造品の機械加工性を阻害する。よって、Nb含有量は0.005〜0.05%、Ti含有量は0.005〜0.03%、V含有量は0.2〜0.4%とする。
Niは、熱間鍛造品のミクロ金属組織をベイナイト化する場合に有効な元素である。また、Niは、軟窒化処理後の鋼製軟窒化機械部品の強度を高める効果、及びCuを添加することにより生じる熱間圧延傷を防止する効果もある。しかしながら、Ni含有量が0.05%以上の場合、これらの効果が得られない。Ni含有量が1.5%を超えると、熱間鍛造品の強度が高くなりすぎて、切削加工性が低下する。よって、Ni含有量は0.05〜1.5%とする。
Nは、TiN、NbN及びAlN等の窒化物を形成して結晶粒を微細化し、鋼材の衝撃特性を向上させる効果がある。しかしながら、N含有量が0.002%未満では、十分な量の窒化物が生成せず、粗大粒が生成するため、鋼材の衝撃特性が劣化する。また、N含有量が0.010%を超えると、軟窒化処理の際に炭化物の生成が阻害され、析出強化特性が劣化する。よって、N含有量は0.002〜0.010%とする。
Pは、鋼材中に含まれる不可避的不純物であり、P含有量が0.02%を超えると、鋼製軟窒化機械部品の疲労強度が低下する。よって、P含有量は0.02%以下に規制する。
上記数式(9)で定義されるCeq.の値が0.65未満の場合、鋼製軟窒化機械部品の硬さが低下し、高い疲労強度が得られない。また、Ceq.の値が0.85を超えると、熱間鍛造品の硬さが増加しすぎて、切削加工性が劣化する。よって、Ceq.の値は、0.65〜0.85とする。
上記数式(10)で定義されるDI値が80未満の場合、焼入れ性が低下すると共に、熱間鍛造品の組織をベイナイト組織にすることが困難となる。また、DI値が155を超えると、熱間鍛造品のミクロ金属組織において、マルテンサイト組織が主体となり、切削加工性が劣化する。よって、DI値は80〜155とする。
上記数式(11)で定義されるlogKpの値が2.5未満の場合、パーライトが生成し、軟窒化処理後の鋼製軟窒化機械部品における析出強化特性が劣化する。また、logKpの値が8を越えると、熱間鍛造品の硬さが増加しすぎて切削加工性が劣化する。
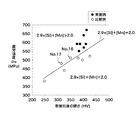
本発明者らは、鋼製軟窒化機械部品の疲労強度の影響因子としては、硬さ以外に鋼材のSi含有量及びMn含有量があり、特に、これらの元素の含有量の影響が大きいことを見出した。そこで、本発明においては、鋼材のSi含有量及びMn含有量を上述した範囲内にすると共に、Si含有量とMn含有量との関係が上記数式(12)を満たすようにしている。これにより、鋼製軟窒化機械部品の疲労強度を顕著に向上させることができる。
Cuは、軟窒化処理中にCu単体として析出し、鋼材の析出強化に寄与する元素である。しかしながら、Cu含有量が0.2%未満の場合、鋼製軟窒化機械部品の疲労強度向上の効果が得られない、一方、Cu含有量が1.5%を超えると、鋼材の熱間脆化が促される。よって、Cuを添加する場合は、その含有量を0.2〜1.5%とする。
本発明においては、上述した範囲に化学組成を特定した鋼材を、1150〜1280℃に加熱した後、熱間鍛造にて所定の形状に成形する。これにより、一般的な形状の部品であれば、鍛造後の熱間鍛造品のミクロ金属組織におけるベイナイト組織の比率を50%以上にすることができる。一方、鍛造前の加熱温度が1150℃未満の場合、熱間鍛造時の変形抵抗が高くなり不経済であると共に、粗大な未溶解の炭化物が残存し、軟窒化処理の際に析出強化に作用する微細炭化物の量が低下する。また、鍛造前の加熱温度が1280℃を超えると、熱間脆化現象が顕在化し、熱間鍛造品に割れ及び欠陥等の不具合が発生する。よって、熱間鍛造前の加熱温度は1150〜1280℃とする。
特に大型の部品を製造する場合には、鍛造後に自然に放冷すると、冷却速度が小さくなる。その結果、熱間鍛造品のミクロ金属組織中のベイナイト組織の比率が50%以上にならず、鋼製軟窒化機械部品の疲労強度を向上させる効果が十分に得られないことがある。具体的には、熱間鍛造後の冷却速度が0.5℃/秒未満の場合、熱間鍛造品のミクロ金属組織におけるベイナイト組織の比率が50%未満となり、鋼製軟窒化機械部品の疲労強度を向上させる効果が低下する。一方、熱間鍛造後の冷却速度が1.5℃/秒を超えると、熱間鍛造品の硬さが高くなり、切削加工性が劣化する。よって、熱間鍛造後には、衝風装置等を設置して、冷却速度が0.5〜1.5℃/秒となるようにして冷却する。これにより、熱間鍛造品のミクロ金属組織におけるベイナイト組織の比率を50%以上にすることができる。
軟窒化処理前の熱間鍛造品のミクロ金属組織は、ベイナイト主体でないと予想通りの疲労強度向上効果が得られない。具体的には、熱間鍛造品のミクロ金属組織におけるベイナイト組織の比率が50%未満の場合、鋼製軟窒化機械部品の疲労強度を向上させる効果が低下する。このため、軟窒化処理前、即ち、鍛造後の熱間鍛造品のミクロ金属組織におけるベイナイト組織の比率は、少なくとも50%とする。なお、軟窒化処理前に調質処理又は焼ならし処理を行うことにより、熱間鍛造品のミクロ金属組織を同様の組織にすることができ、鋼製軟窒化機械部品の疲労強度を向上させる効果が得られるが、その場合、熱処理を実施する分の製造コストが増加する。
また、本発明の鋼製軟窒化機械部品の製造方法においては、上述の条件で調整された熱間鍛造品を、所定の形状に機械加工した後、550〜650℃の温度条件下で30分間以上軟窒化処理する。軟窒化処理温度が550℃未満の場合、鋼製軟窒化機械部品の表面に形成される窒化層の厚さが薄くなり、疲労強度の高い部品が得られない。一方、軟窒化処理温度が650℃を超えると、熱処理歪が小さいという軟窒化処理の利点が失われる。また、軟窒化処理時間が30分未満の場合も同様で、鋼製軟窒化機械部品の表面に形成される窒化層の厚さが薄くなり、疲労強度の高い部品が得られない。よって、軟窒化処理は、550〜650℃の温度条件下で30分間以上実施する。
Claims (2)
- 質量%で、C:0.15〜0.30%、Si:0.03〜1.00%、Mn:0.20〜1.5%、S:0.04〜0.06%、Cr:0.01〜0.5%、Mo:0.40〜1.5%、Nb:0.005〜0.05%、Ti:0.005〜0.03%、V:0.2〜0.4%、Ni:0.05〜1.5%、N:0.002〜0.010%を含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、P:0.02%以下に規制し、更に、C含有量(%)を[C]、Si含有量(%)を[Si]、Mn含有量(%)を[Mn]、P含有量(%)を[P]、S含有量(%)を[S]、Cr含有量(%)を[Cr]、Mo含有量(%)を[Mo]、V含有量(%)を[V]、Ni含有量(%)[Ni]としたとき、下記数式(1)で定義されるCeq.の値が0.65〜0.85であり、下記数式(2)で定義されるDIの値が80〜155であり、下記数式(3)で定義されるlogKpの値が2.5〜8であり、更に、Si含有量とMn含有量との関係が下記数式(4)を満たす組成を有する鋼材を、
1150〜1280℃に加熱した後、熱間鍛造にて部品形状に成形し、鍛造後に0.5〜1.5℃/秒の冷却速度で冷却して、ミクロ金属組織中のベイナイト組織の比率が50%以上の熱間鍛造品を得る工程と、
前記熱間鍛造品を、機械加工した後、550〜650℃の温度条件下で30分間以上軟窒化処理する工程と、を有することを特徴とする鋼製軟窒化機械部品の製造方法。
- 質量%で、C:0.15〜0.30%、Si:0.03〜1.00%、Mn:0.20〜1.5%、S:0.04〜0.06%、Cr:0.01〜0.5%、Mo:0.40〜1.5%、Nb:0.005〜0.05%、Ti:0.005〜0.03%、V:0.2〜0.4%、Ni:0.05〜1.5%、N:0.002〜0.010%、Cu:0.2〜1.5%を含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、P:0.02%以下に規制し、更に、C含有量(%)を[C]、Si含有量(%)を[Si]、Mn含有量(%)を[Mn]、P含有量(%)を[P]、S含有量(%)を[S]、Cr含有量(%)を[Cr]、Mo含有量(%)を[Mo]、V含有量(%)を[V]、Ni含有量(%)[Ni]、Cu含有量(%)を[Cu]としたとき、下記数式(5)で定義されるCeq.の値が0.65〜0.85であり、下記数式(6)で定義されるDIの値が80〜155であり、下記数式(7)で定義されるlogKpの値が2.5〜8であり、更に、Si含有量とMn含有量との関係が下記数式(8)を満たす組成を有する鋼材を、
1150〜1280℃に加熱した後、熱間鍛造にて部品形状に成形し、鍛造後に0.5〜1.5℃/秒の冷却速度で冷却して、ミクロ金属組織中のベイナイト組織の比率が50%以上の熱間鍛造品を得る工程と、
前記熱間鍛造品を、機械加工した後、550〜650℃の温度条件下で30分間以上軟窒化処理する工程と、を有することを特徴とする鋼製軟窒化機械部品の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005342582A JP4385019B2 (ja) | 2005-11-28 | 2005-11-28 | 鋼製軟窒化機械部品の製造方法 |
| US11/605,026 US7815750B2 (en) | 2005-11-28 | 2006-11-27 | Method of production of steel soft nitrided machine part |
| DE102006055922A DE102006055922B4 (de) | 2005-11-28 | 2006-11-27 | Verfahren zur Herstellung eines weichnitrierten Stahlmaschinenteils |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005342582A JP4385019B2 (ja) | 2005-11-28 | 2005-11-28 | 鋼製軟窒化機械部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007146232A true JP2007146232A (ja) | 2007-06-14 |
| JP4385019B2 JP4385019B2 (ja) | 2009-12-16 |
Family
ID=38086274
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005342582A Expired - Fee Related JP4385019B2 (ja) | 2005-11-28 | 2005-11-28 | 鋼製軟窒化機械部品の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US7815750B2 (ja) |
| JP (1) | JP4385019B2 (ja) |
| DE (1) | DE102006055922B4 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100961040B1 (ko) | 2008-04-28 | 2010-06-01 | 동아대학교 산학협력단 | 고강도 질화강 |
| EP2357262A1 (en) | 2010-01-28 | 2011-08-17 | Honda Motor Co., Ltd. | Crankshaft and production method therefor |
| WO2012067181A1 (ja) * | 2010-11-17 | 2012-05-24 | 新日本製鐵株式会社 | 窒化用鋼及び窒化処理部品 |
| JP2012193416A (ja) * | 2011-03-17 | 2012-10-11 | Sumitomo Metal Ind Ltd | 時効硬化性鋼および機械部品の製造方法 |
| WO2013121794A1 (ja) * | 2012-02-15 | 2013-08-22 | Jfe条鋼株式会社 | 軟窒化用鋼およびこの鋼を素材とする軟窒化部品 |
| DE102014106004A1 (de) | 2013-05-01 | 2014-11-06 | Honda Motor Co., Ltd. | Nitrocarburierte Kurbelwelle und deren Herstellungsverfahren |
| JP2016056450A (ja) * | 2014-09-05 | 2016-04-21 | Jfeスチール株式会社 | 軟窒化用鋼および部品ならびにこれらの製造方法 |
| KR20170128553A (ko) * | 2015-03-24 | 2017-11-22 | 제이에프이 스틸 가부시키가이샤 | 연질화용 강 및 부품 그리고 이들의 제조 방법 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009049398C5 (de) * | 2009-10-14 | 2015-05-07 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines Strukturbauteils für ein Kraftfahrzeug und Strukturbauteil |
| CN102825206A (zh) * | 2012-09-20 | 2012-12-19 | 江苏金源锻造股份有限公司 | 发动机平衡轴的锻造方法 |
| US20140283960A1 (en) * | 2013-03-22 | 2014-09-25 | Caterpillar Inc. | Air-hardenable bainitic steel with enhanced material characteristics |
| WO2016035519A1 (ja) * | 2014-09-02 | 2016-03-10 | 新日鐵住金株式会社 | 非調質型軟窒化部品 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5763628A (en) * | 1980-10-03 | 1982-04-17 | Daido Steel Co Ltd | Production of forge hardened parts |
| JPH07116502B2 (ja) * | 1988-12-03 | 1995-12-13 | マツダ株式会社 | 鋼部材の製造方法 |
| JP4010023B2 (ja) | 1997-08-18 | 2007-11-21 | 住友金属工業株式会社 | 軟窒化非調質クランク軸およびその製造方法 |
| JP3527154B2 (ja) | 1999-11-05 | 2004-05-17 | 株式会社住友金属小倉 | 非調質軟窒化鋼部品 |
| JP4556334B2 (ja) * | 2001-02-01 | 2010-10-06 | 大同特殊鋼株式会社 | 軟窒化用非調質鋼熱間鍛造部品 |
-
2005
- 2005-11-28 JP JP2005342582A patent/JP4385019B2/ja not_active Expired - Fee Related
-
2006
- 2006-11-27 US US11/605,026 patent/US7815750B2/en not_active Expired - Fee Related
- 2006-11-27 DE DE102006055922A patent/DE102006055922B4/de not_active Expired - Fee Related
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100961040B1 (ko) | 2008-04-28 | 2010-06-01 | 동아대학교 산학협력단 | 고강도 질화강 |
| EP2357262A1 (en) | 2010-01-28 | 2011-08-17 | Honda Motor Co., Ltd. | Crankshaft and production method therefor |
| KR101382828B1 (ko) | 2010-11-17 | 2014-04-08 | 신닛테츠스미킨 카부시키카이샤 | 질화용 강 및 질화 처리 부품 |
| WO2012067181A1 (ja) * | 2010-11-17 | 2012-05-24 | 新日本製鐵株式会社 | 窒化用鋼及び窒化処理部品 |
| JP5135561B2 (ja) * | 2010-11-17 | 2013-02-06 | 新日鐵住金株式会社 | 窒化用鋼及び窒化処理部品 |
| US8876988B2 (en) | 2010-11-17 | 2014-11-04 | Nippon Steel & Sumitomo Metal Corporation | Steel for nitriding and nitrided part |
| JP2012193416A (ja) * | 2011-03-17 | 2012-10-11 | Sumitomo Metal Ind Ltd | 時効硬化性鋼および機械部品の製造方法 |
| WO2013121794A1 (ja) * | 2012-02-15 | 2013-08-22 | Jfe条鋼株式会社 | 軟窒化用鋼およびこの鋼を素材とする軟窒化部品 |
| DE102014106004A1 (de) | 2013-05-01 | 2014-11-06 | Honda Motor Co., Ltd. | Nitrocarburierte Kurbelwelle und deren Herstellungsverfahren |
| US9593404B2 (en) | 2013-05-01 | 2017-03-14 | Daido Steel Co., Ltd. | Nitrocarburized crankshaft and method of manufacturing the same |
| JP2016056450A (ja) * | 2014-09-05 | 2016-04-21 | Jfeスチール株式会社 | 軟窒化用鋼および部品ならびにこれらの製造方法 |
| KR20170128553A (ko) * | 2015-03-24 | 2017-11-22 | 제이에프이 스틸 가부시키가이샤 | 연질화용 강 및 부품 그리고 이들의 제조 방법 |
| CN107406942A (zh) * | 2015-03-24 | 2017-11-28 | 杰富意钢铁株式会社 | 软氮化用钢及部件及其制造方法 |
| KR102009635B1 (ko) | 2015-03-24 | 2019-08-12 | 제이에프이 스틸 가부시키가이샤 | 연질화용 강 및 부품 그리고 이들의 제조 방법 |
| US11959177B2 (en) | 2015-03-24 | 2024-04-16 | Jfe Steel Corporation | Steel for nitrocarburizing and nitrocarburized component, and methods of producing same |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102006055922A1 (de) | 2007-07-05 |
| US7815750B2 (en) | 2010-10-19 |
| US20070119519A1 (en) | 2007-05-31 |
| DE102006055922B4 (de) | 2013-03-28 |
| JP4385019B2 (ja) | 2009-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4385019B2 (ja) | 鋼製軟窒化機械部品の製造方法 | |
| JP6610808B2 (ja) | 軟窒化用鋼および部品 | |
| JP5123335B2 (ja) | クランクシャフトおよびその製造方法 | |
| KR101726251B1 (ko) | 연질화용 강 및 연질화 부품 그리고 이들의 제조 방법 | |
| JP2007332438A (ja) | 低サイクル疲労特性に優れた浸炭焼入れ鋼材及び浸炭焼入れ部品 | |
| JP5505263B2 (ja) | 低サイクル疲労特性に優れた浸炭焼入れ鋼材及び浸炭焼入れ部品 | |
| JP2009030134A (ja) | 窒化歯車用粗形品および窒化歯車 | |
| JP5299118B2 (ja) | 真空浸炭用鋼および真空浸炭部品 | |
| JP2006307271A (ja) | 耐結晶粒粗大化特性と冷間加工性に優れた軟化焼鈍の省略可能な肌焼用鋼およびその製法 | |
| JP2010013729A (ja) | 軟窒化用鋼、軟窒化用鋼材およびクランクシャフト | |
| JP2010189697A (ja) | クランクシャフトおよびその製造方法 | |
| JP6225965B2 (ja) | 軟窒化用鋼および部品ならびにこれらの製造方法 | |
| JP2006348321A (ja) | 窒化処理用鋼 | |
| JP2010222634A (ja) | 最大結晶粒の縮小化特性に優れた肌焼鋼及びその製造方法 | |
| JP4328924B2 (ja) | 高強度軸部品の製造方法 | |
| JP6477904B2 (ja) | クランク軸粗形材、窒化クランク軸及びその製造方法 | |
| JP4488228B2 (ja) | 高周波焼入れ用鋼材 | |
| JP2006265704A (ja) | 耐結晶粒粗大化特性と冷間加工性に優れ、軟化焼鈍の省略可能な肌焼用鋼およびその製法 | |
| JP6431456B2 (ja) | 軟窒化用鋼および部品ならびにこれらの製造方法 | |
| JP2009167505A (ja) | 調質型軟窒化クランク軸用粗形品および調質型軟窒化クランク軸 | |
| JP2006307270A (ja) | 耐結晶粒粗大化特性と冷間加工性に優れた肌焼用鋼およびその製法 | |
| JP2012077333A (ja) | 被削性に優れた窒化用鋼及び窒化処理部品 | |
| JP6447064B2 (ja) | 鋼部品 | |
| JPH11229032A (ja) | 軟窒化用鋼材の製造方法及びその鋼材を用いた軟窒化部品 | |
| JP4411096B2 (ja) | 球状化後の冷間鍛造性に優れた肌焼用鋼線材・棒鋼 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070803 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090824 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090901 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090928 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131002 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131002 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |