JP2007100111A - プレス打抜き性の良いCu−Ni−Sn−P系銅合金およびその製造法 - Google Patents
プレス打抜き性の良いCu−Ni−Sn−P系銅合金およびその製造法 Download PDFInfo
- Publication number
- JP2007100111A JP2007100111A JP2005287187A JP2005287187A JP2007100111A JP 2007100111 A JP2007100111 A JP 2007100111A JP 2005287187 A JP2005287187 A JP 2005287187A JP 2005287187 A JP2005287187 A JP 2005287187A JP 2007100111 A JP2007100111 A JP 2007100111A
- Authority
- JP
- Japan
- Prior art keywords
- precipitates
- less
- particle size
- copper alloy
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000881 Cu alloy Inorganic materials 0.000 title claims abstract description 27
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 238000004080 punching Methods 0.000 title abstract description 11
- 239000000463 material Substances 0.000 claims abstract description 38
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 15
- 239000000203 mixture Substances 0.000 claims abstract description 9
- 239000010949 copper Substances 0.000 claims abstract description 6
- 229910052742 iron Inorganic materials 0.000 claims abstract description 3
- 229910052725 zinc Inorganic materials 0.000 claims abstract 2
- 239000002244 precipitate Substances 0.000 claims description 110
- 239000002245 particle Substances 0.000 claims description 62
- 238000000137 annealing Methods 0.000 claims description 25
- 238000005098 hot rolling Methods 0.000 claims description 23
- 238000005266 casting Methods 0.000 claims description 16
- 238000001816 cooling Methods 0.000 claims description 15
- 238000005096 rolling process Methods 0.000 claims description 12
- 238000005097 cold rolling Methods 0.000 claims description 10
- 238000005452 bending Methods 0.000 abstract description 33
- 229910009038 Sn—P Inorganic materials 0.000 abstract description 8
- 229910052759 nickel Inorganic materials 0.000 abstract description 2
- 229910052718 tin Inorganic materials 0.000 abstract description 2
- 238000005476 soldering Methods 0.000 abstract 1
- 230000035882 stress Effects 0.000 description 43
- 238000000034 method Methods 0.000 description 22
- 229910000679 solder Inorganic materials 0.000 description 16
- 229910018104 Ni-P Inorganic materials 0.000 description 15
- 229910018536 Ni—P Inorganic materials 0.000 description 15
- 230000008569 process Effects 0.000 description 15
- 238000012360 testing method Methods 0.000 description 15
- 230000006872 improvement Effects 0.000 description 10
- 238000007665 sagging Methods 0.000 description 9
- 238000010438 heat treatment Methods 0.000 description 8
- 230000007423 decrease Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 238000001556 precipitation Methods 0.000 description 7
- 230000032683 aging Effects 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 230000009467 reduction Effects 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 5
- 230000007547 defect Effects 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 238000007747 plating Methods 0.000 description 5
- 239000011159 matrix material Substances 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 3
- 230000004907 flux Effects 0.000 description 3
- 239000012535 impurity Substances 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 238000005554 pickling Methods 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 239000006104 solid solution Substances 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 239000001257 hydrogen Substances 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000298 Cellophane Polymers 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003610 charcoal Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000009429 electrical wiring Methods 0.000 description 1
- 230000005496 eutectics Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 230000009931 harmful effect Effects 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000010301 surface-oxidation reaction Methods 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images

Landscapes
- Conductive Materials (AREA)
Abstract
【解決手段】質量%でNi:0.15〜1.5%、Sn:0.1〜2.3%、P:0.02〜0.2%を含み、さらに必要に応じてZn:5%以下、Co:0.3%以下、Mn:0.3%以下、Fe:0.3%以下およびMg:0.15%以下のうち1種または2種以上を含み、残部実質的にCuの組成を有し、粒径20nm未満の微細析出物が存在するとともに、粒径20〜150nmの析出物が1.5×106nm2あたり0.3〜30個の密度で存在する組織を有する銅合金。
【選択図】なし
Description
さらに、部品の生産性を向上させ製造コストを下げるためには、高速のプレス加工が可能で、かつ金型の摩耗が少なく、金型のメンテナンス負荷が小さいことが望まれるが、プレス打抜き面のせん断面と破断面の段差が大きい場合は、打抜き後の部品が金型に詰まり、これが連続プレスで重なることにより、金型のクリアランスを変化させることがあり、金型のメンテナンス負荷が大きくなるため、より打抜き面の段差を小さく保つことができる材料が望まれていた。
すなわち本発明では、質量%でNi:0.15〜1.5%、Sn:0.1〜2.3%、P:0.02〜0.2%を含み、さらに必要に応じてZn:5%以下、Co:0.3%以下、Mn:0.3%以下、Fe:0.3%以下およびMg:0.15%以下のうち1種または2種以上を含み、好ましくはAl、Ti、Siの合計含有量が0.001質量%以下(検出されない場合を含む)で、残部実質的にCuの組成を有し、粒径20nm未満の微細析出物が分散して存在するとともに、粒径20〜150nmの析出物が1.5×106nm2あたり0.3〜30個の密度で存在し、好ましくは粒径150nmを超える粗大析出物が存在しないか、または1.5×106nm2あたり3個以下の密度に抑えられている組織を有する銅合金が提供される。
具体的には、粒径が微細なタイプの析出物をマトリクス中に多数分散させることによって、強度、導電性、曲げ加工性、耐応力緩和特性といった通電部品用素材に必要な基本特性を付与する。ただし、これらの特性の向上に寄与するような微細なサイズの析出物は、プレス打抜き性を向上させる作用が少ない。
Niは、Pと共添することにより本発明で重要な役割を担う2種類のタイプのNi−P系析出物を形成する。また、固溶したNiは単体で、あるいは固溶したSnとの相互作用により、強度(ばね性)、耐応力緩和特性の向上をもたらす。これらの作用は0.15質量%以上のNi含有により発揮される。しかし、Ni含有量が多くなりすぎると導電性が低下するだけでなく、Ni−P系析出物の析出温度域が上昇するので析出物の粒径が大きくなりやすく、サイズ分布の適正化を図ることが難しくなる。また粒径150nmを超える粗大析出物も生成しやすくなる。このような理由によりNi含有量は0.15〜1.5質量%とする必要があり、0.3〜1.2質量%とすることがより好ましく、0.5〜1.0質量%が一層好ましい。また、特に自動車のバスバーやソケット部品等、導電性を重視する用途ではNi含有量を0.3〜0.8質量%にすることが好ましい。
Snはマトリクス中に固溶し、強度、ビッカース硬さをはじめとする機械特性の向上をもたらす。また、固溶したSnとNi−P系析出物の相互作用により、強度(ばね性)、耐応力緩和特性の向上効果が得られる。更に、プレス打抜き時の加工硬化量を増大させ、打抜き性の向上をもたらす。これらの作用を十分発揮させるには0.1質量%以上のSn含有が必要である。しかし、Sn含有量が多くなりすぎると導電性の低下、熱間加工性の低下を招く。このためSn含有量は0.1〜2.3質量%にする必要がある。ジャンクションボックス用のバスバー等、導電性を重視する用途に使用する場合は0.1〜0.6質量%のSn含有量とすることが望ましく、0.15〜0.3質量%とすることが一層好ましい。また、小型端子等の用途を考慮した場合は0.5〜2.0質量%のSn含有が望ましく、0.7〜1.6質量%が一層好ましい。
Pは、上記NiとともにNi−P系析出物を形成し、前述の諸特性の向上に寄与する。P含有量が0.02質量%未満ではプレス打抜き性を向上させる粒径20〜150nmの析出物が十分に得られないだけでなく、場合によっては強度や耐応力緩和特性等の向上に寄与する微細なタイプのNi−P系析出物が十分な量だけ得られない。また、プレス打抜き性の向上に有効な粒径の大きいタイプのNi−P系析出物を形成することが難しくなる。一方、P含有量が0.2質量%を超えると熱間加工性、冷間加工性が低下するだけでなく、粗大なNi−P系析出物の生成を招きやすくなる。したがってP含有量は0.02〜0.2質量%とする必要があり、0.04〜0.16質量%とすることがより好ましく、0.05〜0.1質量%が一層好ましい。
本発明ではNi−P系析出物のサイズおよび量をコントロールすることで諸特性の同時改善を実現している。したがって添加されるNiとPの量比を適正化することが望ましい。発明者らの検討によると、質量%によるNi量とP量の比で表されるNi/Pの値は2〜30であることが望ましく、5〜25であることが一層好ましい。Ni/Pが大きくなりすぎるとめっき密着性やはんだ耐候性の低下を招くとともに、析出物のサイズが大きくなりやすいことによりプレス打抜き性に寄与する粒径の大きいタイプの析出物の量が増大して曲げ加工性や耐応力緩和特性の低下を招きやすい。さらに粗大析出物の量も多くなる。逆にNi/Pが小さすぎるとプレス打抜き性に寄与する粒径の大きいタイプの析出物が形成されにくくなる。この傾向はP量が多い場合に顕著になる。このため、P含有量が0.1質量%を超える場合はNi/Pが5以上となるようにNiを前記許容範囲内で多めに添加することが望ましい。
Znは本発明の銅合金の機械特性および耐応力緩和特性を損なうことなくはんだ耐候性、めっき密着性等を向上させる作用を有するので、必要に応じてZnを含有させることができる。上記のような効果を十分に得るためには0.05質量%以上のZn含有が望まれる。Zn含有量を多めにすることにより原料コストが低減できるメリットがあるが、多量のZn添加は導電性を低下させるだけでなく、応力腐食割れの感受性を高める要因になり、耐応力緩和特性も低下する。このためZnを含有させる場合はその含有量を5質量%以下とする必要があり、3質量%以下とすることがより好ましく、1質量%以下の範囲に規制することもできる。
MnおよびCoはPと化合物を作り、Mn−P系、Co−P系の析出物や、多元系のMn−Ni−P系、Co−Ni−P系の析出物を形成する。これらMnやCoを含む析出物はNi−P系析出物よりも析出開始温度が高いので、MnやCoの添加はプレス打抜き性の向上を担う粒径が大きいタイプの析出物の必要量を確保する上で有利となる。また、これらの析出物により耐熱性の向上を図ることも可能である。このため、必要に応じてMnまたはCoをNiに置換する形で含有させることができる。ただし、MnやCoの含有量が多すぎると粒径が大きいタイプの析出物の量が多くなりすぎたり、粗大析出物の存在量が多くなりすぎたりするため、曲げ加工性、耐応力緩和特性およびめっきの表面性状が低下し好ましくない。このため、Mn、Coとも含有量は0.3質量%以下とすることが望ましい。Mn、Coは単独で含有させても複合して含有させても構わないが、Mn、Coとも0.0005〜0.3質量%の範囲で含有させることが効果的であり、0.01〜0.1質量%の範囲とすることが一層好ましい。ただし、原子%に換算した含有量において、MnとCoの合計含有量がNi含有量を超えないようにすることが肝要である。
FeはPと化合物を作り、Ni−P系析出物より析出開始温度の高いFe−P系、Fe−Ni−P系の析出物を形成する。このため前記MnやCoと同様にプレス打抜き性の向上を担う粒径が大きいタイプの析出物の必要量を確保する上で有利となる。その作用を十分に発揮させるには0.05質量%以上のFe含有量を確保することがより効果的である。ただしFe含有量が多すぎると前記MnやCoと同様の弊害を生じる。また、Feは素材表面で酸化物を形成しやすく、めっき曇りを発生させやすい。このためFeを含有させる場合は0.3質量%以下の含有量とする必要があり、0.1質量%以下とすることがより好ましい。また、Ni/Fe比としては、Ni/Fe≧2であることが好ましく、Ni/Fe≧10であることが更に好ましい。めっき性や表面の耐酸化性を特に重視する場合は、Fe含有量を0.005質量%以下(分析による検出限界以下を含む)に制限するよう、組成調整することも有効である。
Mgはプレス打抜き性の向上および耐応力緩和特性の向上をもたらす元素である。Mgによる耐応力緩和特性の向上効果を十分に得るには0.005質量%以上のMg含有が望まれる。ただし、Mg−P系析出物、Ni−Mg−P系析出物が生成すると、曲げ加工性が急激に低下する。またこの析出物は700℃以下の温度域で生成するため、後述のように熱間圧延時に700℃以下で1パス以上の圧下を行う場合などはこの析出物が熱間加工割れを招きやすく、ひいては冷間加工性を低下させる。それだけではなく曲げ加工性の急激な低下をも引き起こすので注意が必要である。このような理由で、Mgを含有させる場合は0.15質量%以下の含有量とする必要があり、0.05質量%以下とすることがより好ましい。後述する不純物Al、Ti、Siの合計含有量が0.001質量%を超えている場合は、これらの元素との相乗効果により曲げ加工性、製造性の低下が顕著になるため、Mg含有量は0.001質量%以下に制限することが好ましい。
本発明は2種類のタイプの析出物が混在する組織状態を必要とするため、析出物の粗大化等、析出物の形態に悪影響を及ぼす元素はできるだけ排除することが望ましい。特にAl、Ti、Siはスクラップから混入する可能性があり、極微量の混入で析出物の粗大化を助長する。また、曲げ加工性の低下、溶解・鋳造時の表面欠陥や内部欠陥の増大、接触抵抗の経時劣化速度の増大、はんだ耐候性の低下を招く。このようなことから、Al、Ti、Siの合計含有量は0.001質量%以下に管理することが望ましく、特にこれらの元素の合計含有量が通常の銅合金製造現場での分析で検出されないレベルに管理することが一層好ましい。
O(酸素)は製造工程中での熱間圧延割れやフラックスの巻き込みといった欠陥の原因になりやすいので50ppm以下、好ましくは30ppm以下に抑えることが望ましい。H(水素)は膨れ等の欠陥の原因になりやすいので3ppm以下、好ましくは2ppm以下に抑えることが望ましい。Sは熱間加工割れの原因となりやすく、また曲げ加工性の低下を招きやすいので20ppm以下、好ましくは10ppm以下に抑えることが望ましい。
溶解・鋳造→熱間圧延→冷間圧延→焼鈍→冷間圧延→低温焼鈍
前述した2種類のタイプの析出物のうち、プレス打抜き性の改善に寄与する粒径の大きいタイプの析出物は主として熱間圧延工程で生成させる。強度や耐応力緩和特性の向上に寄与する微細なタイプの析出物は熱間圧延後に行われる何回かの焼鈍工程の少なくとも1つ以上において時効処理を兼ねることで析出させる。
上で規定した組成の合金を溶解して、鋳造する。基本的に大気中での溶解・鋳造が可能であるが、溶湯の酸化、水素の浸入を防ぐため、湯面を黒鉛やフラックス等の被覆材で被覆することが望ましい。鋳造に際しては凝固時の偏析により過度に粗大な析出物が生成することを防止するため、凝固後の冷却過程では700〜400℃の間の平均冷却速度を30℃/min以上とすることが重要である。60℃/min以上とすることが一層好ましい。このような冷却速度は、連続鋳造法においては鋳片の強制冷却(水冷等)によって実現できる。バッチ式の鋳造では凝固完了後のインゴット(鋳塊)を700℃に到達するまでに鋳型ごとあるいは鋳型から取り出して水中に没する方法などによって実現できる他、インゴットが扁平形状の場合には鋳型の強制冷却によっても実現可能である。
得られた鋳片またはインゴットを700〜1000℃、好ましくは850〜960℃の炉中に装入し、材料全体が700℃以上になってから少なくとも30min以上保持する。この均質化の保持時間としては、700℃以上になってから2時間以上、望ましくは3時間以上とするのが良い。また、800℃以上になってからの保持時間は1時間以上、好ましくは2時間以上とすることが望ましい。これにより鋳片またはインゴットの均質化と鋳造時に生じた析出物の再固溶を行う。その後炉から抽出して熱間圧延を行う。その際、材料温度が700〜400℃にある時間(圧下を行っている時間を含む)を20sec〜30minの範囲で確保することが重要である。この処理によりプレス打抜き性の向上に寄与する粒径の大きいタイプの析出物を前記所定の密度で生成させることができるのである。材料温度が700〜400℃にある時間が短すぎると粒径の大きいタイプの析出物を十分形成させることができない。また、あまり長時間では粗大化が進み、上述した所望の析出形態が実現できない。材料温度が700〜400℃にある時間は1〜15minとすることがより好ましく、3〜10minとすることが一層好ましい。また特に、材料温度が700〜500℃にある時間を20sec〜30minとするような管理がより好ましく、その時間を1〜15minとすること、あるいはさらに3〜10minとすることが特に好ましい。
熱間圧延後は面削などによって表面のスケールを取り除いたのち、冷間圧延と焼鈍の工程に供する。最終的な目標板厚に応じて、冷間圧延と焼鈍を1回または2回以上行う。その際、1回の冷間圧延率は、中間圧延の場合は概ね45〜95%、仕上圧延の場合は概ね25〜80%の範囲とすればよい。
時効処理を兼ねた焼鈍の条件として以下のものが採用できる。
・バッチ式焼鈍の場合: 350〜650℃で0.5〜20h保持する。400〜600℃で1〜8h保持することがより望ましい。
・連続焼鈍の場合: 板厚、炉長により異なるが、通常400〜850℃×3sec〜15min保持の範囲で良好な条件が設定できる。500〜750℃で3sec〜5min保持することがより望ましい。
連続焼鈍では、その熱処理条件の選択により、昇温過程中に析出を生じさせ、かつ再固溶させずに析出物を残存させることができる。微細なタイプの析出物の析出量はバッチ式よりも一般的に少なくなるが、強度、導電性、耐応力緩和特性等の基本特性は十分維持できる。
最終的には歪取りを兼ねた低温焼鈍を実施することが望ましい。その条件としては例えば連続炉で300〜750℃で3〜240sec保持する条件が採用できる。
また、自動車のJB用バスバーのような、導電率を重視する部品では、引張強さ450N/mm2以上、且つ導電率55%IACS以上であることが望ましい。
断面形状約200×500mm、長さ約3500mmの鋳片を半連続鋳造により製造した。その際、雰囲気は大気とし、湯面を木炭を主体とする被覆材で被覆した。鋳片は凝固部分を約300℃以下の温度域まで水冷することにより、700〜400℃の平均冷却速度が60℃/mim以上になるようにした。
得られた鋳片を大気雰囲気、900〜940℃の炉に装入し、約4h保持した。その後抽出し、板厚10mmまで熱間圧延した。最終パス温度は概ね650℃前後である。材料温度が700℃以下になっいる時間が圧下を行っている時間を含めて3〜10minの範囲に収まるようにコントロールした。そして約600℃から水冷を開始して150℃以下の温度域まで急冷した。
次いで、酸洗、研磨を行った後、厚さ0.64mmまで仕上冷間圧延を行った。その後、歪取りを主目的とする低温焼鈍を連続炉で行った。低温焼鈍条件は500℃の炉中での短時間の熱処理とし、低温焼鈍前の状態から引張強さが15〜30N/mm2低下する条件(時間にして5〜25secの範囲内)とした。
最終的に酸洗、研磨を行って板厚0.64mmとし、これを供試材とした。
工程Aにおいて、熱間圧延工程で材料温度が700〜400℃にある時間が約1hとなるように400℃まで保温装置を利用して徐冷し、その後水冷した。それ以外は工程Aと共通である。
〔工程C〕
工程Aにおいて、750℃で最終パスを終了させ、その後直ちに水冷した。それ以外は工程Aと共通である。
〔工程D〕
工程Aにおいて、鋳造時に鋳片の冷却速度を変えて、鋳込み後、鋳片温度が400℃になるまでの時間を約2hとした。それ以外は工程Aと共通である。
加速電圧200kV、倍率50000倍にて、任意の3箇所の視野を選んで、フォーカスを固定した状態で観察される析出物を対象として、粒径が20〜150nmの範囲にあるもの、および粒径が150nmを超えるものの個数をカウントした。対象となる粒子のうち、粒径が上記いずれかの範囲にあるかどうかが明らかでない粒子については、倍率を上げて観察することにより正確を期した。観察領域の合計面積は各供試材とも3.0×106〜4.8×106nm2程度であり、カウントされた析出物の個数に「単位面積/観察領域の合計面積」の値を乗じることにより、単位面積(1.5×106nm2)あたりの析出物の密度を算出した。粒径が20nm未満の微細な析出物については、いずれの供試材にも単位面積(1.5×106nm2)あたり100個以上存在していることが確かめられた。それらはほとんどが粒径10nm以下のものであった。
析出物の密度を表1に示す。
なお、いずれの合金も分析の結果O:30ppm以下、H:2ppm以下、S:10ppm以下であった。
〔引張強さ、0.2%耐力〕
JIS 5号引張試験片を用いてJIS Z2241に従って圧延方向に対し平行方向の引張試験を行って求めた。
〔導電率〕
JIS H0505に従って求めた。
日本電子材料工業会標準規格EMAS−1011(平成3年12月)に準拠した方法で、以下のようにして求めた。すなわち、供試材から幅10mm、長さ150mmの試験片(その長手方向が圧延方向に相当)を切り出し、試験片中央部の表面応力(表面最大応力)が0.2%耐力の80%となるようにアーチ曲げした状態で固定し、大気中150℃で1000時間保持した後の曲げ癖を応力緩和率として次式により算出した。
応力緩和率(%)=(h1/h0)×100
ただし、h1:試験経過後の応力除荷時における試験片の永久たわみ変位(mm)
h0:上記応力を得るのに必要な試験片の初期たわみ変位(mm)
この試験方法において応力緩和率が10%以下のものは、特に優れた耐応力緩和特性を有すると判断される。
曲げ軸が圧延方向に対し平行方向(BW)の90°曲げ試験(JIS H3110に準拠、R=0.6mm、幅W=10mm)を実施し、曲げ部の曲げ軸に垂直な断面を光学顕微鏡にて100倍の倍率で観察し、割れが認められないものを○(良好)、認められものを×(不良)と判定した。
プレス打抜き性の試験は、JCBA T310:2002に準拠して行なった。パンチ径10.00mm、ダイの打抜き穴径10.10mmの丸型パンチを用いて、約8%のクリアランスでプレスの打抜き試験を行った。プレス条件として、プレス速度1mm/min、潤滑油無しとして、各供試材につき10回行った。
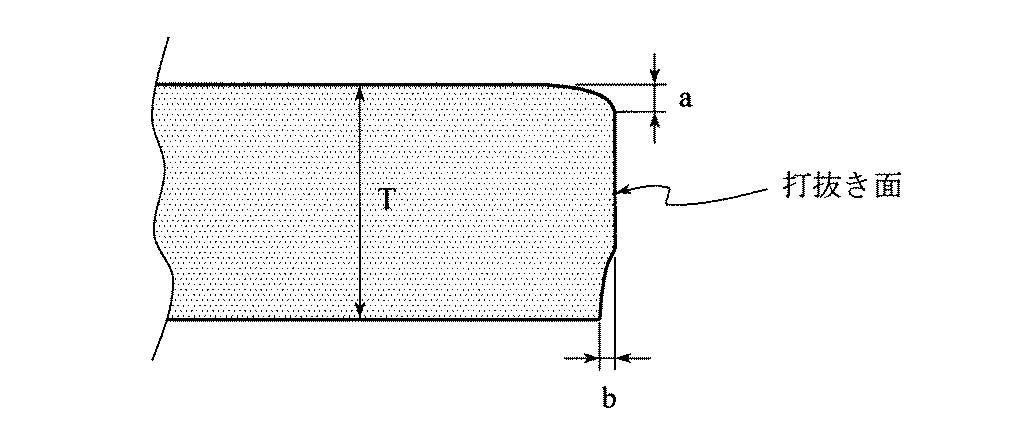
直径10mmの穴が打ち抜かれて残った材料について、打抜き面に垂直かつ板厚方向に平行な断面を光学顕微鏡で観察することにより「えぐれ深さ」および「ダレ率」を測定した。その観察試験片は、圧延方向に平行な断面を4箇所、および圧延方向に垂直な断面を4箇所それぞれ任意に選んで、計8箇所について測定した。図1に試験片の断面形状を模式的に示す。Tは板厚、aはダレ量、bはえぐれ深さである。ダレ率の値はa/Tで表される。8個の観察試料の測定結果に基づき、以下のように評価した。
・えぐれ深さ: 8個の観察試料のうち、b/T比が7%を超える試料が1つもない材料を○(良好)、1つ以上ある材料を×(不良)と判定した。
・ダレ率: 8個の観察試料のダレ率a/Tの平均値(以下「平均ダレ率」という)を算出し、平均ダレ率が9%以下の材料を○(良好)、9%を超える材料を×(不良)と判定した。
はんだ耐候性については、各サンプルを脱脂した後、弱活性フラックスを用いてはんだ付けを行なった。使用したはんだはPb−40Snの共晶はんだで、235℃ではんだ付けを行なった後、150℃のオーブンで1000hr加熱した後、R=1.2の90°W曲げ試験を行い、曲げ部外側の表面についてJIS Z1522に規定のセロハン粘着テープを用いた剥離試験を行った。
上記試験ではんだ層の剥離が認められなかったものを○(良好)、剥離が認められたものを×(不良)と判定した。
結果を表2に示す。
Claims (6)
- 質量%でNi:0.15〜1.5%、Sn:0.1〜2.3%、P:0.02〜0.2%、残部実質的にCuの組成を有し、粒径20nm未満の微細析出物が存在するとともに粒径20〜150nmの析出物が1.5×106nm2あたり0.3〜30個の密度で存在する組織を有する銅合金。
- 質量%でNi:0.15〜1.5%、Sn:0.1〜2.3%、P:0.02〜0.2%を含み、さらにZn:5%以下、Co:0.3%以下、Mn:0.3%以下、Fe:0.3%以下およびMg:0.15%以下のうち1種または2種以上を含み、残部実質的にCuの組成を有し、粒径20nm未満の微細析出物が存在するとともに粒径20〜150nmの析出物が1.5×106nm2あたり0.3〜30個の密度で存在する組織を有する銅合金。
- Al、Ti、Siの合計含有量0.001質量%以下(検出されない場合を含む)である請求項1または2に記載の銅合金。
- 粒径150nmを超える粗大析出物が存在しないか、または1.5×106nm2あたり3個以下の密度である請求項1〜3に記載の銅合金。
- 鋳造、熱間圧延、および1回以上の「冷間圧延、焼鈍」を含む製造工程において、鋳造時に700〜400℃の平均冷却速度を30℃/min以上とし、熱間圧延時に材料温度が700〜400℃にある時間を20sec〜30minの範囲で確保する、請求項1〜4に記載の銅合金の製造法。
- 熱間圧延時に700℃以下の温度域で1パス以上の圧下を行う請求項5に記載の銅合金の製造法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005287187A JP4984108B2 (ja) | 2005-09-30 | 2005-09-30 | プレス打抜き性の良いCu−Ni−Sn−P系銅合金およびその製造法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005287187A JP4984108B2 (ja) | 2005-09-30 | 2005-09-30 | プレス打抜き性の良いCu−Ni−Sn−P系銅合金およびその製造法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007100111A true JP2007100111A (ja) | 2007-04-19 |
| JP4984108B2 JP4984108B2 (ja) | 2012-07-25 |
Family
ID=38027340
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005287187A Active JP4984108B2 (ja) | 2005-09-30 | 2005-09-30 | プレス打抜き性の良いCu−Ni−Sn−P系銅合金およびその製造法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4984108B2 (ja) |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009203510A (ja) * | 2008-02-27 | 2009-09-10 | Kobe Steel Ltd | 高強度および高導電率を兼備した銅合金 |
| JP2009242885A (ja) * | 2008-03-31 | 2009-10-22 | Nippon Mining & Metals Co Ltd | 熱間加工性に優れた高強度高導電性銅合金 |
| JP2010121166A (ja) * | 2008-11-19 | 2010-06-03 | Kobe Steel Ltd | 高強度かつ高導電率を備えた銅合金 |
| JP2011500963A (ja) * | 2007-10-10 | 2011-01-06 | ジービーシー メタルズ、エルエルシー | 強度及び成形性が改善された銅−錫−ニッケル−リン合金 |
| US20110206941A1 (en) * | 2008-10-31 | 2011-08-25 | Sundwiger Messingwerk Gmbh & Co. Kg | Copper-tin alloy, composite material and use thereof |
| EP2386666A1 (en) * | 2009-01-09 | 2011-11-16 | Mitsubishi Shindoh Co., Ltd. | High-strength high-conductivity copper alloy rolled sheet and method for producing same |
| KR101213801B1 (ko) | 2008-03-28 | 2013-01-09 | 미쓰비시 신도 가부시키가이샤 | 고강도 고도전 구리 합금관·봉·선재 |
| KR101227222B1 (ko) | 2008-01-31 | 2013-01-28 | 가부시키가이샤 고베 세이코쇼 | 내응력 완화 특성이 우수한 동합금판 |
| JP5309271B1 (ja) * | 2011-09-16 | 2013-10-09 | 三菱伸銅株式会社 | 銅合金板及び銅合金板の製造方法 |
| JP5309272B1 (ja) * | 2011-09-16 | 2013-10-09 | 三菱伸銅株式会社 | 銅合金板及び銅合金板の製造方法 |
| JP2014019907A (ja) * | 2012-07-18 | 2014-02-03 | Sh Copper Products Corp | 電気・電子部品用銅合金 |
| JP2014100807A (ja) * | 2012-11-16 | 2014-06-05 | Mitsubishi Pencil Co Ltd | シャープペンシル用チャック及びシャープペンシル |
| TWI486462B (zh) * | 2013-01-28 | 2015-06-01 | Mitsubishi Shindo Kk | 端子和連接器材料用銅合金板、以及端子和連接器材料用銅合金板的製造方法 |
| JP2015101773A (ja) * | 2013-11-26 | 2015-06-04 | Jx日鉱日石金属株式会社 | 導電性及び応力緩和特性に優れる銅合金板 |
| CN104903478A (zh) * | 2012-12-28 | 2015-09-09 | 三菱综合材料株式会社 | 电子电气设备用铜合金、电子电气设备用铜合金薄板、电子电气设备用导电元件及端子 |
| WO2016171055A1 (ja) * | 2015-04-24 | 2016-10-27 | 古河電気工業株式会社 | 銅合金材料およびその製造方法 |
| JP2017128139A (ja) * | 2017-05-01 | 2017-07-27 | 三菱鉛筆株式会社 | シャープペンシル用チャック及びシャープペンシル |
| US9957589B2 (en) | 2013-01-25 | 2018-05-01 | Mitsubishi Shindoh Co., Ltd. | Copper-alloy plate for terminal/connector material, and method for producing copper-alloy plate for terminal/connector material |
| US10163539B2 (en) | 2008-02-26 | 2018-12-25 | Mitsubishi Shindoh Co., Ltd. | High strength and high conductivity copper alloy rod or wire |
| JP7172090B2 (ja) | 2018-03-28 | 2022-11-16 | 三菱マテリアル株式会社 | 電子・電気機器用銅合金、電子・電気機器用銅合金薄板、電子・電気機器用導電部品及び端子 |
| JP7172089B2 (ja) | 2018-03-28 | 2022-11-16 | 三菱マテリアル株式会社 | 電子・電気機器用銅合金、電子・電気機器用銅合金薄板、電子・電気機器用導電部品及び端子 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110042274A (zh) * | 2019-05-05 | 2019-07-23 | 陶大海 | 一种高弹性模量、抗应力松弛的铜合金及其制备方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03104845A (ja) * | 1989-09-18 | 1991-05-01 | Nippon Mining Co Ltd | 曲げ加工性の良好な高強度りん青銅の製造方法 |
| JPH04154942A (ja) * | 1990-10-17 | 1992-05-27 | Dowa Mining Co Ltd | コネクタ用銅基合金の製造法 |
| JPH04231444A (ja) * | 1990-12-27 | 1992-08-20 | Nikko Kyodo Co Ltd | 通電材料の製造方法 |
| JPH10226835A (ja) * | 1997-02-18 | 1998-08-25 | Dowa Mining Co Ltd | 端子用銅基合金とそれを用いた端子 |
| JPH11335800A (ja) * | 1998-05-19 | 1999-12-07 | Dowa Mining Co Ltd | 耐応力緩和特性に優れた銅基合金の製造方法 |
| JP2000119779A (ja) * | 1998-10-15 | 2000-04-25 | Dowa Mining Co Ltd | エッチング加工性に優れたリードフレーム用銅合金とその製造方法 |
| JP2000129377A (ja) * | 1998-10-28 | 2000-05-09 | Sumitomo Metal Mining Co Ltd | 端子用銅基合金 |
| JP2000256814A (ja) * | 1999-03-03 | 2000-09-19 | Sumitomo Metal Mining Co Ltd | 端子用銅基合金条の製造方法 |
| JP2001262255A (ja) * | 2000-03-17 | 2001-09-26 | Sumitomo Metal Mining Co Ltd | 端子用銅基合金条およびその製造方法 |
| JP2002294368A (ja) * | 2001-03-30 | 2002-10-09 | Kobe Steel Ltd | 端子・コネクタ用銅合金及びその製造方法 |
| JP2005264337A (ja) * | 2005-05-23 | 2005-09-29 | Dowa Mining Co Ltd | 耐応力緩和特性に優れた銅基合金 |
| JP2007107087A (ja) * | 2005-09-16 | 2007-04-26 | Kobe Steel Ltd | 耐応力緩和特性に優れた銅合金板およびその製造方法 |
-
2005
- 2005-09-30 JP JP2005287187A patent/JP4984108B2/ja active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03104845A (ja) * | 1989-09-18 | 1991-05-01 | Nippon Mining Co Ltd | 曲げ加工性の良好な高強度りん青銅の製造方法 |
| JPH04154942A (ja) * | 1990-10-17 | 1992-05-27 | Dowa Mining Co Ltd | コネクタ用銅基合金の製造法 |
| JPH04231444A (ja) * | 1990-12-27 | 1992-08-20 | Nikko Kyodo Co Ltd | 通電材料の製造方法 |
| JPH10226835A (ja) * | 1997-02-18 | 1998-08-25 | Dowa Mining Co Ltd | 端子用銅基合金とそれを用いた端子 |
| JPH11335800A (ja) * | 1998-05-19 | 1999-12-07 | Dowa Mining Co Ltd | 耐応力緩和特性に優れた銅基合金の製造方法 |
| JP2000119779A (ja) * | 1998-10-15 | 2000-04-25 | Dowa Mining Co Ltd | エッチング加工性に優れたリードフレーム用銅合金とその製造方法 |
| JP2000129377A (ja) * | 1998-10-28 | 2000-05-09 | Sumitomo Metal Mining Co Ltd | 端子用銅基合金 |
| JP2000256814A (ja) * | 1999-03-03 | 2000-09-19 | Sumitomo Metal Mining Co Ltd | 端子用銅基合金条の製造方法 |
| JP2001262255A (ja) * | 2000-03-17 | 2001-09-26 | Sumitomo Metal Mining Co Ltd | 端子用銅基合金条およびその製造方法 |
| JP2002294368A (ja) * | 2001-03-30 | 2002-10-09 | Kobe Steel Ltd | 端子・コネクタ用銅合金及びその製造方法 |
| JP2005264337A (ja) * | 2005-05-23 | 2005-09-29 | Dowa Mining Co Ltd | 耐応力緩和特性に優れた銅基合金 |
| JP2007107087A (ja) * | 2005-09-16 | 2007-04-26 | Kobe Steel Ltd | 耐応力緩和特性に優れた銅合金板およびその製造方法 |
Cited By (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011500963A (ja) * | 2007-10-10 | 2011-01-06 | ジービーシー メタルズ、エルエルシー | 強度及び成形性が改善された銅−錫−ニッケル−リン合金 |
| KR101227222B1 (ko) | 2008-01-31 | 2013-01-28 | 가부시키가이샤 고베 세이코쇼 | 내응력 완화 특성이 우수한 동합금판 |
| US10163539B2 (en) | 2008-02-26 | 2018-12-25 | Mitsubishi Shindoh Co., Ltd. | High strength and high conductivity copper alloy rod or wire |
| JP2009203510A (ja) * | 2008-02-27 | 2009-09-10 | Kobe Steel Ltd | 高強度および高導電率を兼備した銅合金 |
| KR101213801B1 (ko) | 2008-03-28 | 2013-01-09 | 미쓰비시 신도 가부시키가이샤 | 고강도 고도전 구리 합금관·봉·선재 |
| JP2009242885A (ja) * | 2008-03-31 | 2009-10-22 | Nippon Mining & Metals Co Ltd | 熱間加工性に優れた高強度高導電性銅合金 |
| US20110206941A1 (en) * | 2008-10-31 | 2011-08-25 | Sundwiger Messingwerk Gmbh & Co. Kg | Copper-tin alloy, composite material and use thereof |
| JP2010121166A (ja) * | 2008-11-19 | 2010-06-03 | Kobe Steel Ltd | 高強度かつ高導電率を備えた銅合金 |
| EP2386666A1 (en) * | 2009-01-09 | 2011-11-16 | Mitsubishi Shindoh Co., Ltd. | High-strength high-conductivity copper alloy rolled sheet and method for producing same |
| US10311991B2 (en) | 2009-01-09 | 2019-06-04 | Mitsubishi Shindoh Co., Ltd. | High-strength and high-electrical conductivity copper alloy rolled sheet and method of manufacturing the same |
| EP2386666A4 (en) * | 2009-01-09 | 2014-01-15 | Mitsubishi Shindo Kk | HIGH-FIXED AND HIGHLY CONDUCTIVE COPPER ALLOY CABINET AND METHOD FOR THE PRODUCTION THEREOF |
| US9121086B2 (en) | 2011-09-16 | 2015-09-01 | Mitsubishi Shindoh Co., Ltd. | Copper alloy sheet and method for manufacturing copper alloy sheet |
| US8992706B2 (en) | 2011-09-16 | 2015-03-31 | Mitsubishi Shindoh Co., Ltd. | Copper alloy sheet, and method of producing copper alloy sheet |
| US9039964B2 (en) | 2011-09-16 | 2015-05-26 | Mitsubishi Shindoh Co., Ltd. | Copper alloy sheet, and method of producing copper alloy sheet |
| US9080228B2 (en) | 2011-09-16 | 2015-07-14 | Mitsubishi Shindoh Co., Ltd. | Copper alloy sheet and method for manufacturing copper alloy sheet |
| JP5309272B1 (ja) * | 2011-09-16 | 2013-10-09 | 三菱伸銅株式会社 | 銅合金板及び銅合金板の製造方法 |
| JP5309271B1 (ja) * | 2011-09-16 | 2013-10-09 | 三菱伸銅株式会社 | 銅合金板及び銅合金板の製造方法 |
| JP2014019907A (ja) * | 2012-07-18 | 2014-02-03 | Sh Copper Products Corp | 電気・電子部品用銅合金 |
| JP2014100807A (ja) * | 2012-11-16 | 2014-06-05 | Mitsubishi Pencil Co Ltd | シャープペンシル用チャック及びシャープペンシル |
| CN104903478A (zh) * | 2012-12-28 | 2015-09-09 | 三菱综合材料株式会社 | 电子电气设备用铜合金、电子电气设备用铜合金薄板、电子电气设备用导电元件及端子 |
| US9653191B2 (en) | 2012-12-28 | 2017-05-16 | Mitsubishi Materials Corporation | Copper alloy for electric and electronic device, copper alloy sheet for electric and electronic device, conductive component for electric and electronic device, and terminal |
| US9957589B2 (en) | 2013-01-25 | 2018-05-01 | Mitsubishi Shindoh Co., Ltd. | Copper-alloy plate for terminal/connector material, and method for producing copper-alloy plate for terminal/connector material |
| US10020088B2 (en) | 2013-01-25 | 2018-07-10 | Mitsubishi Shindoh Co., Ltd. | Copper-alloy plate for terminal/connector material, and method for producing copper-alloy plate for terminal/connector material |
| TWI486462B (zh) * | 2013-01-28 | 2015-06-01 | Mitsubishi Shindo Kk | 端子和連接器材料用銅合金板、以及端子和連接器材料用銅合金板的製造方法 |
| JP2015101773A (ja) * | 2013-11-26 | 2015-06-04 | Jx日鉱日石金属株式会社 | 導電性及び応力緩和特性に優れる銅合金板 |
| KR20170125805A (ko) | 2015-04-24 | 2017-11-15 | 후루카와 덴끼고교 가부시키가이샤 | 구리합금재료 및 그 제조 방법 |
| CN107208191A (zh) * | 2015-04-24 | 2017-09-26 | 古河电气工业株式会社 | 铜合金材料及其制造方法 |
| JPWO2016171055A1 (ja) * | 2015-04-24 | 2017-05-18 | 古河電気工業株式会社 | 銅合金材料およびその製造方法 |
| WO2016171055A1 (ja) * | 2015-04-24 | 2016-10-27 | 古河電気工業株式会社 | 銅合金材料およびその製造方法 |
| KR102059917B1 (ko) * | 2015-04-24 | 2019-12-27 | 후루카와 덴끼고교 가부시키가이샤 | 구리합금재료 및 그 제조 방법 |
| TWI695075B (zh) * | 2015-04-24 | 2020-06-01 | 日商古河電氣工業股份有限公司 | 銅合金材料及其製造方法 |
| JP2017128139A (ja) * | 2017-05-01 | 2017-07-27 | 三菱鉛筆株式会社 | シャープペンシル用チャック及びシャープペンシル |
| JP7172090B2 (ja) | 2018-03-28 | 2022-11-16 | 三菱マテリアル株式会社 | 電子・電気機器用銅合金、電子・電気機器用銅合金薄板、電子・電気機器用導電部品及び端子 |
| JP7172089B2 (ja) | 2018-03-28 | 2022-11-16 | 三菱マテリアル株式会社 | 電子・電気機器用銅合金、電子・電気機器用銅合金薄板、電子・電気機器用導電部品及び端子 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4984108B2 (ja) | 2012-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4984108B2 (ja) | プレス打抜き性の良いCu−Ni−Sn−P系銅合金およびその製造法 | |
| JP5170916B2 (ja) | 銅合金板材及びその製造方法 | |
| JP5647703B2 (ja) | 高強度Cu−Ni−Co−Si系銅合金板材およびその製造法並びに通電部品 | |
| CN101535511B (zh) | 用于电气电子设备的铜合金板材及其制造方法 | |
| JP5097970B2 (ja) | 銅合金板材及びその製造方法 | |
| JP5117604B1 (ja) | Cu−Ni−Si系合金及びその製造方法 | |
| JP3962751B2 (ja) | 曲げ加工性を備えた電気電子部品用銅合金板 | |
| JPWO2010013790A1 (ja) | 電気電子部品用銅合金材料とその製造方法 | |
| JP5075447B2 (ja) | Cu−Fe−P−Mg系銅合金および製造法並びに通電部品 | |
| TWI703225B (zh) | 電子.電氣機器用銅合金、電子.電氣機器用銅合金板條材、電子.電氣機器用零件、端子、匯流條、及中繼用可動片 | |
| CN103502487B (zh) | 电子设备用铜合金、电子设备用铜合金的制造方法、电子设备用铜合金塑性加工材料、及电子设备用组件 | |
| JP2004149874A (ja) | 易加工高力高導電性銅合金 | |
| JP2008056977A (ja) | 銅合金及びその製造方法 | |
| JP5619389B2 (ja) | 銅合金材料 | |
| JP4887851B2 (ja) | Ni−Sn−P系銅合金 | |
| JP2006265731A (ja) | 銅合金 | |
| JP2006233314A (ja) | 高強度銅合金 | |
| US20110038753A1 (en) | Copper alloy sheet material | |
| JP3717321B2 (ja) | 半導体リードフレーム用銅合金 | |
| JP2004307905A (ja) | Cu合金およびその製造方法 | |
| JP5098096B2 (ja) | 銅合金、端子又はバスバー及び銅合金の製造方法 | |
| JP4459067B2 (ja) | 高強度高導電性銅合金 | |
| JP2009068114A (ja) | プレス打ち抜き性に優れた銅基合金およびその製造方法 | |
| JPH10195562A (ja) | 打抜加工性に優れた電気電子機器用銅合金およびその製造方法 | |
| JP2010121166A (ja) | 高強度かつ高導電率を備えた銅合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080822 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110624 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120327 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20120411 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20120411 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120411 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20120412 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4984108 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |