JP2007058154A - 中間転写ベルト、その製造方法、及び画像形成装置 - Google Patents
中間転写ベルト、その製造方法、及び画像形成装置 Download PDFInfo
- Publication number
- JP2007058154A JP2007058154A JP2005373614A JP2005373614A JP2007058154A JP 2007058154 A JP2007058154 A JP 2007058154A JP 2005373614 A JP2005373614 A JP 2005373614A JP 2005373614 A JP2005373614 A JP 2005373614A JP 2007058154 A JP2007058154 A JP 2007058154A
- Authority
- JP
- Japan
- Prior art keywords
- intermediate transfer
- polyaniline
- acid
- transfer belt
- image
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L79/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing nitrogen with or without oxygen or carbon only, not provided for in groups C08L61/00 - C08L77/00
- C08L79/04—Polycondensates having nitrogen-containing heterocyclic rings in the main chain; Polyhydrazides; Polyamide acids or similar polyimide precursors
- C08L79/08—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/14—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base
- G03G15/16—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer
- G03G15/1605—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer using at least one intermediate support
- G03G15/162—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer using at least one intermediate support details of the the intermediate support, e.g. chemical composition
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L79/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing nitrogen with or without oxygen or carbon only, not provided for in groups C08L61/00 - C08L77/00
- C08L79/02—Polyamines
Abstract
【解決手段】ポリアニリンを含有するポリイミド樹脂からなる中間転写ベルトであって、前記ポリアニリンからなる粒子のうち最大の粒子の絶対最大長が10.0μm以下であることを特徴とする中間転写ベルト、及びその製造方法、並びに、該中間転写ベルトを備えた画像形成装置。
【選択図】なし
Description
具体的には、例えば、ポリイミドを主な構成材料とするポリイミド層を少なくとも有しており、ポリイミド層には、ポリアニリン、及びポリアニリンを導電化することができるドーパントを含んでいる無端ベルトが知られている(例えば、特許文献1参照)。
また、樹脂製ベルトであって、ポリイミドとポリアニリンからなる層と、ポリイミドからなる層の少なくとも2層構造を有するシームレス状の半導電性ベルトも知られている(特許文献2参照。)。
更に、この半導電性の無端ベルトに適用可能な、ポリイミドと脱ドープ状態のポリアニリンとのポリマーブレンドからなる半導電性樹脂シートが知られている(例えば、特許文献3参照。)。
その結果、このようにして得られた半導電性のベルトやシートを中間転写ベルトに適用した場合には、表面性が悪いことに加え、巨大なポリアニリン粒子(巨大なゲル)の存在により、微小領域で抵抗率に変化が生じてしまい、例えば、白抜けが発生し、転写画像の画質に悪影響を与えるという問題を有している。
すなわち、本発明の目的は、表面性に優れ、微小領域における抵抗率の変化を抑制しうる中間転写ベルト、及びその製造方法を提供することである。
また、本発明は、前記中間転写ベルトを備え、高品質の転写画像を得ることができる画像形成装置を提供することを目的とする。
前記ポリアニリンからなる粒子のうち最大の粒子の絶対最大長が10.0μm以下であることを特徴とする中間転写ベルト。
式(1) 10.0μm≧絶対最大長(a)>絶対最大長(b)≧0.1μm
前記中間転写ベルトが<1>〜<10>のいずれか1項に記載の中間転写ベルトであることを特徴とする画像形成装置である。
そして、かかる中間転写ベルトを使用することで、高品質の転写画像を得ることができる画像形成装置を提供することができる。
本発明の中間転写ベルトは、ポリアニリンを含有するポリイミド樹脂からなる中間転写ベルトであって、前記ポリアニリンからなる粒子のうち最大の粒子の絶対最大長が10.0μm以下であることを特徴とする。
なお、以下、本明細書において、適宜、ポリアニリンからなる粒子を「ポリアニリン粒子」と、また、ポリアニリンからなる粒子のうち最大の粒子を「最大ポリアニリン粒子」と称する。
本発明における「ポリアニリンからなる粒子のうち最大の粒子(最大ポリアニリン粒子)の絶対最大長」とは、ポリイミド樹脂中に含有されるポリアニリンからなる粒子(ポリアニリン粒子)の中でも、長さが最大の粒子を最大ポリアニリン粒子とした場合、その最大ポリアニリン粒子の最も離れた2点間の距離のことを言う。
つまり、最大ポリアニリン粒子は、中間転写ベルト(ポリイミド樹脂)中に確認されるポリアニリン粒子(ゲル、凝集体等を含む)の中でも最も長い粒子を意味する。
本発明においては、最大ポリアニリン粒子の絶対最大長は、10.0μm以下であることを要し、8.0μm以下であることが好ましく、7.0μm以下であることが更に好ましい。
本発明における最大ポリアニリン粒子の絶対最大長の測定方法について、以下に詳細に説明する。
上記切片を、透過型電子顕微鏡(TEM:FEI社製TecnaiG2)を用いて、加速電圧100KV、倍率12,000倍で、1切片につき、6視野の画像(厚み方向3×幅方向2=6)を取得する。
なお、測定に用いる切片は、1本の中間転写ベルト上で、幅方向3点×周方向3点の計9点から上述のようにして採取した短冊から作製した。計9点について上記の測定を行い、その最も大きな計測値をその中間転写ベルトの最大ポリアニリン粒子の絶対最大長とする。
その結果、本発明の中間転写ベルトを備える画像形成装置は、転写画像の品質を向上させることができる。
ポリアニリン粒子の粒子径と粒度分布がこのような範囲にあることで、突起や凹凸を低減し、表面性を良好にし、また、鮮鋭度が改善され、画像を出力した時の粒状性が改善されるという優れた効果を有する。
また、50%粒子径(個数基準)が0.05〜2.00μmの範囲であり、かつ、90%粒子径(個数基準)が50%粒子径(個数基準)の1倍以上2倍以下であることがより好ましい。
以下、このポリアニリン粒子の50%粒子径、及び50%粒子径と90%粒子径との比較による粒度分布の測定方法について説明する。
次に、取得した35,000倍のポリイミド樹脂とポリアニリン粒子とから成るTEM画像について、米国 Media Cybernetics社の画像解析装置Image Pro Plusを用いて粒子解析を行う。TEM画像を計測に適した明るさとコントラストに調整し、画像に色調勾配がある場合はシェーディング補正を行う。ポリアニリン粒子の他に充填材等が含まれている時には、予め濃淡を利用した画像処理によって取り除いておく。各視野の画像から、ポリアニリン粒子の粒子径(楕円の長軸換算)を計測する。この計測を6視野分の画像で繰返し、全体の平均から粒度分布(個数基準)を求める。この時、必要に応じて画像の端にかかって切れているポリアニリン粒子の除外、つながっている複数のポリアニリン粒子の分離、画像上分裂したポリアニリン粒子の結合を行い、粒径の測定を行う。
なお、測定に用いる切片は、1本の中間転写ベルト上で、幅方向3点×周方向3点の計9点から上述のようにして採取した短冊から作製した。計9点について上記の測定を行い、得られた平均値をその中間転写ベルトのポリアニリン粒子の粒度分布(個数基準)とする。
一方、本発明の中間転写ベルトにおいて、ポリアニリンが自己ドープ型のポリアニリンであることも好ましい態様である。なお、自己ドープ型のポリアニリンとは、分子内にドーパントとなる構造を有し、自己ドーピング機能を有するポリアニリンを指す。本発明の中間転写ベルトに、この自己ドープ型のポリアニリンを用いる場合には、ドーパントを併用する必要がない。
すなわち、本発明の第1の中間転写ベルトの製造方法は、脱ドープ状態のポリアニリンを粉砕して、50%粒子径(体積基準)が0.05〜3.0μmの範囲であり、かつ、90%粒子径(体積基準)が50%粒子径(体積基準)の1倍以上2倍以下の範囲とし、前記ポリアニリンを導電化させるドーパントを添加した後、ポリアミック酸と混合し、乾燥・焼成処理を施すことを特徴とする。
ここで、「脱ドープ状態のポリアニリン(Emeraldine Base)」とは、以下に示すポリアニリンの取りうる4つの構造における「B」の構造に相当する。具体的には、例えば、特開平8−259709号公報の段落番号〔0042〕〜〔0044〕に記載の方法で得られたものや、愛知県工業技術センター研究報告 第37号 溶剤分離型ポリアニリンの作製に記載の方法で得られたもの等が挙げられる。また、市販品としては、パニポール社製「Panipol PA」が挙げられる。
また、脱ドープ状態のポリアニリンの数平均分子量は、機械的強度の確保と、導電性の付与の観点から、4000〜400000であることが好ましい。

ここで用いられる粉砕機としては、湿式ジェットミル、乾式ジェットミル等を用いることができる。一般に、脱ドープ状態のポリアニリンが顆粒状又は粉体状であれば、湿式ジェットミルを用いるより、乾式ジェットミルの場合を用いた方が、粉砕後の溶剤の置換が不必要なので、作業性がよい。
なお、このような機械的粉砕は、複数回おこなってもよい。例えば、湿式ジェットミルを用いて2回に分けて粉砕を行う場合、1度目の粉砕後に分散液の温度が高くなった際には、冷却してから、次の粉砕を行うことが好ましい。この際、冷却は10℃、15%RH程度の低温低湿の環境で行うことが、不要な水分の混入を防ぐ上で好ましい。
また、分散液中の脱ドープ状態のポリアニリンの含有量としては、粉砕の容易性、粒度分布制御の容易性の観点から、3〜20質量%の範囲が好ましい。
すなわち、50%粒子径(体積基準)が0.05〜3.0μmの範囲であり、かつ、90%粒子径(体積基準)が50%粒子径(体積基準)の1倍以上2倍以下の範囲となるまで粉砕される。より好ましくは、50%粒子径(体積基準)が0.05〜2.0μmの範囲であり、かつ、90%粒子径(体積基準)が50%粒子径(体積基準)の1倍以上2倍以下の範囲となるまで粉砕されることである。
更に、100%粒子径(体積基準)は、概ね50%粒子径(体積基準)の5.0倍以下であることが、異常に大きな粒子を混入させない上で好ましい。
このような粒子径の範囲まで粉砕することで、中間転写ベルト中に含有する最大ポリアニリン粒子の絶対最大長を10.0μm以下に調整することができる。
なお、本発明において、これらの粒度分布は、レーザ回折/散乱式粒度分布測定装置(LA−700:堀場製作所製)により測定することで、求められる。
ここで用いられるドーパントしては、通常、プロトン酸を好ましく用いることができる。ドーパントとして好ましいプロトン酸は、酸溶解定数pKa値が4.8以下であるプロトン酸である。そのようなプロトン酸として、例えば、塩酸、硫酸、硝酸、リン酸、ホウフッ化水素酸、リンフッ化水素酸、過塩素酸等の無機酸のほか、酸溶解定数pKa値が4.8以下である有機酸を挙げることができる。
このため、上記のようなドーパントの使用量(添加量)は、脱ドープ状態のポリアニリンの構造中のキノンジイミン構造単位の量により適宜決定される。
また、ドーパントは、所定の濃度の溶液として添加されることが好ましい
塗布液を調製する際の混合手段としては、攪拌機、サンド・グラインド・ミル、アトライターなどが適当であるが、これらに限るものではなく、均一に混合できるものであればよい。
ここで用いられるポリアミック酸は、テトラカルボン酸二無水物又はその誘導体とジアミンとのほぼ等モル混合物を有機極性溶媒に溶解させ、溶液状態で反応させることによって、溶液として得ることができる。テトラカルボン酸二無水物としては芳香族テトラカルボン酸二無水物を、ジアミンとしては芳香族ジアミンを用いることが好ましいが、これら以外も必要に応じて選択可能である。
この充填材には、シリカ、アルミナ、マイカ、タルク、ウィスカー、硫酸バリウム等の絶縁性フィラー;酸化スズ、アンチモンドープ酸化スズ、インジウムドープ酸化スズ、アンチモンドープの酸化チタン、カーボンブラックなどの導電/半導電フィラー;などを使用することができる。導電/半導電フィラーを用いた場合は、添加量をパーコレーション閾値以下とすることで絶縁性フィラーと同等に使用することができる。
また、後述するように、本発明の中間転写ベルトにおいて、ポリイミド樹脂中の充填材のうち最大の粒子の絶対最大長は、最大ポリアニリン粒子の絶対最大長よりも小さいことが好ましいため、この関係を満たすような粒子径のフィラーを選択して使用することが好ましい。
塗布液を、ステンレス製のエンドレスベルト上にTダイを用いて連続塗布し、乾燥炉にて、例えば、170〜190℃で30分間連続乾燥させた後、巻き取る。次に、焼成炉(テンター炉)にて、例えば、370〜390℃で7分間連続焼成して、イミド転化反応を進行させてから巻き取り、長尺のフィルム状の導電性ポリイミドフィルムを得る。得られたポリイミドフィルムを必要な大きさに切り出し、例えば、特開2000−145895号公報に記載のパズルカットシームを行うことで、所望の無端ベルトを得ることができる。
塗布液を円筒形金型の内面若しくは外面に塗布した後、乾燥・焼成処理を施すことで、無端ベルトを得ることができる。
円筒形金型の代わりに、樹脂製、ガラス製、セラミック製など、従来既知の様々な素材の円筒形の成形型を用いることもできる。また、金型や成形型の表面にガラスコートやセラミックコートなどを設けること、また、シリコーン系やフッ素系の剥離剤を使用することも適宜選択されうる。
なお、円筒形金型に対するクリアランス調整がなされた膜厚制御用金型を、円筒形金型に通し平行移動させることで、余分な溶液を排除し、円筒形金型上の溶液の厚みを均一にする方法を適用してもよい。ここで、円筒形金型上へ塗布液を塗布する段階で、塗布液の均一な厚み制御がなされていれば、特に、膜厚制御用金型を用いなくてもよい。
その後、金型からイミド化した樹脂を取り外すことで、所望の無端ベルトを得ることができる。更に、得られた無端ベルトの両端を切りそろえる工程を有していてもよい。
また、本発明の第2の中間転写ベルトの製造方法は、自己ドープ型のポリアニリンを粉砕して、50%粒子径(体積基準)が0.05〜3.0μmの範囲であり、90%粒子径(体積基準)が50%粒子径(体積基準)の1倍以上2倍以下の範囲とした後、ポリアミック酸と混合し、乾燥・焼成処理を施すことを特徴とする。
ここで、「自己ドープ型のポリアニリン」とは、ポリアニリン構造内にドーパントとなる酸性基(例えば、スルホン酸基)を有する構造である。具体的には、例えば、自己ドープ型のポリアニリンである平均分子量が約10,000のポリアニリンスルホン酸は公知の方法(例えば、J.Am.Chem.Soc.,1991,113,2665−2666.等)により得ることができる。市販品としては、例えば、三菱レイヨン(株)製の導電性コーティング剤aquaPASS−01(ポリアニリンスルホン酸の水溶液)が挙げられる。
また、自己ドープ型のポリアニリンの数平均分子量は、機械的強度の確保と、導電性の付与の観点から、4000〜400000であることが好ましい。
なお、自己ドープ型のポリアニリンの粉砕に湿式法を用いる場合、このポリアニリンの分散液に用いられる液体としては、DMAc(ジメチルアセトアミド)、NMP(N−メチル−2−ピロリドン)等を挙げることができる。
更に、分散液中の自己ドープ型のポリアニリンの含有量としては、粉砕の容易性の観点から、3〜20質量%の範囲が好ましい。
このような方法で粉砕された自己ドープ型のポリアニリンの粒度分布については、上述の脱ドープ状態のポリアニリンを粉砕した場合の粒度分布と同様である。
塗布液を調製する際の混合手段としては、攪拌機、サンド・グラインド・ミル、アトライターなどが適当であるが、これらに限るものではなく、均一に混合できるものであればよい。
ここで用いられるポリアミック酸は、上述の中間転写ベルトの製造方法(1)において用いられたものと同様である。
また、本発明の中間転写ベルトは、ポリイミド樹脂中の最大ポリアニリン粒子の絶対最大長が10.0μm以下であればよく、その製造方法は、上記(1)及び(2)の製造方法に限定されるものではない。例えば、溶剤可溶性ポリイミドをNMPやDMAc等の溶媒に溶かし込んで、更に、そこに上述のように微細化したポリアニリンを混合して塗布液を調整し、これを用いて無端ベルトを作製してもよい。また、熱可塑性ポリイミドに、上述のように微細化したポリアニリンを練りこみ、Tダイや環状ダイを使って押出し成形を行って無端ベルトを作製してもよい。
式(1) 10.0μm≧絶対最大長(a)>絶対最大長(b)≧0.1μm
ここで、本発明における「充填材のうち最大の粒子の絶対最大長」とは、ポリイミド樹脂中に含有される充填材の中でも、長さが最大の粒子を充填材の最大粒子とした場合に、該最大粒子の最も離れた2点間の距離のことを言う。
充填材の絶対最大長の測定は、前述の最大ポリアニリン粒子の絶対最大長の測定試料用いて、同様の方法で測定可能である。この時、充填材はポリイミドやポリアニリンとは色調が異なるので、容易に識別が可能である。
このような共重合体は、中間転写ベルトを作製する際に塗布液を調製しやすい点、また、表面微小硬度を良好な範囲に調整することができる点で優れている。
このようなポリイミド樹脂に更に上述の充填材を含有させることで、中間転写ベルトの機械的強度を向上させ、更に、中間転写ベルトの湿度や温度による膨張を効果的に抑制することができる。
このような膨張係数の範囲であれば、中間転写ベルトの局所的な膨張が抑制され、安定したベルト走行性を得ることができる。その結果、画像形成装置内の温度や湿度の環境に関わらず、高品質の転写画像を得ることができる。
また、湿度膨張係数が30ppm/%RH以下であり、かつ、温度膨張係数が30ppm/K以下であることがより好ましい。
まず、中間転写ベルトを幅25.4mm×長さ210mmに切断して試料とする。この時、長さ方向が中間転写ベルトの周方向に沿うようにあわせる。試料の下部に質量0.240kgのチャックを兼ねた錘を取り付け、更に試料の上部を、支持台に固定可能なもう一方のチャックに取り付け、チャック間距離が149mmとなるように試料を鉛直に保持する。試料の伸縮量は下部チャックの上下方向の移動量と一致するため、その下方にある指示台に固定されたマイクロゲージでベルト下部の上下方向の移動量を測定して試料の伸縮量とする。伸縮量は、例えば伸びた場合をプラス(+)、縮んだ場合をマイナス(−)表記とした数値で表す。マイクロゲージとしては、株式会社ミツトヨ製のID−S1012(最小表示量:0.01mm、精度:0.02mm)を用いることができる。この状態で、恒温恒湿槽を用いて(a)22℃,55%RHの環境で24時間放置し、その際の試料の伸縮量△Laを用いて試料の長さを補正する。次に、(b)35℃,20%RHと(c)35℃,85%RHの環境下にて24時間放置した際の試料の伸縮量△L20と△L85を測定する。湿度膨張係数Hは下記式(2)で与えられる。
式(2)
H(ppm/%RH)=106×(△L85−△L20)(mm)/(149−△La)(mm)/(85−20)(%RH)
なお、測定は、(b)→(c)の条件変化について3回、(c)→(b)の条件変化について3回の合計6回を交互に行い、その平均値を湿度膨張係数とする。
まず、中間転写ベルトを幅3.0mm×長さ10.0mmに切断して試料とする。この時、長さ方向が中間転写ベルトの周方向に沿うようにあわせる。室温から昇温速度5度/分で200℃まで昇温し、その後100℃まで放冷し、放冷時の試料の長さから温度膨張係数を求める。測定には、島津製作所製の熱機械分析装置TMA−50を使用することができる。また、計算式は、JISK7197(1991)「プラスチックの熱機械分析による線膨張率試験方法」に準拠する。
この表面粗さRaはJIS B 0601(2001)に基づく算術平均粗さを指す。
本発明においては、この表面粗さRaは、中間転写ベルトの製造方法(1)において説明した(A)又は(B)の方法により製作されたベルト基材の一部を切り出して得られた測定試料を、PtAuスパッタで前処理した後、電子顕微鏡(S−4200/日立製作所)及び三次元形状解析装置(RD−500/電子光学研究所)を使用して測定した。なお、測定条件は、加速電圧10kv、倍率1000、ワーキングディスタンス15mm、データ処理時にFFT5〜200Hzのバンドパスフィルターを使用した。
本発明においては、このマイクログロスはマイクログロス75°(Type 4553:BYK−Gardner社製)により測定した。
この微小硬度は、下記のようにして測定することができる。
まず、中間転写ベルトを6m角に切り、転写時に転写面になる側を上にして、その小片を瞬間接着剤でガラス板に固定する。この試料の表面層のダイナミック微小硬度を微小硬度計DUH−201S(株式会社島津製作所製)を用いて測定する。
ここで、「ダイナミック微小硬度」とは、金属材料の硬さ測定等に広く用いられているビッカース硬さのように、くぼみの対角線長さを求めるという方法はとらず、圧子が試料にどれだけ侵入したかを測定する方法によって求めることができる。試験荷重P(mN)、圧子の試料への侵入量(押し込み深さ)D(μm)とした時、ダイナミック微小硬度DH(mN/μm2)は下記式(3)で定義される。
式(3) DH=αP/D2
ここで、αは圧子形状による定数で、α=3.8584(使用圧子:三角錐圧子の場合)である。
使用圧子:三角錐圧子
試験モード:3(軟質材料試験)
試験荷重:0.70gf
負荷速度:0.014500gf/sec
保持時間:5sec
なお、28℃、85%RH、及び/又は、22℃、55%RHの環境下で24時間以上放置され、調湿された中間転写ベルトの引張弾性率が上記の好ましい範囲になることが好ましい。
この引張弾性率は、下記のようにして測定することができる。
試験片試料はJIS K 7127(1999)試験片タイプ2に準拠させた。本発明の中間転写ベルトを幅10mm×長さ200mmに切断して試料とする。この時、長さ方向を中間転写ベルトの周方向にあわせる。チャック間の初期距離を100mm±5mm、引張速度10mm/分として、JIS K 7127(1999)に準じて測定を行い、引張弾性率を算出する。
従って、表面抵抗率を、上記範囲とすることで、表面抵抗率が高い場合に発生する放電による白抜け、表面抵抗率が低い場合に発生する画質の悪化を防止することができる。
従って、体積抵抗率を、上記範囲とすることで、トナーが飛散したり、除電機構を必要とする問題を解消することができる。
本発明の画像形成装置は、上述した本発明の中間転写ベルトを備える中間転写方式の画像形成装置であれば、如何なる構成であってもよい。中でも、画像情報に応じた静電潜像が形成される像担持体と、像担持体に形成された静電潜像をトナーによりトナー像として可視化する現像装置と、像担持体上に担持されたトナー像が一次転写される中間転写ベルトと、中間転写ベルト上の未定着トナー像を記録媒体に二次転写するバイアス機構と、を備える構成の画像形成装置が好ましい。そして、当該中間転写ベルトとして、既述の本発明の中間転写ベルトを使用している。
上述のように、本発明の中間転写ベルトは表面性に優れており、これを画像形成装置に適用することで、高品質の転写画像を安定して得ることができる。
この静電潜像は現像装置10Yによってトナー現像されて可視化されたトナー像が形成される。トナー像は感光体ドラム5Yの回転により一次転写部に到り、一次転写ロール6Yからトナー像に逆極性の電界を作用させることにより、トナー像が、反時計方向に回転する中間転写ベルト1に一次転写される。
以下、同様にして第2色のトナー像(M)、第3色のトナー像(C)、第4色のトナー像(K)が順次形成され中間転写ベルト1において重ね合わせられ、多重トナー像が形成される。
二次転写部は中間転写ベルト1のトナー像が担持された表面側に設置された二次転写ロール7と当該中間転写ベルト1の裏側から二次転写ロール7に対向するごとく配置されたバックアップロール8及びこのバックアップロール8に圧接して回転するコンタクトロール9から構成される。
この二次転写部では、二次転写ロール7と中間転写ベルト1を介して対向配置したバックアップロール8に圧接したコンタクトロール9にトナー像の極性と同極性のバイアス(転写電圧)を印加することで、当該トナー像を記録紙12に静電反発で転写する。
給送された記録紙12には、二次転写ロール7とバックアップロール8による圧接搬送と、中間転写ベルト1の回転と、コンタクトロール9に印加された転写電圧と、の作用により、中間転写ベルト1に担持されたトナー像が転写される。
なお、多重トナー像の記録紙12への転写の終了した中間転写ベルト1は二次転写部の下流に設けたベルトクリーナー11で残留トナーの除去が行われて次の転写に備える。また、二次転写ロール7はブラシクリーニング(図示せず)により、転写で付着したトナー粒子や紙紛等の異物が除去される。
単色画像の転写の場合は、一次転写されたトナー像を直ちに二次転写して定着装置に搬送するが、複数色の重ね合わせによる多色画像の転写の場合は各色のトナー像が一次転写部で正確に一致するように中間転写ベルト1と感光体ドラム5Y,5M,5C,5Kとの回転を同期させて各色のトナー像がずれないようにする。
この静電潜像は現像装置10Yによってトナー現像されて可視化されたトナー像が形成される。トナー像は感光体ドラム5の回転により一次転写部に到り、一次転写ロール6からトナー像に逆極性の電界を作用させることにより、トナー像が、反時計方向に回転する中間転写ベルト1に一次転写される。
以下、同様にして第2色のトナー像(M)、第3色のトナー像(C)、第3色のトナー像(K)が順次形成され中間転写ベルト1において重ね合わせられ、多重トナー像が形成される。
二次転写部は中間転写ベルト1のトナー像が担持された表面側に設置された二次転写ロール7と当該中間転写ベルト1の裏側から二次転写ロール7に対向するごとく配置されたバックアップロール8及びこのバックアップロール8に圧接して回転するコンタクトロール9から構成される。
この二次転写部では、二次転写ロール7と中間転写ベルト1を介して対向配置したバックアップロール8に圧接したコンタクトロール9にトナー像の極性と同極性のバイアス(転写電圧)を印加することで、当該トナー像を記録紙12に静電反発で転写する。
給送された記録紙12は二次転写ロール7とバックアップロール8による圧接搬送と中間転写ベルト1の回転で当該中間転写ベルト1に担持されたトナー像が転写される。
なお、多重トナー像の記録紙12への転写の終了した中間転写ベルト1は二次転写部の下流に設けたベルトクリーナー11で残留トナーの除去が行われて次の転写に備える。また、二次転写ロール7はブラシクリーニング(図示せず)により、転写で付着したトナー粒子や紙紛等の異物が除去される。
単色画像の転写の場合は、一次転写されたトナー像を直ちに二次転写して定着装置に搬送するが、複数色の重ね合わせによる多色画像の転写の場合は各色のトナー像が一次転写部で正確に一致するように中間転写ベルト1と感光体ドラム5との回転を同期させて各色のトナー像がずれないようにする。
<ポリアミック酸溶液(A−1)の作製>
DMAc溶媒中に、4,4’−ジアミノジフェニルエーテル(ODA)を溶解し、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物(BPDA)とピロメリット酸二無水物(PMDA)を加え、窒素雰囲気下で、充分攪拌した。なお、ODA:BPDA:PMDAの関係は、1.00:0.55:0.45のモル比となるように調合しており、20質量%濃度のポリアミック酸溶液(A−1)を得た。
脱ドープ状態のポリアニリンとして、パニポール社製のPanipol PAを用意した。
また、脱ドープ状態のポリアニリンのモル当量の30%に相当する(言い換えれば、脱ドープ状態のポリアニリンのモル当量の半分を100%とした時に60%に相当する)ドーパントとしてのパラフェノールスルホン酸を用意した。このパラフェノールスルホン酸を、窒素雰囲気下で、DMAc溶媒中に加え攪拌し、均一な5質量%濃度のドーパント溶液を準備した。
脱ドープ状態のポリアニリンであるパニポール社のPanipol PAを、乾式ジェットミルを用いて微細化した。乾式ジェットミルには、ホソカワミクロン(株)のカウンタージェットミル(型式100AFG)を用いた。
ここで、カウンタージェットミルの装置構成は、(1)原料供給装置FTS−20、(2)カウンタージェットミル100AFG、(3)製品捕集機−1(Φ100サイクロン)、(4)製品捕集機−2(P−bag:ろ過面積2.3平方メートル)、(5)排気のためのブロワである。主な微細化の条件は、粉砕空気量が毎分100立方メートル、空気圧力が600kPa、分級回転速度20000rpmである。
その後、製品捕集機−2(P−bag)に捕集されたポリアニリンを第1のポリアニリン粒子とし、少量を採取しエタノール中に分散させた。この第1のポリアニリン粒子の粒度分布を測定したところ、50%粒子径(体積基準)は1.4μm、90%粒子径は2.4μm、100%粒子径(体積基準)は5.9μmであった。
この微細化した第1のポリアニリン粒子250質量部を、25質量部のPVP(ポリビニルピロリドン)と共に、窒素雰囲気下で、ポリアニリン250質量部に対して規定のドーピング量となる5質量%濃度のドーパント溶液中に、徐々に加え、均一に攪拌し、これをドープ済みポリアニリン分散液(B−1)とした。
ポリアミック酸溶液(A)と、上記の方法で得られたドープ済みポリアニリン分散液(B−1)と、を均一に混合して塗布液を作製した。この時のドープ済みのポリアニリン(PAn)とポリアミック酸(PAA)との固形分質量比は、PAn:PAA=12:88であった。これに適宜DMAc溶媒を加え、塗布に適した粘度に調整した。
得られた塗布液を、内径365.5mm、長さ600mmの円筒状SUS製金型内側表面に均一に塗布した。なお、この円筒状金型の内側には、表面にフッ素系の離型剤を予め塗布することで、ベルト成形後の剥離性を向上させておいた。
次に、金型を回転させながら、温度120℃の条件で、30分間乾燥処理を行った。乾燥処理後、金型をオーブンに入れ、320℃、約30分間焼成を行い、イミド転化反応を進行させた。
その後、金型を室温で放冷し、金型から樹脂を取り外し、無端ベルトを得た。
得られた無端ベルトの両端を切断し、周長1148mm、幅369mmの中間転写ベルトを作製した。なお、この中間転写ベルトの厚さは0.08mmであった。
実施例1において、ポリアニリン分散液(B−1)の代わりに下記に示すポリアニリン分散液(B−2)を用いた以外は、実施例1と同様の方法で、実施例2の中間転写ベルトを作製した。
ポリアニリン分散液(B−1)の作製中に微細化したポリアニリンのうち、製品捕集機−1(Φ100サイクロン)に捕集されたポリアニリンを第2のポリアニリン粒子とし、その一部を採取し、エタノール中に分散させた。この第2のポリアニリン粒子の粒度分布を測定したところ、50%粒子径(体積基準)は2.7μm、90%粒子径(体積基準)は4.3μm、100%粒子径(体積基準)は7.7μmであった。
次に、微細化した第2のポリアニリン粒子250質量部を、25質量部のPVP(ポリビニルピロリドン)と共に、窒素雰囲気下で、ポリアニリン250質量部に対して規定のドーピング量となる5質量%濃度のドーパント溶液中に、徐々に加え、均一に攪拌し、これをドープ済みポリアニリン分散液(B−2)とした。
実施例1において、ポリアニリン分散液(B−1)の代わりに下記に示すポリアニリン分散液(B−3)を用いた以外は、実施例1と同様の方法で、比較例1の中間転写ベルトを作製した。
パニポール社のPanipol PAを微細化せずにそのまま用いた。このPanipol PAを少量採取しエタノール中に分散させた。そして、このPanipol PAの粒度分布を測定したところ、50%粒子径(体積基準)は15.5μm、90%粒子径(体積基準)は25.3μm、100%粒子径(体積基準)は48.5μmであった。
次に、窒素雰囲気下で、ポリアニリン250質量部に対して規定のドーピング量となる5質量%のドーパント溶液中に、25質量部のPVP(ポリビニルピロリドン)と共に、250質量部のPanipol PAを徐々に加え、更に均一に攪拌し、これをドープ済みポリアニリン分散液(B−3)とした。
実施例1において、ポリアニリン分散液(B−1)の代わりに下記に示すポリアニリン分散液(b−1)を用い、更に、ポリアニリンとポリアミック酸との固形分質量比を、PAn:PAA=10:90に変えた以外は、実施例1と同様の方法で、比較例2の中間転写ベルトを作製した。
ドープ状態のポリアニリン(Emeraldine Salts)である、パニポール社のPanipol Fを、実施例1のポリアニリン分散液(B−1)と同じように、ホソカワミクロン(株)のカウンタージェットミル(型式100AFG)を用いて微細化した。
製品捕集機−2(P−bag)に捕集されたポリアニリンの一部をエタノール中に分散させ、そのポリアニリン粒子の粒度分布を測定したところ、50%粒子径は3.2μm、90%粒子径は7.4μm、100%粒子径は30.2μmであった。
次に、窒素雰囲気下で、1700質量部のDMAcに、15質量部のPVP(ポリビニルピロリドン)を加え均一に攪拌し、その溶液中にドープ状態のポリアニリン(Emeraldine Salts)である、この微細化した250質量部のPanipol Fを徐々に加えて、ドープ状態のポリアニリンが13質量%濃度である混合液を準備した。これをドープ済みポリアニリン分散液(b−1)とした。
実施例1において、ポリアニリン分散液(B−1)の代わりに下記に示すポリアニリン溶液(b−2)を用いた以外は、実施例1と同様の方法で、比較例3の中間転写ベルトを作製した。
窒素雰囲気下で、1700質量部のDMAc溶媒中に、250質量部のパニポール社のPanipol PAを徐々に加え、均一に攪拌し、13質量%濃度のポリアニリン溶液を作製した。
次に、DMAc溶媒中にドーパント(パラフェノールスルフォン酸)を加え、攪拌し、均一な5質量%濃度のドーパント溶液を作製した。
Panipol PAはモル当量の半分がドーピングされるので、これを100%とした時に、60%に相当するように、5質量%濃度のドーパント溶液を徐々に加え、均一に攪拌し、ドープ済みのポリアニリン溶液(b−2)を得た。
まず、実施例1、2、及び比較例1〜3により得られた中間転写ベルトに対し、最大ポリアニリン粒子の絶対最大長、ポリアニリン粒子の50%粒子径(個数基準)、90%粒子径(個数基準)を測定し、また、この50%粒子径と90%粒子径との比較による粒度分布について算出した。
なお、「最大ポリアニリン粒子の絶対最大長」は、1本のベルトから幅方向3箇所×周方向3箇所の計9箇所(幅方向、周方向、それぞれほぼ等間隔)サンプリングし、各サンプル6視野の画像における、最大ポリアニリン粒子の絶対最大長を測定した。具体的な測定方法は前述の通りである。
また、「ポリアニリン粒子の50%粒子径(個数基準)、90%粒子径(個数基準)」は、1本のベルトから幅方向3箇所×周方向3箇所の計9箇所サンプリングし、前述の方法で測定した。
実施例1、2、及び比較例1〜3により得られた中間転写ベルトに対し、ベルト外観(転写面)に突起、凹み等の表面欠陥がないものを、外観合格とした。なお、突起と凹みの表面欠陥は、限度見本を準備した。突起は径300μm×高さ20μm以上を、凹みは外径にかかわらず(概ね10mm以下)、凹みの輪郭が目視で確認でき、且つ、深さ20μm以上を表面欠陥とした。表1には、20本中の外観合格本数を示した。
なお、ベルト外観合格本数における表1中の評価指標は下記の通りである。
「○」・・・(19本/20本)以上
「△」・・・(17本/20本)〜(18本/20本)
「×」・・・(16本/20本)以下
(表面抵抗値の測定)
中間転写ベルトの表面抵抗率の測定には、R8340A デジタル超高抵抗/微小電流計(株式会社アドバンテスト社製)と、接続部をR8340A用に改造した二重リング電極構造のURプローブMCP−HTP12及びレジテーブUFL MCP−ST03(何れも、株式会社ダイアインスツルメンツ社製)を用いた。
この時、表面抵抗率をρs、R8340Aデジタル超高抵抗/微小電流計の読み値をR、URプローブMCP−HTP12の表面抵抗率補正係数をRCF(S)とすると、三菱化学「抵抗率計シリーズ」カタログによればRCF(S)=10.00なので、下記式(4)のようになる。
すなわち、式(4):ρs[Ω/□]=R×RCF(S)=R×10.00となる。
中間転写ベルトの体積抵抗率の測定には、R8340A デジタル超高抵抗/微小電流計(株式会社 アドバンテスト社製)と、接続部をR8340A用に改造した二重リング電極構造のURプローブMCP−HTP12及びレジテーブUFL MCP−ST03(何れも、株式会社 ダイアインスツルメンツ社製)を用いた。
この時、体積抵抗率をρv、中間転写体の厚さt(μm)、R8340A デジタル超高抵抗/微小電流計の読み値をR、URプローブMCP−HTP12の体積抵抗率補正係数をRCF(V)とすると、三菱化学「抵抗率計シリーズ」カタログによれば、RCF(V)=2.011なので、下記式(5)のようになる。
すなわち、式(5):ρv[Ω・cm]=R×RCF(V)×(10000/t)=R×2.011×(10000/t)となる。
「○」・・・平均値±範囲における範囲が0.1以内(適)
「△」・・・平均値±範囲における範囲が0.1を超え0.2以内(実用上の許容範囲)
「×」・・・平均値±範囲における範囲が0.2を超える(不適)
(表面粗さRaの測定)
表面粗さRaは、任意に抜き取られた中間転写ベルト3本に対し、1ベルトに付き、任意の4点について、前述の方法で測定した。表1にはその最小値〜最大値を記した。
なお、表面粗さRaにおける表1中の評価指標は下記の通りである。
「○」・・・最大値が0.05μm以下(適)
「△」・・・最大値が0.05μm以下を超え、0.07μm以下(システムでの対応が必要)
「×」・・・最大値が0.07μm以下を超える(不適)
入射角70°のマイクログロスは、任意に抜き取られた中間転写ベルト3本に対し、1ベルトに付き、幅方向6点×周方向4点の24点について前述の方法で測定し、表1にはその最小値〜最大値を記した。
なお、マイクログロスにおける表1中の評価指標は下記の通りである。
「○」・・・最小値が95グロスユニット以上(適)
「△」・・・最小値が90グロスユニット以上、95グロスユニット未満(システムでの対応が必要)
「×」・・・最小値が90グロスユニット未満(不適)
鮮鋭度は、任意に抜き取られた中間転写ベルト3本に対し、1ベルトに付き、任意の1箇所について、下記に示す方法で観察した。表1には、最も評価の低いベルトの評価結果を示した。
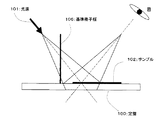
まず、図3に示すように、定盤100上に中間転写ベルトのサンプル102を載置し、定盤100に対し垂直配置した基準格子版106を介して、中間転写ベルトの転写面に光源101(蛍光灯)からの光を所定角度から照射し、転写面上の格子の歪み、格子の明瞭さを目視により観察し評価した。基準格子版106は10mm角の格子を持っている。
なお、鮮鋭度における表1中の評価指標は下記の通りである。
「○」・・・格子歪み極小、格子線が明瞭で細い(適)
「△」・・・格子歪み極小、格子線が滲み中太(実用上の許容範囲)
「×」・・・格子歪み小、格子線が滲み太い(不適)
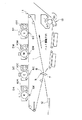
下記の粒状性、白抜け、クリーニング不良の評価は、得られた中間転写ベルトを、図1に示されるタイプの画像形成装置である富士ゼロックス(株)製DocuCenter C6550Iに装着して行った。用紙には、A4サイズのJ紙(富士ゼロックスオフィスサプライ(株)製)を使用した。
粒状性は、任意に抜き取られた中間転写ベルト3本を用いて、マゼンタ20%のハーフトーン画像を出力し、目視により得られた画像を観察することにより評価した。表1には、最も評価の低いベルトの評価結果を示した。
なお、粒状性における表1中の評価指標は下記の通りである。
「○」・・・良好(適、滑らか)
「△」・・・ザラツキ小(実用上の許容範囲)
「×」・・・ザラツキ中又は大(不適)
白抜けは、任意に抜き取られた中間転写ベルト3本を用いて、マゼンタ30%ハーフトーン画像を出力し、その画像を観察することにより、ベルト起因の白抜けの有無を目視により評価した。表1には、最も評価の低いベルトの評価結果を示した。
なお、白抜けにおける表1中の評価指標は下記の通りである。
「○」・・・発生しない
「×」・・・かすれ状又は白点状の白抜けが発生
クリーニング不良は、任意に抜き取られた中間転写ベルト3本を用いて、マゼンタ、サイアン、イエロー、ブラックの各10%ハーフトーン画像を出力し、中間転写ベルト上のクリーニングブレード幅内におけるトナーの残存の有無を確認することで、評価した。表1には、最も評価の低いベルトの評価結果を示した。
トナーが残存していればクリーニング不良となる。
なお、クリーニング不良における表1中の評価指標は下記の通りである。
「○」・・・発生しない
「×」・・・発生
また、表1には、実施例1、2、及び比較例1〜3の中間転写ベルトの製造工程において用いられる微細化されたポリアニリンの粒度分布(50%粒子径、90%粒子径、100%粒子径)と、ポリイミド樹脂の製膜方法についても併記した。
<自己ドープ型のポリアニリンの準備>
三菱レイヨン(株)製の導電性コーティング剤aquaPASS−01(ポリアニリンスルホン酸の水溶液)を、エバポレータ等を利用して、乾燥させて粉体化させた。得られた紛体のポリアニリンスルホン酸(PAS;平均分子量10,000、平均粒径約9μm)を自己ドープ型のポリアニリンとして準備した。
自己ドープ型ポリアニリンである粉体のポリアニリンスルホン酸を、乾式ジェットミルを用いて微細化した。乾式ジェットミルは、ホソカワミクロン(株)のカウンタージェットミル(型式100AFG)を用いた。
カウンタージェットミルの装置構成は、(1)原料供給装置FTS−20、(2)カウンタージェットミル 100AFG、(3)製品捕集機−1(Φ100サイクロン)、(4)製品捕集機−2(P−bag:ろ過面積2.3平方メートル)、(5)排気のためのブロワ である。主な微細化の条件は、粉砕空気量が毎分100立方メートル、空気圧力が600kPa、分級回転速度20000rpmである。
製品捕集機−2(P−bag)に捕集されたポリアニリンスルホン酸を第3のポリアニリン粒子とし、少量を採取しエタノール中に分散させた。この第3のポリアニリン粒子の粒度分布を測定したところ、50%粒子径(体積基準)は1.8μm、90%粒子径は3.3μm、100%粒子径(体積基準)は7.8μmであった。
窒素雰囲気下で、1700質量部のDMAcに、15質量部のPVP(ポリビニルピロリドン)を加え、室温(22℃)で均一に攪拌し、その溶液中に250質量部の粉体のポリアニリンスルホン酸(PAS:第3のポリアニリン粒子)を徐々に加えて、ポリアニリンスルホン酸を13質量%含有する混合液を準備した。この混合液をポリアニリンスルホン酸分散液(B−4)とした。
ポリアミック酸溶液(A)と、上記の方法で得られたポリアニリンスルホン酸分散液(B−4)と、を均一に混合して塗布液を作製した。この時のポリアニリンスルホン酸(PAS)とポリアミック酸(PAA)との固形分質量比は、PAS:PAA=10:90であった。これに適宜DMAc溶媒を加え、塗布に適した粘度に調整した。
得られた塗布液を、内径365.5mm、長さ600mmの円筒状SUS製金型表面に均一に塗布した。なお、この円筒状金型には、表面にフッ素系の離型剤を予め塗布することで、ベルト成形後の剥離性を向上させておいた。
次に、金型を回転させながら、温度120℃の条件で、30分間乾燥処理を行った。乾燥処理後、金型をオーブンに入れ、320℃、約30分間焼成を行い、イミド転化反応を進行させた。
その後、金型を室温で放冷し、金型から樹脂を取り外し、無端ベルトを得た。
得られた無端ベルトの両端を切断し、周長1148mm、幅369mmの中間転写ベルトを作製した。なお、この中間転写ベルトの厚さは0.08mmであった。
実施例3において、ポリアニリンスルホン酸分散液(B−4)の代わりに下記に示すポリアニリンスルホン酸分散液(B−5)を用いた以外は、実施例3と同様の方法で、実施例4の中間転写ベルトを作製した。
ポリアニリンスルホン酸分散液(B−4)の作製中に微細化したポリアニリンスルホン酸のうち、製品捕集機−1(Φ100サイクロン)に捕集されたポリアニリンスルホン酸を第4のポリアニリン粒子とし、その一部を採取し、エタノール中に分散させた。この第4のポリアニリン粒子の粒度分布を測定したところ、50%粒子径(体積基準)は3.0μm、90%粒子径(体積基準)は4.4μm、100%粒子径(体積基準)は9.3μmであった。
次に、窒素雰囲気下で、1700質量部のDMAcに、15質量部のPVP(ポリビニルピロリドン)を加え、室温(22℃)で均一に攪拌し、その溶液中に250質量部の第4のポリアニリン粒子を徐々に加えて、ポリアニリンスルホン酸を13質量%含有する混合液を準備した。この混合液をポリアニリンスルホン酸分散液(B−5)とした。
実施例3において、ポリアニリンスルホン酸分散液(B−4)の代わりに下記に示すポリアニリンスルホン酸分散液(B−6)を用いた以外は、実施例3と同様の方法で、比較例4の中間転写ベルトを作製した。
窒素雰囲気下で、1700質量部のDMAcに、15質量部のPVP(ポリビニルピロリドン)を加え、室温(22℃)で均一に攪拌し、その溶液中に250質量部の粉体のポリアニリンスルホン酸(PAS)を徐々に加えて、ポリアニリンスルホン酸を13質量%含有する混合液を準備した。これをポリアニリンスルホン酸分散液(B−6)とした。
ポリアニリンスルホン酸分散液(B−6)中のポリアニリンスルホン酸の粒度分布を測定したところ、50%粒子径は7.9μm、90%粒子径は12.2μm、100%粒子径は29.9μmであった。
実施例3、4、及び比較例4で中間転写ベルトに対し、実施例1と同様の方法で、「最大ポリアニリン粒子の絶対最大長」、「ポリアニリン粒子の粒度分布(個数基準)」を測定し、また、「得率」、「電気特性」、「表面物性」、及び「転写画像の品質」の各評価項目について評価した。測定結果及び評価結果を下記表2に示す。
また、表2には、実施例3、4、及び比較例4の中間転写ベルトの製造工程において用いられる微細化されたポリアニリンの粒度分布(50%粒子径、90%粒子径、100%粒子径)と、ポリイミド樹脂の製膜方法についても併記した。
<ポリアミック酸溶液(A−2)の作製>
DMAc溶媒中に、4,4’−ジアミノジフェニルエーテル(ODA)を溶解し、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物(BPDA)を加え、窒素雰囲気下で、充分攪拌した。なお、ODA:BPDAの関係は、1.00:1.00のモル比となるように調合しており、20質量%濃度のポリアミック酸溶液(A−2)を得た。
前述の方法で得られたドープ済みポリアニリン分散液(B−1)に、上記ポリアミック酸溶液(A−2)と、充填材(酸化スズ)と、を加え、更にDMAc溶媒を加え、混合し、充分に攪拌した後、脱気して塗布液(C−3)を調製した。塗布液(C)の粘度は、20〜40Pa・sに調整した。
塗布液(C−3)中のドープ済みポリアニリン(PAn)とポリアミック酸(PAA)と、充填材(酸化スズ)の固形分質量比は、PAn:PAA:酸化スズ=10.8:79.2:10.0であった。
また、ここで充填材として用いた酸化スズは、金属酸化物の1種であるアンチモンドープ酸化スズ(以下、単に「酸化スズ」と称する。)、比重7.0g/mlである。
得られた塗布液を、外径365.5mm、長さ600mmの円筒状SUS製金型外側表面に塗布し、膜厚制御用金型を円筒金型に通し、平行移動させて、余分な塗布液を掻き落とし、円筒金型上の塗布液の厚みを均一にした。
次に、金型を回転させながら、温度120℃の条件で、30分間乾燥処理を行った。乾燥処理後、金型をオーブンに入れ、320℃の条件で、30分間焼成を行い、イミド化反応を進行させた。
その後、金型を室温で放冷し、金型から樹脂を取り出し、無端ベルトを得た。
この無端ベルトを2本用意し、それぞれ金型長さ方向に切断し、その2本を接続し一枚のシートとした。接続方法は、例えば、特開2000−145895号公報に記載のパズルカットシームを採用した。このシートを幅362mmに切り出し、更に両端をパズルカットシームを行い、幅362mm、周長2111mmの無端ベルトとした。なお、この中間転写ベルトの厚さは0.08mmであった。
実施例5において、充填材としての酸化スズを酸化チタンに代え、更に、塗布液(C−3)中のドープ済みポリアニリン(PAn)とポリアミック酸(PAA)と、充填材(酸化チタン)の固形分質量比をPAn:PAA:酸化チタン=10.1:79.9:10.0に代えた以外は、実施例5と同様の方法で、実施例6の中間転写ベルトを作製した。
なお、ここで充填材として用いられる酸化チタンは、金属酸化物の1種であるアンチモンドープ酸化チタン(以下、「酸化チタン」と称する。)、比重5.0g/mlである。
実施例5において、ポリアミック酸溶液(A−2)の代わりに下記のポリアミック酸溶液(A−3)を用いた以外は、実施例5と同様の方法で、実施例7の中間転写ベルトを作製した。
DMAc溶媒中に、4,4’−ジアミノジフェニルエーテル(ODA)を溶解し、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物(BPDA)と、ピロメリット酸二無水物(PMDA)と、を加え、窒素雰囲気下で、充分攪拌した。なお、ODA:BPDA:PMDAの関係は、1.00:0.80:0.20のモル比となるように調合しており、20質量%濃度のポリアミック酸溶液(A−3)を得た。
実施例5において、ポリアミック酸溶液(A−2)の代わりに上記のポリアミック酸溶液(A−3)を用い、更に、塗布液(C−3)中のドープ済みポリアニリン(PAn)とポリアミック酸(PAA)と、充填材(酸化スズ)の固形分質量比をPAn:PAA:酸化スズ=10.8:74.2:15.0に代えた以外は、を用いた以外は、実施例5と同様の方法で、実施例7の中間転写ベルトを作製した。
実施例5において、ポリアミック酸溶液(A−2)の代わりに下記のポリアミック酸溶液(A−4)を用い、更に、塗布液(C−3)中のドープ済みポリアニリン(PAn)とポリアミック酸(PAA)と、充填材(酸化スズ)の固形分質量比をPAn:PAA:酸化スズ=10.1:74.9:15.0に代えた以外は、実施例5と同様の方法で、実施例9の中間転写ベルトを作製した。
DMAc溶媒中に、4,4’−ジアミノジフェニルエーテル(ODA)を溶解し、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物(BPDA)と、ピロメリット酸二無水物(PMDA)と、を加え、窒素雰囲気下で、充分攪拌した。なお、ODA:BPDA:PMDAの関係は、1.00:0.55:0.45のモル比となるように調合しており、20質量%濃度のポリアミック酸溶液(A−4)を得た。
実施例5において、ポリアミック酸溶液(A−2)の代わりに上記のポリアミック酸溶液(A−4)を用い、また、充填材として酸化チタンを用い、更に、塗布液(C−3)中のドープ済みポリアニリン(PAn)とポリアミック酸(PAA)と、充填材(酸化チタン)の固形分質量比をPAn:PAA:酸化チタン=10.1:74.9:15.0に代えた以外は、実施例5と同様の方法で、実施例10の中間転写ベルトを作製した。
実施例5〜10で中間転写ベルトに対し、実施例1と同様の方法で、「最大ポリアニリン粒子の絶対最大長」、「ポリアニリン粒子の粒度分布(個数基準)」を測定し、加えて、「充填材の最大粒子の絶対最大長」を下記の方法で測定した。
すなわち、「充填材の最大粒子の絶対最大長」は、1本のベルトからポリアニリン粒子の場合と同様に、幅方向3箇所×周方向3箇所の計9箇所サンプリングし、前述の方法で測定した。結果を表3に示す。
更に、実施例5〜10で中間転写ベルトに対し、実施例1と同様の方法で、「得率」、「電気特性」、「表面物性」、及び「転写画像の品質」の各評価項目について評価し、更に、下記の方法で、「表面物性」として微小硬度、「膨張性」、「引張強度」、及び「画像形成中のウォーク量」についても評価した。評価結果を下記表4に示す。
(微小硬度の測定)
微小硬度は、任意に抜き取られた中間転写ベルト3本に対し、1ベルトに付き、任意の3点について前述の方法で、試料を作製し、各試料に対して任意の10箇所を測定し、3試料の平均値をそのベルトの微小硬度とした。表4にはその最も評価の低いベルトの評価結果を記した。
なお、微小硬度における表4中の評価指標は下記の通りである。
「◎」・・・20度以下(好適)
「○」・・・20度より大きく25度以下(適)
「△」・・・25度より大きく30度以下(システムでの対応が必要)
「×」・・・30度以上(実用不可)(不適)
(湿度膨張係数の測定)
湿度膨張係数は、任意に抜き取られた中間転写ベルト3本に対し、1ベルトに付き、任意の1箇所を用いて試料を作製し、それを前述の方法で測定した。表4にはその最も評価の低いベルトの評価結果を記した。
なお、湿度膨張係数における表4中の評価指標は下記の通りである。
「◎」・・・30ppm/%RH以下(好適)
「○」・・・30ppm/%RHより大きく45ppm/%RH以下(適)
「△」・・・45ppm/%RHより大きく60ppm/%RH以下(システムでの対応が必要)
「×」・・・60ppm/%RH以上(不適)
温度膨張係数は、任意に抜き取られた中間転写ベルト3本に対し、1ベルトに付き、任意の1箇所を用いて試料を作製し、それを前述の方法で測定した。表4にはその最も評価の低いベルトの評価結果を記した。
なお、温度膨張係数における表4中の評価指標は下記の通りである。
「◎」・・・30ppm/K以下(好適)
「○」・・・30ppm/Kより大きく45ppm/K以下(適)
「△」・・・45ppm/Kより大きく60ppm/K以下(システムでの対応が必要)
「×」・・・60ppm/K以上(不適)
(引張弾性率の測定)
引張弾性率は、任意に抜き取られた中間転写ベルト3本に対し、1ベルトに付き、任意の1箇所から10本の試料を作製し、それを前述の方法で測定した。ここで、測定する中間転写ベルトは、28℃、85%RH環境下(Aゾーン)、又は22℃、55%RH環境下(Bゾーン)で24時間以上放置され、調湿されたものである。表4にはその平均値を記した。
なお、湿度膨張係数における表4中の評価指標は下記の通りである。
「◎」・・・3500MPa以上(好適)
「○」・・・3500MPaより小さく2500MPa以上(適)
「△」・・・2500MPaより小さく2300MPa以上(システムでの対応が必要)
「×」・・・2300MPa未満(不適)
画像形成中のウォーク量の評価は、任意に抜き取られた中間転写ベルト3本を、図1に示されるタイプの画像形成装置である富士ゼロックス(株)製Color DocuTech 60に装着して行った。
なお、本発明におけるウォーク量とは、特許第3632731号公報に記載の駆動制御方法(アクティブ・ステアリング方式)に従って中間転写ベルトの駆動の制御を行っても、制御しきれずベルトが動いてしまう量を示す。
まず、Color DocuTech 60を22℃、55%RHの環境下に設置する。そして、中間転写ベルトを22℃,55%RHの環境下で24時間以上放置し、調湿する。その後、調湿された中間転写ベルトをColor DocuTech 60に装着し、装置の電源を入れる。
そして、装着された中間転写ベルトのエッジ形状データを測定する。そして、このエッジ形状データを記憶手段に記憶する。
その後、A3用紙を20枚印刷する。このとき、中間転写ベルトは、5回転することとなる。この各印刷時にも中間転写ベルトのエッジ形状データを測定する。
そして、記憶手段に格納されたエッジ形状データと、各印刷時に測定したエッジ形状データと、を比較し、適不適判断をし、不適ならば、記憶手段に記憶されたエッジ形状データを、新たに測定されたエッジ形状データへと更新する。
記憶手段に格納された各測定点のエッジ形状値と、測定した各測定点のエッジ形状データから、ウォーク量を算出した。
その後、A3用紙を20枚印刷し、上述の方法と同様にして、ウォーク量を算出した。
なお、60分放置している間にエッジ形状が変形した場合には、ウォーク量が大きくなる。
各エッジ形状測定点におけるウォーク量が22.4μm以下の際には「○」となり、22.4μmを超えると「×(実用不可)」とした。
なお、エッジ形状の測定、エッジ形状値の比較や置き換え等の制御方法は、特許第3632731号公報に記載の方法を適用した。
ここで、表4中、Aゾーンにおけるウォーク量は、Color DocuTech 60の設置環境、及び中間転写ベルトの放置、調湿環境を28℃,85%RHとして測定したウォーク量を示す。また、同様に、Bゾーンにおけるウォーク量は、Color DocuTech 60の設置環境、及び中間転写ベルトの放置、調湿環境を22℃、55%RHとして測定したウォーク量を示す。
また、中間転写ベルトに更に充填剤を含有する場合は、膨張性、及び引張強度にも優れ、この中間転写ベルトを実装する画像形成装置によれば、画像形成中のウォーク量が少なく、転写画像の品質に優れることが分かる。
一方、最大ポリアニリン粒子の絶対最大長が10.0μmを超える、比較例1〜4の中間転写ベルトによれば、電気的特性に問題はないものの、表面物性に実用上の問題があったり、また、これらの中間転写ベルトを画像形成装置に実装した場合に、微小領域における抵抗率の変化に起因すると思われる転写画像の品質の悪化が見られた。
5・・・感光体ドラム
5Y・・・イエロー用感光体ドラム
5M・・・マゼンタ用感光体ドラム
5C・・・シアン用感光体ドラム
5K・・・ブラック用感光体ドラム
6・・・一次転写ロール
7・・・二次転写ロール
8・・・バックアップロール
9・・・コンタクトロール
10・・・現像部
10Y・・現像部(イエロー)
10M・・現像部(マゼンタ)
10C・・現像部(シアン)
10K・・現像部(ブラック)
11・・・ベルトクリーナー
12・・・記録紙
13・・・定着装置
Claims (4)
- ポリアニリンを含有するポリイミド樹脂からなる中間転写ベルトであって、
前記ポリアニリンからなる粒子のうち最大の粒子の絶対最大長が10.0μm以下であることを特徴とする中間転写ベルト。 - 請求項1に記載の中間転写ベルトを備えたことを特徴とする画像形成装置。
- 脱ドープ状態のポリアニリンを粉砕して、50%粒子径(体積基準)が0.05〜3.0μmの範囲であり、かつ、90%粒子径(体積基準)が50%粒子径(体積基準)の1倍以上2倍以下の範囲とし、前記ポリアニリンを導電化させるドーパントを添加した後、ポリアミック酸と混合し、乾燥・焼成処理を施すことを特徴とする中間転写ベルトの製造方法。
- 自己ドープ型のポリアニリンを粉砕して、50%粒子径(体積基準)が0.05〜3.0μmの範囲であり、かつ、90%粒子径(体積基準)が50%粒子径(体積基準)の1倍以上2倍以下の範囲とした後、ポリアミック酸と混合し、乾燥・焼成処理を施すことを特徴とする中間転写ベルトの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005373614A JP2007058154A (ja) | 2005-07-26 | 2005-12-26 | 中間転写ベルト、その製造方法、及び画像形成装置 |
| US11/397,857 US20070025740A1 (en) | 2005-07-26 | 2006-04-05 | Intermediate transfer belt, production method thereof, and image-forming device using the intermediate transfer belt |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005216336 | 2005-07-26 | ||
| JP2005373614A JP2007058154A (ja) | 2005-07-26 | 2005-12-26 | 中間転写ベルト、その製造方法、及び画像形成装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007058154A true JP2007058154A (ja) | 2007-03-08 |
| JP2007058154A5 JP2007058154A5 (ja) | 2009-02-12 |
Family
ID=37694426
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005373614A Pending JP2007058154A (ja) | 2005-07-26 | 2005-12-26 | 中間転写ベルト、その製造方法、及び画像形成装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20070025740A1 (ja) |
| JP (1) | JP2007058154A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007224279A (ja) * | 2006-01-26 | 2007-09-06 | Fuji Xerox Co Ltd | 樹脂組成物、樹脂成形品 |
| JP2007226219A (ja) * | 2006-01-26 | 2007-09-06 | Fuji Xerox Co Ltd | 中間転写体及び画像形成装置 |
| JP2008230062A (ja) * | 2007-03-20 | 2008-10-02 | Fujifilm Corp | インクジェット記録方法及びインクジェット記録装置 |
| JP2009025626A (ja) * | 2007-07-20 | 2009-02-05 | Fuji Xerox Co Ltd | 画像形成装置及びプログラム |
| JP2009156981A (ja) * | 2007-12-25 | 2009-07-16 | Fuji Xerox Co Ltd | 中間転写ベルト及び画像形成装置 |
| WO2012105097A1 (ja) * | 2011-02-03 | 2012-08-09 | 日東電工株式会社 | 導電性樹脂組成物を用いた樹脂フィルムの製造方法 |
| JP2012168525A (ja) * | 2011-02-13 | 2012-09-06 | Xerox Corp | 画像形成デバイスのためのエンドレス可撓性部材 |
| JP2013246438A (ja) * | 2012-05-29 | 2013-12-09 | Xerox Corp | フッ素化ポリアミド酸を含有する中間転写部材 |
Families Citing this family (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7316791B2 (en) * | 2003-12-30 | 2008-01-08 | E.I. Du Pont De Nemours And Company | Polyimide based substrate comprising doped polyaniline |
| KR101398780B1 (ko) * | 2006-06-01 | 2014-06-18 | 이 아이 듀폰 디 네모아 앤드 캄파니 | 전도성 중합체 조성물 |
| JP2008122446A (ja) * | 2006-11-08 | 2008-05-29 | Fuji Xerox Co Ltd | 画像形成装置 |
| US20100190956A1 (en) * | 2009-01-27 | 2010-07-29 | Xerox Corporation | Polyaniline viologen charge transfer complexes containing intermediate transfer members |
| KR101064816B1 (ko) * | 2009-04-03 | 2011-09-14 | 주식회사 두산 | 폴리아믹산 용액, 폴리이미드 수지 및 이를 이용한 연성 금속박 적층판 |
| US8012583B2 (en) * | 2009-07-29 | 2011-09-06 | Xerox Corporation | Polyaniline silanol containing intermediate transfer members |
| US9631054B2 (en) | 2010-07-23 | 2017-04-25 | E I Du Pont De Nemours And Company | Matte finish polyimide films and methods relating thereto |
| US8574720B2 (en) * | 2009-08-03 | 2013-11-05 | E.I. Du Pont De Nemours & Company | Matte finish polyimide films and methods relating thereto |
| US11203192B2 (en) | 2009-08-03 | 2021-12-21 | E I Du Pont De Nemours And Company | Matte finish polyimide films and methods relating thereto |
| US9926415B2 (en) | 2010-08-05 | 2018-03-27 | E I Du Pont De Nemours And Company | Matte finish polyimide films and methods relating thereto |
| US8541107B2 (en) * | 2009-08-13 | 2013-09-24 | E. I. Du Pont De Nemours And Company | Pigmented polyimide films and methods relating thereto |
| US8828475B2 (en) * | 2009-08-26 | 2014-09-09 | Ricoh Company, Ltd. | Image forming method |
| EP2596052A1 (en) * | 2010-07-23 | 2013-05-29 | E.I. Du Pont De Nemours And Company | Matte finish polyimide films and methods relating thereto |
| TW201302858A (zh) | 2011-06-24 | 2013-01-16 | Du Pont | 有色聚醯亞胺膜及與其有關之方法 |
| US11809100B2 (en) | 2012-03-05 | 2023-11-07 | Landa Corporation Ltd. | Intermediate transfer members for use with indirect printing systems and protonatable intermediate transfer members for use with indirect printing systems |
| US9498946B2 (en) | 2012-03-05 | 2016-11-22 | Landa Corporation Ltd. | Apparatus and method for control or monitoring of a printing system |
| US9643403B2 (en) | 2012-03-05 | 2017-05-09 | Landa Corporation Ltd. | Printing system |
| EP4019596A1 (en) | 2012-03-05 | 2022-06-29 | Landa Corporation Ltd. | Method for manufacturing an ink film construction |
| GB201401173D0 (en) | 2013-09-11 | 2014-03-12 | Landa Corp Ltd | Ink formulations and film constructions thereof |
| WO2016100629A1 (en) * | 2014-12-17 | 2016-06-23 | E. I. Du Pont De Nemours And Company | High temperature conductive thick film pastes polyimide for heater |
| GB2536489B (en) | 2015-03-20 | 2018-08-29 | Landa Corporation Ltd | Indirect printing system |
| US11806997B2 (en) | 2015-04-14 | 2023-11-07 | Landa Corporation Ltd. | Indirect printing system and related apparatus |
| GB201609463D0 (en) | 2016-05-30 | 2016-07-13 | Landa Labs 2012 Ltd | Method of manufacturing a multi-layer article |
| CN114148099A (zh) | 2016-05-30 | 2022-03-08 | 兰达公司 | 数字印刷方法 |
| JP6980704B2 (ja) | 2016-05-30 | 2021-12-15 | ランダ コーポレイション リミテッド | デジタル印刷処理 |
| EP3651991A4 (en) * | 2017-07-14 | 2021-04-07 | Landa Corporation Ltd. | INTERMEDIATE TRANSFER ELEMENT |
| WO2019097464A1 (en) | 2017-11-19 | 2019-05-23 | Landa Corporation Ltd. | Digital printing system |
| US11707943B2 (en) | 2017-12-06 | 2023-07-25 | Landa Corporation Ltd. | Method and apparatus for digital printing |
| WO2019111223A1 (en) | 2017-12-07 | 2019-06-13 | Landa Corporation Ltd. | Digital printing process and method |
| CN108816211B (zh) * | 2018-06-22 | 2021-07-16 | 安徽大学 | 一种高催化活性的蓝色金红石二氧化钛陶瓷材料的制备方法 |
| CN112399918B (zh) | 2018-06-26 | 2023-01-31 | 兰达公司 | 数字印刷系统的中间传输构件 |
| US11318734B2 (en) | 2018-10-08 | 2022-05-03 | Landa Corporation Ltd. | Friction reduction means for printing systems and method |
| EP3902680A4 (en) | 2018-12-24 | 2022-08-31 | Landa Corporation Ltd. | DIGITAL PRINTING SYSTEM |
| EP4066064A4 (en) | 2019-11-25 | 2024-01-10 | Landa Corp Ltd | INK DRYING IN DIGITAL PRINTING WITH INFRARED RADIATION ABSORBED BY PARTICLES EMBEDDED WITHIN AN ITM |
| US11321028B2 (en) | 2019-12-11 | 2022-05-03 | Landa Corporation Ltd. | Correcting registration errors in digital printing |
| JP2022075315A (ja) * | 2020-11-06 | 2022-05-18 | 富士フイルムビジネスイノベーション株式会社 | 転写装置、画像形成装置、及び無端ベルト |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001109277A (ja) * | 1999-10-13 | 2001-04-20 | Fuji Xerox Co Ltd | 中間転写体 |
| JP2001305884A (ja) * | 2000-04-25 | 2001-11-02 | Fuji Xerox Co Ltd | 中間転写体及びそれを備えた画像形成装置 |
| JP2002160239A (ja) * | 2000-11-28 | 2002-06-04 | Fuji Xerox Co Ltd | 被膜形成方法、並びに、継ぎ目なしベルト及び継ぎ目なしベルトの製造方法 |
| JP2002174959A (ja) * | 2000-12-07 | 2002-06-21 | Fuji Xerox Co Ltd | 中間体転写体及びそれを備えた画像形成装置 |
| JP2003342481A (ja) * | 2002-03-20 | 2003-12-03 | Tokai Rubber Ind Ltd | 導電性組成物およびそれを用いた電子写真機器用部材 |
| JP2004184513A (ja) * | 2002-11-29 | 2004-07-02 | Tokai Rubber Ind Ltd | 電子写真機器部材用半導電性組成物およびそれを用いた電子写真機器部材 |
| JP2004205617A (ja) * | 2002-12-24 | 2004-07-22 | Nitto Denko Corp | 半導電性シームレスベルト及びその製造方法 |
| JP2004251978A (ja) * | 2003-02-18 | 2004-09-09 | Ricoh Co Ltd | 無端ベルト及びその製造方法並びにそれからなる中間転写体 |
| JP2006018273A (ja) * | 2004-07-02 | 2006-01-19 | Xerox Corp | ポリアニリン充填ポリイミド溶接可能中間転写コンポーネント |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5137991A (en) * | 1988-05-13 | 1992-08-11 | The Ohio State University Research Foundation | Polyaniline compositions, processes for their preparation and uses thereof |
| US7316791B2 (en) * | 2003-12-30 | 2008-01-08 | E.I. Du Pont De Nemours And Company | Polyimide based substrate comprising doped polyaniline |
| JP5012251B2 (ja) * | 2006-10-03 | 2012-08-29 | 富士ゼロックス株式会社 | ポリアミック酸の組成物及びその製造方法、並びにポリイミド樹脂、半導電性部材及び画像形成装置 |
| JP2008122446A (ja) * | 2006-11-08 | 2008-05-29 | Fuji Xerox Co Ltd | 画像形成装置 |
-
2005
- 2005-12-26 JP JP2005373614A patent/JP2007058154A/ja active Pending
-
2006
- 2006-04-05 US US11/397,857 patent/US20070025740A1/en not_active Abandoned
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001109277A (ja) * | 1999-10-13 | 2001-04-20 | Fuji Xerox Co Ltd | 中間転写体 |
| JP2001305884A (ja) * | 2000-04-25 | 2001-11-02 | Fuji Xerox Co Ltd | 中間転写体及びそれを備えた画像形成装置 |
| JP2002160239A (ja) * | 2000-11-28 | 2002-06-04 | Fuji Xerox Co Ltd | 被膜形成方法、並びに、継ぎ目なしベルト及び継ぎ目なしベルトの製造方法 |
| JP2002174959A (ja) * | 2000-12-07 | 2002-06-21 | Fuji Xerox Co Ltd | 中間体転写体及びそれを備えた画像形成装置 |
| JP2003342481A (ja) * | 2002-03-20 | 2003-12-03 | Tokai Rubber Ind Ltd | 導電性組成物およびそれを用いた電子写真機器用部材 |
| JP2004184513A (ja) * | 2002-11-29 | 2004-07-02 | Tokai Rubber Ind Ltd | 電子写真機器部材用半導電性組成物およびそれを用いた電子写真機器部材 |
| JP2004205617A (ja) * | 2002-12-24 | 2004-07-22 | Nitto Denko Corp | 半導電性シームレスベルト及びその製造方法 |
| JP2004251978A (ja) * | 2003-02-18 | 2004-09-09 | Ricoh Co Ltd | 無端ベルト及びその製造方法並びにそれからなる中間転写体 |
| JP2006018273A (ja) * | 2004-07-02 | 2006-01-19 | Xerox Corp | ポリアニリン充填ポリイミド溶接可能中間転写コンポーネント |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007224279A (ja) * | 2006-01-26 | 2007-09-06 | Fuji Xerox Co Ltd | 樹脂組成物、樹脂成形品 |
| JP2007226219A (ja) * | 2006-01-26 | 2007-09-06 | Fuji Xerox Co Ltd | 中間転写体及び画像形成装置 |
| JP2008230062A (ja) * | 2007-03-20 | 2008-10-02 | Fujifilm Corp | インクジェット記録方法及びインクジェット記録装置 |
| JP2009025626A (ja) * | 2007-07-20 | 2009-02-05 | Fuji Xerox Co Ltd | 画像形成装置及びプログラム |
| JP2009156981A (ja) * | 2007-12-25 | 2009-07-16 | Fuji Xerox Co Ltd | 中間転写ベルト及び画像形成装置 |
| WO2012105097A1 (ja) * | 2011-02-03 | 2012-08-09 | 日東電工株式会社 | 導電性樹脂組成物を用いた樹脂フィルムの製造方法 |
| JP2012168525A (ja) * | 2011-02-13 | 2012-09-06 | Xerox Corp | 画像形成デバイスのためのエンドレス可撓性部材 |
| JP2013246438A (ja) * | 2012-05-29 | 2013-12-09 | Xerox Corp | フッ素化ポリアミド酸を含有する中間転写部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20070025740A1 (en) | 2007-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007058154A (ja) | 中間転写ベルト、その製造方法、及び画像形成装置 | |
| JP2008122446A (ja) | 画像形成装置 | |
| JP5693868B2 (ja) | 層状中間転写部材 | |
| US8422923B2 (en) | Phosphate ester polyimide containing intermediate transfer members | |
| EP0899626A1 (en) | Polyimide intermediate transfer components | |
| US20140044461A1 (en) | Polyamic acid composition, polyimide endless belt and manufacturing method thereof, and image forming apparatus | |
| JP5012251B2 (ja) | ポリアミック酸の組成物及びその製造方法、並びにポリイミド樹脂、半導電性部材及び画像形成装置 | |
| JP2001109277A (ja) | 中間転写体 | |
| US8029901B2 (en) | Polyaryl ether copolymer containing intermediate transfer members | |
| JP5062802B2 (ja) | 無端ベルトとその製造方法、およびこれを備えた電子写真装置 | |
| JP2007224279A (ja) | 樹脂組成物、樹脂成形品 | |
| JP4984457B2 (ja) | ポリアミック酸組成物、ポリイミド無端ベルト、及び画像形成装置 | |
| JP2008003459A (ja) | 無端ベルト及び画像形成装置 | |
| JP2004205617A (ja) | 半導電性シームレスベルト及びその製造方法 | |
| US8886106B2 (en) | Intermediate transfer belt and method for producing the same | |
| JP5217420B2 (ja) | 中間転写ベルト及び画像形成装置 | |
| JP2007056183A (ja) | ポリアミック酸組成物、ポリイミド無端ベルト、及び画像形成装置 | |
| JP5092674B2 (ja) | 樹脂組成物、樹脂成形物及びその製造方法、ベルト張架装置、プロセスカートリッジ、並びに画像形成装置 | |
| US8039057B2 (en) | Polyimide film, image-forming apparatus, method for producing the polyimide film, and method for producing the intermediate transfer belt | |
| JP2006053257A (ja) | 中間転写体および画像形成装置 | |
| JP2008151873A (ja) | 無端ベルト及び画像形成装置 | |
| JP5958369B2 (ja) | ポリイミド前駆体組成物、ポリイミド前駆体組成物の製造方法、転写ベルト、転写ベルトの製造方法、転写ベルトユニット、及び画像形成装置 | |
| JP6950283B2 (ja) | ポリイミドシームレスベルトの製造方法 | |
| JP2007226219A (ja) | 中間転写体及び画像形成装置 | |
| JP6136752B2 (ja) | 転写ベルト、及び画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081222 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120220 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120313 |