JP2006198738A - プリント基板打抜き用金型 - Google Patents
プリント基板打抜き用金型 Download PDFInfo
- Publication number
- JP2006198738A JP2006198738A JP2005014056A JP2005014056A JP2006198738A JP 2006198738 A JP2006198738 A JP 2006198738A JP 2005014056 A JP2005014056 A JP 2005014056A JP 2005014056 A JP2005014056 A JP 2005014056A JP 2006198738 A JP2006198738 A JP 2006198738A
- Authority
- JP
- Japan
- Prior art keywords
- printed circuit
- circuit board
- die plate
- punching
- lower die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Landscapes
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
【課題】 プリント基板の切断面にヒゲ、バリなどが発生することを防止しつつ、高い寸法精度で打抜き加工ができるプリント基板打抜き用金型を提供する。
【解決手段】 プリント基板素材が載置される下型ダイプレート121と、凹部14が形成された上型ダイプレート13とを備えており、下型ダイプレート121に載置されたプリント基板素材を上型ダイプレート13で押圧することにより、下型ダイプレート121が凹部14に嵌入してプリント基板素材からプリント基板を打抜くことが可能なプリント基板打抜き用金型において、凹部14の開口縁15は、下型ダイプレート121に載置されたプリント基板素材の表面に対して傾斜しており、上型ダイプレート13における凹部14の周囲には、上型ダイプレート13の押圧時に下型ダイプレート121に載置されたプリント基板素材の周縁部が反り上がることを可能とする逃げ部16が設けられているプリント基板打抜き用金型1。
【選択図】 図1
【解決手段】 プリント基板素材が載置される下型ダイプレート121と、凹部14が形成された上型ダイプレート13とを備えており、下型ダイプレート121に載置されたプリント基板素材を上型ダイプレート13で押圧することにより、下型ダイプレート121が凹部14に嵌入してプリント基板素材からプリント基板を打抜くことが可能なプリント基板打抜き用金型において、凹部14の開口縁15は、下型ダイプレート121に載置されたプリント基板素材の表面に対して傾斜しており、上型ダイプレート13における凹部14の周囲には、上型ダイプレート13の押圧時に下型ダイプレート121に載置されたプリント基板素材の周縁部が反り上がることを可能とする逃げ部16が設けられているプリント基板打抜き用金型1。
【選択図】 図1
Description
本発明は、プリント基板打抜き用金型に関する。
従来、プリント基板の外形抜きやスリット抜きを行う場合、打抜きプレス加工機などに取り付けられたプリント基板打抜き用金型を用いてプリント基板素材を打抜くことにより行われていた。このようなプリント基板打抜き用金型として、例えば特許文献1に開示されたものがある。
特許文献1に開示されているようなプリント基板打抜き用金型の基本構成は、図12に示すように、プリント基板素材150からプリント基板を打抜くための上型110と下型120とを備えている。上型110は、図示しない打抜きプレス加工機に取り付けるための天板プレート111、上型の厚さを調節するためのスペーサーダイホルダー112およびプリント基板の外形を切断するための上型ダイプレート113を備えている。
上型ダイプレート113は、断面矩形状の金属部材により形成されている。上型ダイプレート113の下型ダイプレート121に対向する面には、下型ダイプレート121が嵌入する凹部(シェダー)114が形成されている。また、シェダー114の開口縁115は、プリント基板素材150を切断する機能を有している。
シェダー114の周囲の面は、下型ダイプレート121およびストリッパー122に載置されるプリント基板素材150と平行となるように形成された支持面116であり、後述するストリッパー122との間でプリント基板150を挟持する機能を有している。
下型120は、下型ダイプレート121、ストリッパー122、弾性部材123およびアンダーダイプレート124を備えている。下型ダイプレート121は、シェダー114の開口縁115により切断されたプリント基板をプリント基板素材150から抜くための部材である。この下型ダイプレート121は、上型ダイプレート113のシェダー114の内周面と同一形状となるように形成されており、上型110の降下に伴ってシェダー114の内周面に沿って嵌入するように構成されている。また、下型ダイプレート121の上面は水平面となるように形成されている。
ストリッパー122は、プリント基板を打抜く際に、上型ダイプレート113の支持面116との間でプリント基板素材150を挟持するための部材である。このストリッパー122には、下型ダイプレート121と同一形状の貫通孔が設けられており、下型ダイプレート121の側壁面125に沿って弾性的に上下動可能となるように、弾性部材123を介してアンダーダイプレート124に取り付けられている。また、上型110と下型120とを開いた状態において、ストリッパー122は、その上面と下型ダイプレート121の上面とが略面一となるように構成されている。弾性部材123の材質は特に限定されるものではないが、ウレタンゴムを好適な一例として挙げることができる。
アンダーダイプレート124は、下型120の土台を構成する部材であり、上面に下型ダイプレート121および弾性部材123が取り付けられている。
このように構成されたプリント基板打抜き用金型100を用いてプリント基板の打抜き加工を行うには、プリント基板打抜き用金型100を打抜きプレス加工機などに取り付け、プリント基板素材150を下型ダイプレート121上の所定位置に載せた後、上型110を降下させて、上型ダイプレート113と下型ダイプレート121とを嵌合させることにより行う。
特開平6−31695号公報
しかしながら、上述したプリント基板打抜き用金型を用いてプリント基板の打抜き加工を行う場合、シェダーの開口縁による切断時の衝撃により切断位置にズレが生じていた。また、プリント基板素材の切断時に、図13に示すように、シェダー114の開口縁115に囲まれているプリント基板素材150が隆起することにより切断位置にズレが生じていた。
このように従来において用いられているプリント基板打抜き用金型によってプリント基板の打抜き加工を行った場合、プリント基板の切断位置にズレが発生することから、プリント基板の切断面にヒゲ、バリなどが発生すると共に、高い寸法精度で打抜き加工を行うことが困難であるという問題があった。
本発明は、このような問題を解決すべくなされたものであって、プリント基板の切断面にヒゲ、バリなどが発生することを防止しつつ、高い寸法精度で打抜き加工ができるプリント基板打抜き用金型の提供を目的とする。
本発明の上記目的は、プリント基板素材が載置される下型ダイプレートと、凹部が形成された上型ダイプレートとを備えており、前記下型ダイプレートに載置されたプリント基板素材を前記上型ダイプレートで押圧することにより、前記下型ダイプレートが前記凹部に嵌入してプリント基板素材からプリント基板を打抜くことが可能なプリント基板打抜き用金型において、前記凹部の開口縁は、前記下型ダイプレートに載置されたプリント基板素材の表面に対して傾斜しており、前記上型ダイプレートにおける前記凹部の周囲には、前記上型ダイプレートの押圧時に前記下型ダイプレートに載置されたプリント基板素材の周縁部が反り上がることを可能とする逃げ部が設けられているプリント基板打抜き用金型により達成される。
このプリント基板打抜き用金型において、前記逃げ部は、縦断面視において直線状に傾斜する傾斜面であることが好ましい。
また、前記凹部は、多角形状に形成されており、各角部に前記下型ダイプレートに載置されたプリント基板素材に対して平行となる支持面が形成されていることが好ましい。
また、前記凹部の開口縁は、前記下型ダイプレートの嵌入方向に窪むV字状に形成されていることが好ましい。
本発明によれば、プリント基板の切断面にヒゲ、バリなどが発生することを防止しつつ、高い寸法精度で打抜き加工ができるプリント基板打抜き用金型を提供することができる。
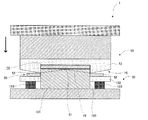
以下、本発明のプリント基板打抜き用金型について添付図面を参照して説明する。図1は本発明の一実施形態に係るプリント基板打抜き用金型1の断面図であり、図示しない打抜きプレス加工機に取り付けた状態を示している。図1に示すように、プリント基板打抜き用金型1は、互いに嵌合することによりプリント基板素材50からプリント基板を打抜くための上型10と下型30とを備えている。なお、下型30の構成は、背景技術で説明した図12に示される下型120と同じであるため、下型120の構成部材と同一の部材については、同一の符号を付すると共に、詳細な説明は省略する。
上型10は、打抜きプレス加工機に取り付けるための天板プレート11、上型の厚さを調節するためのスペーサーダイホルダー12およびプリント基板の外形を切断するための上型ダイプレート13を備えている。スペーサーダイホルダー12は、ボルトなどを介して天板プレート11に固定されており、上型ダイプレート13は、ボルトなどを介してスペーサーダイホルダー12に固定されている。
上型ダイプレート13の下型ダイプレート121の上面に対向する面には、下型ダイプレート121が嵌入する凹部(以下、シェダーという)14が形成されている。シェダー14の平面視形状は図2に示すように矩形状に形成されており、この平面視形状がプリント基板の打抜き形状となる。また、シェダー14の平面視形状は、矩形状に限定されるものではなく、例えば、三角形状、五角形状などの多角形状とすることができる。また、円形状とすることもできる。
シェダー14の開口縁15は、プリント基板素材50を切断する機能を有している。この開口縁15は、下型ダイプレート121に載置されたプリント基板素材50の表面に対して傾斜しており、下型ダイプレート121の嵌入方向に窪むV字状に形成されている。
また、上型ダイプレートにおけるシェダー14の周囲には、後述するように、下型ダイプレート121に載置されたプリント基板素材50を上型ダイプレート13が押圧するときに、プリント基板素材50の周縁部が反り上がることを可能とする逃げ部16が設けられている。この逃げ部16は、縦断面視において、直線状に傾斜する傾斜面16aとなるように形成されている。
このように構成されたプリント基板打抜き用金型1を用いて、プリント基板の打抜き加工を行う方法について図1及び図3から図5を用いて、以下に説明する。まず、図1に示すように、図示しない打抜きプレス加工機に固定されたプリント基板打抜き用金型1の上型10と下型30とを開き、プリント基板素材50を下型30の下型ダイプレート121に載せる。
次に、打抜きプレス加工機を作動させ、上型10を降下させると、図3に示すように、シェダー14の各角部15aがプリント基板素材50に当接する。このとき、上型ダイプレート13の押圧により、プリント基板素材50の周縁部(以下、捨て基板52という)が反り上がるが、シェダー14の開口縁15で囲まれているプリント基板素材(以下、プリント基板51という)には隆起が発生しない。
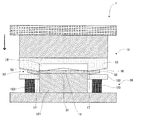
更に、上型10を降下させて、下型ダイプレート121に載置されたプリント基板素材50を上型ダイプレート13で押圧すると、図4に示すように、シェダー14の開口縁15がプリント基板素材50に侵入して切断が行われる。このとき、下型ダイプレート121は、上型ダイプレート13の降下10に伴いシェダー14内に嵌入していく。また、ストリッパー122は、シェダー14の各角部15aにより捨て基板52を介して押圧され、弾性部材123の圧縮変形に伴い、下型ダイプレート121の側壁面125に沿って下方に移動していく。
プリント基板素材50の切断は、シェダー14の開口縁15がV字状に傾斜しているため、開口縁15とプリント基板素材50とが当接している一部分で行われる。したがって、開口縁15とプリント基板素材50との当接部分に打抜き力が集中するため、容易にかつ確実に切断することが可能となる。また、開口縁15が傾斜しているため、上型10の降下に伴い、プリント基板素材50を徐々に切断することができ、打抜き時の衝撃力を緩和させることができる。この結果、打抜き加工時にプリント基板素材50の位置ズレが発生することや、上型ダイプレート13と下型ダイプレート121との間に位置ズレが発生することを防止することができる。
また、上型10の降下により、捨て基板52の外側は、図3に示す状態よりも更に反り上がり、捨て基板52は、逃げ部16の傾斜面16aに沿って当接する。このように、上型ダイプレートの押圧時に、捨て基板52が反り上がることが可能な逃げ部16をシェダー14の周囲に設けたことにより、打抜き加工時に発生するプリント基板素材50の変形を、捨て基板52側に発生させ、プリント基板51側に発生することを防止することができる。この結果、打抜かれるプリント基板51の姿勢を、下型ダイプレート121の上面と平行となるように維持して打抜き加工を行うことができるので、プリント基板51の切断位置にズレが発生することや、切断面にヒゲ、バリなどが発生することを防止することができる。また、切断位置にズレが発生することを防止して、安定して打抜き加工を行うことができるため、打抜き加工時に発生する衝撃力を低下させることができる。
また、逃げ部16は、縦断面視において、直線状に傾斜する傾斜面16aとなるように形成されているため、打抜き加工時に反り上がった捨て基板52を当該傾斜面16aに沿って安定して押えることができる。したがって、プリント基板素材50が、図4の左右方向に移動することを防止することができ、プリント基板51の切断位置にズレが発生することを効果的に防止することができる。
更に上型ダイプレート13の降下が進んで、図5に示すようにシェダー14の開口縁15の全域がプリント基板素材50を貫通することにより、プリント基板素材50からプリント基板51が切り離される。その後、上型10を上昇させてプリント基板51を取り除くことにより打抜き加工は完了する。なお、プリント基板51がプリント基板素材50から切り離されると、捨て基板52は、ストリッパー122の上面と平行な姿勢となり、ストリッパー122上に残る。また、上型10の上昇に伴い、ストリッパー122は、弾性部材123の弾性復元力により、その上面が下型ダイプレート121の上面と略面一となる位置まで下型ダイプレート121の側壁面125に沿って上昇する。
ここで、図1に示すV字状の開口縁15の傾斜深さwは、プリント基板素材50の板厚に対して、110%から200%の範囲が好ましく、特に、120%から150%の範囲がより好ましい。本実施形態においては、開口縁15の傾斜深さwを、プリント基板素材50の板厚寸法に対して120%の寸法としている。この数値範囲外でも使用することはできるが、開口縁15の傾斜深さwが小さすぎると、プリント基板素材50に打抜き加工を施した場合に、切断時の衝撃などにより、切断位置にズレが生じ、プリント基板51の切断面にヒゲ、バリが発生するおそれがある。一方、開口縁15の傾斜深さwが大きすぎると、開口縁15による切断が完了する前にプリント基板51が割れて打抜かれるおそれがある。
また、逃げ部16の傾斜面16aの傾斜角θは、水平線に対して5°から20°の範囲が好ましく、特に、5°から10°の範囲がより好ましい。本実施形態においては、傾斜角θを10°としている。この数値範囲外でも使用することはできるが、傾斜角θが小さすぎると、打抜き加工時において、プリント基板51側に隆起が発生するおそれがあり、プリント基板51の切断面にヒゲ、バリが発生するおそれがある。一方、傾斜角θが大きすぎると、反り上がった捨て基板52を逃げ部16の傾斜面16aにて押えることが困難となり、プリント基板素材50の設置位置が変化して切断位置にズレが生じるおそれがある。
このように本実施形態に係るプリント基板打抜き用金型1によれば、打抜き加工時に発生する衝撃力を低下させることができ、また、シェダー14の開口縁15で囲まれているプリント基板51が隆起することを防止しつつ、確実に切断することができるため、切断位置にズレが発生することを防止することができる。その結果、プリント基板51の切断面にヒゲ、バリが発生することを防止できると共に、高い寸法精度でプリント基板51の打抜き加工を行うことができる。
また、打抜き加工時に発生する衝撃力を小さくすることができるので、打抜き時の衝撃によって上型ダイプレート13と下型ダイプレート121との間に位置ズレが発生することを防止することができる。したがって、上型ダイプレート13のシェダー14の内周面と下型ダイプレート121の外壁面125とのクリアランスを極めて小さく設定することができ、高い寸法精度でプリント基板の打抜き加工を行うことができる。
また、本実施形態に係るプリント基板打抜き用金型を用いて、スルーホールが形成されたプリント基板に打抜き加工を行い、スルーホールハーフカット基板を形成する場合においても、ハーフカットが施されるスルーホールの切断位置が、打抜き加工時に変動しないため、スルーホールの内壁メッキ部に剥離やひび割れなどが発生することを防止することができる。
また、ハロゲンフリー材により形成したプリント基板の打抜き加工を行う場合においても、シェダー14の開口縁15により囲まれているプリント基板51の隆起を防止しつつ、大きな力で確実に切断することができるため、切断面が破壊されて虫食い状態となることを防止することができると共に、高い寸法精度で打抜き加工を行うことができる。
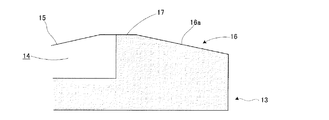
以上、本発明の一実施形態について説明したが、本発明の具体的な態様は上記実施形態に限定されない。例えば、図6の平面図および図6のA−A断面の要部拡大図である図7に示すように、下型ダイプレート121に載置されたプリント基板素材50に対して平行となる支持面17をシェダー14の各角部15aに設けてもよい。このような構成のプリント基板打抜き用金型1によりプリント基板の打抜き加工を行った場合、図8に示すように、支持面17とストリッパー122の上面とによりプリント基板素材50の捨て基板52側を確実に挟持することができる。したがって、打抜き加工時において、プリント基板素材50の位置ズレが発生することを確実に防止することができるため、切断面にヒゲ、バリなどが発生することを確実に防止できると共に、高い寸法精度でプリント基板の打抜き加工を行うことができる。
また、本実施形態においては、逃げ部16は、縦断面視において、直線状に傾斜する傾斜面16aとなるように形成されているが、例えば、図9に示すように、湾曲状に傾斜する傾斜面16aとなるように形成してもよい。なお、この湾曲状の傾斜面16aは、縦断面視において、上に突あるいは下に突のいずれであってもよい。
また、本実施形態において、シェダー14の開口縁15は、V字状に形成されているが、例えば、図10に示すように、曲線状に形成してもよい。このような構成であっても、プリント基板素材50の切断は、開口縁15とプリント基板素材50とが当接している一部分で行われるので、この当接部分に打抜き力が集中し、容易にかつ確実にプリント基板素材50を切断することが可能となる。また、上型10の降下に伴い、プリント基板素材50を徐々に切断することができ、打抜き時の衝撃力を緩和させることができるので、上型ダイプレート13と下型ダイプレート121との位置ズレを防止することができる。
また、シェダー14の開口縁15の形状をV字状とする代わりに、図11に示すように、片側に傾斜する直線形状としてもよい。
1 プリント基板打抜き用金型
10 上型
13 上型ダイプレート
14 凹部(シェダー)
15 開口縁
15a 角部
16 逃げ部
16a 傾斜面
17 支持面
30 下型
50 プリント基板素材
51 プリント基板
52 捨て基板
121 下型ダイプレート
122 ストリッパー
10 上型
13 上型ダイプレート
14 凹部(シェダー)
15 開口縁
15a 角部
16 逃げ部
16a 傾斜面
17 支持面
30 下型
50 プリント基板素材
51 プリント基板
52 捨て基板
121 下型ダイプレート
122 ストリッパー
Claims (4)
- プリント基板素材が載置される下型ダイプレートと、凹部が形成された上型ダイプレートとを備えており、前記下型ダイプレートに載置されたプリント基板素材を前記上型ダイプレートで押圧することにより、前記下型ダイプレートが前記凹部に嵌入してプリント基板素材からプリント基板を打抜くことが可能なプリント基板打抜き用金型において、
前記凹部の開口縁は、前記下型ダイプレートに載置されたプリント基板素材の表面に対して傾斜しており、
前記上型ダイプレートにおける前記凹部の周囲には、前記上型ダイプレートの押圧時に前記下型ダイプレートに載置されたプリント基板素材の周縁部が反り上がることを可能とする逃げ部が設けられているプリント基板打抜き用金型。 - 前記逃げ部は、縦断面視において直線状に傾斜する傾斜面である請求項1に記載のプリント基板打抜き用金型。
- 前記凹部は、多角形状に形成されており、各角部に前記下型ダイプレートに載置されたプリント基板素材に対して平行となる支持面が形成されている請求項1または2に記載のプリント基板打抜き用金型。
- 前記凹部の開口縁は、前記下型ダイプレートの嵌入方向に窪むV字状に形成されている請求項1から3のいずれかに記載のプリント基板打抜き用金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005014056A JP2006198738A (ja) | 2005-01-21 | 2005-01-21 | プリント基板打抜き用金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005014056A JP2006198738A (ja) | 2005-01-21 | 2005-01-21 | プリント基板打抜き用金型 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006198738A true JP2006198738A (ja) | 2006-08-03 |
Family
ID=36957166
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005014056A Pending JP2006198738A (ja) | 2005-01-21 | 2005-01-21 | プリント基板打抜き用金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006198738A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012127672A1 (ja) * | 2011-03-24 | 2012-09-27 | 株式会社メイコー | 基板剪断方法及び装置 |
| CN103722589A (zh) * | 2012-10-12 | 2014-04-16 | 珠海格力电器股份有限公司 | 百叶窗模具 |
| CN104290136A (zh) * | 2014-09-12 | 2015-01-21 | 东莞市合通电子有限公司 | 一种pcb板的单边脱边料装置及其脱边料方法 |
| CN105196353A (zh) * | 2014-06-24 | 2015-12-30 | 嘉联益科技股份有限公司 | 冲切刀具 |
| CN114882041A (zh) * | 2022-07-12 | 2022-08-09 | 江苏紫琅汽车集团股份有限公司 | 铸铁管道内部毛刺的投票表决与识别方法 |
-
2005
- 2005-01-21 JP JP2005014056A patent/JP2006198738A/ja active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012127672A1 (ja) * | 2011-03-24 | 2012-09-27 | 株式会社メイコー | 基板剪断方法及び装置 |
| CN103442860A (zh) * | 2011-03-24 | 2013-12-11 | 名幸电子有限公司 | 基板剪断方法及装置 |
| JP5499218B2 (ja) * | 2011-03-24 | 2014-05-21 | 株式会社メイコー | 基板剪断方法及び装置 |
| TWI492685B (zh) * | 2011-03-24 | 2015-07-11 | Meiko Electronics Co Ltd | Substrate cutting method and device |
| CN103722589A (zh) * | 2012-10-12 | 2014-04-16 | 珠海格力电器股份有限公司 | 百叶窗模具 |
| CN105196353A (zh) * | 2014-06-24 | 2015-12-30 | 嘉联益科技股份有限公司 | 冲切刀具 |
| CN104290136A (zh) * | 2014-09-12 | 2015-01-21 | 东莞市合通电子有限公司 | 一种pcb板的单边脱边料装置及其脱边料方法 |
| CN114882041A (zh) * | 2022-07-12 | 2022-08-09 | 江苏紫琅汽车集团股份有限公司 | 铸铁管道内部毛刺的投票表决与识别方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006198738A (ja) | プリント基板打抜き用金型 | |
| KR101389550B1 (ko) | 피어싱 및 피나클 전단금형 | |
| JP2007305931A (ja) | 回路基板外形打抜き金型 | |
| JP4369874B2 (ja) | フレキシブルプリント基板のパンチング加工方法 | |
| KR102026213B1 (ko) | 인쇄회로기판의 버형성 방지 성형금형 | |
| JP4868460B2 (ja) | 母板加工用金型、加工板の製造方法、及び、製品板の製造方法 | |
| CN111604415A (zh) | 屏蔽罩支架的制作方法 | |
| JP2009262175A (ja) | スクラップ切断機能を有するトリム金型 | |
| JP2007030127A (ja) | プリント基板打ち抜き金型 | |
| JP4958398B2 (ja) | フレキシブルプリント基板のパンチング加工方法 | |
| JP2008290222A (ja) | プレス用コンビネーション金型 | |
| JP2004022606A (ja) | 金属基板の加工処理方法及びその方法により加工された金属基板 | |
| KR100585514B1 (ko) | 프레스 금형 조립체 | |
| JP2008159968A (ja) | 多面取りプリント板 | |
| KR20090019589A (ko) | 프레스 금형 | |
| JP2011025383A (ja) | 多層基板分割用金型 | |
| KR20170140572A (ko) | 연성인쇄회로기판의 하프 컷팅용 칼날의 가공방법 및 그 정밀 하프 컷팅 방법 | |
| JP2007185729A (ja) | 基板打抜き金型 | |
| JP2609214B2 (ja) | 回路基板分割方法と回路基板分割用金型 | |
| WO2012127672A1 (ja) | 基板剪断方法及び装置 | |
| JP3592392B2 (ja) | 打抜金型のかす上がり防止構造 | |
| KR200355328Y1 (ko) | 프레스 금형 조립체 | |
| KR20100026829A (ko) | 프레스 절단 금형 및 그의 제조 방법 | |
| JP2786983B2 (ja) | 紙器打抜装置における打抜屑の外脱装置 | |
| JPH07185686A (ja) | 打抜きパンチ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080618 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20080709 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090701 |