JP2005501764A - 回路基板に特に有用なシート材料 - Google Patents
回路基板に特に有用なシート材料 Download PDFInfo
- Publication number
- JP2005501764A JP2005501764A JP2003525568A JP2003525568A JP2005501764A JP 2005501764 A JP2005501764 A JP 2005501764A JP 2003525568 A JP2003525568 A JP 2003525568A JP 2003525568 A JP2003525568 A JP 2003525568A JP 2005501764 A JP2005501764 A JP 2005501764A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- patent document
- high tensile
- tensile modulus
- lcp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 title claims description 20
- 239000000835 fiber Substances 0.000 claims abstract description 68
- 229920005989 resin Polymers 0.000 claims abstract description 37
- 239000011347 resin Substances 0.000 claims abstract description 37
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 22
- 229920001187 thermosetting polymer Polymers 0.000 claims abstract description 21
- 229920000106 Liquid crystal polymer Polymers 0.000 claims description 86
- 229920005992 thermoplastic resin Polymers 0.000 claims description 75
- 239000004760 aramid Substances 0.000 claims description 46
- 229920003235 aromatic polyamide Polymers 0.000 claims description 45
- 239000003822 epoxy resin Substances 0.000 claims description 30
- 229920000647 polyepoxide Polymers 0.000 claims description 30
- 238000000034 method Methods 0.000 claims description 24
- 238000010521 absorption reaction Methods 0.000 claims description 14
- 229910052751 metal Inorganic materials 0.000 claims description 9
- 239000002184 metal Substances 0.000 claims description 9
- 230000007423 decrease Effects 0.000 claims description 5
- 238000004519 manufacturing process Methods 0.000 claims description 5
- 239000004745 nonwoven fabric Substances 0.000 claims description 4
- 239000004974 Thermotropic liquid crystal Substances 0.000 claims description 2
- 239000011248 coating agent Substances 0.000 claims description 2
- 238000000576 coating method Methods 0.000 claims description 2
- 229920005548 perfluoropolymer Polymers 0.000 claims description 2
- 210000004177 elastic tissue Anatomy 0.000 claims 1
- 239000010410 layer Substances 0.000 description 110
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 80
- 239000000123 paper Substances 0.000 description 53
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 30
- 239000002002 slurry Substances 0.000 description 27
- 229920000889 poly(m-phenylene isophthalamide) Polymers 0.000 description 22
- 239000010408 film Substances 0.000 description 21
- 239000000758 substrate Substances 0.000 description 21
- 229920003366 poly(p-phenylene terephthalamide) Polymers 0.000 description 17
- 238000003490 calendering Methods 0.000 description 15
- 239000000843 powder Substances 0.000 description 15
- 239000003365 glass fiber Substances 0.000 description 12
- 238000002844 melting Methods 0.000 description 12
- 230000008018 melting Effects 0.000 description 12
- 239000007787 solid Substances 0.000 description 12
- 239000011343 solid material Substances 0.000 description 11
- 239000000203 mixture Substances 0.000 description 9
- 239000008188 pellet Substances 0.000 description 9
- 238000010791 quenching Methods 0.000 description 9
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 8
- 125000003118 aryl group Chemical group 0.000 description 8
- 239000010949 copper Substances 0.000 description 8
- 229920006231 aramid fiber Polymers 0.000 description 7
- 239000002245 particle Substances 0.000 description 7
- 229920000139 polyethylene terephthalate Polymers 0.000 description 7
- 239000005020 polyethylene terephthalate Substances 0.000 description 7
- 229920000642 polymer Polymers 0.000 description 7
- 229920006380 polyphenylene oxide Polymers 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 6
- 239000006185 dispersion Substances 0.000 description 6
- 230000003287 optical effect Effects 0.000 description 6
- 238000005096 rolling process Methods 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 5
- 229920000728 polyester Polymers 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 5
- FJKROLUGYXJWQN-UHFFFAOYSA-N 4-hydroxybenzoic acid Chemical compound OC(=O)C1=CC=C(O)C=C1 FJKROLUGYXJWQN-UHFFFAOYSA-N 0.000 description 4
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 4
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 4
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 239000011206 ternary composite Substances 0.000 description 4
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 4
- ASDNIIDZSQLDMR-UHFFFAOYSA-N 2-[2-(1,3-benzoxazol-2-yl)phenyl]-1,3-benzoxazole Chemical compound C1=CC=C2OC(C=3C(C=4OC5=CC=CC=C5N=4)=CC=CC=3)=NC2=C1 ASDNIIDZSQLDMR-UHFFFAOYSA-N 0.000 description 3
- 239000004809 Teflon Substances 0.000 description 3
- 229920006362 Teflon® Polymers 0.000 description 3
- 229920006355 Tefzel Polymers 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- QHSJIZLJUFMIFP-UHFFFAOYSA-N ethene;1,1,2,2-tetrafluoroethene Chemical compound C=C.FC(F)=C(F)F QHSJIZLJUFMIFP-UHFFFAOYSA-N 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000011888 foil Substances 0.000 description 3
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- -1 polytetrafluoroethylene Polymers 0.000 description 3
- 238000010561 standard procedure Methods 0.000 description 3
- 235000019786 weight gain Nutrition 0.000 description 3
- 230000004584 weight gain Effects 0.000 description 3
- KHXKESCWFMPTFT-UHFFFAOYSA-N 1,1,1,2,2,3,3-heptafluoro-3-(1,2,2-trifluoroethenoxy)propane Chemical compound FC(F)=C(F)OC(F)(F)C(F)(F)C(F)(F)F KHXKESCWFMPTFT-UHFFFAOYSA-N 0.000 description 2
- MLVLNZHRNZLCPI-UHFFFAOYSA-N 2-[2-(1,3-benzothiazol-2-yl)phenyl]-1,3-benzothiazole Chemical compound C1=CC=C2SC(C=3C(C=4SC5=CC=CC=C5N=4)=CC=CC=3)=NC2=C1 MLVLNZHRNZLCPI-UHFFFAOYSA-N 0.000 description 2
- NQVCKXMOMGRVES-UHFFFAOYSA-N 2-[2-(1h-benzimidazol-2-yl)phenyl]-1h-benzimidazole Chemical compound C1=CC=C2NC(C=3C(C=4NC5=CC=CC=C5N=4)=CC=CC=3)=NC2=C1 NQVCKXMOMGRVES-UHFFFAOYSA-N 0.000 description 2
- 229940090248 4-hydroxybenzoic acid Drugs 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 150000001408 amides Chemical class 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- VCCBEIPGXKNHFW-UHFFFAOYSA-N biphenyl-4,4'-diol Chemical compound C1=CC(O)=CC=C1C1=CC=C(O)C=C1 VCCBEIPGXKNHFW-UHFFFAOYSA-N 0.000 description 2
- 229940106691 bisphenol a Drugs 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 150000001805 chlorine compounds Chemical group 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 239000011889 copper foil Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 150000004985 diamines Chemical group 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-L isophthalate(2-) Chemical compound [O-]C(=O)C1=CC=CC(C([O-])=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-L 0.000 description 2
- 239000011859 microparticle Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- RXOHFPCZGPKIRD-UHFFFAOYSA-N naphthalene-2,6-dicarboxylic acid Chemical compound C1=C(C(O)=O)C=CC2=CC(C(=O)O)=CC=C21 RXOHFPCZGPKIRD-UHFFFAOYSA-N 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000000746 purification Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- BLTXWCKMNMYXEA-UHFFFAOYSA-N 1,1,2-trifluoro-2-(trifluoromethoxy)ethene Chemical compound FC(F)=C(F)OC(F)(F)F BLTXWCKMNMYXEA-UHFFFAOYSA-N 0.000 description 1
- 125000001140 1,4-phenylene group Chemical group [H]C1=C([H])C([*:2])=C([H])C([H])=C1[*:1] 0.000 description 1
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 229920001474 Flashspun fabric Polymers 0.000 description 1
- 241000287828 Gallus gallus Species 0.000 description 1
- 229920000271 Kevlar® Polymers 0.000 description 1
- FDYSLPWVICIMPK-UHFFFAOYSA-N NC(=O)c1ccc(cc1)C(N)=O.N(ONc1ccccc1)c1ccccc1 Chemical compound NC(=O)c1ccc(cc1)C(N)=O.N(ONc1ccccc1)c1ccccc1 FDYSLPWVICIMPK-UHFFFAOYSA-N 0.000 description 1
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 235000021053 average weight gain Nutrition 0.000 description 1
- 230000008033 biological extinction Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 150000007973 cyanuric acids Chemical class 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000004751 flashspun nonwoven Substances 0.000 description 1
- 244000144992 flock Species 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 239000004811 fluoropolymer Substances 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- HCDGVLDPFQMKDK-UHFFFAOYSA-N hexafluoropropylene Chemical group FC(F)=C(F)C(F)(F)F HCDGVLDPFQMKDK-UHFFFAOYSA-N 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000004761 kevlar Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000004850 liquid epoxy resins (LERs) Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002074 melt spinning Methods 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 238000009828 non-uniform distribution Methods 0.000 description 1
- 230000003204 osmotic effect Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920000090 poly(aryl ether) Polymers 0.000 description 1
- 229920001643 poly(ether ketone) Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000004537 pulping Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- MHSKRLJMQQNJNC-UHFFFAOYSA-N terephthalamide Chemical compound NC(=O)C1=CC=C(C(N)=O)C=C1 MHSKRLJMQQNJNC-UHFFFAOYSA-N 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0313—Organic insulating material
- H05K1/0353—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement
- H05K1/0366—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement reinforced, e.g. by fibres, fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B13/00—Conditioning or physical treatment of the material to be shaped
- B29B13/10—Conditioning or physical treatment of the material to be shaped by grinding, e.g. by triturating; by sieving; by filtering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/14—Layered products comprising a layer of metal next to a fibrous or filamentary layer
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4374—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece using different kinds of webs, e.g. by layering webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43835—Mixed fibres, e.g. at least two chemically different fibres or fibre blends
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
- B32B2262/0269—Aromatic polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0313—Organic insulating material
- H05K1/0353—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement
- H05K1/036—Multilayers with layers of different types
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/01—Dielectrics
- H05K2201/0104—Properties and characteristics in general
- H05K2201/0129—Thermoplastic polymer, e.g. auto-adhesive layer; Shaping of thermoplastic polymer
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/01—Dielectrics
- H05K2201/0137—Materials
- H05K2201/0141—Liquid crystal polymer [LCP]
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/01—Dielectrics
- H05K2201/0137—Materials
- H05K2201/015—Fluoropolymer, e.g. polytetrafluoroethylene [PTFE]
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/02—Fillers; Particles; Fibers; Reinforcement materials
- H05K2201/0203—Fillers and particles
- H05K2201/0242—Shape of an individual particle
- H05K2201/0251—Non-conductive microfibers
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/02—Fillers; Particles; Fibers; Reinforcement materials
- H05K2201/0275—Fibers and reinforcement materials
- H05K2201/0278—Polymeric fibers
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/02—Fillers; Particles; Fibers; Reinforcement materials
- H05K2201/0275—Fibers and reinforcement materials
- H05K2201/0293—Non-woven fibrous reinforcement
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S428/00—Stock material or miscellaneous articles
- Y10S428/901—Printed circuit
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24917—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including metal layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249924—Noninterengaged fiber-containing paper-free web or sheet which is not of specified porosity
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249924—Noninterengaged fiber-containing paper-free web or sheet which is not of specified porosity
- Y10T428/24994—Fiber embedded in or on the surface of a polymeric matrix
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249924—Noninterengaged fiber-containing paper-free web or sheet which is not of specified porosity
- Y10T428/24994—Fiber embedded in or on the surface of a polymeric matrix
- Y10T428/249941—Fiber is on the surface of a polymeric matrix having no embedded portion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Reinforced Plastic Materials (AREA)
- Paper (AREA)
Abstract
Description
【0001】
発明の分野は、吸湿率が低い熱可塑性ポリマーと高引張弾性率繊維とを含むシート、それから作製されたプリプレグ、それから作製された、回路基板および他のデバイスのための基板、ならびに上記のものを作製する方法に関する。
【背景技術】
【0002】
回路基板は、商業の重要なアイテムであり、事実上あらゆる電子デバイスに使用される。回路基板および他の電子デバイス(フリップ−チップパッケージのインターポーザなど)の「基板」または支持部材は、そのようなデバイスの重要な部品であり、そのような基板を作製するのに使用される材料の特性は、電子回路または電気回路の機能に重要である。電子部品が、より精巧になるにつれて、基板に使用される材料に対する要求が高くなっている。たとえば、多くの用途で、特に高周波デバイスを基板上に実装した場合に、基板の膨張係数が、基板上に実装したチップの膨張係数と一致すること、および/または、基板が低誘電率および低消散係数を有することが好ましい。これらの3つの要因は、基板材料の水分吸収によって、悪影響を受けることが多く、これにより、基板の寸法が変わる、および/または、基板自体の誘電率および消散係数が変わる、および/または、反りが生じる。
【0003】
【特許文献1】
日本特許出願2000−334871
【特許文献2】
日本特許出願11−117184
【特許文献3】
日本特許出願9−21089
【特許文献4】
日本特許出願11−229290
【特許文献5】
米国特許第4,886,578号明細書
【特許文献6】
米国特許第3,756,908号明細書
【特許文献7】
米国特許第3,620,903号明細書
【特許文献8】
米国特許第4,118,372号明細書
【特許文献9】
米国特許第5,965,072号明細書
【特許文献10】
米国特許第5,998,309号明細書
【特許文献11】
米国特許第3,991,013号明細書
【特許文献12】
米国特許第3,991,014号明細書
【特許文献13】
米国特許第4,011,199号明細書
【特許文献14】
米国特許第4,048,148号明細書
【特許文献15】
米国特許第4,075,262号明細書
【特許文献16】
米国特許第4,083,829号明細書
【特許文献17】
米国特許第4,122,070号明細書
【特許文献18】
米国特許第4,130,545号明細書
【特許文献19】
米国特許第4,153,779号明細書
【特許文献20】
米国特許第4,159,365号明細書
【特許文献21】
米国特許第4,161,470号明細書
【特許文献22】
米国特許第4,169,933号明細書
【特許文献23】
米国特許第4,184,996号明細書
【特許文献24】
米国特許第4,189,549号明細書
【特許文献25】
米国特許第4,219,461号明細書
【特許文献26】
米国特許第4,232,143号明細書
【特許文献27】
米国特許第4,232,144号明細書
【特許文献28】
米国特許第4,245,082号明細書
【特許文献29】
米国特許第4,256,624号明細書
【特許文献30】
米国特許第4,269,965号明細書
【特許文献31】
米国特許第4,272,625号明細書
【特許文献32】
米国特許第4,370,466号明細書
【特許文献33】
米国特許第4,383,105号明細書
【特許文献34】
米国特許第4,447,592号明細書
【特許文献35】
米国特許第4,522,974号明細書
【特許文献36】
米国特許第4,617,369号明細書
【特許文献37】
米国特許第4,664,972号明細書
【特許文献38】
米国特許第4,684,712号明細書
【特許文献39】
米国特許第4,727,129号明細書
【特許文献40】
米国特許第4,727,131号明細書
【特許文献41】
米国特許第4,728,714号明細書
【特許文献42】
米国特許第4,749,769号明細書
【特許文献43】
米国特許第4,762,907号明細書
【特許文献44】
米国特許第4,778,927号明細書
【特許文献45】
米国特許第4,816,555号明細書
【特許文献46】
米国特許第4,849,499号明細書
【特許文献47】
米国特許第4,851,496号明細書
【特許文献48】
米国特許第4,851,497号明細書
【特許文献49】
米国特許第4,857,626号明細書
【特許文献50】
米国特許第4,864,013号明細書
【特許文献51】
米国特許第4,868,278号明細書
【特許文献52】
米国特許第4,882,410号明細書
【特許文献53】
米国特許第4,923,947号明細書
【特許文献54】
米国特許第4,999,416号明細書
【特許文献55】
米国特許第5,015,721号明細書
【特許文献56】
米国特許第5,015,722号明細書
【特許文献57】
米国特許第5,025,082号明細書
【特許文献58】
米国特許第5,086,158号明細書
【特許文献59】
米国特許第5,102,935号明細書
【特許文献60】
米国特許第5,110,896号明細書
【特許文献61】
米国特許第5,143,956号明細書
【特許文献62】
米国特許第5,710,237号明細書
【特許文献63】
欧州特許出願356,226
【特許文献64】
米国特許第5,202,184号明細書
【特許文献65】
米国特許第4,698,267号明細書
【特許文献66】
米国特許第4,729,921号明細書
【特許文献67】
米国特許第3,767,756号明細書
【特許文献68】
米国特許第3,869,430号明細書
【特許文献69】
米国特許第5,223,094号明細書
【特許文献70】
米国特許第5,314,742号明細書
【発明の開示】
【発明が解決しようとする課題】
【0004】
比較的要求の少ない用途のための最も単純な基板は、典型的には、ガラス繊維などの繊維状強化材を充填した、エポキシ樹脂などの熱硬化性樹脂から作製される。織物の形態であることが多い、ガラス繊維を、液状エポキシ樹脂に浸して、「プリプレグ」を形成し、これを基板の形態で硬化させる。基板に対する要求が高くなるにつれて、ガラスを、アラミドなどの、より高い弾性率の不溶融性繊維と置換えることができる。しかし、アラミド繊維などの繊維、およびエポキシ樹脂は、著しい量の水分を吸収するので、非常に要求の厳しい回路基板用途に、ともに使用するには不適切なことがある。したがって、吸湿度特性が低下した、改良された回路基板材料が必要である。
【0005】
(特許文献1)は、3層構造を「積層する」ことによってプリプレグを形成してもよいシートであって、中間層が、合成有機繊維を含有する不織シートであってもよく、2つの外層が、アラミドまたは他の不溶融性繊維を含有してもよい、シートの準備について記載している。この引例は、2つの外層が、内層に含有される量より少ない合成有機繊維を含有してもよいことを開示しているが、積層シートが、積層シートの厚さを通して、不均一な分布の合成有機繊維を含有することを言及していない。
【0006】
(特許文献2)は、アラミドおよびLCP(液晶ポリマー)繊維から不織シートを形成し、圧力下で、このシートを加熱して、LCP流を作り、次に、熱硬化性樹脂を加えて、プリプレグを形成することによって、プリプレグを形成してもよい、シートの準備について記載している。シートの厚さにわたるLCP濃度の変化については、述べられていない。
【0007】
(特許文献3)は、吸水率が低いと報告されているLCP不織シート(紙)の準備について記載している。他の繊維も、シート中に存在することができる。圧力下で加熱して、シートを部分的に強化した後の製品は、依然として紙状材料のようである。
【0008】
(特許文献4)は、LCPおよびアラミド繊維から作製され、エポキシ樹脂を含浸させることができ、その後、硬化させる、紙の準備について記載している。結果として生じる基板は、回路基板として使用してもよい。LCPの、熱および/または圧力下での、溶融または流動については、記載されていない。
【課題を解決するための手段】
【0009】
本発明は、
(a)短い高引張弾性率繊維を含む、1つ以上の不織シートと、(b)吸湿率が低い熱可塑性ポリマーとを含むシートであって、熱可塑性ポリマーの少なくとも一部が、高引張弾性率繊維の少なくとも一部に結合し、シートの厚さの断面を通して、短い高引張弾性率繊維の総濃度に対する熱可塑性ポリマーの濃度が、シートの外面よりシートの厚さの中心で高いことを特徴とする、シートを含む。
【0010】
1つ以上のそのようなシートを、未硬化または硬化された熱硬化性樹脂および/または金属シートとともに含有する構造も説明し、これらの構造を含む回路基板も説明する。
【0011】
そのようなシートおよび構造を作製する方法も説明する。シートは、熱可塑性ポリマーと、1以上の短い長さの高引張弾性率繊維を含む1つ以上の不織シートとに、制御された熱および圧力を加えることによって作製し、たとえば、
短い高引張弾性率繊維の不織布の、少なくとも2つの層と、吸湿率が低い熱可塑性樹脂を含有する、少なくとも1つの層とを含む、多層の第2のシート構造を、第2のシート構造の2つの外層が不織布である場合、十分な時間、加熱し、圧力を加える工程を含む、第1のシート材料を製造する方法であって、
熱可塑性ポリマーの少なくとも大部分が、高引張弾性率繊維の少なくとも一部に結合し、
第1のシートの断面を通して、第1のシートの厚さの中心から、シートの両面へと、高引張弾性率繊維の濃度に対する熱可塑性ポリマーの濃度が低下することを特徴とする方法によって作製する。
【発明を実施するための最良の形態】
【0012】
ここで、特定の用語を用いる。これらのうちのいくつかを、以下で定義する。
【0013】
「吸湿率が低い熱可塑性ポリマー」(TP)は、以下で説明される方法で、純粋な熱可塑性ポリマーのシート上で測定したときに、(熱可塑性ポリマーの重量に基づいて)1.0重量パーセント未満の水分を吸収する熱可塑性塑性ポリマーを意味する。好ましくは、熱可塑性ポリマーの吸湿率は、約0.5重量パーセント以下、より好ましくは約0.25重量パーセント以下、特に好ましくは約0.10重量パーセント以下である。
【0014】
「高引張弾性率繊維」(HTMF)は、1.1ツイストマルチプライヤ(twist multiplier)を使用して、ASTM D885−85方法に従って測定したときに、引張弾性率が約10GPa以上、好ましくは約50GPa以上、より好ましくは約70GPa以上である、これらの製品形態を意味する。ここでのHTMFは、3つすべてが含まれるわけではないことが特に明記されない限り、高引張弾性率繊維、フィブリル、およびフィブリッド(fibrid)を含む。
【0015】
TPが繊維状材料に「結合」している(前記サーモトロピック液晶ポリマーが前記HTMFの一部に結合しているのように)とは、TPが、個別の繊維表面の実質的な部分に「くっつき」、接触するか、または個別の繊維をカプセル化することを意味する。繊維に結合しているTPの塊(TPの1「片」または連結された網目)の一部である、いかなるTPも、繊維に結合しているとみなされる。好ましくは、TPは、TPの溶融または塑性変形(TPの実際の融点より低い温度での流動)によって繊維に結合し、それにより、LCPがHTMF材料に接触する。たとえば、HTMFとTPとの混合物を、加熱し、任意に圧力を加えると、TPがHTMFの周りを流動し、TPの少なくとも一部がHTMFに結合する。
【0016】
「HTMF不織シートまたはアラミド不織シート」または「HTMF不織布またはアラミド不織布」は、HTMF(または特にアラミド)繊維を少なくとも70体積パーセント含有する不織シート(または不織布)を意味する。
【0017】
ここでの「不織シート」は、任意の数の異なった方法、たとえば、短繊維(紙と呼ばれることが多い)のウェットレイ(wet lay)、ドライレイ(dry lay)、フラッシュ紡糸(flash spun)、溶融紡糸、機械的なニードルフェルト処理(mechanically needled felt)、スパンレース(spunlaced)によって形成された「不織布」を意味する。不織シートの好ましい形態は、米国特許公報(特許文献5)および米国特許公報(特許文献6)に記載されているように、紙であり、これらの各特許文献の全体を、引用により、ここに援用する。このプロセスは、また、バインダーの任意の使用を含み、そのようなバインダーとしては、アラミドフィブリッドが挙げられるが、これに限定されず、当該産業の範囲内で知られている他のバインダーも、このプロセスで使用してもよい。当該技術の範囲内で周知のドライレイド(Dry−laid)製造方法は、米国特許公報(特許文献7)に記載されており、その全体を引用により、ここに援用する。
【0018】
「繊維」は、長さと、最大断面寸法とを有し、最大断面寸法が、典型的には約0.3μmから約100μmの範囲内であり、アスペクト比(長さ/幅)が≧50である、物体を意味する。
【0019】
ここでの「アラミド繊維」は、アミド(−CONH−)結合の少なくとも85%が、2つの芳香環に直接付着している、芳香族ポリアミド繊維を意味する。任意に、添加剤を、アラミドとともに使用し、ポリ繊維(polyfiber)構造全体に分散させることができ、また、他のポリマー材料約10重量パーセントまでを、アラミドと混合できることがわかっている。アラミドのジアミンと置換された他のジアミン約10パーセント、またはアラミドの二酸塩化物と置換された他の二酸塩化物約10パーセントを有するコポリマーを使用できることも、わかっている。
【0020】
ここでの「フィブリル」は、直径が約0.1μmから約25μm、アスペクト比が3から約100の繊維状材料を意味する。
【0021】
ここでの「フィブリッド」は、3つの寸法のうちの少なくとも1つが、最大寸法に対して小さい大きさである、非常に小さい、非粒状の、繊維状またはフィルム状粒子を意味する。これらの粒子は、高剪断下における、非溶媒を使用した、ポリマー材料溶液の沈殿によって、調製する。
【0022】
「LCP」は、米国特許公報(特許文献8)に記載されているように、TOTテストでテストしたときに異方性である液晶ポリマーを意味し、その特許文献全体を、引用により、ここに援用する。サーモトロピックは、TOTテストで示されるように、LCPが、溶融してもよく、溶融状態で異方性であることを意味する。
【0023】
ここで用いられるような「アラミドフィブリッド」という用語は、融点または分解点が320℃より高い芳香族ポリアミドの非粒状フィルム状粒子を意味する。アラミドフィブリッドは、典型的には、平均長さが、約0.2mmから約1mmの範囲内であり、アスペクト比が、約5から約10である。厚さ寸法は、1マイクロメートルのおよそわずかであり、たとえば、約0.1μmから約1.0μmである。芳香族ポリアミドに加えて、アラミドフィブリッドは、任意に、染料、顔料、または、米国特許公報(特許文献9)および米国特許公報(特許文献10)に記載されているような、いくつかの他の添加剤のうち、1以上を含んでもよく、これらの各特許文献の全体を、引用により、ここに援用する。
【0024】
ここでの「短繊維」または繊維の「短い長さ」は、アスペクト比が、好ましくは約2000未満、より好ましくは約200−1000、さらに好ましくは約250−600である繊維を意味する。
【0025】
ここでの「粉末」は、アスペクト比が3未満の材料を意味する。これらの粒子は、典型的には、最大寸法が約5μmから約1000μmである。
【0026】
TPまたはHTMF(a TP or HTMF)などの、ここでの「a」または「an」は、1以上を意味する。
【0027】
ここでの「含む」は、示されたアイテム(材料)、および他の任意の付加的な材料または組成物が存在してもよいことを意味する。
【0028】
ここで、本発明の好ましい第1のシートを作製するための好ましい方法を説明する。
【0029】
1つの好ましい方法は、2つの外層と、それらの間の内層とを含む3層構造から、第1のシートを形成することを含む。
【0030】
内層は、好ましくは、比較的大量のTPを含有する。TPは、フィルム、紙、短繊維、繊維、フィブリッド、フィブリル、もしくは粉末、またはこれらの任意の組合せとして、内層中に存在してもよい。最も好ましくは、TPは、フィルム、紙、または粉末として、内層中に存在する。さらに好ましくは、内層は、TPフィルムまたはTP粉末を含む。LCPの場合、固体LCPが、機械的に加工されるときにフィブリル化する傾向があるので、LCPが微粒子形態である場合の上記形態の組合せを使用してもよい。微粒子であるが、上記の微粒子の定義のいずれにも適合しないLCPも、使用してもよい。
【0031】
内層は、また、いくらかのHTMFを含有してもよく、たとえば、内層は、TP粉末を含有するHTMF紙であってもよく、TP粉末は、HTMF紙を形成した後、HTMF紙とともに置くか、HTMF紙に加工する。代わりに、内層は、HTMFと、TP、特にLCP繊維との両方を含有し、比較的大量のTPが存在する紙であってもよく、または、内層は、TP、特に、LCP粉末を含有するLCP紙であってもよい。
【0032】
2つの外層は、好ましくはHTMF不織シート、好ましくはHTMF紙である。それらは、いくらかの比較的[内層と比較して]小量のTPを、たとえば、短繊維、フィブリル、および/または粉末の形態で、含有してもよい。内層は、いくらかのHTMFを含有してもよく、外層は、いくらかのTPを含有してもよいが、内層は、外層よりTP濃度が高くなければならない。
【0033】
これらの層はすべて、酸化防止剤、顔料、無機充填剤、および着色剤などの、他のアイテムを含有してもよい。好ましくは、これらの付加的なアイテムのどれも、最終回路基板の全体的な性能に著しく悪影響を及ぼしてはならない。
【0034】
第1のシートを作製するための他の好ましいプロセスは、内(TPリッチ、特にLCPリッチ)層を、フィルム、紙、織物、構造的一体性のために他の繊維を利用した樹脂リッチシート、または不織詰物(batting)もしくは不織シートとして、サンドイッチ構造に組入れることを含む。さらに、重量測定供給装置または他の制御計量装置によって、TPを、粉末または他の微粒子形態として、直接、加えることができる。次に、プレス、オートクレーブ、カレンダロール、またはベルトプレスによって、熱および圧力で、サンドイッチ構造を処理する。樹脂を、溶融物または粉末として、2つの外(繊維リッチ)層の間に挿入し、それをカレンダロールまたはベルトプレスの入口ニップに導入し、熱および圧力を加える連続プロセスを、想定することができる。各繊維リッチ外層の外側に与えられた真空を用いて、圧力を加える前に、溶融樹脂がシートに流入するのを助け、したがって、濃度勾配を設定してもよい。
【0035】
この方法の別の変形例において、すぐ上で説明されたような1つの内層(TPリッチ)および1つの外層(HMTFリッチ)を、まず、ともに結合し、次に、2つのこれらの二層シートを、これらの二層シートの2つの元の「内層」が互いに面するように、順に、ともに結合する。次に、これらの2つの二層シートをともに結合する。本質的に、結合している2つの二層シートの2つの「内層」は、ここで、1つの内層となり、元の外層は、実際には、製造された最終の第1のシートの外層である。
【0036】
典型的には、内層は、好ましくは、3層構造中のHTMFおよびTPの総重量に基づいて、TP約20から約80重量パーセント、より好ましくは約30から約50重量パーセントを含む。HTMF紙の重量は、好ましくは、約15から約200g/m2である。内層の厚さは、その形態に依存し、たとえば、フィルムは、同等の(g/m2で)紙または粉末より薄い。この構造は、最終の第1のシートが必要な属性を有する限り、3を越える層を有してもよい。
【0037】
硬化された、または未硬化の熱硬化性樹脂などの別の樹脂が存在する場合、シートの、TPおよび/またはHTMFを含有する(「純粋な」熱硬化性樹脂のみではない)部分のみが、相対的なTP濃度およびHTMF濃度を測定する目的で、シートの厚さの部分とみなされる。1つ以上の他の樹脂のみが存在する場合(HTMFおよび/またはTPがない)、TPおよび/またはHTMFの比または相対濃度は、ある意味、無意味である。
【0038】
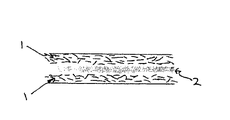
好ましい3層構造の断面が、図1に示されている。各図が同じ割合ではなく、そこに示されたアラミド繊維の配向が、必ずしも、実際の配向を表さないが、例示的な目的のためだけであることに留意されたい。図1(構造の厚さを通して非常に拡大して示されている)を参照すると、両方の外層1は、短いHTMF繊維からなるHTMF紙層である。真ん中の内層2は、TPフィルムである。第1のシートを形成するために、たとえば図1に示されたような、3層構造に、十分な時間、熱および圧力を加え、TPの少なくとも一部が、各外層1の一部に流入するようにする。これにより、図2に示されたような第1のシートが形成される。ここで、HTMF紙層3には、TP4が部分的に浸透している。この図において、TPの一部のみが各HTMF層に浸透し、したがって、この第1のシートのTP濃度勾配を形成することに留意されたい。中心の濃度は、100%TPであり、両方の外層3の外面では、TPの濃度は0である。存在するTPの量が十分に少ない場合、単に、HTMF層の空隙を完全に充填するのに十分存在しないことがある。しかし、十分に高い温度を、十分に長い時間、加えると、TPは、シートの厚さを通して、TPおよびHTMFの相対濃度に関して均一なシートを形成するのに十分に流動できることに留意されたい。
【0039】
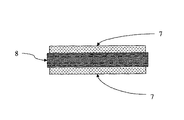
図3は、2つのHTMF紙の外層5と、TP粉末を含む内層6とを有する、別の好ましい3層構造を示す。図4は、熱および圧力を加えることによって、図3の3層構造から形成された第1のシートを示し、HTMF紙層7にTP8が部分的に浸透し、ここで、大部分強化されている。
【0040】
好ましくは、TPの少なくとも一部が、結果として生じる第1のシート中のHTMFの少なくとも一部に結合し、より好ましくは、第1のシート中のTPの大部分(すなわち、半分を越える)が、HTMFの少なくとも一部に結合し、さらに好ましくは、第1のシート中のTPの本質的にすべてが、HTMFの少なくとも一部に結合している。
【0041】
たとえば、図2において、存在するTPの本質的にすべてが、HTMFに結合し、なぜなら、TPがフィルムとして開始し、これが存在するHTMF紙層の一部に流入したからである。この図において、TPが、ある種の網目として相互に連結し、TPの一部が、HTMFと接触するかHTMFをカプセル化し(HTMFに結合し)、したがって、TPのすべてが、HTMFに結合していることが想定される。一方、図4において、TP粉末粒子の一部が、HTMFに結合しているTPポリマーに連結しないで(おそらく流動しなかった)示され、したがって、これらの非連結粒子は、HTMFに結合しているとみなされない。HTMFに流入しなかったTPは、それらの繊維に結合している。
【0042】
第1のシートにおいて、第1のシートの断面を通して、HTMFの総濃度に対するTPの濃度は、第1のシートの外面より、第1のシートの厚さの中心で、高い。より好ましくは、第1のシートの厚さの中心におけるTPの濃度は、第1のシートの両方の外面より高い。さらに好ましくは、厚さの中心から、いずれかの外面まで測定した場合、TPの濃度は、勾配を示す。勾配は、好ましくは、一般に、中心から外面に減少する関数である。たとえば、勾配は、減少順の段階変化を示してもよいし、連続的に(滑らかに)減少してもよいし、外挿された減少勾配(滑らかな、または段階変化)に沿って、一連の増加および減少を示してもよい。
【0043】
たとえば、図2および図4において、TPの濃度勾配は、滑らかな勾配である必要はない。むしろ、第1のシートについて言及したような勾配は、シートの中心から表面までの厚さ全体にわたっている(熱硬化性樹脂のみを含有する部分を除く)。図2に示されているように、急な濃度変化があってもよい。
【0044】
好ましい第1のシートにおいて、第1のシートの中心10%(中心の各側5%)におけるTPの濃度は、好ましくは約20%以上、より好ましくは約30%パーセント以上、特に好ましくは約40%以上である。別の好ましいシートにおいて、シートの表面から測定したシートの厚さの10%におけるHTMFの濃度は、100%HTMF(TPなし)であるか、または、好ましくは約50%以上、より好ましくは約75%以上、および特に好ましくは約95%以上である。この段落のパーセンテージはすべて、特定された「厚さ層」中に存在するHTMFおよびTPの総量に基づく、体積による。
【0045】
第1のシートを形成するための条件は、温度(加熱)と、圧力と、加熱および圧力を加える時間との組合せである。一般に、加える温度が高いほど、必要な圧力が小さい、および/または、少ない時間が必要である。圧力が高いほど、必要な温度が低い、および/または、少ない時間が必要である。用いる時間が長いほど、温度が低い、および/または必要であろう圧力が低い。しかし、ほとんどの場合、TPを、少なくとも、その融点近くまで加熱することが必要であろう。温度が高すぎるか、圧力が高すぎるか、時間が長すぎるか、または、これらのいずれかの組合せを用いた場合、TPが、本質的に均一な(シートの厚さを通して)、HTMFを有する組成物を形成するのに十分に流動することがある。この場合、温度および/または圧力を下げなければならない、および/または、時間を短くしなければならない。TPが少なすぎる流動を示した場合、すなわち、基本的に、中心で別個の層のままであった場合、温度および/または圧力を上げなければならない、およびまたは時間を増加しなければならない。最も重要な変数は、特にTPの融点に近づいた場合、温度であると考えられる。
【0046】
より高い温度および圧力の両方を加えるために、さまざまな方法を用いることができる。単純な装置は、熱および圧力を加えてもよい真空バッグである。プレスまたはオートクレーブを使用してもよい。好ましい方法は、ホットロールカレンダ加工およびホットベルトカレンダ加工である。ホットロールまたはホットベルトでの処理(接触)の、温度、圧力、および時間は、かなり十分に制御することができ、第1のシートの最終厚さも同様である。カレンダ加工は、周知の技術であり、たとえば、米国特許公報(特許文献6)を参照されたい。その全体を引用により、ここに援用する。
【0047】
いかなる、吸湿率が低いTP、たとえば、ペルフルオロ熱可塑性樹脂(perfluorothermoplastics)[たとえば、ポリテトラフルオロエチレン;テトラフルオロエチレンと、ヘキサフルオロプロピレン、ペルフルオロ(メチルビニルエーテル)などのペルフルオロ(ビニルエーテル)とのコポリマー]、またはエチレン;ポリ(エーテル−エーテル−ケトン);ポリ(エーテル−ケトン−ケトン);およびポリ(エーテル−ケトン);ポリ(エチレンテレフタレート)、ポリ(エチレン2,6−ナフタレート)、ポリ(ビスフェノール−Aイソフタレート)、ポリ(ビスフェノール−Aイソフタレート/テレフタレート)などのポリエステル;ポリカーボネート;ポリ4−メチルペンテン;シンジオタクチックポリスチレン;ポリ(アリールスルフィド);ポリ(エーテル−イミド);ポリ(アリールエーテル);ならびにLCPが有用である。好ましいTPは、ペルフルオロポリマー、特に上記のもの、LCP、およびポリエステルであり、LCPが特に好ましい。TPの好ましい特性の中に、高融点、低誘電率、および低誘電損失係数がある。
【0048】
ここで有用なLCPとしては、米国特許公報(特許文献11)、米国特許公報(特許文献12)、米国特許公報(特許文献13)、米国特許公報(特許文献14)、米国特許公報(特許文献15)、米国特許公報(特許文献16)、米国特許公報(特許文献8)、米国特許公報(特許文献17)、米国特許公報(特許文献18)、米国特許公報(特許文献19)、米国特許公報(特許文献20)、米国特許公報(特許文献21)、米国特許公報(特許文献22)、米国特許公報(特許文献23)、米国特許公報(特許文献24)、米国特許公報(特許文献25)、米国特許公報(特許文献26)、米国特許公報(特許文献27)、米国特許公報(特許文献28)、米国特許公報(特許文献29)、米国特許公報(特許文献30)、米国特許公報(特許文献31)、米国特許公報(特許文献32)、米国特許公報(特許文献33)、米国特許公報(特許文献34)、米国特許公報(特許文献35)、米国特許公報(特許文献36)、米国特許公報(特許文献37)、米国特許公報(特許文献38)、米国特許公報(特許文献39)、米国特許公報(特許文献40)、米国特許公報(特許文献41)、米国特許公報(特許文献42)、米国特許公報(特許文献43)、米国特許公報(特許文献44)、米国特許公報(特許文献45)、米国特許公報(特許文献46)、米国特許公報(特許文献47)、米国特許公報(特許文献48)、米国特許公報(特許文献49)、米国特許公報(特許文献50)、米国特許公報(特許文献51)、米国特許公報(特許文献52)、米国特許公報(特許文献53)、米国特許公報(特許文献54)、米国特許公報(特許文献55)、米国特許公報(特許文献56)、米国特許公報(特許文献57)、米国特許公報(特許文献58)、米国特許公報(特許文献59)、米国特許公報(特許文献60)、米国特許公報(特許文献61)、および米国特許公報(特許文献62)に記載されているものが挙げられ、これらの各特許文献の全体を、引用により、ここに援用し、また、(特許文献63)に記載されているものが挙げられる。好ましくは、TP(特にLCP)の融点は、約180℃以上、非常に好ましくは250℃以上、より好ましくは約300℃以上、特に好ましくは約325℃以上である。融点は、20℃/分の加熱速度で、ASTM D3418−82によって測定する。溶融吸熱のピークが、融点とみなされる。これらの、より高温で溶融するTPにより、反りの可能性を少なくして、たとえばリフローソルダリングにおいて、回路基板に高温処理を行うことができる。低反りは、回路基板に使用される基板の重要な属性である。別の好ましいLCPの形態は、芳香族ポリエステルまたは芳香族ポリ(エステル−アミド)であり、特に好ましいのは、芳香族ポリエステルである。「芳香族」ポリマーは、主鎖中の原子がすべて、芳香環の一部であるか、またはエステル、アミド、もしくはエーテルなどの、それらの環を連結する官能基である(これらのうちの後者は、使用されるモノマーの一部であってもよい)ことを意味する。芳香環は、アルキル基などの他の基と置換してもよい。いくつかの特に好ましい芳香族ポリエステルLCPは、上記米国特許公報(特許文献60)および(特許文献62)に見出されるものである。1を越えるLCP組成物が、第1のシート中に存在してもよいが、1つが好ましい。
【0049】
TPは、繊維、短繊維、フィブリッド、またはフィブリルの形態で存在してもよく、また、これらのうちのいずれか1つ以上を不織シートに形成してもよく、他の繊維(たとえば、HTMF)も、不織シート中に存在しても、存在しなくてもよい。「繊維形状」LCPは、単に、ペレットなどのLCP片をウェットパルプ化することによって、形成してもよい。たとえば、ペレットを、水分、および必要であれば1つ以上の界面活性剤と混合し、混合物に比較的高い剪断の混合を行う。加えられた剪断が、十分に高ければ、ペレットが、壊れてLCP繊維状粒子になる。LCPの他の形態、特に微粒子形態を用いてもよい。
【0050】
有用なHTMFとしては、アラミド、ポリ(フェニレンベンゾビスオキサゾール)、ポリ(フェニレンベンゾビスイミダゾール)、ポリ(フェニレンベンゾビスチアゾール)、ポリ(フェニレンスルフィド)、LCP、およびポリイミドなどの有機繊維、また、ガラス繊維、炭化ケイ素、窒化ホウ素、アルミナおよび他のウイスカー、ならびにウォラストナイトなどの無機繊維が挙げられる。そのような繊維の濃度を計算する場合、存在するこれらのタイプの繊維の全体、たとえば、存在するアラミドおよびポリ(フェニレンベンゾビスオキサゾール)繊維の全体を用いる。好ましい特性の中に、高弾性率、高融点および/または高ガラス転移温度、ならびに低吸湿率がある。
【0051】
アラミド、ポリ(フェニレンベンゾビスオキサゾール)、ポリ(フェニレンベンゾビスイミダゾール)、ポリ(フェニレンベンゾビスチアゾール)が、好ましいHTMFであり、アラミドが、より好ましい。有用なアラミドとしては、ポリ(p−フェニレンテレフタルアミド)、ポリ(m−フェニレンイソフタルアミド、およびポリ(p−フェニレン/オキシジアニリンテレフタルアミド)コポリマーが挙げられる。好ましいアラミドは、ポリ(p−フェニレンテレフタルアミド)、ポリ(m−フェニレンイソフタルアミド)であり、ポリ(p−フェニレンテレフタルアミド)が、特に好ましい。さまざまなタイプのアラミド(短)繊維、アラミドフィブリッド、およびアラミドフィブリルの形成の説明は、米国特許公報(特許文献64)、米国特許公報(特許文献65)、米国特許公報(特許文献66)、米国特許公報(特許文献67)、および米国特許公報(特許文献68)に見出され、これらの各特許文献の全体を、引用により、ここに援用する。アラミド不織シート、特に紙の形成の説明は、米国特許公報(特許文献69)および米国特許公報(特許文献70)に見出され、これらの各特許文献の全体を、引用により、ここに援用する。1を越えるアラミドを含む、1を越えるHTMFが、第1のシート中に存在してもよい。
【0052】
一旦、第1のシートを形成すると、第1のシートに熱硬化性樹脂を含浸させてもよい。含浸前、熱硬化性樹脂の、LCPおよび/またはアラミドへの接着を向上させるように、第1のシートを処理してもよく、たとえば、第1のシートを、プラズマ処理によるコロナ放電によって表面処理してもよい。第1のシートの表面が、通常、ある程度、多孔性であるので(TPによるHTMFの、不完全コーティング、またはコーティングがないことによる)、(通常)未硬化の液状熱硬化性樹脂が、第1のシートの表面に浸透し、第1のシート上に未硬化の熱硬化性樹脂の外層を形成する。これは、ここで「プリプレグ」と呼ぶ。熱硬化性樹脂を、1つのプリプレグ層上で硬化させてもよいし、または、1を越える層を、ともに積重ね、ともに硬化させて、より厚い基板を形成してもよい。ここで、そのような硬化されたシートをすべて、第2のシートと呼ぶ。熱硬化性樹脂を硬化させる前に、銅などの金属を、片面または両面に配置してもよい。これは、ここで「ラミネート」と呼ぶ。好ましい熱硬化性樹脂は、エポキシ樹脂、ポリイミド、シアヌル酸エステル(cyanurate esters)、およびビスマレイミド−トリアジン樹脂であり、エポキシ樹脂およびビスマレイミド−トリアジン樹脂が、特に好ましい。
【0053】
第2のシートおよび/またはラミネートから製造された回路基板(プリント配線基板およびプリント回路基板を含む)は、通常、低吸湿率、および/または良好な耐高温性、および/または比較的低い熱膨張係数、および/または低誘電率、および/または低反り、および/または低誘電損失係数、回路基板の特性の優れた組合せを有する。一旦、基板を形成すると、基板を通常の方法で処理して、回路基板を作製してもよい。基板を通常の方法で処理して、レーダドームなどの、有用な複合部品を作製することもできる。
【0054】
第1のシートの1つ以上の層を含有する第2のシートは、また、チップパッケージ基板、チップキャリア、およびチップパッケージインターポーザに使用しても、またはそれらとして使用してもよい。
【0055】
第2のシートは、また、他の用途のために、ラミネート中に、他のタイプのシート、たとえばガラス繊維プリプレグまたはRCFと組合せてもよい。たとえば、この「コア化」構造を、チップパッケージングのために、プリント配線基板に使用してもよい。
【実施例】
【0056】
次の実施例1−12は、本発明の好ましい実施の形態を例示する。本発明は、これらの実施例1−12に限定されない。
85℃および85%湿度における吸湿率の測定方法:同じサンプルの5つの標本(5×5cm)を、空気中、105℃で、一定の重量に乾燥させ、85℃および85%湿度に設定された湿度チャンバ内に配置する。その後、標本の重量増加を毎日測定する。連続3日間の平均重量増加が総重量増加の1%未満である場合、標本は、飽和しているとみなされ、総重量増加をサンプルの元の重量で割り、その結果に100を掛けることによって、平均吸湿率を計算する。
【0057】
実施例において、示された以外は、使用されたLCPのすべてが、米国特許公報(特許文献60)の実施例4の組成物のような、すなわち、モル比50/50/70/30/320のヒドロキノン/4,4’−ビフェノール/テレフタル酸/2,6−ナフタレンジカルボン酸/4−ヒドロキシ安息香酸から得られる、組成物を有した。
【0058】
また、ここでの実施例において、ポリ(m−フェニレンイソフタルアミド)フィブリッドを、米国特許公報(特許文献6)に記載されたように作製し、その特許文献全体を、引用により、ここに援用する。ポリ(p−フェニレンテレフタルアミド)は、線密度が約0.16テックスであり、長さが約0.67cmであった(商標ケブラー(KEVLAR)(登録商標)49で、本願特許出願人によって販売されている)。
【0059】
使用されたポリ(エチレンテレフタレート)(PET)繊維:2.1dpf、長さ6mm、マージ(merge)106A75として、本願特許出願人によって販売されている
【0060】
使用されたガラス繊維:米国80217コロラド州デンバーのジョーンズ・マンビル・カンパニー(Johns Manville Co.,Denver,CO)によって製造され、タイプM189として販売されている、Eタイプガラス繊維、直径6.5μmおよび長さ6.4mm。
【0061】
使用されたポリ(フェニレンオキシド)(PPE)樹脂は、米国マサチューセッツ州ピッツフィールドのゼネラル・エレクトリック・カンパニー(General Electric Co.,Pittsfield,MA)のタイプ63Dであった。
【0062】
使用されたエポキシ樹脂系は、フォーチン・インダストリーズ(Fortin Industries)によって供給されるグレードL−1070であった。
【0063】
(実施例1)
(1)87重量%のポリ(p−フェニレンテレフタルアミド)フロック(1フィラメントあたり2.25デニール、切断長さ6.7mm)と、13重量%のポリ(m−フェニレンイソフタルアミド)フィブリッドとから作製された、形成されたままの紙(坪量68g/m2)。
(2)厚さ56μmのLCPフィルム。フィルムの坪量は78g/m2であった。
(3)層2と同じ
(4)層1と同じ。
からなる多層構造を準備し[層(1)および層(4)が外面を形成する]、76.2cm直径ロールカレンダに、305線cm/分で、ロールを350℃および幅の263kN/mの圧力にした状態で、通した。結果として生じるシートは、密度が高くなり、ともに結合していた。顕微鏡写真によれば、LCP層が、アラミド紙層に流入し、ほとんど外面まで浸透するが、多層構造の真ん中に小量のLCP樹脂が残ることがわかった。浸透樹脂によってp−アラミド繊維が移動した証拠はなかった。この製品は、坪量が254g/m2であり、厚さが292μmであり、見かけ密度が0.87g/mLであった。この製品の熱膨張係数は、機械(カレンダ)方向で1.80ppm/℃、横方向で−1.83ppm/℃であった。
【0064】
同じ実験を、183線cm/分のロール速度(言い換えると、熱および圧力を伴った、より長い接触時間)でのみ行うと、LCPが、表面の1つのアラミド繊維の厚さの範囲内まで浸透し、シート中にLCPの本質的に純粋なLCP層が残らなかった。このシート材料の見かけ密度は、0.68g/mLであった。これは、LCP濃度勾配が得られるかどうかを制御する1つの方法を例示する。
【0065】
(実施例2)
下記の条件下で、真空プレス内で、LCPブローンフィルム(呼び厚さ30μmおよび平均坪量41g/m2)を、形成された紙(実施例1の層1と同じ、坪量31g/m2)の2つの層の間に積層した。
(a)真空中で保持した(外部圧力または温度なし)。
(b)6.9MPaの圧力下で、周囲条件から320℃(5℃/分)に加熱した。
(c)320℃および6.9MPaで、1時間、保持した。
(d)圧力下で、急速に室温に冷却した(水急冷)。
【0066】
平均寸法25cm×20cm×185μmおよび平均重量4.7g(坪量100g/m2)のラミネートが製造された。ラミネートは、およそ、60%の紙アラミドおよび40%のLCPであった。
【0067】
上で作製されたラミネートに、当該産業において知られている標準技術を用いて、市販の多官能エポキシ樹脂を予め含浸させた(prepregged)。結果として生じる3成分複合体(紙+LCPフィルム+エポキシ樹脂)の厚さは、235μmであり、平均エポキシ樹脂含有量は、ラミネート全体の46重量%であった。最終ラミネートは、およそ、32重量%のアラミドと、22重量%のLCPフィルムと、46重量%のエポキシ樹脂とを有した。
【0068】
下記の条件下で、真空プレス内で、6のこれらのプリプレグを、2つの銅シート(厚さ17μm)の間にさらに積層した。
(a)真空中で保持した(外部圧力または温度なし)。
(b)6.9MPaの圧力下で、周囲温度条件から200℃(5℃/分)に加熱した。
(c)200℃および6.9MPaで、1時間、保持した。
(d)圧力下で、急速に室温に冷却した(水急冷)。
【0069】
ラミネートの平均厚さは、850μmであった(6プリプレグ+2Cuシート)。銅箔をエッチング除去した後、ラミネートのポリマー部分の特性を測定した。平面における平均熱膨張係数は、約12ppm/℃であり、85℃および85%湿度における吸湿率は、0.58%であった。
【0070】
(比較例A)
カレンダ加工した紙(実施例1の層1と同じ、坪量31g/m2)に、実施例2のように、市販の多官能エポキシ樹脂を予め含浸させた。
【0071】
下記の条件下で、真空プレス内で、上記プロセスで作製された32のプリプレグを、2つのCuシート(厚さ17μm)の間にさらに積層した。
(a)真空中で保持した(外部圧力または温度なし)。
(b)6.9MPaの圧力下で、周囲温度から200℃(5℃/分)に加熱した。
(c)200℃および6.9MPaで、1時間、保持した。
(d)圧力下で、急速に室温に冷却した(水急冷)。
【0072】
最終ラミネートのポリマー部分のエポキシ樹脂含有量は、約53%であった。銅箔のエッチング後、ラミネートのポリマー部分の特性を測定した。平面におけるCTEは、約12.9ppm/℃であり、85℃および85%湿度における吸湿率は、約2.1重量%であった。
【0073】
(実施例3)
下記の条件下で、真空プレス内で、LCPブローンフィルム(呼び厚さ30μmおよび平均坪量41g/m2)を、カレンダ加工した紙(実施例1の層1と同じ、坪量31g/m2)の2つの層の間に積層した。
(a)真空中で保持した(外部圧力または温度なし)。
(b)6.9MPaの圧力下で、周囲条件から320℃(5℃/分)に加熱した。
(c)320℃および6.9MPaで、1時間、保持した。
(d)圧力下で、急速に室温に冷却した(水急冷)。
【0074】
平均寸法25cm×20cm×90μmおよび平均重量4.6g(坪量94g/m2)のラミネートが製造された。ラミネートは、およそ、60%のアラミドおよび40%のLCPであった。
【0075】
ラミネートに、実施例2のように、市販の多官能エポキシ樹脂を予め含浸させた。結果として生じる3成分複合体(アラミド+LCPフィルム+エポキシ樹脂)の厚さは、150μmであり、平均エポキシ樹脂含有量は、ラミネート全体の25重量%であった。最終ラミネートは、およそ、45重量%のアラミドと、30重量%のLCPフィルムと、25重量%のエポキシ樹脂とを有した。
【0076】
下記の条件下で、真空プレス内で、上記プロセスで作製された6のプリプレグを、2つのCuシート(厚さ17μm)の間にさらに積層した。
(a)真空中で保持した(外部圧力または温度なし)。
(b)6.9MPaの圧力下で、周囲温度から200℃(5℃/分)に加熱した。
(c)200℃および6.9MPaで、1時間、保持した。
(d)圧力下で、急速に室温に冷却した(水急冷)。
【0077】
ラミネートの平均厚さは、600μmであった(6プリプレグ+2Cuシート)。
【0078】
(実施例4)
下記の条件下で、カレンダ内で、LCPブローンフィルム(呼び厚さ20μmおよび平均坪量28g/m2)を、紙(実施例1の層1と同じ、坪量68g/m2)の2つの層の間に積層した。
2つのアルミニウム箔シートを、光沢のある面を内側にして(非粘着)、3層スタックのアラミド紙層の外側に配置し、結果として生じる5層スタックを、295℃および175,000N/mの圧力で、カレンダ加工した。
【0079】
ラミネートの平均坪量は、220g/m2であった。ラミネートは、およそ、85重量%のアラミドおよび15重量%のLCPフィルムであった。
【0080】
(実施例5)
下記の条件下で、真空プレス内で、テフロン(Teflon)(登録商標)−PFAフィルム(本願特許出願人から入手可能な、テトラフルオロエチレンとペルフルオロ(プロピルビニルエーテル)とのコポリマー、呼び厚さ12μmおよび平均坪量30g/m2)を、紙(実施例1の層1のマットと同様であるが、坪量31g/m2)の2つの層の間に積層した。
−真空中で保持した(外部圧力または温度なし)。
−6.9MPaの圧力下で、周囲条件から305℃(5℃/分)に加熱した。
−1時間、保持した。
−圧力下で、急速に室温に冷却した(水急冷)。
【0081】
平均寸法25cm×20cm×170μmおよび平均重量4.2g(坪量90g/m2)のラミネートが製造された。ラミネートは、およそ、65重量%のアラミドおよび35重量%のテフロン(登録商標)PFAであった。
【0082】
これらのラミネートに、実施例2で説明されたように、市販の多官能エポキシ樹脂を予め含浸させた。結果として生じる3成分複合体(紙+PFAフィルム+エポキシ樹脂)の厚さは、220μmであり、平均エポキシ樹脂含有量は、ラミネート全体の48重量%であった。最終ラミネートは、およそ、34重量%のアラミドと、18重量%のPFAと、48重量%のエポキシ樹脂とを有した。
【0083】
下記の条件下で、真空プレス内で、2つのこれらのプリプレグを、2つの銅シート(厚さ17μ)の間にさらに積層した。
−真空中で保持した(外部圧力または温度なし)。
−4.1MPaの圧力下で、周囲条件から200℃(5℃/分)に加熱した。
−1時間、保持した。
−圧力下で、急速に室温に冷却した(水急冷)。
【0084】
平均厚さが330μmのラミネートが製造された(2プリプレグ+2Cuシート)。
【0085】
(実施例6)
下記の条件下で、真空プレス内で、テフゼル(Tefzel)(登録商標)フィルム(本願特許出願人から入手可能なテトラフルオロエチレン/エチレンコポリマー、呼び厚さ25μmおよび平均坪量45g/m2)を、アラミド紙(実施例1の層1と同じ、坪量68g/m2)の2つの層の間に積層した。
−真空中で保持した(外部圧力または温度なし)。
−6.9MPaの圧力下で、周囲条件から260℃(5℃/分)に加熱した。
−1時間、保持した。
−圧力下で、急速に室温に冷却した(水急冷)。
【0086】
平均寸法25cm×20cm×350μmおよび平均重量9.4g(坪量180g/m2)のラミネートが製造された。ラミネートは、およそ、75%のアラミドおよび25%のテフゼル(登録商標)であった。
【0087】
上記ラミネートに、当該産業において標準的な技術を用いて、市販の多官能エポキシ樹脂を予め含浸させた。結果として生じる3成分複合体(紙+テフゼル(登録商標)+エポキシ樹脂)の厚さは、520μmであった。最終ラミネートは、およそ、40重量%のアラミドと、13重量%のフルオロポリマーと、47重量%のエポキシ樹脂とを有した。
【0088】
下記の条件下で、真空プレス内で、2つの上記プリプレグを、2つの銅シート(厚さ17μm)の間にさらに積層した。
−真空中で保持した(外部圧力または温度なし)。
−4.1MPaの圧力下で、周囲条件から200℃(5℃/分)に加熱した。
−1時間、保持した。
−圧力下で、急速に室温に冷却した(水急冷)。
【0089】
平均厚さが600μmのラミネートが製造された(2プリプレグ+2Cuシート)。
【0090】
(実施例7)
ポリ(p−フェニレンテレフタルアミド)繊維2(2.00)gを、水2500gとともに、実験用ミキサー(英国パルプ評価装置)内に入れ、3分間、撹拌した。別に、水性非乾燥(never−dried)ポリ(m−フェニレンイソフタルアミド)フィブリッドスラリー(コンシステンシー0.43%、およびショッパー−リーグラー(Shopper−Riegler)のフリーネス(freeness)330ml)69.13gを、水約2000gとともに、同じタイプの実験用ミキサーに入れ、1分間、撹拌した。両方の分散系を、ともに、約21×21cmのハンドシート(handsheet)モールド内に注ぎ、水約5000gを加えて、混合した。結果として生じるスラリーは、固体材料の(全固体の)次のパーセンテージを有した。
ポリ(m−フェニレンイソフタルアミド)フィブリッド13%
ポリ(p−フェニレンテレフタルアミド)フロック87%
ウェットレイド(wet−laid)シートが形成された。このシートを、2片の吸取り紙の間に配置し、ローリングピンを使用して手でクーチし(hand couched)、ハンドシートドライヤ内で、約190℃で、乾燥させた。乾燥したシートの坪量は、約53.0g/m2であった。別の(第2の)ハンドシートを、上記のとおりに準備した。乾燥後のその坪量は、52.4g/m2であった。
【0091】
ポリ(p−フェニレンテレフタルアミド)繊維2(2.00)gを、水2500gとともに、実験用ミキサー(英国パルプ評価装置)内に入れ、3分間、撹拌した。別に、水性非乾燥ポリ(m−フェニレンイソフタルアミド)フィブリッドスラリー(コンシステンシー0.43%、およびショッパー−リーグラーのフリーネス330ml)69.13gを、40メッシュ微粒子LCP2.25gおよび水約2000gとともに、同じタイプの実験用ミキサーに入れ、1分間、撹拌した。両方の分散系を、ともに、約21×21cmのハンドシートモールド内に注ぎ、水約5000gを加えて、混合した。結果として生じるスラリーは、固体材料の(存在する固体の)次のパーセンテージを有した。
ポリ(m−フェニレンイソフタルアミド)フィブリッド6.5%
ポリ(p−フェニレンテレフタルアミド)フロック43.5%
微粒子LCP50%
ウェットレイドシートが形成された。このシートを、2片の吸取り紙の間に配置し、ローリングピンを使用して手でクーチし、ハンドシートドライヤ内で、約190℃で、乾燥させた。シートの坪量は、約98.3g/m2であった。
その後、3つの、形成され、乾燥したシート(微粒子LCPがない2つのシート、および微粒子LCPを有する1つのシート)をすべて、微粒子LCPを有するシートを内層として使用し、微粒子LCPがないシートを外層として使用しながら、約350℃および線圧力約3000N/cmで、直径約20.3cmの2つの金属ロール間で、ともに、カレンダ加工した。最終カレンダシートは、坪量が約204g/m2であり、厚さが約234μmであり、密度が約0.87g/cm3であり、真ん中でLCPの濃度が最大であり、シートの外面に事実上LCPがなかった。
【0092】
40メッシュ微粒子LCPは、モル比50/50/85/15/320のヒドロキノン/4,4’−ビフェノール/テレフタル酸/2,6−ナフタレンジカルボン酸/4−ヒドロキシ安息香酸から得られる、米国特許公報(特許文献60)の実施例9の組成物を有し、かつ、30重量%のガラス繊維も含有し、液体N2も存在するハンマーミル内で樹脂ペレットの形態(直径および長さが約1/8インチの直円柱)であるLCPを、粗く粉砕し、粗い(約10メッシュ)排出スクリーンを使用することによって、準備した。次に、粗くカットされた樹脂を、付加的な液体N2を有するハンマーミル内に戻し、最終製品を40メッシュスクリーンに通した。
【0093】
(比較例B)
ポリ(p−フェニレンテレフタルアミド)繊維(実施例7を参照)2(2.00)gを、水2500gとともに、実験用ミキサー(英国パルプ評価装置)内に入れ、3分間、撹拌した。別に、水性非乾燥ポリ(m−フェニレンイソフタルアミド)フィブリッド(実施例7を参照)スラリー(コンシステンシー0.43%、およびショッパー−リーグラーのフリーネス330ml)69.13gを、LCP粉末2.25gおよび水約2000gとともに、同じタイプの実験用ミキサーに入れ、1分間、撹拌した。両方の分散系を、ともに、約21×21cmのハンドシートモールド内に注ぎ、水約5000gを加えて、混合した。結果として生じるスラリーは、固体材料の(全固体のパーセントとして)次のパーセンテージを有した。
ポリ(m−フェニレンイソフタルアミド)フィブリッド6.5%
ポリ(p−フェニレンテレフタルアミド)フロック43.5%
LCP粉末50%
ウェットレイドシートが形成された。このシートを、2片の吸取り紙の間に配置し、ローリングピンを使用して手でクーチし、ハンドシートドライヤ内で、約190℃で、乾燥させた。その後、約350℃および線圧力約3000N/cmで、直径約20.3cmの2つの金属ロール間で、シートをカレンダ加工した。最終シートは、坪量が約94.6g/m2であり、厚さが約104μmであり、密度が約0.91g/cm3であり、構造全体を通してLCPの分布が均一であった。
【0094】
(実施例8)
ポリ(p−フェニレンテレフタルアミド)繊維(0.84g)を、水2500gとともに、実験用ミキサー(英国パルプ評価装置)内に入れ、3分間、撹拌した。別に、水性非乾燥ポリ(m−フェニレンイソフタルアミド)フィブリッドスラリー(コンシステンシー0.43%、およびショッパー−リーグラーのフリーネス330ml)65.12gを、PETフロック1.68gおよび水約2000gとともに、同じタイプの実験用ミキサーに入れ、1分間、撹拌した。両方の分散系を、ともに、約21×21cmのハンドシートモールド内に注ぎ、水約5000gを加えて、混合した。結果として生じるスラリーは、固体材料の(全固体の)次のパーセンテージを有した。
ポリ(m−フェニレンイソフタルアミド)フィブリッド10%
ポリ(p−フェニレンテレフタルアミド)フロック30%
PETフロック60%
ウェットレイドシートが形成された。このシートを、2片の吸取り紙の間に配置し、ローリングピンを使用して手でクーチし、ハンドシートドライヤ内で、約190℃で、乾燥させた。乾燥したシートの坪量は、約67.0g/m2であった。このシートを、実施例2で説明されたカレンダ加工したアラミド紙の2つのシートの間に配置し、次のサイクルで、プラテンプレス内でともに圧縮した。
266℃−0.21MPa−2分>>266℃−15.9MPa−2分>>93℃−15.9MPa−2分
最終シートは、坪量が135g/m2であり、厚さが0.162mmであり、密度が0.83g/cm3であり、光学顕微鏡を使用して観察すると、シートの(厚さの)中心でポリ(エチレンテレフタレート)の濃度が最大であり、外面に事実上PETがなかった。
【0095】
(実施例9)
ガラス繊維(1.26g)を、水性非乾燥ポリ(m−フェニレンイソフタルアミド)フィブリッドスラリー(コンシステンシー0.43%、およびショッパー−リーグラーのフリーネス330ml)18.06g、最終スクリーンが40メッシュではなく30メッシュであった以外は実施例7のように準備された30メッシュハンマーミリングされたLCPパルプ2.52gとともに、実験用ミキサー(英国パルプ評価装置)内に入れた。このLCP組成物は、米国特許公報(特許文献60)の実施例4のものであり、水約2000gと、1分間、撹拌した。この分散系を、約21×21cmのハンドシートモールド内に注ぎ、付加的な水約5000gと混合した。結果として生じるスラリーは、固体材料の(全固体の)次のパーセンテージを有した。
ポリ(m−フェニレンイソフタルアミド)フィブリッド10%
ガラス繊維30%;
LCPパルプ60%
ウェットレイドシートが形成された。このシートを、2片の吸取り紙の間に配置し、ローリングピンを使用して手でクーチし、ハンドシートドライヤ内で、約190℃で、乾燥させた。2つの他のハンドシートを、同じ手順であるが、ガラス繊維3.50gおよび上記フィブリッドスラリー146.5gを、それらの各々に使用して、準備した。3つのシート(LCPパルプを有するシートが真ん中)をすべて、次のサイクルで、プラテンプレス内でともに圧縮した。
349℃−0.21MPa−2分>>349℃−15.9MPa−2分>>149℃−15.9MPa−2分
【0096】
最終シートは、坪量が325g/m2であり、厚さが0.382mmであり、密度が0.85g/cm3であり、光学顕微鏡による観察に基づいて、シートの(厚さの)中心でLCPの濃度が最大であり、外面に事実上LCPがなかった。
【0097】
(実施例10)
ガラス繊維(1.26g)を、水性非乾燥ポリ(m−フェニレンイソフタルアミド)フィブリッドスラリー(コンシステンシー0.43%、およびショッパー−リーグラーのフリーネス330ml)146.5g、粉末PPE2.31g、および水約2000gととともに、実験用ミキサー(英国パルプ評価装置)内に入れ、1分間、撹拌した。この分散系を、約21×21cmのハンドシートモールド内に注ぎ、付加的な水約5000gと混合した。結果として生じるスラリーは、固体材料の(全固体の)次のパーセンテージを有した。
ポリ(m−フェニレンイソフタルアミド)フィブリッド10%
ガラス繊維30%
PPE樹脂60%
ウェットレイドシートが形成された。このシートを、2片の吸取り紙の間に配置し、ローリングピンを使用して手でクーチし、ハンドシートドライヤ内で、約190℃で、乾燥させた。2つの他のハンドシートを、同じ手順であるが、ガラス繊維3.36gおよび上記フィブリッドスラリー195.3gを、それらの各々に使用して、準備した。3つのシート(PPE樹脂を有するシートが真ん中)をすべて、次のサイクルで、プラテンプレス内でともに圧縮した。
327℃−0.21MPa−1分>>327℃−5.3MPa−2分>>149℃−15.9MPa−2分
【0098】
最終シートは、坪量が312g/m2であり、厚さが0.428mmであり、密度が0.73g/cm3であり、光学顕微鏡による観察に基づいて、シートの(厚さの)中心でPPE樹脂の濃度が最大であり、両方の外面にほとんどPPE樹脂がなかった。
【0099】
(実施例11)
本願特許出願人から入手可能な、テトラフルオロエチレンとペルフルオロ(プロピルビニルエーテル)とのテフロン(登録商標)ポリマーのペレットを、プレートタイプC−2976−Aを備えた30.5cm直径スプラウト−ワルドロン(Sprout−Waldron)モデル12−2単一回転円板精製機上で、1パスで、約25μmのプレート間の間隙、約80g/分の供給速度で、ペレット1kgあたり水約4kgの量の水を連続的に加えて、精製した。これをストックの準備に使用した。ストックの2つのバッチを準備した。第1のバッチのスラリーは、固体材料の(全固体のパーセントとして)次のパーセンテージを有した。
ポリ(m−フェニレンイソフタルアミド)フィブリッド(ショッパー−リーグラーのフリーネス240ml)10%
ポリ(p−フェニレンテレフタルアミド)フロック90%
第2のバッチのスラリーは、固体材料の(全固体のパーセントとして)次のパーセンテージを有した。
ポリ(m−フェニレンイソフタルアミド)フィブリッド(ショッパー−リーグラーのフリーネス240ml)8%
PFA92%
傾斜ワイヤ製紙機械上で、第1のバッチのスラリーを一次ヘッドボックス内に供給し、第2のバッチからのスラリーをニ次ヘッドボックス内に供給して、2層形成を行った。一次ヘッドボックス内のヘッドボックスコンシステンシーは、約0.01%であり、ニ次ヘッドボックス内のヘッドボックスコンシステンシーは、約0.1%であった。形成は、約24m/分の速度で行い、形成された2層紙の坪量は、約55.3g/m2であり、第1の層(ポリ(m−フェニレンイソフタルアミド)フィブリッドを有する)の坪量は、約28.1g/m2であり、第2の層(PFAを有する)の坪量は、約27.2g/m2であった。形成された紙を、2つの層で、PFAリッチ層が真ん中で対面した状態で、カレンダ加工した。カレンダ加工は、直径20cmの2つの金属ロール間で行った。ロール温度は約300℃であり、線圧力は約1300N/cmであり、速度は約5m/分であった。カレンダ加工した紙は、坪量が約91.2g.m2であり、厚さが約0.128mmであり、密度が約0.72g/cm3であり、光学顕微鏡で観察すると、シートの(厚さの)中心でPFAの濃度が高く、外面でPFAの濃度が低かった。当該産業において知られている標準技術を用いて、この紙に、上記の市販の多官能エポキシ樹脂を予め含有させた。プリプレグのエポキシ樹脂含有量は、約37重量%であった。実施例2で説明された条件下で、真空プラテンプレス内で、プリプレグ材料の1層、2層、および16層を含有する最終の銅被覆ラミネートを製造した。これらのラミネートは、ポリマー成分(しかし銅を含まない)の総重量に基づいて、PFA約28重量%、アラミド成分約35重量%、およびエポキシ樹脂約37重量%を有した。
【0100】
(実施例12)
LCPのペレットを、プレートタイプ16808を備えた91.4cm直径スプラウト−ワルドロンモデル36−2単一回転円板精製機で、約1.5kg/分の供給速度で、ペレット1kgあたり水約98.8kgの量の水を加えて、精製した。1回目のパス後、製造されたパルプを、約0.8重量%のコンシステンシーに希釈し、2回目、約0.25mmのプレート間の間隙で精製機にスラリーを二重再循環させて、精製した。精製されたLCPパルプを、幅0.36mmのスロットを有するアールストロムF1マスター・スクリーン(Ahlstrom F1 Master Screen)でスクリーニングした。このストックの2つのバッチを準備した。第1のバッチのスラリーは、固体材料の(全固体のパーセントとして)次のパーセンテージを有した。
ポリ(m−フェニレンイソフタルアミド)フィブリッド(ショッパー−リーグラーのフリーネス240ml)15%
ポリ(p−フェニレンテレフタルアミド)フロック85%
第2のバッチのスラリーは、固体材料の(全固体のパーセントとして)次のパーセンテージを有した。
ポリ(m−フェニレンイソフタルアミド)フィブリッド(ショッパー−リーグラーのフリーネス240ml)10%
LCPパルプ90%.
傾斜ワイヤ製紙機械上で、第1のバッチのスラリーを一次ヘッドボックス内に供給し、第2のバッチからのスラリーをニ次ヘッドボックス内に供給して、2層形成を行った。一次ヘッドボックス内のヘッドボックスコンシステンシーは、約0.01%であり、ニ次ヘッドボックス内のヘッドボックスコンシステンシーは、約0.1%であった。形成は、約30m/分の速度で行った。形成された2層紙の坪量は、約46.10g/m2であり、第1の層(ポリ(m−フェニレンイソフタルアミド)フィブリッドを有する)の坪量は、約29.4g/m2であり、第2の層(LCPを有する)の坪量は、約16.7g/m2であった。この紙を、2つの層で、LCPリッチ層が真ん中で対面した状態で、カレンダ加工した。カレンダ加工は、直径各86cmの2つの金属ロール間で、2パスで行った。第1のパスの間、ロール温度は約340℃であり、線圧力は約7300N/cmであり、速度は約30m/分であった。第2のパスの間、ロール温度は60℃であり、ニップ前にオーブン内で約200℃の温度にシートを加熱し、線圧力は約7600N/cmであり、速度は約15m/分であった。カレンダ加工した紙は、坪量が約94.6g/m2であり、厚さが約0.104mmであり、密度が約0.91g/cm3であり、光学顕微鏡を使用して観察すると、シートの中心でLCPの濃度が高く、外面でLCPの濃度が低かった。
【0101】
この紙の両面を、パワー密度約490ダイン、および電極下での滞留時間約0.42秒で、コロナ処理した。当該産業において知られている標準技術を用いて、コロナ処理した紙に、上記の市販の多官能エポキシ樹脂を予め含有させた。プリプレグのエポキシ樹脂含有量は、約40重量%であった。実施例2で説明された条件下で、真空プラテンプレス内で、プリプレグ材料の1層、2層、および16層を含有する最終の銅被覆ラミネートを製造した。これらのラミネートは、ラミネート中のポリマー材料(銅を含まない)の総重量に基づいて、LCP約20重量%、アラミド成分約40重量%、およびエポキシ樹脂約40重量%を有した。
【0102】
(実施例13)
LCPのストランドカットペレットを、プレートを備えた30.5cm直径スプラウト−ワルドロンタイプC−2976−A単一回転円板精製機上で、1パスで、約25μmのプレート間の間隙、約60g/分の供給速度で、ペレット1kgあたり水約4kgの量の水を連続的に加えて、精製した。このLCPパルプを、バンタム(Bantam)(登録商標)マイクロパルベライザー(Micropulverizer)、モデルCFで、さらに精製し、60メッシュスクリーンに通した。LCPパルプとPPTAとを混合することによって、スラリーを調製した。結果として生じるスラリーは、固体材料の(全固体のパーセントとして)次のパーセンテージを有した。
LCPパルプ90%
PPTAフロック10%
【0103】
水平型通気(thru−air)乾燥機を備えたロトニア(Rotonier)(ロトフォーマー(Rotoformer)とフォードリニア(Fourdrinier)との組合せ)製紙機械上で、スラリーから連続シート(1)を形成した。
ヘッドボックスコンシステンシーは、約0.01%であり、形成速度は、約5m/分であり、乾燥セクション内の空気の温度は、約338℃であった。シート(1)は、坪量が68.1g/m2であり、厚さが0.443mmであり、見かけ密度が0.155g/mlであった。
【0104】
PPTAフロックのみを含有するスラリーから、同じ製紙機械上で、連続シート(2)を形成した。金属カレンダロール(直径約15cm)を、乾燥セクションとワインドアップスタンドとの間に配置し、それにより、1工程のインライン形成およびカレンダ加工を行った。ヘッドボックスコンシステンシーは、約0.01%であり、線速度は、約5m/分であり、乾燥セクション内の空気の温度は、約180℃であり、カレンダの作業ロールの温度は、約350℃であり、ニップの線圧力は、約1000N/cmであった。
シート(2)は、坪量が95.6g/m2であり、厚さが0.106mmであり、見かけ密度が0.90g/mlであった。
【0105】
25×21cm片を、シート(1)からカットし、離型剤(ケム−トレンド・インコーポレイテッド(Chem−Trend Inc.)によって販売されるモノ−コート(Mono−Coat)(登録商標)327W)で処理したアルミニウム箔で両面を被覆し、プラテンプレスMTP−20(テトラヘドロン・アソシエイツ・インコーポレイテッド(Tetrahedron Associates,Inc.)によって販売される)内に、厚さ各1mmの、2つの真鍮カバープレート間に配置した。このシートを、次の条件下で、プレス内で圧縮した。
温度350℃、圧力430kPa、1分間、
430kPaの一定の圧力で150℃に冷却
圧縮シート(1)は、厚さが0.056mmであり、見かけ密度が1.22g/mlであった。
【0106】
圧縮シート(1)の25×21cm片を、シート(2)の2つの25×21cm片の間に配置した。この3層構造を、上記のように、離型剤で処理したアルミニウム箔で両面を被覆し、プラテンプレス内に、2つの真鍮カバープレート間に配置した。3層の積層は、次の条件下で行った。
温度350℃、圧力170kPa、1分間、
170kPaの一定の圧力で150℃に冷却
最終シートは、坪量が259g/m2であり、厚さが0.253mmであり、見かけ密度が1.02g/mlであり、光学顕微鏡で観察すると、シートの(厚さの)中心でLCPの濃度が最大であり、両方の外面にほとんどLCPがなかった。
【図面の簡単な説明】
【0107】
【図1】熱および圧力を加える前の、2つの、外側の、短い高引張弾性率繊維(HTMF)の不織層と、熱可塑性樹脂(TP)フィルムの内層とから作製された、典型的な3層構造を示す。
【図2】熱および圧力を加えることにより、存在するTPが、存在するHTMFの一部の「間に」部分的に流動した後の、図1の3層構造を示す。
【図3】熱および圧力を加える前の、2つの外側のHTMF不織層と、TP粉末を含有する内層とから作製された3層構造を示す。
【図4】熱および圧力を加えることにより、存在するTPが、存在するHTMFの一部の「間に」部分的に流動した後の、図3の3層構造を示す。
Claims (19)
- (a)短い長さの高引張弾性率繊維を含む、1つ以上の不織層と、
(b)吸湿率が低い熱可塑性ポリマーとを含むシートであって、
前記熱可塑性ポリマーの少なくとも一部が、前記高引張弾性率繊維の少なくとも一部に結合し、
前記シートの厚さの断面を通して、前記高引張弾性率繊維の総濃度に対する、前記吸湿率が低い熱可塑性ポリマーの濃度が、前記シートの外面より前記シートの厚さの中心で高いことを特徴とするシート。 - 前記熱可塑性ポリマーがサーモトロピック液晶ポリマーであることを特徴とする請求項1に記載のシート。
- 前記高引張弾性率繊維がアラミドを含むことを特徴とする請求項1に記載のシート。
- 前記高引張弾性率繊維がアラミドを含むことを特徴とする請求項2に記載のシート。
- 前記熱可塑性ポリマーがペルフルオロポリマーを含むことを特徴とする請求項3に記載のシート。
- 前記高引張弾性率繊維が、繊維とフィブリルとを含むことを特徴とする請求項1に記載のシート。
- 前記高引張弾性率繊維が、繊維とフィブリッドとを含むことを特徴とする請求項1に記載のシート。
- 前記高引張弾性率繊維が繊維のみであることを特徴とする請求項1に記載のシート。
- 1つ以上の請求項1に記載のシートと、前記1つ以上のシートに、含浸し、コーティングした、未硬化の熱硬化性樹脂とを含むことを特徴とする構造。
- 少なくとも1つの金属シートをさらに含むことを特徴とする請求項9に記載の構造。
- 前記未硬化の熱硬化性樹脂が、その後、硬化されることを特徴とする請求項9に記載の構造。
- 前記未硬化の熱硬化性樹脂が硬化されたことを特徴とする請求項10に記載の構造。
- 請求項1のシートを含むことを特徴とする、回路基板、チップパッケージ、チップキャリア、またはチップパッケージインターポーザ。
- 請求項11に記載の構造を含むことを特徴とする、回路基板、チップパッケージ、チップキャリア、またはチップパッケージインターポーザ。
- 請求項12に記載の構造を含むことを特徴とする、回路基板、チップパッケージ、チップキャリア、またはチップパッケージインターポーザ。
- 短い高引張弾性率繊維の不織布の、少なくとも2つの外層と、前記外層間に配置された、吸湿率が低い熱可塑性樹脂を含有する、少なくとも1つの内層とを含む多層構造を、加熱し、圧力を加える工程を含むシート材料を製造する方法であって、
前記熱可塑性ポリマーの少なくとも大部分が、前記高引張弾性率繊維の少なくとも一部に結合し、
前記シート材料の断面を通して、前記第1のシートの厚さの中心から、前記シート材料の両面へと、高引張弾性率繊維の濃度に対する前記熱可塑性ポリマーの濃度が低下することを特徴とする方法。 - 前記シート材料に、熱硬化性樹脂を含浸させ、コーティングする工程と、前記熱硬化性樹脂を硬化させる工程とを、さらに含むことを特徴とする請求項16に記載の方法。
- 前記熱硬化性樹脂を含浸させ、コーティングした前記シートの少なくとも1つの表面を、金属層と接触させることを特徴とする請求項17に記載の方法。
- 前記熱硬化性樹脂がエポキシ樹脂であることを特徴とする請求項17に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US31588501P | 2001-08-30 | 2001-08-30 | |
| PCT/US2002/027546 WO2003022020A2 (en) | 2001-08-30 | 2002-08-29 | Sheet material and its use in circuit boards |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005501764A true JP2005501764A (ja) | 2005-01-20 |
| JP2005501764A5 JP2005501764A5 (ja) | 2006-01-05 |
Family
ID=23226483
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003525568A Pending JP2005501764A (ja) | 2001-08-30 | 2002-08-29 | 回路基板に特に有用なシート材料 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US6929848B2 (ja) |
| EP (1) | EP1423995B1 (ja) |
| JP (1) | JP2005501764A (ja) |
| KR (1) | KR100875353B1 (ja) |
| CN (1) | CN105189115A (ja) |
| AU (1) | AU2002327571A1 (ja) |
| BR (1) | BR0212702A (ja) |
| CA (1) | CA2455053C (ja) |
| DE (1) | DE60215199T2 (ja) |
| MX (1) | MXPA04000914A (ja) |
| TW (1) | TWI239290B (ja) |
| WO (1) | WO2003022020A2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012116906A (ja) * | 2010-11-30 | 2012-06-21 | Sumitomo Chemical Co Ltd | 樹脂含浸シート及び導電層付き樹脂含浸シート |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002124763A (ja) * | 2000-10-16 | 2002-04-26 | Matsushita Electric Ind Co Ltd | 回路形成基板の製造方法、回路形成基板および回路形成基板用材料 |
| JP2004202834A (ja) * | 2002-12-25 | 2004-07-22 | Sumitomo Chem Co Ltd | アラミド積層体およびその製造方法 |
| US20060019110A1 (en) * | 2004-06-30 | 2006-01-26 | Sumitomo Chemical Company, Limited | Films |
| CA2499849C (en) * | 2005-03-09 | 2010-02-02 | Zcl Composites Inc. | Composite laminated sheet material for containment sumps |
| US7524388B2 (en) * | 2005-05-10 | 2009-04-28 | World Properties, Inc. | Composites, method of manufacture thereof, and articles formed therefrom |
| US8168292B2 (en) * | 2006-06-15 | 2012-05-01 | Innegra Technologies, Llc | Composite materials including amorphous thermoplastic fibers |
| US7771810B2 (en) * | 2006-12-15 | 2010-08-10 | E.I. Du Pont De Nemours And Company | Honeycomb from paper having a high melt point thermoplastic fiber |
| US7815993B2 (en) | 2006-12-15 | 2010-10-19 | E.I. Du Pont De Nemours And Company | Honeycomb from paper having flame retardant thermoplastic binder |
| US7771809B2 (en) * | 2006-12-15 | 2010-08-10 | E. I. Du Pont De Nemours And Company | Shaped honeycomb |
| US7785520B2 (en) * | 2006-12-15 | 2010-08-31 | E.I. Du Pont De Nemours And Company | Processes for making shaped honeycomb and honeycombs made thereby |
| US20080286522A1 (en) * | 2006-12-15 | 2008-11-20 | Subhotosh Khan | Honeycomb having a low coefficient of thermal expansion and articles made from same |
| US8025949B2 (en) | 2006-12-15 | 2011-09-27 | E.I. Du Pont De Nemours And Company | Honeycomb containing poly(paraphenylene terephthalamide) paper with aliphatic polyamide binder and articles made therefrom |
| US20080145602A1 (en) | 2006-12-15 | 2008-06-19 | Gary Lee Hendren | Processes for making shaped honeycomb and honeycombs made thereby |
| US7771811B2 (en) | 2006-12-15 | 2010-08-10 | E.I. Du Pont De Nemours And Company | Honeycomb from controlled porosity paper |
| JP5014113B2 (ja) * | 2007-01-26 | 2012-08-29 | イビデン株式会社 | シート材、その製造方法、排気ガス処理装置および消音装置 |
| JP4261590B2 (ja) * | 2007-01-31 | 2009-04-30 | 株式会社日立エンジニアリング・アンド・サービス | 無接着剤アラミド−ポリエステル積層体、その製造方法及び製造装置 |
| US20080188153A1 (en) * | 2007-02-06 | 2008-08-07 | Innegrity, Llc | Method of Forming a Low Dielectric Loss Composite Material |
| US7648758B2 (en) | 2007-02-06 | 2010-01-19 | Innegrity, Llc | Low dielectric loss composite material |
| US8114251B2 (en) * | 2007-12-21 | 2012-02-14 | E.I. Du Pont De Nemours And Company | Papers containing fibrids derived from diamino diphenyl sulfone |
| US7803247B2 (en) * | 2007-12-21 | 2010-09-28 | E.I. Du Pont De Nemours And Company | Papers containing floc derived from diamino diphenyl sulfone |
| US8118975B2 (en) * | 2007-12-21 | 2012-02-21 | E. I. Du Pont De Nemours And Company | Papers containing fibrids derived from diamino diphenyl sulfone |
| JP4402734B1 (ja) * | 2008-07-30 | 2010-01-20 | 株式会社日立エンジニアリング・アンド・サービス | 無接着剤アラミド−ポリフェニレンサルファイド積層体の製造方法、回転電機の絶縁部材及び絶縁構造 |
| US20150305151A1 (en) * | 2011-01-27 | 2015-10-22 | Longpont Co., Ltd. | Synthetic paper |
| CN104396356B (zh) | 2012-06-28 | 2017-06-27 | 3M创新有限公司 | 导热基板制品 |
| JP6309451B2 (ja) * | 2012-09-20 | 2018-04-11 | 株式会社クラレ | 回路基板およびその製造方法 |
| US11004792B2 (en) | 2018-09-28 | 2021-05-11 | Intel Corporation | Microelectronic device including fiber-containing build-up layers |
| CN110154464A (zh) * | 2019-06-14 | 2019-08-23 | 赣州龙邦材料科技有限公司 | 芳纶纸基挠性覆铜板及其制造方法 |
| JP7405146B2 (ja) | 2019-09-25 | 2023-12-26 | 株式会社村田製作所 | 液晶ポリマーパウダーおよびその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5857446B2 (ja) * | 1977-03-10 | 1983-12-20 | 日東電工株式会社 | 樹脂含浸基材とその製造方法 |
| NZ222302A (en) | 1986-12-08 | 1989-09-27 | Nordson Corp | Spraying moisture absorbent particles into a layer of forming non woven wadding |
| US4895752A (en) * | 1987-12-18 | 1990-01-23 | E. I. Du Pont De Nemours And Company | Low dielectric constant laminate of fluoropolymer and polyaramid |
| US5196259A (en) * | 1990-12-07 | 1993-03-23 | The Dow Chemical Company | Matrix composites in which the matrix contains polybenzoxazole or polybenzothiazole |
| JP3312470B2 (ja) * | 1994-03-16 | 2002-08-05 | 東レ株式会社 | プリプレグおよび積層体 |
| KR100398482B1 (ko) * | 1997-06-10 | 2003-09-19 | 데이진 가부시키가이샤 | 내열성 섬유지 |
| JPH11117184A (ja) | 1997-10-14 | 1999-04-27 | Oji Paper Co Ltd | 積層板用基材及びその製造方法ならびにプリプレグ及び積層板 |
| JP2000334871A (ja) * | 1999-05-28 | 2000-12-05 | Oji Paper Co Ltd | 積層板用基材、プリプレグ、及びその製造方法 |
| US6258203B1 (en) * | 1999-09-21 | 2001-07-10 | Ahlstrom Glassfibre Oy | Base webs for printed circuit board production using the foam process and acrylic fibers |
| EP1243696A3 (en) | 2001-03-23 | 2002-11-20 | Sumitomo Chemical Company, Limited | Low hygroscopic paper and method of producing the same |
-
2002
- 2002-08-26 US US10/227,998 patent/US6929848B2/en not_active Expired - Fee Related
- 2002-08-29 EP EP02763569A patent/EP1423995B1/en not_active Expired - Lifetime
- 2002-08-29 CN CN02816862.3A patent/CN105189115A/zh active Pending
- 2002-08-29 WO PCT/US2002/027546 patent/WO2003022020A2/en active IP Right Grant
- 2002-08-29 AU AU2002327571A patent/AU2002327571A1/en not_active Abandoned
- 2002-08-29 BR BR0212702-4A patent/BR0212702A/pt not_active Application Discontinuation
- 2002-08-29 MX MXPA04000914A patent/MXPA04000914A/es unknown
- 2002-08-29 CA CA002455053A patent/CA2455053C/en not_active Expired - Fee Related
- 2002-08-29 DE DE60215199T patent/DE60215199T2/de not_active Expired - Lifetime
- 2002-08-29 KR KR1020047002968A patent/KR100875353B1/ko not_active IP Right Cessation
- 2002-08-29 JP JP2003525568A patent/JP2005501764A/ja active Pending
- 2002-08-30 TW TW091119805A patent/TWI239290B/zh not_active IP Right Cessation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012116906A (ja) * | 2010-11-30 | 2012-06-21 | Sumitomo Chemical Co Ltd | 樹脂含浸シート及び導電層付き樹脂含浸シート |
Also Published As
| Publication number | Publication date |
|---|---|
| US6929848B2 (en) | 2005-08-16 |
| KR20040029099A (ko) | 2004-04-03 |
| CA2455053C (en) | 2009-12-22 |
| BR0212702A (pt) | 2004-10-19 |
| CN105189115A (zh) | 2015-12-23 |
| EP1423995B1 (en) | 2006-10-04 |
| US20030087077A1 (en) | 2003-05-08 |
| CA2455053A1 (en) | 2003-03-13 |
| KR100875353B1 (ko) | 2008-12-22 |
| WO2003022020A2 (en) | 2003-03-13 |
| EP1423995A2 (en) | 2004-06-02 |
| DE60215199T2 (de) | 2007-08-23 |
| DE60215199D1 (de) | 2006-11-16 |
| WO2003022020A3 (en) | 2003-10-09 |
| TWI239290B (en) | 2005-09-11 |
| AU2002327571A1 (en) | 2003-03-18 |
| MXPA04000914A (es) | 2004-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6929848B2 (en) | Sheet material especially useful for circuit boards | |
| US7459044B2 (en) | Sheet material especially useful for circuit boards | |
| CA2455078C (en) | Solid sheet material especially useful for circuit boards | |
| US4729921A (en) | High density para-aramid papers | |
| US4698267A (en) | High density para-aramid papers | |
| CA2457471C (en) | Heat-resistant synthetic fiber sheet | |
| CA2234317C (en) | Composite film comprising low-dielectric resin and para-oriented aromatic polyamide | |
| JP3631385B2 (ja) | 積層板用基材およびその製造方法 | |
| KR100601061B1 (ko) | 완전 방향족 폴리아미드 섬유 합성 종이 시이트 | |
| JPH09511458A (ja) | 1以上の、金属の内部層を有するudクロスプライpwbラミネートを作る方法 | |
| TWI763889B (zh) | 纖維強化體及使用其之構件 | |
| JP4051744B2 (ja) | 多孔質パラ配向芳香族ポリアミドフィルム、そのプリプレグならびにプリプレグを使用するプリント回路用基材およびプリント回路用積層板 | |
| US20040132372A1 (en) | Solid sheet material especially useful for circuit boards | |
| JPS59192795A (ja) | 成形プレス用耐熱クツシヨン材 | |
| JPH11222798A (ja) | プリント配線基板用基材、積層板及びそれらの製造方法 | |
| JP3484455B2 (ja) | 芳香族ポリアミド繊維紙 | |
| JP2002226718A (ja) | プリント基板用材料及びプリント基板 | |
| JP2002064254A (ja) | プリント配線基板用樹脂積層板 | |
| JP2533689B2 (ja) | 多層回路板の製造方法 | |
| JPH03133194A (ja) | プリント配線板用シート | |
| JPH1119929A (ja) | 積層板用基材、プリプレグならびに積層板 | |
| JPH1126944A (ja) | 多層回路板の製造法、ならびに多層回路板の製造に用いるプリプレグ | |
| JP2002060469A (ja) | エポキシ樹脂組成物ならびにそれを用いたプリプレグ、金属箔張り積層板及びプリント配線板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050518 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080229 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080529 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080605 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080630 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080707 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080731 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080901 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090731 |