JP2005334637A - オストミー装置用プラスチック成形 - Google Patents
オストミー装置用プラスチック成形 Download PDFInfo
- Publication number
- JP2005334637A JP2005334637A JP2005137205A JP2005137205A JP2005334637A JP 2005334637 A JP2005334637 A JP 2005334637A JP 2005137205 A JP2005137205 A JP 2005137205A JP 2005137205 A JP2005137205 A JP 2005137205A JP 2005334637 A JP2005334637 A JP 2005334637A
- Authority
- JP
- Japan
- Prior art keywords
- molding
- ostomy device
- device component
- blow
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/20—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor of articles having inserts or reinforcements ; Handling of inserts or reinforcements
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F5/00—Orthopaedic methods or devices for non-surgical treatment of bones or joints; Nursing devices; Anti-rape devices
- A61F5/44—Devices worn by the patient for reception of urine, faeces, catamenial or other discharge; Portable urination aids; Colostomy devices
- A61F5/445—Colostomy, ileostomy or urethrostomy devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/20—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor of articles having inserts or reinforcements ; Handling of inserts or reinforcements
- B29C2049/2017—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor of articles having inserts or reinforcements ; Handling of inserts or reinforcements outside the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/20—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor of articles having inserts or reinforcements ; Handling of inserts or reinforcements
- B29C2049/2021—Inserts characterised by the material or type
- B29C2049/2069—Inserts characterised by the material or type moulded in combination, e.g. injection moulded in the same mould before or after blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/04—Extrusion blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/703—Bellows
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Nursing (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Orthopedic Medicine & Surgery (AREA)
- Veterinary Medicine (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
- Materials For Medical Uses (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】従来の製造技術の溶接工程を追加することなく、品質の向上した物品と、製造効率の向上をもたらす。
【解決手段】オストミー装置部品を形成するための方法と装置であって、部品10の前もって形成された第1部分14を第2部分16に取り付けるための方法と装置である。第2部分16は、前もって形成された第1部分14に密接するように、ブロー成形によって形成される。前もって形成された第1部分14は、射出成形されたものである。この技術によって形成されたオストミー装置は、第1部分14と第2部分16とで構成されており。その少なくとも一方が、他方のパーツに一体成形されたブロー成形パーツである。
【選択図】図1
【解決手段】オストミー装置部品を形成するための方法と装置であって、部品10の前もって形成された第1部分14を第2部分16に取り付けるための方法と装置である。第2部分16は、前もって形成された第1部分14に密接するように、ブロー成形によって形成される。前もって形成された第1部分14は、射出成形されたものである。この技術によって形成されたオストミー装置は、第1部分14と第2部分16とで構成されており。その少なくとも一方が、他方のパーツに一体成形されたブロー成形パーツである。
【選択図】図1
Description
発明の分野
本発明は、例えば、オストミー装置用のプラスチック成形品の分野に関するものである。本発明の態様は、成形方法、成形装置に関し、且つ、オストミー装置で使用できる成形製品に関するものである。本発明は、特に、オストミー装置の部品をブロー成形するのに適用できるものである。
本発明は、例えば、オストミー装置用のプラスチック成形品の分野に関するものである。本発明の態様は、成形方法、成形装置に関し、且つ、オストミー装置で使用できる成形製品に関するものである。本発明は、特に、オストミー装置の部品をブロー成形するのに適用できるものである。
発明の背景
オストミー装置の技術的に特化した分野において、融合は、2つのプラスチック部品を1つに接合するために、一般的に使用される技術である。融合技術の例には、溶剤結合、加熱溶接、超音波溶接がある。これらの技術は、2つの部品が別々のパーツとして形成された後に、これら2つの部品を、少なくとも部分的に溶解して1つに融合することを、一般に、含んでいる。しかしながら、上記処理は、製造装置と処理工程との追加を必要とし、且つ、製造の高コスト化と複雑化を招くものである。また、時折生じる溶接失敗や異常のため、溶接部分の不具合や溶接部分からの漏れが生じる危険性がある。製造の複雑さ及び不具合の危険性は、一方又は両方の部品が、ブロー成形された部品である場合に、悪化する。ブロー成形された部品は、一般には、少なくとも部分的に変形可能な薄い壁を有しており、複雑な形状の溶接を困難にしている。オストメイトの使用中に不具合や漏れが生じることは、オストメイトを非常に困らせ、また、オストメイトにとって、非衛生的であるだけでなく、この高度に個人的分野の製品に対する顧客離れをも生じさせてしまう。
オストミー装置の技術的に特化した分野において、融合は、2つのプラスチック部品を1つに接合するために、一般的に使用される技術である。融合技術の例には、溶剤結合、加熱溶接、超音波溶接がある。これらの技術は、2つの部品が別々のパーツとして形成された後に、これら2つの部品を、少なくとも部分的に溶解して1つに融合することを、一般に、含んでいる。しかしながら、上記処理は、製造装置と処理工程との追加を必要とし、且つ、製造の高コスト化と複雑化を招くものである。また、時折生じる溶接失敗や異常のため、溶接部分の不具合や溶接部分からの漏れが生じる危険性がある。製造の複雑さ及び不具合の危険性は、一方又は両方の部品が、ブロー成形された部品である場合に、悪化する。ブロー成形された部品は、一般には、少なくとも部分的に変形可能な薄い壁を有しており、複雑な形状の溶接を困難にしている。オストメイトの使用中に不具合や漏れが生じることは、オストメイトを非常に困らせ、また、オストメイトにとって、非衛生的であるだけでなく、この高度に個人的分野の製品に対する顧客離れをも生じさせてしまう。
発明の概要
大まかに言うと、本発明の一形態においては、オストミー装置部品を形成する方法は、部品の(第2)部分を、前もって形成された(第1)部分に密接させるように、ブロー成形することを含むものである。
大まかに言うと、本発明の一形態においては、オストミー装置部品を形成する方法は、部品の(第2)部分を、前もって形成された(第1)部分に密接させるように、ブロー成形することを含むものである。
ブロー成形中に得られる密接は、成形処理後に溶接や他の融合工程を追加する必要なく、強く且つ永久的な接合を2つの部分の間に得ることができるようにすることができる。したがって、ブロー成形処理は、2つの効果、即ち、(i)ブロー成形(第2)部分に所望の形状を与える効果と、(ii)2つの部分を1つに接合する効果と、を同時に得ることができる。
それ故、本発明は、従来の製造技術の溶接工程を追加することなく、品質の向上した物品と、製造効率の向上と、をもたらすことができる。
ここで用いられるように、“ブロー成形”という用語は、内圧と外圧との圧力差を利用して、プラスチック本体(例えば、パリソン)を、膨張させ且つ取り囲んでいる型によって決まる形状に適合させる、任意の成形処理のことを意味する。
第2部分がブロー成形される材料は、第1部分とは別個独立の材料本体でも良い。第2部分がブロー成形される材料は、ブロー成形処理の前に、第1部分に取り付けられていなくても良い。
第1部分は、任意の前もって形成されたパーツであって良い。例えば、第1部分は、射出成形、ブロー成形、真空成形、機械加工、又は、鋳造により、前もって形成できる。あるいは、第1部分は、繊維や織物や不織布ポリマー材料の何れかで構成することができる。第1部分は、成形パーツや、例えば、プラスチックフィルムのようなシート材料でも良い。第1部分は、それ自体が、複数パーツから成る部分組立品でも良い。
第1部分は、一般に硬い(又は、少なくとも第2部分より硬い)もので良い。あるいは、第1部分は、実質的に柔軟(又は、少なくとも第2部分より柔軟)なものでも良い。
第1及び第2部分は、実質的に同一又は類似の融点を有する材料で形成しても良い。上記技術は、第1部分と第2部分との間に良好な接合を提供することが知られている。
第1部分は、第2部分と同一又は類似のプラスチック材料で構成しても良い。あるいは、第1及び第2部分用の材料は、異なるものでも良い。第1及び第2部分は、プラスチック接合や機械接合、又は、両者の組み合わせを達成できる。
大まかに言うと、本発明の第2態様は、上述した方法で用いることのできる成形装置に関するものである。該成形装置は、前もって形成された第1部分を収容するための、及び/又は、第1部分を前もって形成するための、第1成形領域と、第2部分のブロー成形形状を特定するための第2成形領域と、を備えている。
大まかに言うと、本発明の第3態様は、第1態様の方法及び/又は第2態様の成形装置によって製造された、オストミー装置部品を、提供することである。
大まかに言うと、本発明の第4態様は、少なくとも1つの部分(例えば、第2部分)がブロー成形パーツである、一体形成された第1及び第2部分を含む、オストミー装置部品を提供することである。
部品の第1及び第2部分は、前述の何れの特徴も含むことができる。
第1部分は、ある形態において、リング状部材及び/又は蓋部材で構成されている。第1部分は、対応する結合部材に結合するための結合部材として形造られている。更に、又は、代わりに、第2部分は、ある形態において、概ね管状部分で構成されている。管状部分は、該管状部分の軸に対して概ね平行な方向に、折りたたむことができ、及び/又は、伸ばすことができるものでも良い。管状部分は、開放端及び/又は閉塞端を有するものである。管状部分は、コンサーティーナ形、及び/又は、ベローズ形を有していても良い。管状部分は、柔軟な及び/又は曲げることができるものであっても良い。管状部分は、オストミー収集室を構成できるものである。
本発明の上述する態様は、所望により、個々に又は組み合わせて用いても良い。
本発明の他の態様、特徴、及び、利点は、添付の請求の範囲及び/又は、以下の説明及び図面に記述されている。保護は、ここに記載された、及び/又は、そこに強調されているか否かによらず図に示された、いずれの新規な特徴、及び/又は、特徴の組合せ、に対して主張される。
本発明の非限定的な好ましい実施形態について、単なる一例として、添付の図面を参照しつつ、以下に説明する。
好ましい実施例の詳細な説明
図1,図2を参照すると、オストミー装置用の部品10が示されている。部品10は、身体の排泄物の収集室を、少なくとも部分的に構成するものである。部品10は、第1部分14と、第1部分14から伸びた又は第1部分14に従属した第2部分16とを備えている。第1部分14は、概ねリング状のものである。第1部分14は、射出成形部品である。第1部分14は、部分的に、柔軟で及び/又は弾性的に変形可能であっても良いが、一般にははっきりした自然形状を有している。第2部分16は、概ね管状である。第2部分16は、ブロー成形部品である。第2部分16は、第1部分14よりも柔軟であり、軸方向に折り畳まれたり、伸ばされたりすることができるコンサーティーナベローズを構成している。部品10は、概ね円形の断面形状を有するように、図1に示されているが、任意の閉ループ形状を使用できる。第1部分14及び第2部分16の一方は、互いに接触する領域15において他方を取り囲むように作られている。
図1,図2を参照すると、オストミー装置用の部品10が示されている。部品10は、身体の排泄物の収集室を、少なくとも部分的に構成するものである。部品10は、第1部分14と、第1部分14から伸びた又は第1部分14に従属した第2部分16とを備えている。第1部分14は、概ねリング状のものである。第1部分14は、射出成形部品である。第1部分14は、部分的に、柔軟で及び/又は弾性的に変形可能であっても良いが、一般にははっきりした自然形状を有している。第2部分16は、概ね管状である。第2部分16は、ブロー成形部品である。第2部分16は、第1部分14よりも柔軟であり、軸方向に折り畳まれたり、伸ばされたりすることができるコンサーティーナベローズを構成している。部品10は、概ね円形の断面形状を有するように、図1に示されているが、任意の閉ループ形状を使用できる。第1部分14及び第2部分16の一方は、互いに接触する領域15において他方を取り囲むように作られている。
第1部分14は、管状の第2部分16の形状を支持するように作られている。第1部分14は、第2部分16のための構造的支持を提供するように作られている。第1部分14は、更に、又は、代わりに、対応する環状の結合部材(図2に符号18で仮想的に示されている図)に結合するための結合部材として作られている。第1部分14は、部品10を対応する部材18に取り外し可能に固定できるように、対応する結合部材18に取り外し可能に結合されるものである。第1部分14は、例えば、対応する部材18と取り外し可能にロック係合するための結合構造20を、含んでいる。結合構造20は、チャンネル22と、1以上の係止突起またはラッチ24と、を含んでおり、該係止突起又はラッチ24は、結合構造20の隣接する壁材に対して下を切り取られている。
第1部分14及び第2部分16は、実質的に同じ又は近似した融点を有する材料(例えば、プラスチック)でできている。第1部材14及び第2部材16は、同じ又は類似のプラスチック材料でできている。例えば、プラスチック材料としてが、エチレン酢酸ビニルでも良いが、所望により、広範な種類の初時の又は異なるプラスチックでも良い。
第1部分14は、射出成形によって形成するのが好ましい。例えば、第1部分14は、ブロー成形よりも射出成形による成形が向いている厚さ(例えば、約1mm以上)の、比較的厚い壁を有している。また、第1部分14の結合構造20は、射出成形には向いているがブロー成形では得ることが難しい複雑さを有している。それにひきかえ、第2部分16は、ブロー成形によって形成するのが好ましい。例えば、第2部分16は、射出成形よりもブロー成形による成形が向いている厚さ(例えば、約1mm以下、主として、0.1mm〜0.3mm)の、比較的薄い壁を有している。また、ブロー成形は、射出成形よりも遙かに少量のプラスチック材料で第2部分16を形成できるようにし、したがって、顕著な物的経済性をもたらす。
図3a−eは、図1及び図2の部品を形成するための成形装置30及び成形方法を示している。本実施形態では、第1部分14は、第2部分16より前に形成される。第1部分14は、第2部分16と、同じ成形装置で前もって形成しても良く、又は、異なる成形装置(図示せず)で前もって形成した後に、成形装置30に搬送しても良い。本実施形態では、第1部分14は、別々の成形装置(又は、少なくとも別々の型穴)で成形されるのが最良である、比較的複雑な形状を有している。
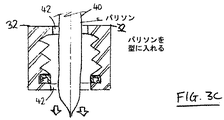
成形装置30は、一緒になってモールドキャビティ34を構成する型部材又は型殻32(例えば、型を半分にしたもの)で、一般に、構成されている。型殻32は、前もって形成された第1部分14を収容できるように形作られた、少なくとも1つの第1成形領域36と、第2部分16の最終形状を特定するように形作られた、少なくとも1つの第2成形領域38と、を備えている。本実施形態では、第1成形領域36は、前もって形成されたリング状の第1部分14を収容するための、環状の凹部又は溝で構成されている。第2成形領域38は、第2部分16のベローズ外形を特定するためのベローズ型表面38aと、第2部分16の第1部分14とは反対側で、第2部分16の半径方向の向きのリップ26を特定するためのリップ表面38bと、で構成されている。第2成形領域38は、完全に伸びた状態、部分的に伸びた状態、又は、完全に又は実質的に折りたたまれた状態、の何れかの状態にある、第2部分16を、成形するように形造られている。
図3aを参照すると、型殻32は、最初、キャビティ内部にアクセスできるように、開放(例えば、離れる向きに移動)される。図3bを参照すると、前もって形成された第1部分14は、第1成形領域36に挿入又は配置され、そして、型殻32は、閉じられる(例えば、互いの向きに移動される)。図3cを参照すると、押し出されたパリソン40は、1以上の開口42を通り抜けるように、成形装置30の中へ導かれる。図3d及び図3eを参照すると、パリソン40は、ガス(例えば、空気)をパリソン40内に吹き込むことによって、加熱され、拡張されて、第2成形領域38により特定される形状に、膨張され、適合されている。同時に、パリソン40は、第1成形領域36内に保持された、前もって形成された第1領域14に、密接させられて、第1部分14と第2部分16との間に、確実且つ永久的なモールド接合を形成する。
前もって形成された部分14に密接するように部品の部分16をブロー成形する上記技術は、2つの部分14と部分16との間に、良好な接合特性を提供することが、わかっている。ブロー成形作業は、2つの部分の材料を、しっかりと接触させ、また、優れた信頼性と再現性とを備えた、強く且つ均一な接合を、可能にし、常に高い製造品質をもたらす。その品質及び信頼性は、2つの部分を別々のパーツとして形成した後に、一つに溶接するという従来技術によって経済的に成し遂げられる場合よりも、優れている。上記溶接工程を避けることは、また、製造効率を改善することになる。なぜなら、専用の溶接装置と、2つの別々の部分を一つに接合するための溶接処理工程とが、もはや必要ではないからである。
ブロー成形技術としては、押し出しブロー成形、射出ブロー成形、真空成形、加圧成形、及び/又は、プラグアシスト熱成形の内、1以上のものを挙げることができる。
開示された実施形態では、第1部分14と第2部分16との隣接する面は、概ね平面である。あるいは、その接触面は、第1部分14と第2部分16との間の係合の度合いを増すために、締めたり、又は、エンボス加工したりしても良く、これによれば、接合強度を拡大することができる。
図4乃至図8は、例示の目的で、本発明の変形された実施形態を示している。既に説明した特徴部分に相当する箇所には、同じ参照番号を用いている。
図4は、第2形態の部品110を示している。部品110は、第1部分14が第2部分16の両端に設けられていること以外は、上述した部品10と同様のものである。各第1部分14は、それぞれの対応する部材(図4には示していない)に結合するための結合部材として形造られている。
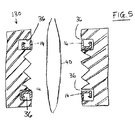
図5は、第2部品110を形成するための第2形態の成形装置130を示している。成形装置130は、モールドキャビティ34の両端部に、2つの前もって形成された第1部分14を収容するための、2つの第1成形領域36を備えている。成形装置130は、上述した装置30と同様に機能する。
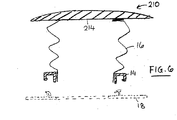
図6は、第3形態の部品210を示している。該部品は、第2部分16の一端が蓋部分214により閉じられること以外は、上述した部品10と同様のものである。蓋部分214は、第1部分14と同様に、射出成形される。蓋部分214は、第2部分の外側に横方向にのびている。蓋部分214は、第2部分16が折りたたまれると、対応する結合部材18を解除可能に係合するよう形作られている。
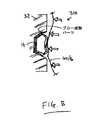
図7は、第3部品210を形成するための第3形態の成形装置230を示している。成形装置230は、上述した装置130と同様に、2つの第1成形領域36を備えている。パリソン40は、1つの開口42を通り抜け、また、第1部分14と同様に、蓋部分214に密接するように吹き込まれて、一端で閉じている管状のチャンバーを形成するように、形造られている。
図8は、第4形態の部品310の成形を示している。部品310は、第1部分14が射出成形以外の技術によって前もって形成されていること以外は、上述した部品10と同じである。上記射出成形以外の技術としては、ブロー成形、真空成形、機械加工、及び/又は、鋳造の内の、1以上のものが挙げられている。他の可能性としては、第1部分14が、繊維、織物、又は、不織布ポリマー材料の内の1つ以上で構成されても良い。更に、他の可能性としては、第1部分14が、例えば、プラスチックフィルムのような、シート材料であっても良い。
前述の実施形態では、リング状の第1部分14と管状の第2部分16とを備えた部品の形成について記述されているが、これは、単に例示する目的のためにすぎない。本発明は、オストミーの分野において、多種多様な異なる形状及び形態の部品を形成するのに用いることができる。
本発明の技術は、オストミー装置の分野において、特に有利且つ有益なものである。上記装置の製造は、使用が容易で使用感がよく、低コストで、軽量な装置を形成するという観点で、独自の試みを示すものである。同時に、安全性と衛生面は、装着者にとって、最も重要なことである。オストミー装置は、漏れに対して高品質であるべきであり、体内の排泄物を誤って放出することなく、身体の動作や不慮の衝撃に十分に耐えるよう丈夫であるべきである。本発明は、少なくとも1つのブロー成形されたパーツを含むマルチパーツ部品を、製造効率の良い処理によって、一体的に形成することができ、更に、オストミー装置の専門分野で要求される程度の強度と信頼性を達成するものである。
上述した説明は、本発明の好ましい形態を例示したにすぎない。多くの変形例、改良例、及び同等例が、本発明の範囲及び/又は精神の範囲内で使用できる。
Claims (22)
- オストミー装置部品を形成する方法であって、
部品の前もって形成された第1部分を供給すること、
第1部分と第2部分とを一つに接合させるために、(i)第2部分を形作り、(ii)第2部分を第1部分に密接させるように、部品の第2部分をブロー成形することを備えていることを特徴とする方法。 - 第2部分がブロー成形される材料が、ブロー成形処理の前に、第1部分とは別個独立のものである、請求項1記載の方法。
- 前もって形成された第1部分を供給する工程が、ブロー成形処理を行うための、成形装置の第1成形領域に、前もって形成された第1部分を導入する副工程を備えている、請求項1記載の方法。
- 前もって形成された第1部分を供給する工程が、第1部分を成形することを備えている、請求項1記載の方法。
- 第1部分を成形する工程が、第1部分を射出成形することを備えている、請求項4記載の方法。
- 第1部分と第2部分とが、実質同じ融点のプラスチック材料で構成されている、請求項1記載の方法。
- 第1部分が、複数パーツから成る部分組立品である、請求項1記載の方法。
- オストミー装置部品を形成する成形装置であって、成形装置は、複数の成形部分を備えており、該成形部分は、
部品の前もって形成された第1部分を収容するための第1成形領域と、
第1部分に密接する部品の第2部分を形成するためのブロー成形形状を特定する第2成形領域と、である、ことを特徴とする成形装置。 - 成形部分は、更に、第1部分とは別個独立したブロー成形パリソンを受け入れるための開口を包含している、請求項8記載の成形装置。
- 第1成形領域は、第2成形領域に隣接した凹部を備えている、請求項8記載の成形装置。
- 第1部分と、第1部分に一体形成された第2部分と、で構成されているオストミー装置部品であって、
前もって形成されたパーツとして第1部分を供給すること、第1部分と第2部分とを一つに接合させるために、(i)第2部分を形作り、(ii)第2部分を第1部分に密接させるように、部品の第2部分をブロー成形すること、を備えている方法によって形成されていることを特徴とする部品。 - 第1部分と第2部分とで構成されており、第2部分が、第1部分に一体成形されたブロー成形パーツであることを特徴とするオストミー装置部品。
- 第1部分と第2部分とが、実質同じプラスチックでできている、請求項12記載のオストミー装置部品。
- 第1部分と第2部分とが、実質同じ融点を有するプラスチックでできている、請求項12記載のオストミー装置部品。
- 第1部分又は第2部分が、相互接触領域において、実質他方を囲んでいる、請求項12記載のオストミー装置部品。
- 第2部分が管状部分を備えている、請求項12記載のオストミー装置部品。
- 管状部分が、軸方向に折りたたまれた状態と軸方向に伸びた状態との間で変形可能である、請求項16記載のオストミー装置部品。
- 第2部分が、コンサーティーナベローズ形状を有している、請求項12記載のオストミー装置部品。
- 第1部分が、リング状部材を備えている、請求項12記載のオストミー装置部品。
- 第1部分が、第2部分よりも硬い、請求項12記載のオストミー装置部品。
- 部品が、互いに間隔を開けて設けられた2つの上記第1部分を備えている、請求項12記載のオストミー装置部品。
- 部品が、身体の排泄物の収集室を構成する、請求項12記載のオストミー装置部品。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US56954304P | 2004-05-10 | 2004-05-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005334637A true JP2005334637A (ja) | 2005-12-08 |
| JP2005334637A5 JP2005334637A5 (ja) | 2008-06-19 |
Family
ID=34936027
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005137205A Withdrawn JP2005334637A (ja) | 2004-05-10 | 2005-05-10 | オストミー装置用プラスチック成形 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US20050258574A1 (ja) |
| EP (1) | EP1595683A3 (ja) |
| JP (1) | JP2005334637A (ja) |
| AU (1) | AU2005201960A1 (ja) |
| CA (1) | CA2506926A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019503805A (ja) * | 2016-02-05 | 2019-02-14 | ホリスター・インコーポレイテッドHollister Incorporated | オストミーパウチ及びオストミーパウチ出口 |
| WO2023095173A1 (en) * | 2021-11-27 | 2023-06-01 | Sunil Kumar Singh | An urostomy bag with a sensor to determine and communicate a urine level to user |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080269698A1 (en) * | 2007-04-25 | 2008-10-30 | Bristol-Myers Squibb Company | Ostomy appliance collector |
| EP1985267B1 (en) | 2007-04-26 | 2013-12-25 | ConvaTec Technologies Inc. | Ostomy appliance collector |
| RU2656014C2 (ru) * | 2012-10-23 | 2018-05-30 | Колопласт А/С | Выдувное формование стомных мешков |
| CN108135726B (zh) | 2015-10-20 | 2020-11-20 | 科洛普拉斯特公司 | 造口术器具 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2448938A (en) * | 1945-09-25 | 1948-09-07 | Wayne Anthony | Sanitary protective appliance |
| SE7405488L (ja) * | 1973-05-24 | 1975-01-16 | Mauser Kg | |
| US4233977A (en) * | 1978-12-28 | 1980-11-18 | Howmedica, Inc. | Closure means for collection appliances |
| US4846820A (en) * | 1982-06-24 | 1989-07-11 | E. R. Squibb & Sons | Ostomy device |
| US4784656A (en) * | 1985-05-02 | 1988-11-15 | Christian Delores J | Fecal incontinence receptacle and methods of use |
| US4648875A (en) * | 1985-07-26 | 1987-03-10 | E. R. Squibb & Sons, Inc. | Ostomy bag coupling |
| NL8602159A (nl) * | 1986-08-26 | 1988-03-16 | Gen Electric | Structuur uit polyalkyleenftalaatlaag en polystyreenlaag. |
| US5015244A (en) * | 1988-11-08 | 1991-05-14 | Smiths Industries Public Limited Company | Adhesive ring assemblies for collection bags |
| US5248307A (en) * | 1991-04-02 | 1993-09-28 | Sokoloff Daniel O | Fluid shield |
| US5133591A (en) * | 1991-05-30 | 1992-07-28 | Semco Plastic Company, Inc. | Blow-molded plastic wheel and method for manufacturing same |
| US5167651A (en) * | 1992-01-22 | 1992-12-01 | Hollister Incorporated | Two-piece ostomy appliance and bistable coupling ring therefor |
| DK75993D0 (da) * | 1993-06-25 | 1993-06-25 | Ole Jensen | A ostomy appliance comprising a flexible pouch and a faceplate, a flexible pouch of an ostomy appliance, and a faceplate of an ostomy appliance |
| US5607413A (en) * | 1996-03-12 | 1997-03-04 | Dansac A/S | Convex ostomy faceplate with floating flange and finger recess |
| US5769794A (en) * | 1996-09-04 | 1998-06-23 | Smith & Nephew Endoscopy, Inc | Tissue retrieval bag and method for removing cancerous tissue |
| US6099788A (en) | 1997-12-19 | 2000-08-08 | Salflex Polymers Ltd. | Method of making a protective boot for an automotive component |
| DE19921555B4 (de) * | 1998-05-22 | 2007-06-28 | Schwegmann, Rolf, Dipl.-Des. | Verschluß für einen künstlichen Darmausgang |
| US6695809B1 (en) * | 1999-09-13 | 2004-02-24 | Advanced Cardiovascular Systems, Inc. | Catheter balloon with a discontinuous elastomeric outer layer |
| GB2358157B (en) * | 2000-01-05 | 2004-09-29 | Draftex Ind Ltd | Blow-moulded articles and blow-moulding methods for producing them |
| US6589220B2 (en) * | 2001-07-09 | 2003-07-08 | Joyce Mae Taylor | Disposable container for emesis |
| US6668388B2 (en) | 2001-09-10 | 2003-12-30 | Yamamoto Limited | Retractable and disposable urinal |
-
2005
- 2005-05-02 EP EP05009563A patent/EP1595683A3/en not_active Withdrawn
- 2005-05-03 US US11/120,762 patent/US20050258574A1/en not_active Abandoned
- 2005-05-09 CA CA002506926A patent/CA2506926A1/en not_active Abandoned
- 2005-05-09 AU AU2005201960A patent/AU2005201960A1/en not_active Abandoned
- 2005-05-10 JP JP2005137205A patent/JP2005334637A/ja not_active Withdrawn
-
2007
- 2007-03-14 US US11/686,096 patent/US20070156105A1/en not_active Abandoned
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019503805A (ja) * | 2016-02-05 | 2019-02-14 | ホリスター・インコーポレイテッドHollister Incorporated | オストミーパウチ及びオストミーパウチ出口 |
| JP6993977B2 (ja) | 2016-02-05 | 2022-01-14 | ホリスター・インコーポレイテッド | オストミーパウチ及びオストミーパウチ出口 |
| WO2023095173A1 (en) * | 2021-11-27 | 2023-06-01 | Sunil Kumar Singh | An urostomy bag with a sensor to determine and communicate a urine level to user |
Also Published As
| Publication number | Publication date |
|---|---|
| US20070156105A1 (en) | 2007-07-05 |
| EP1595683A3 (en) | 2008-02-20 |
| AU2005201960A1 (en) | 2005-11-24 |
| EP1595683A2 (en) | 2005-11-16 |
| US20050258574A1 (en) | 2005-11-24 |
| CA2506926A1 (en) | 2005-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH11227475A (ja) | クリーン・エア・ダクトおよびその製造方法 | |
| JP2005334637A (ja) | オストミー装置用プラスチック成形 | |
| JPH10502881A (ja) | クリーン・エア・ダクトおよびその製造方法 | |
| JPH10115263A (ja) | クリーン・エア・ダクトおよびその製造方法 | |
| KR20070097509A (ko) | 하나 이상의 접합부를 포함하는 다중층 중공체의 제조 공정및 장치 | |
| JP4509515B2 (ja) | コネクタパイプを有するブロー成形中空体及びその製造方法 | |
| JPH048212B2 (ja) | ||
| JP4109276B2 (ja) | ジョイントブーツの製造方法 | |
| JP3327442B2 (ja) | フューエルフィラーパイプの製造方法 | |
| JPH0577337A (ja) | 樹脂ホース及びその製造方法 | |
| JP5223257B2 (ja) | 樹脂中空成形体の製造方法 | |
| JP4081106B2 (ja) | ジョイントブーツの製造方法 | |
| CA2225417A1 (en) | Method and apparatus for processing a tubular container | |
| JP3762393B2 (ja) | リブパイプ用継手の製法 | |
| JP4291302B2 (ja) | ジョイントブーツの製造方法 | |
| JP2537426Y2 (ja) | フランジ付ダクト | |
| JP2001199221A (ja) | 車両用ダクト及びその製造方法 | |
| JPH033398Y2 (ja) | ||
| JPS6210817B2 (ja) | ||
| JPH02167720A (ja) | インサート部材の密封成形方法 | |
| JPH08187769A (ja) | ブロー成形用金型及び中空成形体の製造方法 | |
| JP2021020396A (ja) | ダクト及びその製造方法 | |
| JPH11277615A (ja) | 取手付容器およびその製造方法 | |
| JP2010155462A (ja) | コネクタパイプを有するブロー成形中空体及びその製造方法 | |
| JP2007015149A (ja) | ジョイントブーツの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080501 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080501 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20091228 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20100716 |