JP2005298930A - 表面凹凸を有するチタン材およびその製造方法 - Google Patents
表面凹凸を有するチタン材およびその製造方法 Download PDFInfo
- Publication number
- JP2005298930A JP2005298930A JP2004118960A JP2004118960A JP2005298930A JP 2005298930 A JP2005298930 A JP 2005298930A JP 2004118960 A JP2004118960 A JP 2004118960A JP 2004118960 A JP2004118960 A JP 2004118960A JP 2005298930 A JP2005298930 A JP 2005298930A
- Authority
- JP
- Japan
- Prior art keywords
- titanium
- titanium material
- atmosphere
- oxide film
- nitride film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Landscapes
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- ing And Chemical Polishing (AREA)
- Metal Rolling (AREA)
Abstract
【課題】 従来のダルロール仕上げや酸洗仕上げなどの表面凹凸と比較して、表面積を高めるため、Raが同等以上で且つRa/Smが大きい表面、つまり深度が深く且つ密度が高い凹凸を有するチタン材、さらには潤滑性を高めたチタン材、並びにこれらの製造方法を提供する。
【解決手段】 表面の算術平均粗さRaが1.5〜5.0μmでRaと凹凸平均間隔Smの比Ra/Smが0.018〜0.05であることを特徴として、さらにはその表面に酸化膜や窒化膜を有することによって、チタン材の表面積を高め潤滑性を良くすることができる。また、その製造方法は、酸化雰囲気中または窒化雰囲気中または酸化且つ窒化雰囲気中で加熱して酸化膜または窒化膜を表面に形成したチタン材を曲げあるいは引っ張った後に、金属チタンが可溶な酸水溶液で溶削することを特徴とする。さらには、この後に酸化または窒化処理を施すことを特徴とする。
【選択図】 図2
【解決手段】 表面の算術平均粗さRaが1.5〜5.0μmでRaと凹凸平均間隔Smの比Ra/Smが0.018〜0.05であることを特徴として、さらにはその表面に酸化膜や窒化膜を有することによって、チタン材の表面積を高め潤滑性を良くすることができる。また、その製造方法は、酸化雰囲気中または窒化雰囲気中または酸化且つ窒化雰囲気中で加熱して酸化膜または窒化膜を表面に形成したチタン材を曲げあるいは引っ張った後に、金属チタンが可溶な酸水溶液で溶削することを特徴とする。さらには、この後に酸化または窒化処理を施すことを特徴とする。
【選択図】 図2
Description
本発明は、表面に深度が深く且つ密度が高い凹凸を有するチタン材およびその凹凸の形成方法に関する。加えて、この凹凸の凸部頂上が、平坦であり、窒化膜あるいは酸化膜を有するなどの特徴あるチタン材およびその製造方法に関する。
チタンは耐食性に優れていることから、熱交換器や電極材に使用されている。熱交換器では熱交換効率、電極材では反応効率や白金メッキ性を高めるために、凹凸を有し表面積が大きなチタン材が求められている。またチタン材にプレス成形や鍛造など冷間成形を施す際には、表面に潤滑油を担保する凹みがある材料が有利とされている。
従来、チタン材の表面に凹凸を形成する方法として、凹凸を付けたロールでチタン材を圧延する方法いわゆるダルロール仕上げ(特許文献1と特許文献2を参照)と、硝酸とフッ酸の混合水溶液(以降、硝フッ酸水溶液)で溶削する方法いわゆる酸洗仕上げ(特許文献3を参照)がある。
一方で、チタンはプレス成形工具や加工工具と焼き付きやすいため、チタン表面にチタン酸化膜(以降、酸化膜)やチタン窒化膜(以降、窒化膜)を形成することによって潤滑性を向上する方法が知られている。従来、チタン表面の酸化膜を陽極酸化によって形成してプレス成形性を高めたもの(特許文献4と特許文献5を参照)、大気酸化によって形成して潤滑性を高めたもの(非特許文献1を参照)がある。また窒素雰囲気で加熱することによってチタン表面に窒化膜を形成し潤滑性とプレス成形性を高めたものがある(非特許文献2と非特許文献3を参照)。
ダルロール仕上げである特許文献1では、その実施例にて製品板の表面粗度Ra(平均粗さ)が0.044〜0.25μmと比較的小さい。これに対して、同様のダルロール仕上げである特許文献2では、その実施例にて、圧延材の算術平均粗さRaが0.10〜4.5μmと大きく、凹凸の平均間隔Smが100〜680μm、RaとSmの比Ra/Smが0.0007〜0.0153であるチタン板が示されている。ダルロール仕上げは、主にスチール粒やアルミナ粒でロール表面をショットブラストすることによって凹凸を形成して、その凹凸を圧延材へ転写するものである。ショットブラストによって形成されるロール表面の凹凸はショット粒のサイズに依存するため、ロール表面のRaが大きして凹凸を深くするとSmも同時に大きくなる。したがって、ロール表面の凹凸が圧延材に転写されて圧延材表面の凹凸が形成されることから、圧延材も同様にRaが大きくなるとSmが大きくなる。この傾向は特許文献2の実施例からもわかる。つまり、従来のダルロール仕上げではRaとRa/Smを同時に高めても、Raが0.1〜4.5μm程度でRa/Smが約0.015以下の凹凸である。
酸洗仕上げである特許文献3では、チタンを硝フッ酸水溶液で溶削することによって凹凸を形成するものであり、硝フッ酸水溶液のフッ酸濃度に対する硝酸濃度の比率を所定の範囲にすることによってチタン表面の最大粗さRmaxが14〜20μmとなることが示されている(特許文献3の図1を参照)。RaはRmaxの約十分の一に相当することから、Raは1.4〜2.0μmであると推測される。また特許文献3では結晶粒を微細にすることによって単位長さ当たりの凹凸個数が多くなることが示されている。種々結晶粒径のチタン材を特許文献3の硝フッ酸酸洗条件にて溶削した表面を作製して、そのRaとSmを測定すると、Raが1〜3μm、Smが60〜200μm、Ra/Smが0.004〜0.015であった。この結果から、従来の酸洗仕上げではRaとRa/Smを高めても、Raが1〜3μm程度でRa/Smが約0.015以下の凹凸である。ここで特許文献3の溶削前のチタン材は、真空もしくはアルゴン等の不活性ガス雰囲気で焼鈍したもの、あるいは大気焼鈍後にソルト処理したものであり、このいずれもが硝フッ酸水溶液中でむら無く全面が溶削される表面である。
以上より、Ra/Smが大きいほど、凹凸は深く(Raが大きく)ピッチが狭い(Smが小さい)ことから表面積も大きくなるが、従来法であるダルロール仕上げや酸洗仕上げではRaが大きくとも1〜4.5μm程度でRa/Smが約0.015以下である。同等なRaであってもRa/Smをもっと大きく(Smをもっと小さく)できればさらに表面積が大きくすることができる。
また、表面の凹凸はプレス成形や鍛造など冷間成形時に潤滑油を担保する効果から考えると、その凹みが深く存在密度が大きいほどより多くの潤滑油が担保されることになり潤滑性は高まる。つまりRaが大きくSmが小さい方(Ra/Smが大きい方)が好ましく、これは表面積を大きくする表面凹凸の形態と共通する。
表面の潤滑性を高めるためチタン表面に酸化膜を形成する特許文献4と特許文献5と非特許文献1、窒化膜を形成する非特許文献2と非特許文献3では、酸化膜や窒化膜を形成する前のチタン表面の凹凸形状については特に限定していないか、あるいは一般的な通常の冷間圧延肌や酸洗仕上げ肌を用いたものが示されている。したがって、特許文献4、特許文献5、非特許文献1、非特許文献2、非特許文献3では、深い表面凹凸を形成した表面であったとしても上述した従来のダルロール仕上げか酸洗仕上げと同程度のRaやSmであると考えられ、従来よりもRaが大きくSmが小さい(Ra/Smが大きい)凹凸を形成することができれば潤滑油の担保性が良くなりさらに潤滑性や成形性を高めることができる。
以上のことから、本発明の目的は、従来技術であるダルロール仕上げや酸洗仕上げなどの表面凹凸と比較して、Raが同等以上で且つRa/Smが大きい表面、つまり深度が深く且つ密度が高い凹凸を有するチタン材、さらにその表面に酸化膜や窒化膜を有し潤滑性を高めたチタン材、並びにこれらの製造方法を提供するものである。
上記課題を解決するための本発明の要旨は、以下のとおりである。
(1) 表面の算術平均粗さRaが1.5〜5.0μmであり、Raと凹凸平均間隔Smの比Ra/Smが0.018〜0.05であることを特徴とする、表面凹凸を有するチタン材。
(2) 前記表面の凸部頂上が平坦であることを特徴とする、上記(1)に記載の表面凹凸を有するチタン材。
(3) 前記表面の凸部頂上の表面に窒化膜または酸化膜を有することを特徴とする、上記(1)または(2)に記載の表面凹凸を有するチタン材。
(4) 前記表面に窒化膜または酸化膜を有することを特徴とする、上記(1)または(2)に記載の表面凹凸を有するチタン材。
(5) 酸化雰囲気中、窒化雰囲気中、または酸化且つ窒化雰囲気中で加熱したチタン材を曲げあるいは引っ張った後に、金属チタンが可溶な酸水溶液で溶削することを特徴とする、表面凹凸を有するチタン材の製造方法。
(6) 前記溶削後に、さらに、酸化雰囲気中、窒化雰囲気中、または酸化且つ窒化雰囲気中で加熱することを特徴とする、上記(5)に記載の表面凹凸を有するチタン材の製造方法。
(7) 前記溶削後に、さらに、陽極酸化処理を施すことを特徴とする、上記(5)に記載の表面凹凸を有するチタン材の製造方法。
(1) 表面の算術平均粗さRaが1.5〜5.0μmであり、Raと凹凸平均間隔Smの比Ra/Smが0.018〜0.05であることを特徴とする、表面凹凸を有するチタン材。
(2) 前記表面の凸部頂上が平坦であることを特徴とする、上記(1)に記載の表面凹凸を有するチタン材。
(3) 前記表面の凸部頂上の表面に窒化膜または酸化膜を有することを特徴とする、上記(1)または(2)に記載の表面凹凸を有するチタン材。
(4) 前記表面に窒化膜または酸化膜を有することを特徴とする、上記(1)または(2)に記載の表面凹凸を有するチタン材。
(5) 酸化雰囲気中、窒化雰囲気中、または酸化且つ窒化雰囲気中で加熱したチタン材を曲げあるいは引っ張った後に、金属チタンが可溶な酸水溶液で溶削することを特徴とする、表面凹凸を有するチタン材の製造方法。
(6) 前記溶削後に、さらに、酸化雰囲気中、窒化雰囲気中、または酸化且つ窒化雰囲気中で加熱することを特徴とする、上記(5)に記載の表面凹凸を有するチタン材の製造方法。
(7) 前記溶削後に、さらに、陽極酸化処理を施すことを特徴とする、上記(5)に記載の表面凹凸を有するチタン材の製造方法。
ここで、(3)、(4)の酸化膜または窒化膜とは、酸素が濃化した皮膜、窒素が濃化した皮膜であり、酸素と窒素の両方が濃化した皮膜もこれに含まれる。
(5)、(6)、(7)において、酸化雰囲気中とは加熱によってチタン表面に酸化膜が形成される雰囲気のことであり、例えば大気、Ar等の不活性ガスに酸素を混入させた雰囲気などである。窒化雰囲気中とは加熱によってチタン表面に窒化膜が形成される雰囲気のことであり、例えば窒素ガス雰囲気である。酸化且つ窒化雰囲気中とは加熱によってチタン表面に酸素と窒素の両方が濃化した皮膜が形成される雰囲気のことであり、例えば窒素ガス中に酸素を微量混入させた雰囲気などである。また、金属チタンが可溶な酸水溶液とは、金属チタンが溶解できれば特に限定するものではなく、フッ酸水溶液、塩酸水溶液、硝フッ酸水溶液があるが、溶削能率と水素吸収抑制を考慮すると硝フッ酸水溶液が好ましい。
(1)〜(7)のチタン材とは、工業用純チタンをはじめTi−0.5Ni−0.05Ru(JISの21種と22種)やTi−3Al−2.5V(JISの61種)やTi−15V−3Cr−3Sn−3Alなどのチタン合金からなる板、棒線、成形加工品などが含まれる。
本発明によって、従来のダルロール仕上げや酸洗仕上げなどの表面凹凸と比較して、Raが同等以上で且つRa/Smが大きい表面、つまり深度が深く且つ密度が高い凹凸を有するチタン材、さらにその表面に酸化膜や窒化膜を有し潤滑性を高めたチタン材、並びにこれらの製造方法を提供することができる。
本発明者らは、チタン材の表面に深度が深く且つ密度が高い凹凸、つまりRaが大きく且つSmが小さい(Ra/Smが大きい)凹凸を形成する方法について、鋭意研究を重ねた結果、加熱によって酸化膜や窒化膜を形成した後これらの皮膜に微細な割れを導入して金属チタンが可溶な酸水溶液中で溶削することによって、溶削されにくい酸化膜や窒化膜が存在する部分と微細割れによって金属チタンが露呈して溶削されやすい部分との間に溶削速度の差が生じて、所要の凹凸が得られることを見出した。この方法によって、従来からのダルロール仕上げや酸洗仕上げによって形成される凹凸と比べて、Raが同等以上で且つRa/Smが大きな表面が得られることを見出した。
本発明の表面は、表面積が大きなことはもとより、潤滑油の担保性が高まり潤滑性も良くなること、酸化膜や窒化膜を表面に残存させるあるいは形成することよってさらに潤滑性が良くなることを見出した。
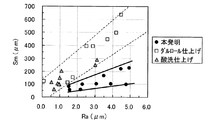
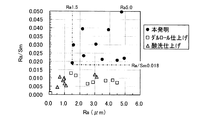
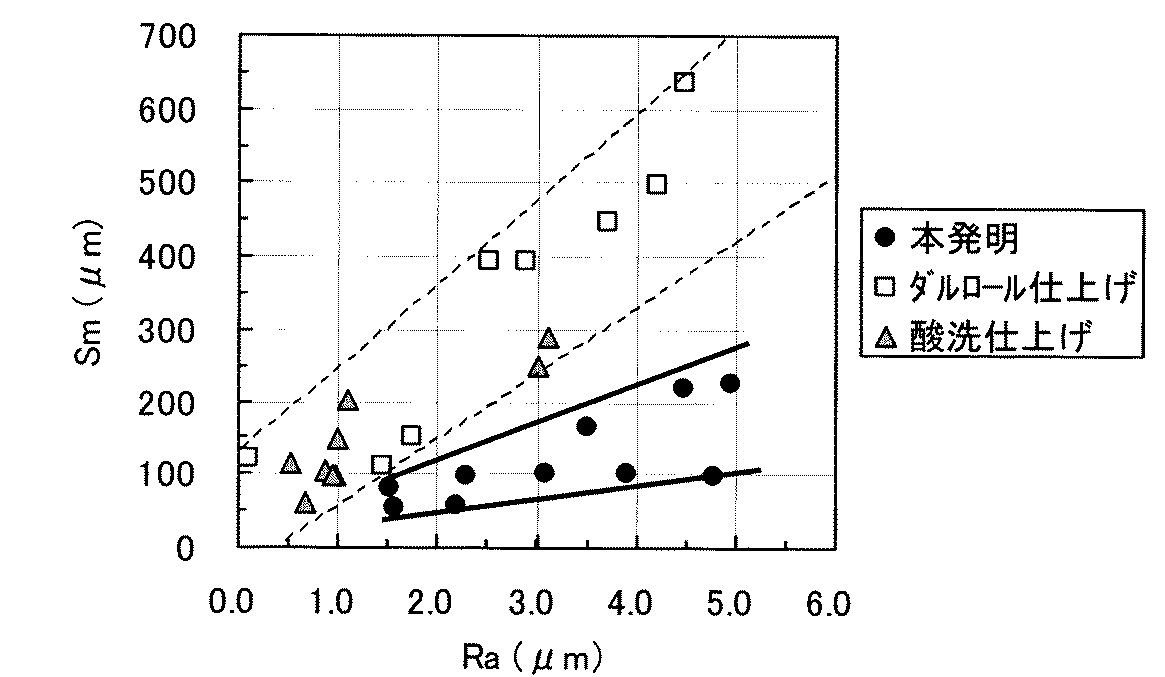
まず、表面凹凸の特徴について説明する。チタン板種々表面仕上げの表面のRaとSmの関係を図1に、RaとRa/Smの関係を図2に示す。RaとSmは二次元粗さ計で測定長さ4mmにて3点測定した値の平均値を用いた。ここでチタン板は厚み0.5mmに冷間圧延した工業用純チタンJIS1種板を用いて、従来製造方法であるダルロール仕上げと酸洗仕上げ、および本発明の表面仕上げ(硝フッ酸水溶液溶削まま)を施したものを用いた。冷間圧延以降の各製造工程を各々以下A、B、Cに示す。
A.ダルロール仕上げ
冷間圧延→バッチ式真空焼鈍→種々条件でショットブラストを施したロールを用いてスキンパス圧延
ショットブラストの投射粒や圧力によってスキンパス圧延ロールの表面粗さを調整してチタン板の表面を種々調整した。
B.酸洗仕上げ
冷間圧延→バッチ式真空焼鈍→硝フッ酸水溶液に浸漬して溶削
または、冷間圧延→大気焼鈍→ソルト処理→硝フッ酸水溶液に浸漬して溶削
チタン板の結晶粒径と硝フッ酸水溶液の濃度によってチタン板表面を調整した。
C.本発明の表面仕上げ(硝フッ酸水溶液溶削まま)
冷間圧延→酸化雰囲気中で焼鈍→曲げおよび引っ張り→硝フッ酸水溶液に浸漬して溶削
または、冷間圧延→窒化雰囲気中で焼鈍→曲げおよび引っ張り→硝フッ酸水溶液に浸漬して溶削
冷間圧延→バッチ式真空焼鈍→種々条件でショットブラストを施したロールを用いてスキンパス圧延
ショットブラストの投射粒や圧力によってスキンパス圧延ロールの表面粗さを調整してチタン板の表面を種々調整した。
B.酸洗仕上げ
冷間圧延→バッチ式真空焼鈍→硝フッ酸水溶液に浸漬して溶削
または、冷間圧延→大気焼鈍→ソルト処理→硝フッ酸水溶液に浸漬して溶削
チタン板の結晶粒径と硝フッ酸水溶液の濃度によってチタン板表面を調整した。
C.本発明の表面仕上げ(硝フッ酸水溶液溶削まま)
冷間圧延→酸化雰囲気中で焼鈍→曲げおよび引っ張り→硝フッ酸水溶液に浸漬して溶削
または、冷間圧延→窒化雰囲気中で焼鈍→曲げおよび引っ張り→硝フッ酸水溶液に浸漬して溶削
図1に示すようにRaとSmの分布は、ダルロール仕上げ(□)と酸洗仕上げ(▲)は点線で示した右上がりのバンド内にあるが、本発明の表面仕上げ(●)はこれよりも傾きが小さく太実線のバンド内にありRaが同等であってもSmが小さく凹凸の密度が高いことがわかる。Ra/Smで整理すると、図2に示すようにダルロール仕上げ(□)や酸洗仕上げ(▲)ではRa/Smが0.013以下であるのに対して、本発明の表面仕上げ(●)では0.018以上0.05以下と高い。
凹凸を底辺長さSmで高さ2×Raの二等辺三角と仮定すると、単位長さ1当たりに1/Sm個の三角形が存在することになり、その表面長さ(底辺を除く辺の和)は二等辺三角形一つで2×√((Sm/2)2+(2Ra)2)となることから、単位長さ1に対して表面長さは1/Sm×2×√((Sm/2)2+(2Ra)2)=√(1+16×(Ra/Sm)2)となる。したがって、単位面積1×1当たりの表面積は、√(1+16×(Ra/Sm)2)の二乗、つまり1+16×(Ra/Sm)2と見積もることができる。故にRa/Smが大きいほど表面積は大きくなり、図2に示したように本発明の表面仕上げは他の仕上げよりもRa/Smが大きいことから表面積も大きい。以降、1+16×(Ra/Sm)2を計算表面積と呼ぶ。
従来のダルロール仕上げや酸洗仕上げではRa/Smが高い場合でも図2より0.013程度であり、平滑表面(Ra/Sm=0で計算表面積=1)に対する計算表面積の増加率は0.3%にとどまる。これに対して、計算表面積の増加率が0.5%以上となる、Ra/Sm0.018以上を本発明の基準にした。そのとき、本発明の表面仕上げにおいてもRaが0.15μm未満になると図1の点線の領域に近づきRa/Smが0.018未満となる可能性がある。また、本発明の表面仕上げでは製造工程Cにおいて、5.0μmを超えるRaや0.05を超えるRa/Smを得ることはできなかった。
図3にチタン板種々表面仕上げを二次元粗さ計で測定した表面粗さプロファイルを示す。図3の(a)はダルロール仕上げの例、(b)は酸洗仕上げの例、(c)と(d)は本発明の表面仕上げの例である。これらの表面粗さプロファイルからも、ダルロール仕上げと酸洗仕上げに比べて、本発明の表面仕上げは凹凸深さが同等以上で凹凸の密度が高いことがわかる。図3の(c)に凸部頂上は平坦であり、硝フッ酸水溶液に浸漬した際に溶削されずに元の表面が残存した部分であることから、溶削速度の差によって深い凹凸が形成されていることがわかる。同じRa、Smの場合、凹凸形状が三角形よりも矩形あるいは台形の方が表面積はより大きくなることから、凸部頂上が平坦な方が表面積を大きくするのに有利である。
図4にチタン板種々表面仕上げの摩擦係数を示す。摩擦係数はSKD11製ダイスにチタン板を挟み、引き抜き、その際の引き抜き荷重を測定して求めた。なお、潤滑油にはプレス成形に用いられるものを使用した。ここで図中の「仕上げまま」とは上述に製造工程A、B、Cにて仕上げたままの表面であり、製造工程A、B、Cの後に、さらに酸化雰囲気で加熱処理したものを「プラス酸化雰囲気加熱処理」、窒化雰囲気で加熱処理したものを「プラス窒化雰囲気加熱処理」、陽極酸化処理したものを「プラス陽極酸化処理」とした。酸化雰囲気は大気中、窒化雰囲気は窒素ガス中、いずれも600℃で1分間加熱した。陽極酸化処理はリン酸水溶液中で80Vの定電圧を印加した。
まず、図4の「仕上げまま(白抜き棒)」を比較すると、ダルロール仕上げと酸洗仕上げに比べて、同等なRaであっても本発明の方が摩擦係数は0.11以下と小さく潤滑性が良い。これは、本発明のRa/Smが他の表面仕上げよりも大きく潤滑油の担保性が高いこと、さらに表面凹凸の凸部頂上に残存する酸化膜や窒化膜の潤滑効果による。本発明では硝フッ酸水溶液に浸漬する前は酸化膜や窒化膜によって表面は着色されており、硝フッ酸水溶液に浸漬した後(仕上げまま)もその色合いは薄くなるものの、通常の酸洗仕上げである白い色と比べて目視にて識別できるほどに着色している。この色調から本発明の「仕上げまま」において酸化膜や窒化膜が凸部頂上に残存していると考えられる。加えて、目視にて着色している本発明の「仕上げまま」表面を直径2mmの領域にて、グロー放電発光分光分析(略称GDS)にて深さ方向の酸素と窒素の濃度分布を測定すると、酸洗仕上げに比べて表層部の酸素や窒素の濃度が高いことから、酸化膜や窒化膜が凸部頂上に残存していると判断できる。
続いて、図4の「プラス酸化雰囲気加熱処理(灰色の棒)」、「プラス窒化雰囲気加熱処理(黒色の棒)」、「プラス陽極酸化処理(斜線の棒)」を比較すると、本発明の方が摩擦係数は0.04以下と小さく、これは同様の酸化または窒化処理を施してもRa/Smが大きい本発明の方が潤滑油の担保性が高いためである。また本発明内でも「仕上げまま」に比べて、酸化または窒化処理をプラスすることによって、摩擦係数をさらに低くすることができる。これは酸化膜や窒化膜が残存している凸部頂上以外に全表面に酸化膜や窒化膜を形成させることによって、該皮膜の潤滑効果をさらに高めた結果である。
以上より、計算表面積の増加率が0.5%以上となるRa/Sm0.018以上を本発明の基準としたとき、Raが1.5〜5.0μmのとき、Ra/Smが0.018〜0.05となり且つ摩擦係数も低く、その一方で製造工程Cにて得ることができたRa上限は5.0μm、Ra/Sm上限は0.05であることから、本発明の請求項1では、チタン材の表面のRaを1.5〜5.0μm、Ra/Smを0.018〜0.05とした。
本発明の請求項2では、より表面積が大きくなることから、請求項1に加えてチタン材の表面凹凸の凸部頂上が平坦であることとした。さらに、本発明の請求項3では凸部頂上に残存した酸化膜または窒化膜に潤滑効果があることから、凸部頂上の表面に窒化膜または酸化膜を有することとした。さらに、本発明の請求項4では、より摩擦係数が低くなることから、凸部のみではなく表面に窒化膜または酸化膜を有することとした。
以上、本発明の実施形態について、工業用純チタンJIS1種板を用いて説明してきたが、チタン合金においても同様の効果が得られており、板以外の形状、例えば棒線や管でもその効果は同様である。
次に製造方法について説明する。
まず、硝フッ酸水溶液に代表される金属チタンが可溶な酸水溶液に対して、難溶削である酸化膜または窒化膜(酸化且つ窒化された膜も含む)をチタン材表面に形成する必要がある。酸化膜や窒化膜を形成する方法には、チタン酸化物やチタン窒化物をチタン材表面に蒸着あるいはイオンプレーティングする方法があるがコイル状の板や線材などサイズが大きなものに処理を施すには大型設備など費用がかかる。安価に連続処理が可能な方法として、本発明の請求項5、請求項6、請求項7では、まずは酸化雰囲気中または窒化雰囲気中または酸化且つ窒化雰囲気中でチタン材を加熱することとした。酸化雰囲気、窒化雰囲気、酸化且つ窒化雰囲気、そして加熱温度と時間は、チタン表面に酸化膜または窒化膜が形成されて目視にて着色が識別できる条件であれば、特に限定するものではない。加熱にて着色されなかった表面では酸化膜や窒化膜が薄いために溶削速度差がほとんどなく通常の酸洗仕上げと同じになる場合がある。なお、酸化処理には陽極酸化法があるが、その酸化膜は硝フッ酸水溶液で容易に除去されるために金属チタンとの間に溶削速度差がほとんどなく、通常の酸洗仕上げと同じ表面が形成されてしまう。
この加熱処理によって酸化膜または窒化膜を形成するとともに加工後の焼鈍を兼ねた方が効率的であることから、加熱温度は、工業用純チタンとα型チタン合金とα+β型チタン合金では600℃以上β変態点未満が、β型チタン合金では600℃以上950℃以下が好ましい。その際、酸化雰囲気は大気あるいは真空度10-2Torr以上の雰囲気あるいは50ppm以上の酸素ガスを含むか露点が−40℃以上のアルゴンガス、窒化雰囲気は窒素ガス、酸化且つ窒化雰囲気は50ppm以上の酸素ガスを含むか露点が−40℃以上の窒素ガスが好ましい。
次に酸化膜または窒化膜を加熱によって形成した後に、これらの皮膜に微細な割れを導入するため、本発明の請求項5、請求項6、請求項7では、この加熱処理の後にチタン材を曲げあるいは引っ張ることとした。酸化膜や窒化膜は母材金属チタンよりも変形能が小さいことから、板コイルが通常通板されるテンションレベラーなどの矯正によっても微細な割れを導入することが可能であり、その場合、伸び率で0.2%以上の変形を加えれば十分である。また、板などにおいてこの後の成形性を考慮すると加工硬化を抑える必要があるため、伸び率は10%以下が好ましい。以上のことから、伸び率0.2〜10%の曲げや引っ張りを加えることが好ましい。
酸化膜または窒化膜に微細な割れを導入した後に、チタン材を溶削する場合、金属チタンと酸化膜または窒化膜の間に溶削速度差が生じれば良いことから、本発明の請求項5、請求項6、請求項7では、金属チタンが可溶な酸水溶液でチタン材を溶削することとした。金属チタンが可溶な酸水溶液とは、金属チタンが溶解できれば特に限定するものではなく、フッ酸水溶液、塩酸水溶液、硝フッ酸水溶液があるが、溶削能率と水素吸収抑制を考慮すると硝フッ酸水溶液が好ましい。さらに、硝フッ酸水溶液は、フッ酸濃度が0.5〜10質量%、硝酸濃度が0.5〜25質量%、温度が30〜60℃であることが好ましい。
以上の加熱処理、曲げあるいは引っ張り、溶削からなる一連の工程を連続的に実施する方が効率的であることから、例えば、雰囲気焼鈍炉、曲げあるいは引っ張り装置、硝フッ酸酸洗槽の順に並ぶ設備列を用いて、冷間圧延したチタン板コイルを通板し、酸化雰囲気中または窒化雰囲気中または酸化且つ窒化雰囲気中で連続焼鈍した後、曲げ戻しあるいは引っ張り、その後、硝フッ酸水溶液で溶削する製造方法が、本発明の製造方法においてより好ましい。
最後に、溶削後にさらに潤滑性を高めるために酸化膜または窒化膜を形成する場合、上述した始めの酸化または窒化のための加熱処理同様の条件で良いことから、本発明の請求項6では溶削後にさらに酸化雰囲気中または窒化雰囲気中または酸化且つ窒化雰囲気中でチタン材を加熱することとした。なお、この最後の加熱処理も始めの加熱同様に、酸化雰囲気、窒化雰囲気、酸化且つ窒化雰囲気、そして加熱温度と時間は、チタン表面に酸化膜または窒化膜が形成されて目視にて着色が識別できる条件であれば、特に限定するものではない。
また、溶削後にさらに潤滑性を高めるために酸化膜を形成する場合、加熱処理の他に陽極酸化によって酸化膜を形成する方法があり、その潤滑効果は加熱によって形成された酸化膜と変わらないことから、本発明の請求項7では溶削後にさらに陽極酸化処理によって表面を酸化させることとした。この陽極酸化は、リン酸水溶液、硝酸水溶液、アルカリ水溶液中で電圧10〜135Vを印加するのが好ましいが、チタン表面が着色される条件であれば特に限定するものではない。
請求項1、2、3、5に記載の本発明を、以下の工程A、B、Cで作製した実施例を用いてさらに詳細に説明する。
工程A、B、Cは、チタン冷間圧延板を初期材とした以下に示す工程である。なお、工程Cは本発明の請求項5の製造方法に該当する。
A.ダルロール仕上げ
冷間圧延→バッチ式真空焼鈍→種々条件でショットブラストを施したロールを用いてスキンパス圧延
B.酸洗仕上げ
冷間圧延→バッチ式真空焼鈍→硝フッ酸水溶液に浸漬して溶削
または、冷間圧延→大気焼鈍→ソルト処理→硝フッ酸水溶液に浸漬して溶削
C.本発明の表面仕上げ(硝フッ酸水溶液溶削まま)
冷間圧延→酸化雰囲気中または窒化雰囲気中または酸化且つ窒化雰囲気中で焼鈍→曲げあるいは引っ張り→硝フッ酸水溶液に浸漬して溶削
A.ダルロール仕上げ
冷間圧延→バッチ式真空焼鈍→種々条件でショットブラストを施したロールを用いてスキンパス圧延
B.酸洗仕上げ
冷間圧延→バッチ式真空焼鈍→硝フッ酸水溶液に浸漬して溶削
または、冷間圧延→大気焼鈍→ソルト処理→硝フッ酸水溶液に浸漬して溶削
C.本発明の表面仕上げ(硝フッ酸水溶液溶削まま)
冷間圧延→酸化雰囲気中または窒化雰囲気中または酸化且つ窒化雰囲気中で焼鈍→曲げあるいは引っ張り→硝フッ酸水溶液に浸漬して溶削
表1に工程A、Bで作製した比較例について、表2と表3に工程Cで作製した実施例について、品種、各工程条件、表面粗さ(凹凸)形態、表面の着色有無、摩擦係数を示す。表2は焼鈍加熱時の雰囲気、温度、時間を、表3は曲げあるいは引っ張り工程での伸び率と硝フッ酸水溶液の浸漬条件を、種々変えた場合の実施例である。ここで、RaとSmは二次元粗さ計で測定長さ4mmにて3点測定した値の平均値を用いた。凸部頂上の形状は二次元粗さ計で測定した表面プロファイル(縦2000倍、横50倍)から判定した。表面の着色有無については、比較例である工程Aと工程Bの表面を「着色無し」の標準として目視によって比較判定した。摩擦係数は、SKD11製ダイスにチタン板を挟み込み引き抜き、その際の引き抜き荷重を測定して求めた。なお、GDSにて表層の酸素と窒素の濃度分布を、着色有りと無しの両表面にて比較すると、「着色有り」の方は表層部の酸素または窒素の濃度が高いことから、「着色有り」を凸部頂上部には酸化膜または窒化膜が残存していると判断できる。
備考欄の比較例1、比較例2は各々比較例である工程Aのダルロール仕上げ、工程Bの酸洗仕上げを意味する。また、実施例1は本発明の請求項5(工程C)で製造された請求項1と請求項2と請求項3のチタン材に、実施例2は本発明の請求項5(工程C)で製造された請求項1と請求項3のチタン材に、実施例3は本発明の請求項5(工程C)で製造された請求項1のチタン材に、該当する実施例である。
表1より、従来の製造方法である工程Aのダルロール仕上げの比較例No.1−1〜4、工程Bの酸洗仕上げの比較例No.1−5〜9は、いずれもRa/Smは0.013以下である。これに対して、表2と表3より、本発明の請求項5の製造方法である工程Cで作製した実施例であるNo.2−1〜36はいずれも本発明の請求項1、2、3のRa1.5〜5.0μm、Ra/Sm0.018〜0.05の範囲内にあり、比較例であるNo.1−1〜9に比べて、Ra/Smが大きく、摩擦係数が小さい。実施例であるNo.2−27と2−35は硝フッ酸水溶液浸漬での溶削が進み凸部頂上の形状が山型になったが、まだ着色が残存しており、本発明の請求項1と請求項3のチタン材に該当する。実施例であるNo.2−28、2−36はさらに硝フッ酸水溶液中での溶削が進み凸部頂上の形状が山型であり着色も無くなっており、本発明の請求項1のチタン材に該当する。No.2−28と2−36は着色が無くなったことから、酸化膜または窒化膜がほとんど残存していないため、その他の実施例よりも摩擦係数が若干高い傾向にある。
表2と表3の実施例は本発明の請求項5の製造方法にて、酸化や窒化の雰囲気、加熱温度、加熱時間、曲げあるいは引っ張り、硝フッ酸水溶液溶削を種々条件にて実施しており、この製造方法によって、請求項1または請求項2または請求項3の表面凹凸を有するチタン材が得られている。また工業用純チタンJIS1種とチタン合金Ti−3Al−2.5Vともに同様の表面凹凸が得られている。
請求項1、2、3、5に記載の本発明を、以下の工程Dで作製した実施例を用いてさらに詳細に説明する。
工程Dは、冷間圧延板コイルを用いて窒素ガス中で連続焼鈍することによって窒化膜を形成した後、レベラー矯正して硝フッ酸水溶液に浸漬するもので、既存の連続焼鈍および酸洗ラインを用いた効率的な製造方法の実施例である。なお、工程Dは本発明の請求項5の実施例に該当する。
D.本発明の表面仕上げ(冷間圧延板コイルを使用、硝フッ酸水溶液溶削まま)
冷間圧延→窒素ガス中で連続焼鈍→テンションレベラーまたはローラーレベラーにて矯正→硝フッ酸水溶液に浸漬して溶削
D.本発明の表面仕上げ(冷間圧延板コイルを使用、硝フッ酸水溶液溶削まま)
冷間圧延→窒素ガス中で連続焼鈍→テンションレベラーまたはローラーレベラーにて矯正→硝フッ酸水溶液に浸漬して溶削
表4に、工程Dで作製した実施例(備考欄にて実施例1、実機例2)を示す。表1の比較例(No.1−1〜9)と比べて、実施例であるNo.3−1〜4ともに本発明の請求項1、2、3のRa1.5〜5.0μm、Ra/Sm0.018〜0.05の範囲内にあり、Ra/Smが大きく、摩擦係数が小さい。No.3−3では硝フッ酸水溶液浸漬で溶削が進み凸部頂上の形状が山型になったが、まだ着色が残存しており、本発明の請求項1と請求項3のチタン材に該当する。
請求項1、2、3、5に記載の本発明を、以下実施例を用いてさらに詳細に説明する。
以上の表2〜表4実施例では、冷間圧延後の焼鈍と本発明の窒化または酸化の熱処理を同時に実施した例を示した。ここでは、焼鈍と酸化または窒化のための熱処理を別々に実施した例を示す。表5に、冷間圧延後に真空焼鈍したもの、さらに硝フッ酸酸洗したものの2種類を原板としたときの、以降の各工程条件および表面特性を示す。
表5より、実施例であるNo.4−1〜6は、真空焼鈍やさらに硝フッ酸酸洗したものからスタートして、焼鈍とは別に酸化または窒化させる加熱を実施したものであるが、上述の実施例であるNo.2−1〜36とNo.3−1〜4と同様に、表1の比較例(No.1−1〜9)と比べて、本発明の請求項1、2、3のRa1.5〜5.0μm、Ra/Sm0.018〜0.05の範囲内にあり、Ra/Smが大きく、摩擦係数が小さい。
このように、酸化膜または窒化膜を付与する加熱処理は、焼鈍と兼ねても、別々であっても、その作用は変わらない。
請求項4、6、7に記載の本発明を、以下の工程E、Fにて作製した実施例を用いてさらに詳細に説明する。
ここでは、上記の工程A、B、C、Dに、さらにプラスして酸化膜または窒化膜を付与した例を示す。工程Eはプラスして加熱による酸化または窒化を実施したもの、工程Fはプラスして陽極酸化したものである。
E.プラス加熱酸化または加熱窒化処理
製造工程A、B、C、Dに続き、酸化雰囲気中または窒化雰囲気中または酸化且つ窒化雰囲気中で加熱
F.プラス陽極酸化処理
製造工程A、B、C、Dに続き、陽極酸化処理
E.プラス加熱酸化または加熱窒化処理
製造工程A、B、C、Dに続き、酸化雰囲気中または窒化雰囲気中または酸化且つ窒化雰囲気中で加熱
F.プラス陽極酸化処理
製造工程A、B、C、Dに続き、陽極酸化処理
表6に、品種、工程Eと工程Fの前工程の記号および実施例No.、プラス工程の条件、表面特性を示す。なお、表6の備考欄の比較例3は通常のダルロール仕上げや酸洗仕上げである工程Aや工程Bを用いてさらに酸化や窒化を施した比較例を意味している。実施例4は本発明の請求項6で製造された請求項4のチタン材に、実施例5は本発明の請求項7で製造された請求項4のチタン材に、該当する実施例である。
表6より、工程E(加熱による酸化と窒化処理)と工程F(陽極酸化処理)をプラスすることによって、比較例である前工程が工程AのNo.5−1〜3とNo.5−4〜6、工程BのNo.5−7〜9は、前工程材の各々No.1−2、No.1−3、No.1−7よりも摩擦係数は低下し0.10〜0.18になる。前工程が工程Cまたは工程DであるNo.5−10〜19も同様に、前工程材の各々No.2−34、No.3−3、No.2−22よりも摩擦係数は低下し0.03〜0.04になる。これは酸化膜や窒化膜が表面に付与された効果であるが、比較例であるNo.5−1〜9と比べると、実施例であるNo.5−10〜19の方が摩擦係数は0.04以下と低く、これはRa/Smが大きいこと、つまり凹凸が密に存在することが潤滑油の担保性を良好にしているためである。
上述では、本発明の効果を工業用純チタンJIS1種とチタン合金Ti−3Al−2.5Vを用いた実施例で説明してきたが、この2種類以外のチタンにおいても本発明の効果は同様である。
Claims (7)
- 表面の算術平均粗さRaが1.5〜5.0μmであり、Raと凹凸平均間隔Smの比Ra/Smが0.018〜0.05であることを特徴とする、表面凹凸を有するチタン材。
- 前記表面の凸部頂上が平坦であることを特徴とする、請求項1に記載の表面凹凸を有するチタン材。
- 前記表面の凸部頂上の表面に窒化膜または酸化膜を有することを特徴とする、請求項1または2に記載の表面凹凸を有するチタン材。
- 前記表面に窒化膜または酸化膜を有することを特徴とする、請求項1または2に記載の表面凹凸を有するチタン材。
- 酸化雰囲気中、窒化雰囲気中、または酸化且つ窒化雰囲気中で加熱したチタン材を曲げあるいは引っ張った後に、金属チタンが可溶な酸水溶液で溶削することを特徴とする、表面凹凸を有するチタン材の製造方法。
- 前記溶削後に、さらに、酸化雰囲気中、窒化雰囲気中、または酸化且つ窒化雰囲気中で加熱することを特徴とする、請求項5に記載の表面凹凸を有するチタン材の製造方法。
- 前記溶削後に、さらに、陽極酸化処理を施すことを特徴とする、請求項5に記載の表面凹凸を有するチタン材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004118960A JP2005298930A (ja) | 2004-04-14 | 2004-04-14 | 表面凹凸を有するチタン材およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004118960A JP2005298930A (ja) | 2004-04-14 | 2004-04-14 | 表面凹凸を有するチタン材およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005298930A true JP2005298930A (ja) | 2005-10-27 |
Family
ID=35330839
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004118960A Withdrawn JP2005298930A (ja) | 2004-04-14 | 2004-04-14 | 表面凹凸を有するチタン材およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005298930A (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010070742A1 (ja) * | 2008-12-17 | 2010-06-24 | 住友金属工業株式会社 | チタン材ならびにチタン材製造方法 |
| WO2010126051A1 (ja) * | 2009-04-28 | 2010-11-04 | 株式会社神戸製鋼所 | チタン板及びチタン板の製造方法 |
| WO2011136278A1 (ja) * | 2010-04-28 | 2011-11-03 | 株式会社神戸製鋼所 | 熱交換用プレートの元板材、及び熱交換用プレートの元板材の製造方法 |
| JP2012021767A (ja) * | 2011-09-30 | 2012-02-02 | Kobe Steel Ltd | 熱交換用プレートの元板材、及び熱交換用プレートの元板材の製造方法 |
| JP2013240814A (ja) * | 2012-05-22 | 2013-12-05 | Kobe Steel Ltd | 熱交換用プレートとなる元板材、及び熱交換用プレートとなる元板材の製造方法 |
| JP2014000589A (ja) * | 2012-06-19 | 2014-01-09 | Kobe Steel Ltd | チタン板の製造方法及びチタン板 |
| CN106222726A (zh) * | 2016-09-06 | 2016-12-14 | 南京航空航天大学 | 一种钛及其合金表面耐磨、低摩擦复合涂层及其制备方法 |
| WO2018008151A1 (ja) | 2016-07-08 | 2018-01-11 | 新日鐵住金株式会社 | チタン板及びその製造方法 |
| KR20180103995A (ko) | 2016-01-18 | 2018-09-19 | 신닛테츠스미킨 카부시키카이샤 | 티탄판 |
| JP2020183551A (ja) * | 2019-04-26 | 2020-11-12 | 日本製鉄株式会社 | 潤滑性に優れたチタン板及びその製造方法 |
| WO2020255963A1 (ja) * | 2019-06-20 | 2020-12-24 | 日本製鉄株式会社 | チタン材及び機器 |
| WO2025204267A1 (ja) * | 2024-03-27 | 2025-10-02 | 株式会社神戸製鋼所 | チタン板およびチタン板の製造方法 |
-
2004
- 2004-04-14 JP JP2004118960A patent/JP2005298930A/ja not_active Withdrawn
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010070742A1 (ja) * | 2008-12-17 | 2010-06-24 | 住友金属工業株式会社 | チタン材ならびにチタン材製造方法 |
| US9487882B2 (en) | 2008-12-17 | 2016-11-08 | Nippon Steel & Sumitomo Metal Corporation | Titanium material and method for producing titanium material |
| CN102387873A (zh) * | 2009-04-28 | 2012-03-21 | 株式会社神户制钢所 | 钛板及钛板的制造方法 |
| WO2010126051A1 (ja) * | 2009-04-28 | 2010-11-04 | 株式会社神戸製鋼所 | チタン板及びチタン板の製造方法 |
| JP2010255085A (ja) * | 2009-04-28 | 2010-11-11 | Kobe Steel Ltd | チタン板及びチタン板の製造方法 |
| JP2011231994A (ja) * | 2010-04-28 | 2011-11-17 | Kobe Steel Ltd | 熱交換用プレートの元板材、及び熱交換用プレートの元板材の製造方法 |
| CN102803890A (zh) * | 2010-04-28 | 2012-11-28 | 株式会社神户制钢所 | 热交换用板件的原板材及热交换用板件的原板材的制造方法 |
| KR101446406B1 (ko) * | 2010-04-28 | 2014-10-01 | 가부시키가이샤 고베 세이코쇼 | 열교환용 플레이트의 원판재 및 열교환용 플레이트의 원판재의 제조 방법 |
| WO2011136278A1 (ja) * | 2010-04-28 | 2011-11-03 | 株式会社神戸製鋼所 | 熱交換用プレートの元板材、及び熱交換用プレートの元板材の製造方法 |
| US9656313B2 (en) | 2010-04-28 | 2017-05-23 | Kobe Steel, Ltd. | Original plate material for heat-exchanging plate, and method for fabricating original plate material for heat-exchanging plate |
| JP2012021767A (ja) * | 2011-09-30 | 2012-02-02 | Kobe Steel Ltd | 熱交換用プレートの元板材、及び熱交換用プレートの元板材の製造方法 |
| JP2013240814A (ja) * | 2012-05-22 | 2013-12-05 | Kobe Steel Ltd | 熱交換用プレートとなる元板材、及び熱交換用プレートとなる元板材の製造方法 |
| JP2014000589A (ja) * | 2012-06-19 | 2014-01-09 | Kobe Steel Ltd | チタン板の製造方法及びチタン板 |
| KR20180103995A (ko) | 2016-01-18 | 2018-09-19 | 신닛테츠스미킨 카부시키카이샤 | 티탄판 |
| US10718043B2 (en) | 2016-01-18 | 2020-07-21 | Nippon Steel Corporation | Titanium plate |
| US10900109B2 (en) | 2016-07-08 | 2021-01-26 | Nippon Steel Corporation | Titanium sheet and method for manufacturing the same |
| WO2018008151A1 (ja) | 2016-07-08 | 2018-01-11 | 新日鐵住金株式会社 | チタン板及びその製造方法 |
| KR20190019165A (ko) | 2016-07-08 | 2019-02-26 | 신닛테츠스미킨 카부시키카이샤 | 티타늄판 및 그 제조 방법 |
| CN106222726A (zh) * | 2016-09-06 | 2016-12-14 | 南京航空航天大学 | 一种钛及其合金表面耐磨、低摩擦复合涂层及其制备方法 |
| JP2020183551A (ja) * | 2019-04-26 | 2020-11-12 | 日本製鉄株式会社 | 潤滑性に優れたチタン板及びその製造方法 |
| JP7167838B2 (ja) | 2019-04-26 | 2022-11-09 | 日本製鉄株式会社 | 潤滑性に優れたチタン板及びその製造方法 |
| WO2020255963A1 (ja) * | 2019-06-20 | 2020-12-24 | 日本製鉄株式会社 | チタン材及び機器 |
| TWI744955B (zh) * | 2019-06-20 | 2021-11-01 | 日商日本製鐵股份有限公司 | 鈦材及機器 |
| JPWO2020255963A1 (ja) * | 2019-06-20 | 2021-12-09 | 日本製鉄株式会社 | チタン材及び機器 |
| JP7078180B2 (ja) | 2019-06-20 | 2022-05-31 | 日本製鉄株式会社 | チタン材及び機器 |
| WO2025204267A1 (ja) * | 2024-03-27 | 2025-10-02 | 株式会社神戸製鋼所 | チタン板およびチタン板の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7579142B2 (ja) | 亜鉛合金めっき鋼材及びその製造方法 | |
| JP2023025076A (ja) | 加工後耐食性に優れた亜鉛合金めっき鋼材及びその製造方法 | |
| JP4584341B2 (ja) | チタン板及びチタン板の製造方法 | |
| JP2005298930A (ja) | 表面凹凸を有するチタン材およびその製造方法 | |
| EP3854900B9 (en) | Steel member, steel sheet, and methods for manufacturing same | |
| JP7532826B2 (ja) | Fe-Ni系合金薄板の製造方法 | |
| JP6057501B2 (ja) | バレル研磨用チタン板およびその製造方法 | |
| JP7322602B2 (ja) | フェライト系ステンレス鋼板およびその製造方法 | |
| EP3088549B1 (en) | Steel sheet for hot forming and manufacturing method of hot press formed steel member | |
| JPWO2018235862A1 (ja) | メタルマスク用薄板の製造方法及びメタルマスク用薄板 | |
| CN109415794B (zh) | 钛板及其制造方法 | |
| JP2016068145A (ja) | チタン板およびその製造方法 | |
| CN112122383B (zh) | 一种毛化表面的阳极氧化用铝合金板带材的制备方法 | |
| JP4348827B2 (ja) | 成形性に優れたチタン板の製造方法 | |
| EP3406361B1 (en) | Titanium plate | |
| JP6610062B2 (ja) | チタン板 | |
| JP4163973B2 (ja) | 成形性と潤滑性に優れたチタン板とその製造方法 | |
| CN102177277B (zh) | 化学转化处理性优良的构件的加工方法 | |
| CN115812109B (zh) | 钛材 | |
| JP6536076B2 (ja) | チタン板とその製造方法 | |
| JP2004115876A (ja) | 成形性及び潤滑性に優れたチタン材とその製造方法 | |
| JP6543981B2 (ja) | β型チタン合金板 | |
| JPH0938714A (ja) | Alを含有するフェライト系ステンレス鋼帯の製造方法 | |
| CN120303420A (zh) | 钛材及其制造方法 | |
| JPH0488145A (ja) | 薄肉高強度ブラインド用アルミニウム材料の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20070703 |