JP2005294734A - 固体電解コンデンサの製造方法 - Google Patents
固体電解コンデンサの製造方法 Download PDFInfo
- Publication number
- JP2005294734A JP2005294734A JP2004111101A JP2004111101A JP2005294734A JP 2005294734 A JP2005294734 A JP 2005294734A JP 2004111101 A JP2004111101 A JP 2004111101A JP 2004111101 A JP2004111101 A JP 2004111101A JP 2005294734 A JP2005294734 A JP 2005294734A
- Authority
- JP
- Japan
- Prior art keywords
- anode wire
- electrolytic capacitor
- solid electrolytic
- anode
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000003990 capacitor Substances 0.000 title claims abstract description 81
- 239000007787 solid Substances 0.000 title claims abstract description 79
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 49
- 239000007784 solid electrolyte Substances 0.000 claims abstract description 86
- 239000011521 glass Substances 0.000 claims abstract description 44
- 239000011347 resin Substances 0.000 claims description 40
- 229920005989 resin Polymers 0.000 claims description 40
- 239000007788 liquid Substances 0.000 claims description 30
- 238000000034 method Methods 0.000 claims description 27
- 229910052751 metal Inorganic materials 0.000 claims description 20
- 239000002184 metal Substances 0.000 claims description 20
- 238000011282 treatment Methods 0.000 claims description 15
- 238000005520 cutting process Methods 0.000 claims description 9
- 238000004804 winding Methods 0.000 claims description 6
- 239000007864 aqueous solution Substances 0.000 description 22
- 239000011248 coating agent Substances 0.000 description 11
- 238000000576 coating method Methods 0.000 description 11
- 239000000126 substance Substances 0.000 description 11
- 238000006243 chemical reaction Methods 0.000 description 10
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 8
- MIVBAHRSNUNMPP-UHFFFAOYSA-N manganese(2+);dinitrate Chemical compound [Mn+2].[O-][N+]([O-])=O.[O-][N+]([O-])=O MIVBAHRSNUNMPP-UHFFFAOYSA-N 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 239000000243 solution Substances 0.000 description 5
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 4
- 238000005304 joining Methods 0.000 description 4
- 229910052758 niobium Inorganic materials 0.000 description 4
- 239000010955 niobium Substances 0.000 description 4
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 239000002253 acid Substances 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 239000010419 fine particle Substances 0.000 description 3
- 239000013067 intermediate product Substances 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 239000011800 void material Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910001111 Fine metal Inorganic materials 0.000 description 1
- 238000002048 anodisation reaction Methods 0.000 description 1
- 238000007743 anodising Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229920001940 conductive polymer Polymers 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000003989 dielectric material Substances 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- ZKATWMILCYLAPD-UHFFFAOYSA-N niobium pentoxide Inorganic materials O=[Nb](=O)O[Nb](=O)=O ZKATWMILCYLAPD-UHFFFAOYSA-N 0.000 description 1
- URLJKFSTXLNXLG-UHFFFAOYSA-N niobium(5+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Nb+5].[Nb+5] URLJKFSTXLNXLG-UHFFFAOYSA-N 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/008—Terminals
- H01G9/012—Terminals specially adapted for solid capacitors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/0029—Processes of manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/042—Electrodes or formation of dielectric layers thereon characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/048—Electrodes or formation of dielectric layers thereon characterised by their structure
- H01G9/052—Sintered electrodes
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
Abstract
【課題】 固体電解質層が陽極ワイヤと不当に導通することの防止、および固体電解コンデンサの小型化が可能な固体電解コンデンサの製造方法を提供すること。
【解決手段】 弁作用を有する金属製の陽極ワイヤ2a,2bが突出するように設けられた弁作用を有する金属の多孔質焼結体1の内表面および外表面に、誘電体層10を形成する工程と、誘電体層10上に固体電解質層30を形成する工程と、を有する固体電解コンデンサの製造方法であって、固体電解質層30を形成する工程の前に、陽極ワイヤ2a,2bの突出部分の少なくとも一部をガラス管41a,41bにより覆う工程と、固体電解質層30を形成する工程の後に、ガラス管41a,41bの少なくとも一部を取り除く工程と、をさらに有する。
【選択図】 図5
【解決手段】 弁作用を有する金属製の陽極ワイヤ2a,2bが突出するように設けられた弁作用を有する金属の多孔質焼結体1の内表面および外表面に、誘電体層10を形成する工程と、誘電体層10上に固体電解質層30を形成する工程と、を有する固体電解コンデンサの製造方法であって、固体電解質層30を形成する工程の前に、陽極ワイヤ2a,2bの突出部分の少なくとも一部をガラス管41a,41bにより覆う工程と、固体電解質層30を形成する工程の後に、ガラス管41a,41bの少なくとも一部を取り除く工程と、をさらに有する。
【選択図】 図5
Description
本発明は、弁作用金属の多孔質焼結体を備えた固体電解コンデンサの製造方法に関する。
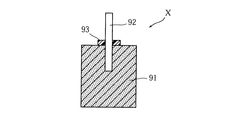
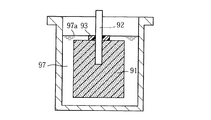
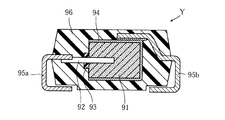
固体電解コンデンサとしては、弁作用を有する金属の多孔質焼結体とこの多孔質焼結体から突出するように設けられた弁作用を有する金属製の陽極ワイヤとを備えるものがある。図15は、このような固体電解コンデンサの製造工程において作成される中間品の一例を示している。この固体電解コンデンサの中間品Xは、弁作用を有する金属の微粉末内に陽極ワイヤ92の一部を挿入した状態で、上記微粉末を加圧成形および焼結することにより、多孔質焼結体91を作成した後に、陽極ワイヤ92のうち多孔質焼結体91寄りの部分に、撥水性の高い樹脂製のリング93を設けることにより作成される。この中間品Xを用いて固体電解コンデンサを製造するには、まず、多孔質焼結体91をリン酸水溶液などの化成液中に、陽極ワイヤ92が設けられた面を上側として浸漬させ、この状態で直流電流を通電させて陽極酸化処理を行うことにより、多孔質焼結体91の内表面、外表面および陽極ワイヤ92の下側の部分に誘電体層(図示略)を形成する。その後に、図16に示すように、多孔質焼結体91を硝酸マンガン水溶液97中に浸漬させ、その後に焼成するといった処理を複数回繰り返すことにより、上記誘電体層上に固体電解質層(図示略)を形成する。図17に示すように、グラファイト層および銀層などからなる導電層94を形成した後に、導通部材95a,95bを接続し、これらを封止樹脂96により封止することにより、固体電解コンデンサYが製造される。
上述した製造方法のうち、上記固体電解質層を形成する工程においては、陽極ワイヤ92のうち上記誘電体層が形成されていない上側の領域に上記固体電解質層を形成してしまうことを防止する必要がある。上記固体電解質層と陽極ワイヤ92とが上記誘電体層を介さずに直接導通すると、固体電解コンデンサYのいわゆるキャパシタとしての機能が適切に発揮されないからである。上述した製造方法においては、図16に良く表れているように、液面97aの位置がリング93の高さの範囲内となるように多孔質焼結体91を保持することにより、陽極ワイヤ92の上部が硝酸マンガン水溶液97に不当に浸ることを回避している。
しかしながら、図17に良く表れているように、陽極ワイヤ92のうちリング93が設けられた部分は、導通部材95aとの接合には用いることができない。このため、リング93が陽極ワイヤ92の軸方向に長いほど、固体電解コンデンサYが大きくなってしまう。近年、固体電解コンデンサYの小型化の要請が強く、リング93としてもその長さを短くする必要がある。そうすると、図16に示した上記固体電解質層を形成する工程において、液面97aの位置をリング93の高さの範囲内に保つことが困難となり、陽極ワイヤ92の上部が硝酸マンガン水溶液97に不当に浸る虞れが大きくなる。このようなことでは、固体電解コンデンサYにおいて、陽極ワイヤ92が上記固体電解質層と導通することとなり、漏れ電流が過大となったり、いわゆるキャパシタとしての機能が阻害されるなどの不具合を生じていた。
本発明は、上記した事情のもとで考え出されたものであって、固体電解質層が陽極ワイヤと不当に導通することの防止、および固体電解コンデンサの小型化が可能な固体電解コンデンサの製造方法を提供することをその課題としている。
上記課題を解決するため、本発明では、次の技術的手段を講じている。
本発明によって提供される固体電解コンデンサの製造方法は、弁作用を有する金属製の陽極ワイヤが突出するように設けられた弁作用を有する金属の多孔質焼結体の内表面および外表面に、誘電体層を形成する工程と、上記誘電体層上に固体電解質層を形成する工程と、を有する固体電解コンデンサの製造方法であって、上記固体電解質層を形成する工程の前に、上記陽極ワイヤの突出部分の少なくとも一部を被覆部材により覆う工程と、上記固体電解質層を形成する工程の後に、上記被覆部材の少なくとも一部を取り除く工程と、をさらに有することを特徴としている。
このような構成によれば、上記固体電解質層を形成する工程において、上記被覆部材上に上記固体電解質層が形成されても、上記被覆部材が除去された後は、上記陽極ワイヤのうち上記被覆部材に覆われていた部分は、上記固体電解質層と直接導通することがない。したがって、不当な導通によりいわゆるキャパシタとしての機能が阻害されるなどの不具合を回避して、固体電解コンデンサを適切に製造することができる。たとえば、上記被覆部材により上記陽極ワイヤの大部分を覆う構成とすれば、上記固体電解質層を形成するための処理液の液面に対して、上記固体電解コンデンサを支持すべき高さの範囲が大きくなり、上記固体電解質層の形成を容易に行うことができる。さらに、この製造方法の完成品としての固体電解コンデンサは、上記被覆部材を備えない構成とすることができる。したがって、上記陽極ワイヤの大部分を、たとえばこれと導通する部材との接合に利用することが可能であり、上記固体電解コンデンサの小型化に有利である。
本発明の好ましい実施の形態においては、上記陽極ワイヤを覆う工程は、上記誘電体層を形成する工程の前に行う。このような構成によれば、上記誘電体層を形成する工程と上記固体電解質層を形成する工程との間には、上記多孔質焼結体および上記陽極ワイヤなどに加工を施したり、部材を取り付けたりする必要が無い。したがって、上記誘電体層および上記固体電解質層を形成する工程を効率よく行うことができる。
本発明の好ましい実施の形態においては、上記陽極ワイヤを覆う工程は、上記誘電体層を形成する工程の後に行う。このような構成によれば、上記陽極ワイヤの全体について上記誘電体層の形成を確実化することができる。したがって、上記陽極ワイヤのうち上記誘電体層が形成されていない部分と上記固体電解質層とが不当に導通することを防止するのに好ましい。
本発明の好ましい実施の形態においては、上記固体電解質層を形成する工程の後に、上記多孔質焼結体から離間した位置において、上記陽極ワイヤを切断する工程をさらに有する。このような構成によれば、固体電解コンデンサの構成部材として必要な長さよりも長い陽極ワイヤを用意し、その端部付近を挟持すれば、上記誘電体層や固体電解質層を形成する工程を行うのに都合が良い。また、上記陽極ワイヤのうち上記被覆部材により覆われていない端寄りの部分に、上記固体電解質層が直接形成された場合においても、このような部分を切断することにより、固体電解コンデンサにおいて上記陽極ワイヤが上記固体電解質層と不当に導通することを回避することができる。
本発明の好ましい実施の形態においては、上記多孔質焼結体としては、上記陽極ワイヤとして上記多孔質焼結体の互いに異なる面から突出する複数のものが設けられているものを使用し、上記誘電体層および上記固体電解質層を形成する工程においては、上記複数の陽極ワイヤのいずれかの突出部分全体を、上記誘電体層および上記固体電解質層を形成するための処理液のそれぞれに浸漬させる。
このような構成によれば、上記複数の陽極ワイヤのいずれについても、上記固体電解質層と不当に導通することを回避することができる。上述した従来の製造方法によれば、陽極ワイヤが誘電体層および固体電解質層を形成するための処理液に浸ると、この陽極ワイヤ上に誘電体層と固体電解質層とが形成されることとなる。このため、陽極ワイヤを設けることができるのは、多孔質焼結体の上面に制限されていた。本発明においては、上記複数の陽極ワイヤのうちいずれかの全体が上記処理液に浸されても、その陽極ワイヤに設けられた被覆部材を取り除くことによりこの陽極ワイヤを露出させて、たとえば外部接続用の導通部材と適切に接合することができる。したがって、上記多孔質焼結体の互いに異なる面から突出するように設けられた複数の陽極ワイヤを備える固体電解コンデンサを適切に製造することができる。このような固体電解コンデンサは、上記複数の陽極ワイヤに分散して電流を流すことが可能であり、低抵抗化および低インダクタンス化を図るのに適している。
本発明の好ましい実施の形態においては、上記陽極ワイヤを覆う工程においては、上記被覆部材として、上記陽極ワイヤの軸方向に延びた円筒状のものを使用する。このような構成によれば、上記被覆部材により上記陽極ワイヤの大部分を覆うことが可能であり、上記固体電解質層を形成する工程において、この固体電解質層を形成するための処理液の液面に対して、上記多孔質焼結体を支持すべき高さの範囲を大きくすることができる。また、上記多孔質焼結体のうち上記被覆部材により覆われた部分を小さくすることが可能であり、上記誘電体層および上記固体電解質層を形成するための処理液を上記多孔質焼結体内に適切に浸入させることができる。
本発明の好ましい実施の形態においては、上記被覆部材を、樹脂により上記陽極ワイヤに接合する。このような構成によれば、上記被覆部材と上記陽極ワイヤとの間の領域に、上記固体電解質層を形成するための処理液が浸入することを防止することができる。また、たとえば後述するリフトオフ技術を用いて上記被覆部材を取り除くのに適した材質の樹脂を用いれば、上記被覆部材を取り除くのに便利である。
本発明の好ましい実施の形態においては、上記被覆部材としてガラス管を使用し、このガラス管を上記陽極ワイヤに外嵌させる。このような構成によれば、上記ガラス管は、耐酸性、耐腐食性などに比較的優れるために、上記誘電体層や上記固体電解質層を形成する工程において、腐食されることにより上記陽極ワイヤが不当に露出するといった不具合を回避することができる。
本発明の好ましい実施の形態においては、上記被覆部材として熱収縮性を有する樹脂製の管状部材を使用し、この管状部材を上記陽極ワイヤに外嵌させる。このような構成によれば、上記樹脂製の管状部材を上記陽極ワイヤに設けた後にこれらを加熱することにより、上記管状部材を上記陽極ワイヤに対して十分に接触させることが可能であり、上記管状部材と上記陽極ワイヤとの間の領域に、上記固体電解質層を形成するための処理液が不当に浸入することを防止するのに適している。
本発明の好ましい実施の形態においては、上記陽極ワイヤを覆う工程においては、金属ワイヤを上記陽極ワイヤに巻き付けることにより上記被覆部材を形成する。このような構成によっても、上記陽極ワイヤが上記固体電解質層と不当に導通することを回避して、固体電解コンデンサを適切に製造することができる。上記金属ワイヤを取り除く工程においては、たとえば上記金属ワイヤの一端部を挟持してこの金属ワイヤを引き剥がすように取り除くことができる。
本発明の好ましい実施の形態においては、上記陽極ワイヤを覆う工程は、樹脂製の線状部材を上記陽極ワイヤに巻き付けることにより上記被覆部材を形成する。このような構成によっても、上記固体電解コンデンサを適切に製造することができる。
本発明のその他の特徴および利点は、添付図面を参照して以下に行う詳細な説明によって、より明らかとなろう。
以下、本発明の好ましい実施の形態につき、図面を参照して具体的に説明する。
図1〜図8は、本発明に係る固体電解コンデンサの製造方法の一例を示している。
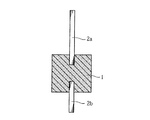
まず、図1に示すように、弁作用を有する金属としてのニオブの多孔質焼結体1を準備する。この多孔質焼結体1には、上向きに突出する陽極ワイヤ2aと、下向きに突出する陽極ワイヤ2bとが設けられている。陽極ワイヤ2aは、陽極ワイヤ2bよりも長い突出寸法とされている。このような多孔質焼結体1は、たとえば、ニオブの微粉末を金型に充填し、この微粉末中に陽極ワイヤ2a,2bのそれぞれの一部ずつを進入させた状態で、加圧成形した後にこれらを焼結することにより作成することができる。
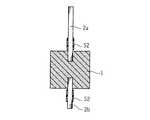
多孔質焼結体1を作成した後は、図2に示すように、陽極ワイヤ2a,2bの根元付近に接合樹脂52を塗布する。
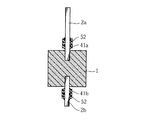
次いで、図3に示すように、陽極ワイヤ2a,2bの外径よりも大きい内径を有する2つのガラス管41a,41bを用意する。これらのガラス管41a,41bの長さは、この製造方法により製造される固体電解コンデンサにおいて外部接続用の導通部材と接合するのに適した程度としておく。これらのガラス管41a,41bを陽極ワイヤ2a,2bそれぞれの根元に向けて嵌め込み、接合樹脂52により陽極ワイヤ2a,2bに接合する。なお、接合樹脂52を塗布する厚さは、上記ガラス管41a,41bと陽極ワイヤ2a,2bとの間の領域を埋めて空隙部を生じさせない厚さとする。
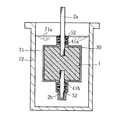
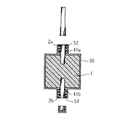
ガラス管41a,41bを設けた後は、図4に示すように、多孔質焼結体1の内表面および外表面に誘電体層(図示略)を形成する。容器62には、あらかじめ上記誘電体層を形成するための、たとえばリン酸水溶液の化成液61を満たしておく。陽極ワイヤ2aの上端部付近を挟持することにより多孔質焼結体1を支持しつつ、多孔質焼結体1および陽極ワイヤ2a,2bを化成液61中に浸漬させる。この際、陽極ワイヤ2bは、その全体が化成液61中に浸漬され、陽極ワイヤ2aは、ガラス管41a全体が完全に浸る程度に浸漬される。この状態で多孔質焼結体1の内部に化成液61を十分に浸入させた後に、陽極ワイヤ2aと容器62の底面に備えられた電極63との間に、直流電源64により直流電流を通電させる。これにより、多孔質焼結体1の内表面および外表面と、陽極ワイヤ2a,2bとに陽極酸化処理が施され、五酸化ニオブからなる誘電体層が形成される。
上記誘電体層を形成した後は、図5に示すように、この誘電体層上に固体電解質層30を形成する。容器72には、あらかじめ固体電解質層30を形成するための、たとえば硝酸マンガンの水溶液71を満たしておく。この水溶液71中に、多孔質焼結体1および陽極ワイヤ2a,2bを浸漬させる。本実施形態においては、水溶液71の液面71aがガラス管41aの上端部付近に位置するように、多孔質焼結体1を支持している。なお、多孔質焼結体1の内表面および外表面に固体電解質層30を適切に形成するためには、多孔質焼結体1全体を水溶液71に完全に浸す必要がある。このため、液面71aの位置は、多孔質焼結体1の上面よりも高い位置とすることが望ましく、多孔質焼結体1の上面よりも高い位置であれば、ガラス管41aの上端部付近に限定されず、ガラス管41aの下端部寄りの位置でも良いし、ガラス管41aを超えて陽極ワイヤ2aのうち上記誘電体層が形成されていない上部付近の位置でも良い。多孔質焼結体1の内部に水溶液71を十分に含浸させた後に、多孔質焼結体1を水溶液71から引き揚げて焼成することを複数回にわたって繰り返すことにより、多孔質焼結体1の内表面および外表面、陽極ワイヤ2a,2b、ならびにガラス管41a,41bなどの水溶液71に浸されていた部分に固体電解質層30が形成される。
固体電解質層30を形成した後は、図6に示すように、陽極ワイヤ2a,2bを切断する。陽極ワイヤ2a,2bを、多孔質焼結体1から離間した所望の位置において切断することにより、陽極ワイヤ2a,2bの長さを、後述する固体電解コンデンサにおいて、外部接続用の導通部材と接合するのに適した長さとすることができる。なお、本実施形態においては、ガラス管41a,41bの端部付近の位置において陽極ワイヤ2a,2bを切断しているが、切断位置はこれに限定されず、たとえばガラス管41a,41bの中央付近としても良い。
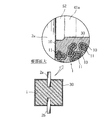
陽極ワイヤ2a,2bを切断した後は、ガラス管41a,41bおよび接合樹脂52を取り除く。これらを取り除く手段としては、たとえば、基板上に配線パターンを形成する際に用いられるいわゆるリフトオフ技術を用いることができる。リフトオフ技術によれば、固体電解質層30のうち、ガラス管41a,41b上に形成された部分のみをガラス管41a,41bおよび接合樹脂52とともに取り除くことができる。このような処理を施すことにより、図7に良く表れているように、多孔質焼結体1の内表面および外表面に固体電解質層30が形成される一方、陽極ワイヤ2a,2b上には固体電解質層30が形成されない。なお、本図中の要部拡大図は、多孔質焼結体1の微視的な構造と、これに誘電体層10および固体電解質層30が積層された構造を示している。本図に良く表れているように、多孔質焼結体1は、多数のニオブの微粒子体11が互いに凝着されて集合されることにより形成されている。これらの多数の微粒子体11間の空隙部に上述した化成液61を浸入させることにより、微粒子体11および陽極ワイヤ2a,2bの表面が陽極酸化処理されることとなり、誘電体層10が形成されている。また、誘電体層10を形成した後の空隙部に水溶液71を浸入させることにより、固体電解質層30が、上記空隙部を埋めるように誘電体層10上に形成されている。この誘電体層10と固体電解質層30との界面が、キャパシタとして機能する部分である。
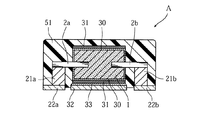
この後は、図8に示すように、多孔質焼結体1のうち陽極ワイヤ2a,2bが設けられていない側面に形成された固体電解質層30上に、たとえばグラファイト層および銀層を積層させて導電層31を形成する。また、多孔質焼結体1の一側面には、たとえば導電性ペーストを用いて形成された導電層33を介して陰極端子32を接合する。一方、陽極ワイヤ2a,2bそれぞれの突出部分には、導通部材21a,21bおよび陽極端子22a,22bを接合する。これらの多孔質焼結体1、陽極ワイヤ2a,2bなどを封止樹脂51を用いて覆うことにより、固体電解コンデンサAが製造される。この固体電解コンデンサAは、陽極端子22a,22bおよび陰極端子32を備えることにより、いわゆる三端子型の固体電解コンデンサとして構成されている。
本実施形態によれば、陽極ワイヤ2a,2bのうちガラス管41a,41bを取り除くことにより露出された部分は、固体電解質層30と不当に導通することがない。この露出した部分を利用して導通部材21a,21bと十分に導通させることが可能であり、過大な漏れ電流が生じることなどの不具合を回避して固体電解コンデンサAのキャパシタとしての機能を適切に発揮させることができる。
また、固体電解質層30を形成する工程においては、液面71aの位置を、陽極ワイヤ2aの軸方向に延びた細長状とされたガラス管41aのいずれかの部分に接する程度の高さとすればよいために、多孔質焼結体1を支持しておくべき高さの範囲を大きくすることができる。したがって、上記工程における作業が容易となる。ガラス管41a,41bが細いほど、多孔質焼結体1のうちガラス管41a,41bにより覆われる領域の大きさを小さくすることが可能であり、化成液61や水溶液71を多孔質焼結体1内に浸入させるのに有利である。
さらに、固体電解コンデンサAは、ガラス管41a,41bを備えない構成とすることができる。上述した作業性の向上や陽極ワイヤ2a,2bと固体電解質層30との不当な導通を回避するために、ガラス管41a,41bを細長状としても、固体電解コンデンサAにおいては、これらのガラス管41a,41bのためのスペースが不要である。したがって、固体電解コンデンサAの小型化を図るのに適している。
固体電解質層30を形成した後に、陽極ワイヤ2a,2bを所定の長さに切断することにより、これらの陽極ワイヤ2a,2bの長さを、導通部材21a,21bと接続するのに適した所望の長さにすることができる。また、陽極ワイヤ2bについては、固体電解質層30を形成する工程において、その全体が化成液61および水溶液71に浸されるために、ガラス管41bに覆われていない先端部分に固体電解質層30が直接形成される。しかしながら、陽極ワイヤ2bをガラス管41bの先端付近において切断することにより、固体電解質層30が直接形成された先端部分を取り除くことができる。なお、本実施形態とは異なり、液面71aがガラス管41aよりも高い位置となるように多孔質焼結体1が支持されることにより、陽極ワイヤ2aのうちガラス管41aにより覆われていない部分に固体電解質層30が直接形成された場合においても、上述した陽極ワイヤ2bの場合と同様に、陽極ワイヤ2aを切断することにより、固体電解コンデンサAにおいて陽極ワイヤ2aと固体電解質層30とが不当に導通することを回避できる。
ガラス管41a,41bと陽極ワイヤ2a,2bとの間の領域は、接合樹脂52により埋められているために、これらの領域に水溶液71が浸入して固体電解質層30が不当に形成されることを防止することができる。ガラス管41a,41bは、耐酸性および耐腐食性に比較的優れているために、化成液61や水溶液71に含浸させる処理によっても容易には腐食されず、これらの処理を施すのに適している。
本実施形態によれば、多孔質焼結体1の互いに異なる面から突出する陽極ワイヤ2a,2bを備える固体電解コンデンサAを適切に製造することができる。本実施形態とは異なり、従来の例のように固体電解質層を形成するための水溶液の液面の高さを安定させるためにリングを利用し、このリングが取り除かれずに固体電解コンデンサに含まれる構成においては、下向きに突出する陽極ワイヤを設けると、この陽極ワイヤは誘電体層と固体電解質層とに覆われてしまう。このようなことでは、この陽極ワイヤに外部接続用の導通部材を適切に接合することができない。また、陽極ワイヤ上に直接形成された固体電解質層のみを取り除く処理を行うことは困難である。本実施形態においては、上述したように、下向きに突出した陽極ワイヤ2bを切断し、ガラス管41bを取り除くことにより、固体電解質層30を適切に取り除くことができる。したがって、陽極ワイヤ2bと導通部材21bとを適切に接合することができる。
また、固体電解コンデンサAが使用される際には、2つの陽極ワイヤ2a,2bに分散して電流を流すことが可能である。したがって、この固体電解コンデンサAは、低抵抗化および低インダンクタンス化を図るのに好適である。
なお、本実施形態とは異なり、誘電体層を形成した後にガラス管41a,41bを接合樹脂52により陽極ワイヤ2a,2bに取り付け、この後に、固体電解質層30を形成する工程としてもよい。このような実施形態によれば、陽極ワイヤ2a,2b上に誘電体層をより確実に形成することができる。したがって、陽極ワイヤ2a,2bのうち誘電体層に覆われていない部分と固体電解質層30とが不当に導通することを防止する点で、好ましい。また、ガラス管41a,41bが設けられる箇所は、陽極ワイヤ2a,2bと多孔質焼結体1との接合部付近である。誘電体層を形成する際に、このような部分が覆われていない状態としておくことは、陽極ワイヤ2a,2bと多孔質焼結体1との接合部に化成液61を浸入させるのに有利である。これらの接合部に誘電体層が適切に形成されると、固体電解質層30と陽極ワイヤ2a,2bとが多孔質焼結体1の内部において不当に導通して漏れ電流が過大となるなどの不具合を回避することができる。
図9〜図14は、本発明の他の実施形態を示している。なお、これらの図において、上記実施形態と同一または類似の要素には、上記実施形態と同一の符号を付している。
図9に示された実施形態においては、被覆部材として樹脂パイプ42を使用している点が、上記実施形態と異なる。この樹脂パイプ42は、熱収縮性を有する樹脂により形成されている。樹脂パイプ42の内径は、陽極ワイヤ2aの直径よりも大きいものとされている。本図(a)に示すように、この樹脂パイプ42を陽極ワイヤ2aの根元に向けて嵌め込んだ後に、この樹脂パイプ42を所定の温度まで加熱して収縮させることにより、本図(b)に示すように、樹脂パイプ42を陽極ワイヤ2aに密着するように設けることができる。このような実施形態によれば、上述した実施形態における接合樹脂52を塗布する工程を省略することが可能であり、製造工程を簡素化することができる。
また、ガラス管や樹脂パイプに代えて、図10に示すように、陽極ワイヤ2aに接合樹脂52を塗布した後に、この部分に金属ワイヤ43を螺旋状に巻き付けることにより、本発明でいう被覆部材を形成しても良い。また、金属ワイヤ43に代えて樹脂製の線状部材を巻き付けることによっても、上記被覆部材を形成することができる。このような構成によっても、陽極ワイヤ2a上に固体電解質層が形成されることを防止することができる。なお、金属ワイヤ43は、その一端部を挟持しつつ、巻き付け方向と反対の方向に解くことにより、容易に取り除くことができる。
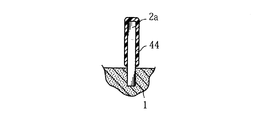
さらに、図11に示すように、陽極ワイヤ2aの全体を覆うように被覆樹脂44を設けても良い。この被覆樹脂44の材料としては、耐酸性、耐腐食性に優れた樹脂を用いることが望ましい。このような実施形態によれば、この陽極ワイヤ2aの全体を固体電解質層を形成するための水溶液71に浸すようにして固体電解質層を形成する場合であっても、被覆樹脂44を取り除くことにより、陽極ワイヤ2aのうち多孔質焼結体1から突出した部分の全体を露出させることができる。このため、陽極ワイヤ2aを切断する工程を省略することができる。
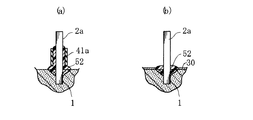
図12に示された実施形態においては、本図(a)に示すように、接合樹脂52の一部が、陽極ワイヤ2aと多孔質焼結体1との接合部付近に浸入するように設けられている点が、上述した実施形態と異なる。接合樹脂52およびガラス管41aを設けた後に、図4〜図6に示された実施形態と同様にして、誘電体層および固体電解質層を形成する工程を行う。このような実施形態によれば、本図(b)に示すように、陽極ワイヤ2aの根元が接合樹脂52に覆われ、さらにその外側の領域に固体電解質層30が形成される。この接合樹脂52により、陽極ワイヤ2aと固体電解質層30との絶縁が図られるだけでなく、陽極ワイヤ2aと多孔質焼結体1との接合部分の高強度化が可能である。したがって、たとえば陽極ワイヤ2aにモーメントが加えられた場合に、多孔質焼結体1にひび割れが生じることや、この陽極ワイヤ2aが多孔質焼結体1から容易に抜け出すことなどを防止することができる。
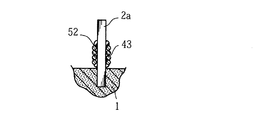
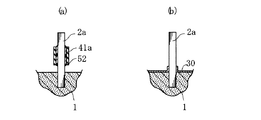
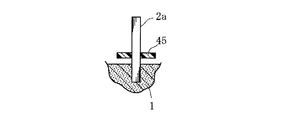
図13に示された実施形態においては、本図(a)に示すように、ガラス管41aおよび接合樹脂52と多孔質焼結体1との間に明瞭な隙間が設けられており、この状態において誘電体層および固体電解質層の形成を行う。このような実施形態によれば、本図(b)に示すように、多孔質焼結体1から突出する陽極ワイヤ2aの部分のうち、その根元付近に固体電解質層30を形成することが可能であり、この固体電解質層30によっても、陽極ワイヤ2aと多孔質焼結体1との接合を高強度化することができる。また、図14に示すように、撥水性を有するリング45を多孔質焼結体1から離間させて陽極ワイヤ2aに取り付け、この状態で誘電体層および固体電解質層を形成することによっても、図13(b)に示すような固体電解質層30を適切に形成することができる。なお、固体電解質層30を形成するための処理液が陽極ワイヤ2aの上部に不当に付着することを防止するためには、図1〜図6に示したように、細長の円筒形状を有する被覆部材を用いることが望ましいが、これに限らずリング45のように扁平な形状の被覆部材を用いても良い。
本発明に係る固体電解コンデンサの製造方法は、上述した実施形態に限定されるものではない。
リン酸水溶液は、誘電体層を形成するための化成液の一例であり、多孔質焼結体を適切に陽極酸化させることが可能な種々の処理液であればよい。また、固体電解質層を形成するための水溶液としては、硝酸マンガン水溶液に限定されず、たとえば導電性ポリマー液を用いてもよい。
陽極ワイヤの本数は、2本以上であってもよい。また、多孔質焼結体の1つの面から複数の陽極ワイヤが突出するように設けても良い。さらに、陽極ワイヤの突出方向は上下方向に限定されず、たとえば4本の陽極ワイヤが上下左右方向に突出するように設けても良い。
被覆部材を取り除く手段としては、上述したリフトオフ技術を用いれば便利であるが、これに限定されず、これ以外のたとえば機械的な切削加工を用いても良い。
弁作用を有する金属としては、ニオブに限定されず、それ以外のたとえばタンタルを用いても良い。また、本発明に係る固体電解コンデンサは、その具体的な用途も限定されない。
A 固体電解コンデンサ
1 多孔質焼結体
2a,2b 陽極ワイヤ
10 誘電体層
22a,22b 陽極端子
30 固体電解質層
31 導電層
32 陰極端子
41a,41b ガラス管(被覆部材)
42 樹脂パイプ(被覆部材)
43 金属ワイヤ(被覆部材)
44 被覆樹脂(被覆部材)
51 封止樹脂
52 接合樹脂
61 リン酸水溶液(誘電体層を形成するための処理液)
71 硝酸マンガン水溶液(固体電解質層を形成するための処理液)
1 多孔質焼結体
2a,2b 陽極ワイヤ
10 誘電体層
22a,22b 陽極端子
30 固体電解質層
31 導電層
32 陰極端子
41a,41b ガラス管(被覆部材)
42 樹脂パイプ(被覆部材)
43 金属ワイヤ(被覆部材)
44 被覆樹脂(被覆部材)
51 封止樹脂
52 接合樹脂
61 リン酸水溶液(誘電体層を形成するための処理液)
71 硝酸マンガン水溶液(固体電解質層を形成するための処理液)
Claims (11)
- 弁作用を有する金属製の陽極ワイヤが突出するように設けられた弁作用を有する金属の多孔質焼結体の内表面および外表面に、誘電体層を形成する工程と、
上記誘電体層上に固体電解質層を形成する工程と、
を有する固体電解コンデンサの製造方法であって、
上記固体電解質層を形成する工程の前に、上記陽極ワイヤの突出部分の少なくとも一部を被覆部材により覆う工程と、
上記固体電解質層を形成する工程の後に、上記被覆部材の少なくとも一部を取り除く工程と、
をさらに有することを特徴とする、固体電解コンデンサの製造方法。 - 上記陽極ワイヤを覆う工程は、上記誘電体層を形成する工程の前に行う、請求項1に記載の固体電解コンデンサの製造方法。
- 上記陽極ワイヤを覆う工程は、上記誘電体層を形成する工程の後に行う、請求項1に記載の固体電解コンデンサの製造方法。
- 上記固体電解質層を形成する工程の後に、上記多孔質焼結体から離間した位置において、上記陽極ワイヤを切断する工程をさらに有する、請求項1ないし3のいずれかに記載の固体電解コンデンサの製造方法。
- 上記多孔質焼結体としては、上記陽極ワイヤとして上記多孔質焼結体の互いに異なる面から突出する複数のものが設けられているものを使用し、
上記誘電体層および上記固体電解質層を形成する工程においては、上記複数の陽極ワイヤのいずれかの突出部分全体を、上記誘電体層および上記固体電解質層を形成するための処理液のそれぞれに浸漬させる、請求項1ないし4のいずれかに記載の固体電解コンデンサの製造方法。 - 上記陽極ワイヤを覆う工程においては、上記被覆部材として、上記陽極ワイヤの軸方向に延びた円筒状のものを使用する、請求項1ないし5のいずれかに記載の固体電解コンデンサの製造方法。
- 上記陽極ワイヤを覆う工程においては、上記被覆部材を、樹脂により上記陽極ワイヤに接合する、請求項1ないし6のいずれかに記載の固体電解コンデンサの製造方法。
- 上記陽極ワイヤを覆う工程においては、上記被覆部材としてガラス管を使用し、このガラス管を上記陽極ワイヤに外嵌させる、請求項1ないし7のいずれかに記載の固体電解コンデンサの製造方法。
- 上記陽極ワイヤを覆う工程においては、上記被覆部材として熱収縮性を有する樹脂製の管状部材を使用し、この管状部材を上記陽極ワイヤに外嵌させる、請求項1ないし7のいずれかに記載の固体電解コンデンサの製造方法。
- 上記陽極ワイヤを覆う工程においては、金属ワイヤを上記陽極ワイヤに巻き付けることにより上記被覆部材を形成する、請求項1ないし7のいずれかに記載の固体電解コンデンサの製造方法。
- 上記陽極ワイヤを覆う工程は、樹脂製の線状部材を上記陽極ワイヤに巻き付けることにより上記被覆部材を形成する、請求項1ないし7のいずれかに記載の固体電解コンデンサの製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004111101A JP2005294734A (ja) | 2004-04-05 | 2004-04-05 | 固体電解コンデンサの製造方法 |
| CNA2005800104902A CN1938800A (zh) | 2004-04-05 | 2005-04-04 | 固体电解电容器制造方法 |
| KR1020067020627A KR20060135865A (ko) | 2004-04-05 | 2005-04-04 | 고체 전해 콘덴서 제조 방법 |
| PCT/JP2005/006597 WO2005098882A1 (ja) | 2004-04-05 | 2005-04-04 | 固体電解コンデンサ製造方法 |
| TW094110728A TWI261848B (en) | 2004-04-05 | 2005-04-04 | Manufacture for solid electrolytic capacitor |
| US11/547,326 US20070204446A1 (en) | 2004-04-05 | 2005-04-04 | Method for Manufacturing Solid Electrolytic Capacitor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004111101A JP2005294734A (ja) | 2004-04-05 | 2004-04-05 | 固体電解コンデンサの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005294734A true JP2005294734A (ja) | 2005-10-20 |
Family
ID=35125339
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004111101A Pending JP2005294734A (ja) | 2004-04-05 | 2004-04-05 | 固体電解コンデンサの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20070204446A1 (ja) |
| JP (1) | JP2005294734A (ja) |
| KR (1) | KR20060135865A (ja) |
| CN (1) | CN1938800A (ja) |
| TW (1) | TWI261848B (ja) |
| WO (1) | WO2005098882A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007250920A (ja) * | 2006-03-17 | 2007-09-27 | Sanyo Electric Co Ltd | 固体電解コンデンサの製造方法 |
| JP2010062498A (ja) * | 2008-09-08 | 2010-03-18 | Nec Tokin Corp | 下面電極型固体電解コンデンサおよびその製造方法 |
| JP2011049339A (ja) * | 2009-08-27 | 2011-03-10 | Nec Tokin Corp | 下面電極型固体電解コンデンサおよびその製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2969703B2 (ja) * | 1989-12-06 | 1999-11-02 | 松下電器産業株式会社 | 固体電解コンデンサ |
| US5390074A (en) * | 1991-09-30 | 1995-02-14 | Matsushita Electric Industrial Co., Ltd. | Chip-type solid electrolytic capacitor and method of manufacturing the same |
| JPH0766079A (ja) * | 1993-08-25 | 1995-03-10 | Rohm Co Ltd | 固体電解コンデンサにおけるコンデンサ素子の製造方法 |
| JPH07153659A (ja) * | 1993-11-29 | 1995-06-16 | Sanyo Electric Co Ltd | 縮小投影露光装置 |
| JP3801660B2 (ja) * | 1994-05-30 | 2006-07-26 | ローム株式会社 | タンタル固体電解コンデンサ用コンデンサ素子の製造方法 |
| JPH10116753A (ja) * | 1997-10-30 | 1998-05-06 | Rohm Co Ltd | 固体電解コンデンサ |
| US6238444B1 (en) * | 1998-10-07 | 2001-05-29 | Vishay Sprague, Inc. | Method for making tantalum chip capacitor |
| JP2001176753A (ja) * | 1999-12-20 | 2001-06-29 | Fujitsu Media Device Kk | 固体電解コンデンサ |
| JP4547835B2 (ja) * | 2001-06-21 | 2010-09-22 | パナソニック株式会社 | 固体電解コンデンサおよびその製造方法 |
| JP4010447B2 (ja) * | 2002-05-30 | 2007-11-21 | ローム株式会社 | 固体電解コンデンサ及びその製造方法 |
| US20050237698A1 (en) * | 2004-04-23 | 2005-10-27 | Postage Bradley R | Reduced ESR through use of multiple wire anode |
-
2004
- 2004-04-05 JP JP2004111101A patent/JP2005294734A/ja active Pending
-
2005
- 2005-04-04 TW TW094110728A patent/TWI261848B/zh not_active IP Right Cessation
- 2005-04-04 CN CNA2005800104902A patent/CN1938800A/zh active Pending
- 2005-04-04 KR KR1020067020627A patent/KR20060135865A/ko not_active Ceased
- 2005-04-04 US US11/547,326 patent/US20070204446A1/en not_active Abandoned
- 2005-04-04 WO PCT/JP2005/006597 patent/WO2005098882A1/ja not_active Ceased
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007250920A (ja) * | 2006-03-17 | 2007-09-27 | Sanyo Electric Co Ltd | 固体電解コンデンサの製造方法 |
| JP2010062498A (ja) * | 2008-09-08 | 2010-03-18 | Nec Tokin Corp | 下面電極型固体電解コンデンサおよびその製造方法 |
| JP2011049339A (ja) * | 2009-08-27 | 2011-03-10 | Nec Tokin Corp | 下面電極型固体電解コンデンサおよびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005098882A1 (ja) | 2005-10-20 |
| CN1938800A (zh) | 2007-03-28 |
| US20070204446A1 (en) | 2007-09-06 |
| TW200605115A (en) | 2006-02-01 |
| KR20060135865A (ko) | 2006-12-29 |
| TWI261848B (en) | 2006-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8741214B2 (en) | Sintering method, particularly for forming low ESR capacitor anodes | |
| JP2001110688A (ja) | 固体電解コンデンサおよびその製法 | |
| JP2003163138A (ja) | 固体電解コンデンサ及びその製造方法 | |
| JP2008091784A (ja) | 固体電解コンデンサ及びその製造方法 | |
| JP2005294734A (ja) | 固体電解コンデンサの製造方法 | |
| JP2019145582A (ja) | 固体電解コンデンサおよび固体電解コンデンサの製造方法 | |
| JP5816839B2 (ja) | 電解コンデンサの製造方法 | |
| JP2005217233A (ja) | 固体電解コンデンサ及びその製造方法 | |
| JPH0493012A (ja) | 固体電解コンデンサ及びその製造方法 | |
| JP2005085779A (ja) | 固体電解コンデンサ | |
| JP2005228801A (ja) | チップ型固体電解コンデンサ及びそれに用いるリードフレーム | |
| JP4574544B2 (ja) | 固体電解コンデンサ | |
| JP2003257787A (ja) | 固体電解コンデンサ及びその製法 | |
| JP4589187B2 (ja) | 固体電解コンデンサの製造方法 | |
| JP4853966B2 (ja) | 固体電解コンデンサ | |
| JP2001118750A (ja) | 固体電解コンデンサ | |
| JPH08153650A (ja) | 固体電解コンデンサの製造方法 | |
| JP4119167B2 (ja) | 固体電解コンデンサに使用するコンデンサ素子の製造方法 | |
| KR200211021Y1 (ko) | 탄탈고체 전해컨덴서의 다공질 탄탈펠릿 | |
| JP2006108188A (ja) | 固体電解コンデンサの製造方法 | |
| JP2010153690A (ja) | 固体電解コンデンサ及びその製造方法 | |
| JP2002222733A (ja) | 固体電解コンデンサにおけるコンデンサ素子の構造及びその製造方法 | |
| JPH03215924A (ja) | 固体電解コンデンサの製造方法 | |
| JP2012033603A (ja) | 固体電解コンデンサ | |
| JP2004055807A (ja) | 固体電解コンデンサにおけるコンデンサ素子及びこのコンデンサ素子の製造方法並びにこのコンデンサ素子を用いた固体電解コンデンサ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070402 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090901 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100112 |