JP2005290329A - エチレン系樹脂発泡シート、成形品及びエチレン系樹脂発泡シートの製造方法 - Google Patents
エチレン系樹脂発泡シート、成形品及びエチレン系樹脂発泡シートの製造方法 Download PDFInfo
- Publication number
- JP2005290329A JP2005290329A JP2004111624A JP2004111624A JP2005290329A JP 2005290329 A JP2005290329 A JP 2005290329A JP 2004111624 A JP2004111624 A JP 2004111624A JP 2004111624 A JP2004111624 A JP 2004111624A JP 2005290329 A JP2005290329 A JP 2005290329A
- Authority
- JP
- Japan
- Prior art keywords
- ethylene
- based resin
- foam sheet
- resin foam
- density polyethylene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Laminated Bodies (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
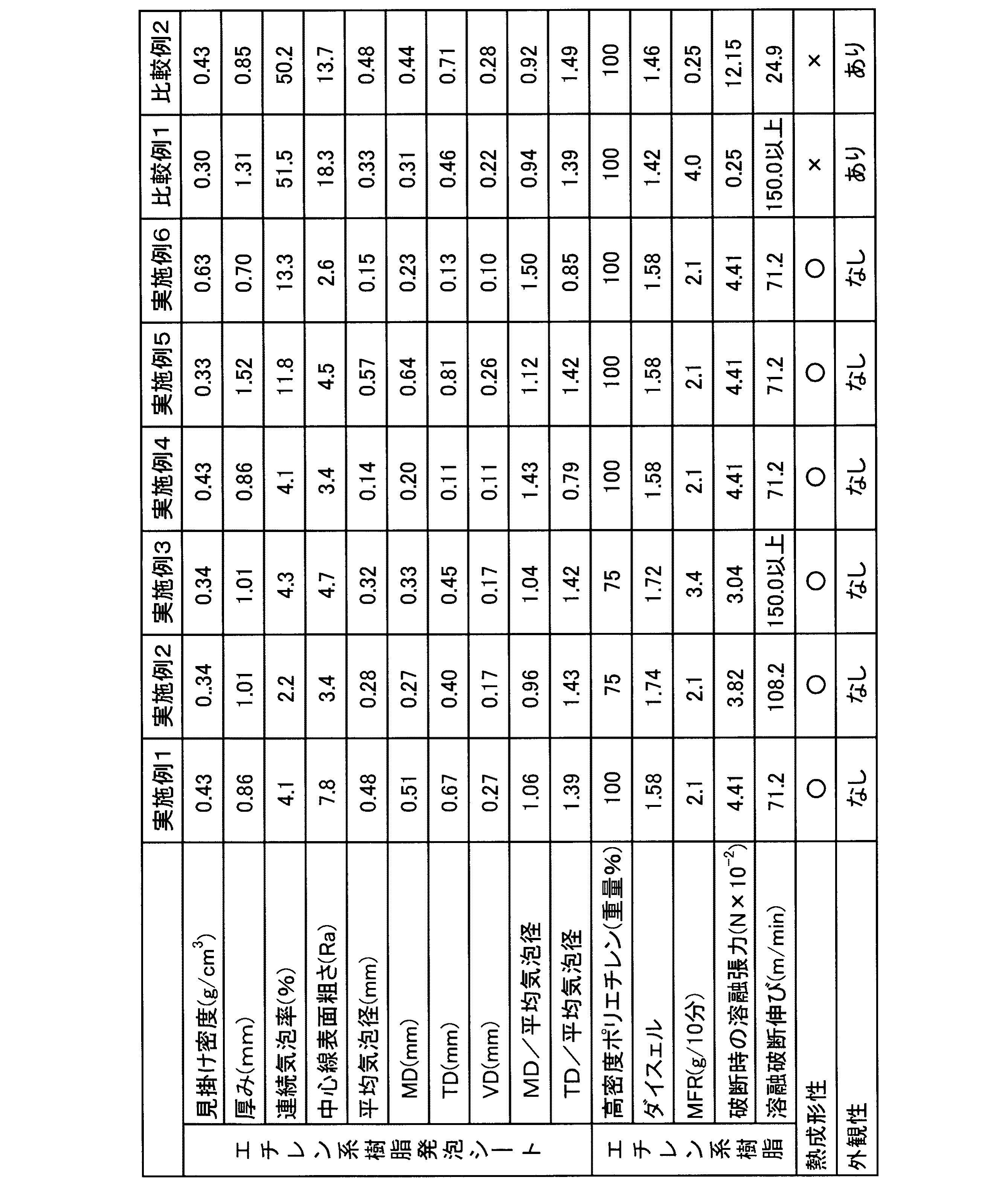
【解決手段】 本発明のエチレン系樹脂発泡シートは、190℃におけるダイスェルが1.50以上である高密度ポリエチレンのみからなるエチレン系樹脂か、或いは、高密度ポリエチレンを60〜95重量%含有し且つ190℃におけるダイスェルが1.55以上であるエチレン系樹脂からなると共に、見掛け密度が0.11〜0.80g/cm3 、厚みが0.5〜5.0mm、連続気泡率が50%以下であることを特徴とする。
【選択図】 なし
Description
エチレン系樹脂の190℃におけるダイスェル
=紐状物の直径(mm)/キャピラリーダイの内径(mm)
平均弦長t=60/(気泡数×写真の倍率)・・・式1
気泡径D=平均弦長t/0.616・・・式2
エチレン系樹脂として、密度が0.949g/cm3 で且つ190℃におけるダイスェルが1.58である高密度ポリエチレン(日本ポリオレフィン社製 商品名「KM458A」、メルトマスフローレート(以下、「MFR」という):2.1g/10分、融点:131℃)100重量部と、熱分解型発泡剤として、重曹とクエン酸との混合物のマスターバッチ(クラリアント社製 商品名「ハイドロセロールCF40E」、重曹とクエン酸との混合物:40重量%、エチレン系樹脂:60重量%)0.3重量部を第一押出機に供給して溶融混練すると共に、第一押出機に物理型発泡剤としてブタンガス1.2重量部を圧入して溶融混練した後、上記第一押出機の先端に接続した第二押出機に溶融樹脂を連続的に供給して樹脂温度が145℃となるように調整した上で、第二押出機の先端に取り付けたサーキュラダイ(温度:145℃)から円筒状に押出量25kg/時間にて押出発泡した。なお、サーキュラダイの内ダイの外径は80mm、スリットクリアランスは0.68mmであった。
密度が0.963g/cm3 の高密度ポリエチレン(日本ポリオレフィン社製 商品名「KM490K」、MFR:4.0g/10分、融点:135℃)75重量部と、密度が0.922g/cm3 のエチレン系樹脂(日本ポリオレフィン社製 商品名「JF120N」、MFR:0.3g/10分、融点:111℃)25重量部を押出機に供給して200℃にて溶融混練して直径が5mmのストランド状に押出し水冷した後に所定長さ毎に切断してエチレン系樹脂ペレットを作製した。このエチレン系樹脂ペレットは、そのダイスェルが1.74、密度が0.953g/cm3 、MFRが2.1g/10分、融点:134℃であった。
密度が0.963g/cm3 の高密度ポリエチレン(日本ポリオレフィン社製 商品名「KM490K」、MFR:4.0g/10分、融点:135℃)75重量部と、密度が0.922g/cm3 のエチレン系樹脂(日本ポリオレフィン社製 商品名「JK401N」、MFR:2.0g/10分、融点:110℃)25重量部を押出機に供給して200℃にて溶融混練して直径が5mmのストランド状に押出し水冷した後に所定長さ毎に切断してエチレン系樹脂ペレットを作製した。このエチレン系樹脂ペレットは、そのダイスェルが1.72、密度が0.952g/cm3 、MFRが3.4g/10分、融点:133℃であった。
エチレン系樹脂として、密度が0.949g/cm3 で且つ190℃におけるダイスェルが1.58である高密度ポリエチレン(日本ポリオレフィン社製 商品名「KM458A」、MFR:2.1g/10分、融点:131℃)100重量部と、熱分解型発泡剤として、重曹とクエン酸との混合物のマスターバッチ(クラリアント社製 商品名「ハイドロセロールCF40E」、重曹とクエン酸との混合物:40重量%、エチレン系樹脂:60重量%)1.5重量部を第一押出機に供給して溶融混練した後、上記第一押出機の先端に接続した第二押出機に溶融樹脂を連続的に供給して樹脂温度が145℃となるように調整した上で、第二押出機の先端に取り付けたTダイ(スリット幅:720mm、スリットクリアランス:1.00mm)から押出発泡してエチレン系樹脂発泡シートを得た。
エチレン系樹脂として、密度が0.949g/cm3 で且つ190℃におけるダイスェルが1.58である発泡シート用の高密度ポリエチレン(日本ポリオレフィン社製 商品名「KM458A」、MFR:2.1g/10分、融点:131℃)100重量部と、熱分解型発泡剤として、重曹とクエン酸との混合物のマスターバッチ(クラリアント社製
商品名「ハイドロセロールCF40E」、重曹とクエン酸との混合物:40重量%、エチレン系樹脂:60重量%)0.3重量部を第一押出機に供給して溶融混練すると共に、第一押出機に物理型発泡剤としてブタンガス1.2重量部を圧入して溶融混練した後、上記第一押出機の先端に接続した第二押出機に溶融樹脂を連続的に供給して樹脂温度が145℃となるように調整する一方、フィルム用の高密度ポリエチレン(日本ポリオレフィン社製 商品名「HF562」、MFR:7.5g/10分、融点:134℃)を第三押出機に供給して170℃にて溶融混練し、第二押出機から押出した高密度ポリエチレン及び第三押出機から押出した高密度ポリエチレンをフィードブロック型の合流ダイに供給し、発泡シート用の高密度ポリエチレンの内外面にフィルム用の高密度ポリエチレンを積層させた状態とした上でサーキュラダイ(温度:145℃)から円筒状に押出量35kg/時間にて押出発泡した。なお、サーキュラダイの内ダイの外径は80mmであった。
エチレン系樹脂として、密度が0.949g/cm3 で且つ190℃におけるダイスェルが1.58である発泡シート用の高密度ポリエチレン(日本ポリオレフィン社製 商品名「KM458A」、MFR:2.1g/10分、融点:131℃)100重量部及び熱分解型発泡剤として、重曹とクエン酸との混合物のマスターバッチ(クラリアント社製
商品名「ハイドロセロールCF40E」、重曹とクエン酸との混合物:40重量%、エチレン系樹脂:60重量%)1.5重量部を第一押出機に供給して溶融混練した後、上記第一押出機の先端に接続した第二押出機に溶融樹脂を連続的に供給して樹脂温度が145℃となるように調整する一方、フィルム用の高密度ポリエチレン(日本ポリオレフィン社製 商品名「HF562」、MFR:7.5g/10分、融点:134℃)を第三押出機に供給して170℃にて溶融混練し、第二押出機から押出した高密度ポリエチレン及び第三押出機から押出した高密度ポリエチレンをフィードブロック型の合流ダイに供給し、発泡シート用の高密度ポリエチレンの表裏面にフィルム用の高密度ポリエチレンを積層させた状態とした上でTダイ(スリット幅:720mm、スリットクリアランス:1.00mm)から押出発泡して、両面に高密度ポリエチレンフィルムが積層一体化されているエチレン系樹脂発泡シートを得た。
高密度ポリエチレンとして、密度が0.963g/cm3 で且つ190℃におけるダイスェルが1.42である高密度ポリエチレン(日本ポリオレフィン社製 商品名「KM490K」、MFR:4.0g/10分、融点:135℃)を用いたこと以外は実施例1と同様にしてエチレン系樹脂発泡シートを得た。
高密度ポリエチレンとして、密度が0.946g/cm3 で且つ190℃におけるダイスェルが1.46である高密度ポリエチレン(日本ポリオレフィン社製 商品名「KB145N」、MFR:0.25g/10分、融点:130℃)を用いたこと、熱分解型発泡剤を0.3重量部の代わりに1.0重量部用いたこと以外は実施例1と同様にしてエチレン系樹脂発泡シートを得た。
エチレン系樹脂発泡シートを構成しているエチレン系樹脂のMFRは、JIS K7210:1999「プラスチック−熱可塑性プラスチックのメルトマスフローレート(MFR)及びメルトボリュームフローレイト(MVR)の試験方法」のB法に記載の方法に基づいて測定した。
エチレン系樹脂発泡シートを構成しているエチレン系樹脂の破断時の溶融張力及び溶融破断伸びは、下記の要領で測定した。即ち、測定試料を190℃に加熱した上でキャピログラフ(東洋精機製作所社製 商品名「PMD−C」)のシリンダー内に充填し、ピストンを降下速度10mm/分の一定速度にて降下させてシリンダー内の測定試料をシリンダーのノズル(口径:2.095mm、長さ:8mm、流入角度:90°)から紐状に垂直下方に押出した。
エチレン系樹脂発泡シートから一辺300mmの平面正方形状の試験片を切り出した。この試験片をプレス成形法を用いて、底面が縦180mm×横100mmの平面長方形状で深さが28mmの皿状の成形品に成形した。なお、プレス成形は、125℃、130℃、135℃のそれぞれの温度にて18秒間に亘って加熱することにより行った。そして、下記基準に基づいて熱成形性を目視観察にて判断し、外観性の指標として、成形品表面に、破泡や樹脂の伸び不良に起因した凹凸が形成されているか否かを目視観察により判断した。なお、表1では、凹凸がある場合を「あり」、凹凸がない場合を「なし」と表記した。
○・・・成形品の角部が正確に成形されており、破断も見られなかった。
×・・・成形品の角部が正確に成形されておらず、破断も見られた。
Claims (9)
- 190℃におけるダイスェルが1.50以上である高密度ポリエチレンのみからなるエチレン系樹脂よりなると共に、見掛け密度が0.11〜0.80g/cm3 、厚みが0.5〜5.0mm、連続気泡率が50%以下であることを特徴とするエチレン系樹脂発泡シート。
- 高密度ポリエチレンを60〜95重量%含有し且つ190℃におけるダイスェルが1.55以上であるエチレン系樹脂からなると共に、見掛け密度が0.10〜0.80g/cm3 、厚みが0.5〜5.0mm、連続気泡率が50%以下であることを特徴とするエチレン系樹脂発泡シート。
- エチレン系樹脂が、高密度ポリエチレン60〜95重量%と、密度が0.915〜0.930g/cm3 のエチレン系樹脂5〜40重量%とからなることを特徴とする請求項2に記載のエチレン系樹脂発泡シート。
- 請求項1乃至請求項3の何れか1項に記載のエチレン系樹脂発泡シートの一面に熱可塑性樹脂フィルムが積層一体化されていることを特徴とするエチレン系樹脂発泡シート。
- 請求項1乃至請求項4の何れか1項に記載のエチレン系樹脂発泡シートを熱成形してなることを特徴とする成形品。
- 190℃におけるダイスェルが1.50以上である高密度ポリエチレンのみからなるエチレン系樹脂を押出機に供給して物理型発泡剤の存在下にて溶融混練し、押出機から押出発泡させて円筒状の発泡成形体を製造し、この発泡成形体を径方向に拡径させた後に該発泡成形体をシート状に展開することを特徴とするエチレン系樹脂発泡シートの製造方法。
- 高密度ポリエチレンを60〜95重量%含有し且つ190℃におけるダイスェルが1.55以上であるエチレン系樹脂を押出機に供給して物理型発泡剤の存在下にて溶融混練し、押出機から押出発泡させて円筒状の発泡成形体を製造し、この発泡成形体を径方向に拡径させた後に該発泡成形体をシート状に展開することを特徴とするエチレン系樹脂発泡シートの製造方法。
- 190℃におけるダイスェルが1.50以上である高密度ポリエチレンのみからなるエチレン系樹脂を押出機に供給して熱分解型発泡剤の存在下にて溶融混練し、押出機からシート状に押出発泡させることを特徴とするエチレン系樹脂発泡シートの製造方法。
- 高密度ポリエチレンを60〜95重量%含有し且つ190℃におけるダイスェルが1.55以上であるエチレン系樹脂を押出機に供給して熱分解型発泡剤の存在下にて溶融混練し、押出機からシート状に押出発泡させることを特徴とするエチレン系樹脂発泡シートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004111624A JP4680528B2 (ja) | 2004-04-05 | 2004-04-05 | 熱成形用エチレン系樹脂発泡シート、成形品及び熱成形用エチレン系樹脂発泡シートの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004111624A JP4680528B2 (ja) | 2004-04-05 | 2004-04-05 | 熱成形用エチレン系樹脂発泡シート、成形品及び熱成形用エチレン系樹脂発泡シートの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005290329A true JP2005290329A (ja) | 2005-10-20 |
| JP4680528B2 JP4680528B2 (ja) | 2011-05-11 |
Family
ID=35323618
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004111624A Expired - Fee Related JP4680528B2 (ja) | 2004-04-05 | 2004-04-05 | 熱成形用エチレン系樹脂発泡シート、成形品及び熱成形用エチレン系樹脂発泡シートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4680528B2 (ja) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007270116A (ja) * | 2006-03-10 | 2007-10-18 | Sekisui Plastics Co Ltd | スチレン改質ポリオレフィン系樹脂粒子、発泡性樹脂粒子、予備発泡粒子及び発泡成形体 |
| JP2008075367A (ja) * | 2006-09-22 | 2008-04-03 | Toppan Printing Co Ltd | 床材及びその製造方法 |
| JP2011018487A (ja) * | 2009-07-07 | 2011-01-27 | Fujikura Ltd | 発泡電線及びこれを有する伝送ケーブル |
| JP2012111801A (ja) * | 2010-11-19 | 2012-06-14 | Nihon Tetra Pak Kk | 包装材料用組成物 |
| JP2012211312A (ja) * | 2011-03-23 | 2012-11-01 | Asahi Kasei Chemicals Corp | 自動車内装材成形用基材、それよりなる自動車内装材成形用積層基材 |
| JP2014043553A (ja) * | 2012-08-03 | 2014-03-13 | Jsp Corp | ポリエチレン系樹脂発泡シートの製造方法 |
| JP2014156613A (ja) * | 2014-06-05 | 2014-08-28 | Jsp Corp | ポリエチレン系樹脂押出発泡シートの製造方法 |
| EP2969523A4 (en) * | 2013-03-14 | 2016-08-17 | Berry Plastics Corp | CONTAINING |
| US9937652B2 (en) | 2015-03-04 | 2018-04-10 | Berry Plastics Corporation | Polymeric material for container |
| JP2019002016A (ja) * | 2018-08-10 | 2019-01-10 | 株式会社カネカ | ポリプロピレン系樹脂発泡シート |
| JP2019511388A (ja) * | 2016-01-05 | 2019-04-25 | ダウ グローバル テクノロジーズ エルエルシー | 熱成形されたマイクロキャピラリシート |
| CN110615911A (zh) * | 2019-10-29 | 2019-12-27 | 恩奇(佛山)新材料科技有限公司 | 一种聚乙烯类高倍率发泡材料及其制备方法 |
| JP2020090036A (ja) * | 2018-12-05 | 2020-06-11 | 積水成型工業株式会社 | 積層成形体及びその製造方法 |
| US12091523B2 (en) | 2013-08-16 | 2024-09-17 | Berry Plastics Corporation | Insulated container |
| US12139319B2 (en) | 2011-06-17 | 2024-11-12 | Berry Plastics Corporation | Insulated container |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57177030A (en) * | 1981-04-24 | 1982-10-30 | Sumitomo Electric Ind Ltd | Manufacturing of highly expanded heat insulating pipe |
| JPH11213759A (ja) * | 1998-01-20 | 1999-08-06 | Sumitomo Electric Ind Ltd | 細径発泡電線及びその製造方法 |
| JP2000103915A (ja) * | 1998-09-30 | 2000-04-11 | Asahi Chem Ind Co Ltd | 複合材料およびその成形体の製造方法 |
| JP2000225638A (ja) * | 1999-02-08 | 2000-08-15 | Asahi Chem Ind Co Ltd | 発泡成形体の製造方法 |
| JP2001135145A (ja) * | 1999-11-04 | 2001-05-18 | Nippon Unicar Co Ltd | 不活性ガス発泡法による高発泡ポリエチレン被覆電線製造用の発泡性樹脂組成物及びこれを被覆して作った高発泡絶縁ポリエチレン被覆電線 |
| JP2004043813A (ja) * | 2002-07-09 | 2004-02-12 | Jsp Corp | ポリエチレン系樹脂押出発泡シート、該発泡シートの成形体、組立箱、コンクリート型枠用内張りシート及び発泡シートの製造方法 |
| JP2004155454A (ja) * | 2002-11-06 | 2004-06-03 | Japan Polyolefins Co Ltd | 断熱性ポリエチレン容器およびその製造方法 |
-
2004
- 2004-04-05 JP JP2004111624A patent/JP4680528B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57177030A (en) * | 1981-04-24 | 1982-10-30 | Sumitomo Electric Ind Ltd | Manufacturing of highly expanded heat insulating pipe |
| JPH11213759A (ja) * | 1998-01-20 | 1999-08-06 | Sumitomo Electric Ind Ltd | 細径発泡電線及びその製造方法 |
| JP2000103915A (ja) * | 1998-09-30 | 2000-04-11 | Asahi Chem Ind Co Ltd | 複合材料およびその成形体の製造方法 |
| JP2000225638A (ja) * | 1999-02-08 | 2000-08-15 | Asahi Chem Ind Co Ltd | 発泡成形体の製造方法 |
| JP2001135145A (ja) * | 1999-11-04 | 2001-05-18 | Nippon Unicar Co Ltd | 不活性ガス発泡法による高発泡ポリエチレン被覆電線製造用の発泡性樹脂組成物及びこれを被覆して作った高発泡絶縁ポリエチレン被覆電線 |
| JP2004043813A (ja) * | 2002-07-09 | 2004-02-12 | Jsp Corp | ポリエチレン系樹脂押出発泡シート、該発泡シートの成形体、組立箱、コンクリート型枠用内張りシート及び発泡シートの製造方法 |
| JP2004155454A (ja) * | 2002-11-06 | 2004-06-03 | Japan Polyolefins Co Ltd | 断熱性ポリエチレン容器およびその製造方法 |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007270116A (ja) * | 2006-03-10 | 2007-10-18 | Sekisui Plastics Co Ltd | スチレン改質ポリオレフィン系樹脂粒子、発泡性樹脂粒子、予備発泡粒子及び発泡成形体 |
| JP2008075367A (ja) * | 2006-09-22 | 2008-04-03 | Toppan Printing Co Ltd | 床材及びその製造方法 |
| JP2011018487A (ja) * | 2009-07-07 | 2011-01-27 | Fujikura Ltd | 発泡電線及びこれを有する伝送ケーブル |
| JP2012111801A (ja) * | 2010-11-19 | 2012-06-14 | Nihon Tetra Pak Kk | 包装材料用組成物 |
| JP2012211312A (ja) * | 2011-03-23 | 2012-11-01 | Asahi Kasei Chemicals Corp | 自動車内装材成形用基材、それよりなる自動車内装材成形用積層基材 |
| US12139319B2 (en) | 2011-06-17 | 2024-11-12 | Berry Plastics Corporation | Insulated container |
| JP2014043553A (ja) * | 2012-08-03 | 2014-03-13 | Jsp Corp | ポリエチレン系樹脂発泡シートの製造方法 |
| US10633139B2 (en) | 2013-03-14 | 2020-04-28 | Berry Plastics Corporation | Container |
| EP2969523A4 (en) * | 2013-03-14 | 2016-08-17 | Berry Plastics Corp | CONTAINING |
| US12091523B2 (en) | 2013-08-16 | 2024-09-17 | Berry Plastics Corporation | Insulated container |
| JP2014156613A (ja) * | 2014-06-05 | 2014-08-28 | Jsp Corp | ポリエチレン系樹脂押出発泡シートの製造方法 |
| US9937652B2 (en) | 2015-03-04 | 2018-04-10 | Berry Plastics Corporation | Polymeric material for container |
| US12145303B2 (en) | 2015-03-04 | 2024-11-19 | Berry Plastics Corporation | Polymeric material for container |
| US10265903B2 (en) | 2015-03-04 | 2019-04-23 | Berry Plastics Corporation | Container and process for making the same |
| US10173359B2 (en) | 2015-03-04 | 2019-01-08 | Berry Plastics Corporation | Multi-layer tube and process of making the same |
| JP2019511388A (ja) * | 2016-01-05 | 2019-04-25 | ダウ グローバル テクノロジーズ エルエルシー | 熱成形されたマイクロキャピラリシート |
| JP2019002016A (ja) * | 2018-08-10 | 2019-01-10 | 株式会社カネカ | ポリプロピレン系樹脂発泡シート |
| JP7220067B2 (ja) | 2018-12-05 | 2023-02-09 | 積水成型工業株式会社 | 積層成形体及びその製造方法 |
| JP2020090036A (ja) * | 2018-12-05 | 2020-06-11 | 積水成型工業株式会社 | 積層成形体及びその製造方法 |
| CN110615911A (zh) * | 2019-10-29 | 2019-12-27 | 恩奇(佛山)新材料科技有限公司 | 一种聚乙烯类高倍率发泡材料及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4680528B2 (ja) | 2011-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101639466B1 (ko) | 폴리프로필렌계 수지 발포 블로우 성형체의 제조 방법 | |
| JP2638532B2 (ja) | ポリプロピレンフォームシートの硬質又は半硬質物品を成形する方法および多層フォームシート | |
| JP4680528B2 (ja) | 熱成形用エチレン系樹脂発泡シート、成形品及び熱成形用エチレン系樹脂発泡シートの製造方法 | |
| JP2010270228A (ja) | ポリプロピレン系樹脂発泡体の製造方法及びポリプロピレン系樹脂発泡体 | |
| JP2009235329A (ja) | ポリプロピレン系樹脂発泡体の製造方法及びポリプロピレン系樹脂発泡体 | |
| JP2007154172A (ja) | ポリプロピレン系樹脂発泡シート、積層発泡シートおよびポリプロピレン系樹脂発泡シートの製造方法ならびにそれらの成形体 | |
| JP4605697B2 (ja) | 成形用無架橋ポリエチレン系樹脂押出発泡体及びその成形体 | |
| JP5410221B2 (ja) | ポリプロピレン系樹脂発泡体 | |
| JP2020164777A (ja) | ポリプロピレン系樹脂発泡シート及びポリプロピレン系樹脂発泡容器 | |
| JP3351967B2 (ja) | 熱成形用無架橋ポリプロピレン系樹脂発泡シート | |
| JP4700387B2 (ja) | 無架橋ポリエチレン系樹脂押出発泡体及びその成形体 | |
| JP6961411B2 (ja) | ポリエチレン系無架橋押出発泡体 | |
| JP5751670B2 (ja) | ポリエチレン系樹脂多層発泡シート及びその成形体 | |
| JP5992193B2 (ja) | 押出発泡用樹脂組成物、樹脂発泡体の製造方法及び樹脂発泡体 | |
| JP2013209545A (ja) | 押出発泡用樹脂組成物、樹脂発泡体の製造方法及び樹脂発泡体 | |
| JP5674585B2 (ja) | 透気防水フィルター | |
| JP4111435B2 (ja) | ポリプロピレン系樹脂発泡成形体 | |
| JP3704454B2 (ja) | 成形用無架橋ポリプロピレン系樹脂発泡シートおよび成形用無架橋ポリプロピレン系樹脂多層発泡シート | |
| JP5291441B2 (ja) | ポリエチレン系樹脂発泡シートおよびその製造方法ならびに発泡成形品 | |
| JP7252805B2 (ja) | ポリエチレン系無架橋押出発泡体 | |
| JP7128705B2 (ja) | 多層発泡シート及び容器 | |
| JP7252751B2 (ja) | ポリエチレン系樹脂押出発泡体の製造方法、及びポリエチレン系樹脂板状発泡体 | |
| JP3058183U (ja) | 成形用無架橋ポリプロピレン系樹脂発泡シート | |
| JP2005041209A (ja) | プロピレン系樹脂発泡シートおよび容器 | |
| JPH11156910A (ja) | ポリエチレン系樹脂発泡体の製造方法、ポリエチレン系樹脂発泡体及びその成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060817 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090324 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090525 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100914 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20101109 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20101201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110125 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110203 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4680528 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140210 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |