JP2004232079A - 粉末冶金用副原料粉末および粉末冶金用鉄基粉末混合物ならびにそれらの製造方法 - Google Patents
粉末冶金用副原料粉末および粉末冶金用鉄基粉末混合物ならびにそれらの製造方法 Download PDFInfo
- Publication number
- JP2004232079A JP2004232079A JP2003143785A JP2003143785A JP2004232079A JP 2004232079 A JP2004232079 A JP 2004232079A JP 2003143785 A JP2003143785 A JP 2003143785A JP 2003143785 A JP2003143785 A JP 2003143785A JP 2004232079 A JP2004232079 A JP 2004232079A
- Authority
- JP
- Japan
- Prior art keywords
- powder
- iron
- metallurgy
- lubricant
- organic binder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
- C22C33/0207—Using a mixture of prealloyed powders or a master alloy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/102—Metallic powder coated with organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/108—Mixtures obtained by warm mixing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/14—Treatment of metallic powder
- B22F1/148—Agglomerating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
- B22F2003/023—Lubricant mixed with the metal powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12014—All metal or with adjacent metals having metal particles
- Y10T428/12028—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, etc.]
- Y10T428/12049—Nonmetal component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12181—Composite powder [e.g., coated, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2982—Particulate matter [e.g., sphere, flake, etc.]
- Y10T428/2991—Coated
- Y10T428/2998—Coated including synthetic resin or polymer
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Powder Metallurgy (AREA)
Abstract
【解決手段】粉末冶金用副原料粉末の表面を有機バインダーで被覆し、この有機バインダーを介して粉末冶金用副原料粉末を鉄基粉末の表面に接着する。
【選択図】 図2
Description
【発明の属する技術分野】
本発明は、粉末表面に有機バインダーが被覆された合金化用粉末や切削性改善用粉末等の粉末冶金用副原料粉末、およびかかる粉末冶金用副原料粉末を鉄粉や合金鋼粉等の鉄基粉末の表面に有機バインダーを介して接着させた粉末冶金用鉄基粉末混合物ならびにそれらの製造方法に関するものである。
【0002】
【従来の技術】
粉末冶金用鉄基粉末混合物は、鉄基粉末に、銅粉、黒鉛粉、燐化鉄粉等の合金化用粉末やMnS粉、BN粉、CaF粉等の切削性改善用粉末などの粉末冶金用副原料粉末、ならびにステアリン酸亜鉛、ステアリン酸アルミニウム、ステアリン酸鉛等の潤滑剤を混合させたものである。
近年、焼結部材の低コスト化の要求とともに、製造工程のコスト削減に対する要求が高まってきた。そのため、鉄基粉末、粉末冶金用副原料粉末および潤滑剤といった原料粉末の偏析を防止し、成形体焼結時の寸法バラツキを低減させ、焼結後の焼結部材の寸法修正のための切削加工工程におけるコストを低減する取り組みがなされてきた。
【0003】
粉末冶金用鉄基粉末混合物の偏析を防止する方法としては、次のような技術が知られている。
(1) 粉末冶金用副原料粉末と鉄基粉末および潤滑剤を有機バインダーを分散あるいは溶解した液体と混合し、溶媒を乾燥させる湿式混合法(例えば特許文献1,特許文献2参照)。
(2) 粉末冶金用副原料粉末と鉄基粉末と固体潤滑剤およびバインダーを混合しつつ加熱し、潤滑剤の一部を溶融させたのち、これを冷却して、粉末冶金用副原料粉末と鉄基粉末を固着させる乾式混合法(例えば特許文献3,特許文献4参照)。
【0004】
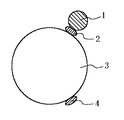
上記の湿式混合法や乾式混合法で用いられる粉末冶金用副原料粉末は、予め有機バインダーで被覆されているのではなく、図1に示すように、副原料粉末1が有機バインダー2を介して鉄基粉末3の表面に接着される形態をとっている。
【0005】
従って、いずれの方法も、粉末冶金用鉄基粉末混合物の偏析を十分に改善してはいない。
すなわち、バインダーの添加量を増加させると、偏析は改善されるが、不用なバインダー粒子すなわち鉄基粉末と粉末冶金用副原料粉末間の接着に機能せず、単に粉末冶金用副原料粉末または鉄基粉末表面に被覆されるにすぎない無用なバインダー粒子4が必然的に存在するようになるため、圧粉密度を低下させるという問題が生じる。
【0006】
【特許文献1】
特許第2582231 号公報(特許請求の範囲)
【特許文献2】
特公平5−27682 号公報(特許請求の範囲)
【特許文献3】
特開平2−57602 号公報(特許請求の範囲)
【特許文献4】
特開平3−162502号公報(特許請求の範囲)
【0007】
【発明が解決しようとする課題】
本発明は、上記の課題を解決するのに有利な粉末冶金用副原料粉末、およびその粉末冶金用副原料粉末を用いて成分偏析を軽減した粉末冶金用鉄基粉末混合物ならびにそれらの有利な製造方法を提案することを目的とする。
【0008】
【課題を解決するための手段】
さて、発明者らは、まず、粉末冶金用鉄基粉末混合物中の異種粒子、すなわち粉末冶金用副原料粉末と鉄基粉末相互の理想的な接着状態について検討した。
その結果、接着異種粒子間のみにバインダーが存在し、その他の相互密着に無関係な粒子表面部位にはバインダーを存在させない形態が理想的ではあるが、該当部位のみに選択的にバインダーを存在させることは極めて難しいとの結論に達した。
そこで、これに近い形態について種々研究を重ねた。
【0009】
その結果、粒子個数が相対的に少ない粉末冶金用副原料粉末の表面を遍くバインダーで被覆した後、主原料である鉄基粉末と混合する。これにより、鉄基粉末と、これに隣接した粉末冶金用副原料粉末との間には、必然的にバインダーが存在し、相互の接着に寄与する。しかも、異種粒子の隣接しない鉄基粉末には不用なバインダーが一切存在しないという好ましい異種粒子間接着形態を達成できることを見出した。
【0010】
さらに、発明者らは、バインダーとして、有機バインダーである熱可塑性樹脂を用い、鉄基粉末と混合して接着させる際、熱可塑性樹脂の軟化点または融点以上に加熱することによって、これが溶融し、異種粒子間に侵入し、液架橋を形成して、接着点を強固に形成することを見出した。
発明者らは、この方法によって、有機バインダーを被覆した粉末冶金用副原料粉末と鉄基粉末とを混合し、有機バインダーの軟化点あるいは融点以上に加熱し、その後冷却して得られた粉末冶金用鉄基粉末混合物においては、成分偏析が大幅に軽減されることを確認した。
【0011】
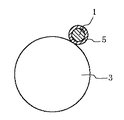
図2に、本発明の粉末冶金用副原料粉末が鉄基粉末表面に接着した状態の模式図を示す。
本発明では、粉末冶金用副原料粉末1は、予め有機バインダー5で被覆され、この有機バインダー5を介して鉄基粉末3の表面に接着されている。
本発明は、上記した知見に基づき、さらに種々の検討を加えて完成されたものである。
【0012】
すなわち、本発明の要旨構成は次のとおりである。
1.粒子表面が有機バインダーで被覆されてなることを特徴とする粉末冶金用副原料粉末。
【0013】
2.上記1において、前記粉末冶金用副原料粉末が、合金化用粉末および/または切削性改善用粉末であることを特徴とする粉末冶金用副原料粉末。
【0014】
3.上記1または2において、前記有機バインダーが熱可塑性樹脂および/またはワックス類であることを特徴とする粉末冶金用副原料粉末。
【0015】
4.粒子表面を有機バインダーで被覆することを特徴とする粉末冶金用副原料粉末の製造方法。
【0016】
5.上記4において、前記有機バインダーが熱可塑性樹脂および/またはワックス類であることを特徴とする粉末冶金用副原料粉末の製造方法。
【0017】
6.上記4または5において、粒子表面を有機バインダーで被覆するに際し、何も被覆されていない粉末冶金用副原料粉末と、該有機バインダーを溶媒に乳化または分散させた処理液あるいは溶解させた処理液を混合したのち、引き続き該溶媒を乾燥することを特徴とする粉末冶金用副原料粉末の製造方法。
【0018】
7.鉄基粉末と、上記1〜3のいずれかに記載の粉末冶金用副原料粉末とを混合しつつ、前記有機バインダーの少なくとも一部を溶融または軟化させた後、冷却することを特徴とする粉末冶金用鉄基粉末混合物の製造方法。
【0019】
8.上記7において、前記鉄基粉末と、請求項1〜3のいずれかに記載の粉末冶金用副原料粉末とを混合するときに、さらに潤滑剤を混合することを特徴とする粉末冶金用鉄基粉末混合物の製造方法。
【0020】
9.上記7または8に引き続き、溶媒中に潤滑剤粒子を乳化または分散させた処理液を噴霧して、該鉄基粉末の表面を該処理液で覆い、ついで該溶媒を揮散させることを特徴とする粉末冶金用鉄基粉末混合物の製造方法。
【0021】
10.上記7または8に引き続き、一次粒子を凝集して造粒した二次粒子を含む遊離潤滑剤を添加し、ついで混合する際、該二次粒子が破壊しないせん断力で混合することを特徴とする粉末冶金用鉄基粉末混合物の製造方法。
【0022】
11.上記7または8に引き続き、溶媒中に潤滑剤粒子を乳化または分散させた処理液を噴霧して、該鉄基粉末の表面を該処理液で覆い、ついで該溶媒を揮散させたのち、さらに一次粒子を凝集して造粒した二次粒子を含む遊離潤滑剤を添加し、ついで混合する際、該二次粒子が破壊しないせん断力で混合することを特徴とする粉末冶金用鉄基粉末混合物の製造方法。
【0023】
12.上記1〜3のいずれかに記載の粉末冶金用副原料粉末を、前記有機バインダーを介して、鉄基粉末の表面に接着してなることを特徴とする粉末冶金用鉄基粉末混合物。
【0024】
13.上記12において、表面に粉末冶金用副原料粉末を接着させた鉄基粉末の表面を、潤滑剤粒子で覆ってなることを特徴とする粉末冶金用鉄基粉末混合物。
【0025】
14.上記12または13において、前記粉末冶金用鉄基粉末混合物中の遊離潤滑剤が、一次粒子を凝集させて造粒した二次粒子からなる遊離潤滑剤を含有することを特徴とする粉末冶金用鉄基粉末混合物。
【0026】
【発明の実施の形態】
以下、本発明をさらに具体的に説明する。
第1の発明は、粒子表面を有機バインダーで均一に被覆したことを特徴とする粉末冶金用副原料粉末である。第1の発明において、有機バインダーは熱可塑性樹脂であって、軟化点または融点が 100〜160 ℃程度のものであることが好ましい。軟化点または融点が100 ℃未満では、粉末冶金用鉄基粉末混合物を製造する際に行われる加熱工程において、溶融した熱可塑性樹脂の粘性が低く、粉末冶金用副原料粉末表面から流出し、バインダーとしての機能が低下する。また、軟化点または融点が160 ℃を超えると、加熱工程における加熱温度を高くする必要が生じるために、鉄基粉末表面が酸化し、焼結後の焼結部材の機械的性質が低下する。
【0027】
ここに、熱可塑性樹脂としては、ポリエステル樹脂、ポリプロピレン樹脂、ポリエチレン樹脂、ブチラール樹脂、エチレン酢酸ビニル樹脂、テルペンフェニール樹脂、スチレン−ブタジエンエラストマー、スチレンアクリル酸共重合体、アクリル酸樹脂、メタクリル酸エステル共重合体樹脂のうちから選んだ1種または2種以上を選択して使用する。
なお、上記したポリエステル樹脂は粉末であることが好ましく、そのポリエステル樹脂粉末の表面は親水性樹脂層で被覆されていることが好ましい。また、ポリエステル樹脂の分子構造は、線状飽和ポリエステル樹脂または変性エーテル型ポリエステル樹脂であることがとりわけ好ましい。
【0028】
また、第1の発明において、有機バインダーは、ワックス類であっても構わない。このワックス類としては、パラフィンワックス、マイクロクリスタリンワックス、フィッシャートロプシュワックス、ポリエチレンワックスのうちから選んだ少なくとも1種を選択して使用するのが好ましい。
【0029】
さらに、有機バインダーとして、上記した熱可塑性樹脂とワックス類とを併用することは有利である。
ワックス類の添加により、樹脂の加熱溶融時におる粘性が向上し、粉末冶金用副原料粉末表面および鉄基粉末表面との間に安定した液架橋が形成され、接着力が向上する。
【0030】
有機バインダーの合計は、粉末冶金用副原料粉末の 0.5〜50質量%程度が好適である。というのは、0.5 質量%未満では、有機バインダーとして接着力が不足し、一方50質量%を超えると、粉末粒子の付着力が増大し、粉末冶金用副原料粉末およびこれを用いた粉末冶金用鉄基粉末混合物の流動性を悪化させるからである。特に好ましくは1〜30質量%の範囲である。
【0031】
第1の発明における粉末冶金用副原料粉末は、粉末冶金に用いる粉末の主成分である鉄基粉末以外の原料であって、黒鉛粉、銅粉、Ni基粉末、Mo基粉末等の合金化用粉末および/またはMnS粉末、BN粉末、CaF粉末、ヒドロキシアパタイト粉末等の切削性改善用粉末が、その代表である。
【0032】
黒鉛粉としては、天然黒鉛、人造黒鉛、球晶のいずれかの粉末が有利であり、その平均粒径は 0.1〜50μm 程度とするのが好ましい。平均粒径が0.1 μm 未満では、黒鉛粉が相互に凝集して有機バインダーの被覆が困難となるばかりでなく、凝集した黒鉛粉の解砕も困難となる。一方、50μm を超えると、粉末冶金用鉄基粉末混合物を成形しさらに焼結した後の焼結部材内部および表面にピンホールが発生し、焼結部材の強度低下を招くだけでなく、外観不良となる。
【0033】
銅粉としては、アトマイズ銅粉、電解銅粉、酸化物還元銅粉または亜酸化銅粉等が有利に適合する。
Ni基粉末、Mo基粉末としては、それぞれアトマイズNi粉末、カルボニルNi粉末、酸化物還元Ni粉末やアトマイズMo粉末、カルボニルMo粉末、酸化物還元Mo粉末が好適である。
Ni−Fe、Mo−Fe等の合金粉末の場合は、鋼塊を機械粉砕して分級した粉末であっても構わない。
【0034】
銅粉、Ni基粉末およびMo基粉末等の合金化用粉末の平均粒径は 0.1〜50μm 程度とするのが好適である。平均粒径が0.1 μm 未満では、銅粉、Ni基粉末、Mo基粉末等が相互に凝集して有機バインダーの被覆が困難となるばかりでなく、凝集した銅粉、Ni基粉末、Mo基粉末の解砕も困難となる。一方、50μm を超えると、粉末冶金用鉄基粉末混合物を成形後、焼結を行う際に、Cu, Ni, Moの拡散が不十分で、焼結部材強度を低下させる。
【0035】
さらに、粉末冶金用副原料粉末において、MnS粉末、BN粉末、CaF粉末、ヒドロキシアパタイト粉末等の切削性改善用粉末は、焼結部材の機械的特性の改善に有効に寄与するので、必要に応じて添加する。
【0036】
次に、上記した粉末冶金用副原料粉末の製造方法について説明する。
第1の発明の粉末冶金用副原料粉末は、何も被覆されていない粉末冶金用副原料粉末と、有機バインダーである熱可塑性樹脂および/またはワックスの粉末を溶媒に乳化または分散させた処理液あるいは溶解させた処理液(以下、これらを単に「処理液」と称する)を混合した後、引き続き溶媒を乾燥し、さらにこれを解砕することによって得るのが好ましい。なお、処理液には、予めワックス類を添加、混合しておいても構わない。
【0037】
処理液中に分散する樹脂および/またはワックスの粉末の平均1次粒径は、0.01〜10μm 程度であって、被覆の対象となる粉末冶金用副原料粉末の粒径よりも小さくすることが好ましい。というのは、平均1次粒径が0.01μm 未満では、その後の工程における溶媒の乾燥に時間がかかって樹脂被覆コストの上昇を招き、一方10μm を超えると、粉末冶金用副原料粉末の表面に均一な被膜が形成され難いからである。
【0038】
処理液の溶媒は、水またはアルコールであることが好ましく、被覆の対象である粉末冶金用副原料粉末に応じて適宜選定する。
たとえば、黒鉛粉やBN粉末等のような水に不溶で比較的酸化され難い粉末の場合は、製造コストを削減し、安全に被覆作業を行う上で、水を溶媒とすることが好ましい。さらに必要に応じて水と粉末との濡れ性を改善するために、界面活性剤を少量添加しても構わない。界面活性剤としては、K,Na等の活性な金属イオンを含まない非イオン系のものが好ましい。というのは、K,Na等を含むと、粉末冶金用鉄基粉末混合物として使用する際、焼結部材内に残留して錆の発生や強度低下を招く危険性があるからである。
【0039】
また、銅粉、Ni基粉末、Mo基粉末等の酸化され易い粉末や、MnS粉末、CaF粉末、ヒドロキシアパタイト粉末等のような水に溶解したり水分子と親和性の高い粉末の場合は、アルコールを溶媒とすることが好ましい。溶媒としてのアルコールは、有機基の分子量が大きいものが好ましく、イソプロピルアルコール、ブチルアルコール等が好ましい。メチルアルコールのような分子量が小さいものは、水に類似した特性を示し、かつ不純物として水を含む可能性もあるので好ましくない。
【0040】
さらに、上記した酸化され易い粉末や、水分子と親和力の高い粉末は、処理液を用いて被覆する他に、有機溶剤に樹脂を溶解した溶液を使用することが好ましい。かかる溶剤としては、樹脂を溶解するものであれば特に限定はされないが、環境汚染を防止する観点から、塩素を含有しないものが望ましい。
何も被覆されていない粉末冶金用副原料粉末と、熱可塑性樹脂粉末が分散したエマルジョンあるいは溶解した溶液を混合する場合、混合装置は、樹脂混練機(二軸回転式混合機)、ヘンシェルミキサー、Vプレンダー、アトライター等を用いることができる。処理液または上記溶液の粘性が低いほど混合が良好であり、固形分の濃度にして1〜60質量%が望ましい。固形分の濃度が1質量%未満では、溶媒の比率が高いため、後続の乾燥工程で時間がかかり、製造コストが上昇するので好ましくない。一方、60質量%を超えると、樹脂エマルジョンまたは溶液の粘性が高くなり、混合が困難となる。
【0041】
ついで、粉末冶金用副原料粉末と処理液との混合物を乾燥し、溶媒を除去する。溶媒の除去は、ロータリーキルンやメッシュベルト炉、マッフル炉等で行い、減圧乾燥しても構わない。乾燥時の温度は、添加した樹脂の軟化点または融点未満の温度とするのが好ましい。樹脂の軟化点以上または融点以上で乾燥すると、樹脂が軟化または溶融し、粉末同士が凝集を起こすので、後述する解砕作業が困難となる。
【0042】
乾燥することによって樹脂で被覆された粉末冶金用副原料粉末を、機械によって解砕する。解砕作業は、ハンマーミル、ジョークラッシャー、ジェットミル等の粉砕機で行っても良いし、あるいはヘンシェルミキサー内で攪拌羽根の回転によって解砕しても構わない。解砕した後の粉末は、篩分級あるいは空気分級等によって、所望の粒子サイズに調整される。
【0043】
次に、第2発明の粉末冶金用鉄基粉末混合物の製造に際しては、第1の発明の粉末冶金用副原料粉末(1次潤滑剤)と鉄基粉末を混合(いわゆる1次混合)しつつ、有機バインダーの少なくとも1種の成分の軟化点または融点以上に加熱し、有機バインダーの少なくとも一部を溶融または軟化させた後、冷却する。この冷却後、必要に応じて潤滑剤(2次潤滑剤)を添加混合(いわゆる2次混合)しても良い。なお、1次混合時に潤滑剤を混合しても良い。なお、好ましい潤滑剤の具体的な例は後述する。
【0044】
1 次混合における加熱温度が、有機バインダーの少なくとも1種の成分の軟化点または融点未満では、加熱混合時に粒子表面のバインダーが軟化または溶融せず、接着力が低下する。
1次混合において潤滑剤(1次潤滑剤)を添加した場合、1次混合における加熱温度は、添加した潤滑剤の最低融点よりも高くすることが望ましい。ここに、有機バインダーが複数の成分からなる場合には、各成分の融点または軟化点を比較した場合に、最も低い温度で示される融点または軟化点を「最低融点」として管理し、有機バインダーが一種のみからなる場合には、その融点または軟化点を「最低融点」とする。有機バインダーの軟化または溶融に加えて、潤滑剤の溶融により、鉄基粉末粒子と粉末冶金用副原料粉末粒子の間に形成される液架橋の体積が増加し、相互がさらに接着し易くなり、結合剤として作用する。
【0045】
ところで、上記した2次混合において、潤滑剤(2次潤滑剤)を添加するには、次の要領で行うのが好適である。
すなわち、上記のように冷却までの工程により、鉄基粉末の表面に有機バインダーを介して粉末冶金用副原料粉末を接着させた後、
(1) 溶媒中に潤滑剤粒子を乳化または分散させた処理液を噴霧して、鉄基粉末の表面を処理液で覆い、ついで乾燥処理により溶媒を揮散させる方法(被覆法)、(2) 一次粒子を凝集して造粒した二次粒子を含む遊離潤滑剤(ここに「遊離」とは、潤滑剤が独立した粒子として存在することを指し、前記した「被覆」と対比される言葉である)を添加し、ついで混合する際、この二次粒子が破壊しないせん断力で混合する方法(造粒型潤滑剤混合法)、
(3) 溶媒中に潤滑剤粒子を乳化または分散させた処理液を噴霧して、鉄基粉末の表面を処理液で覆い、ついで乾燥処理により溶媒を揮散させたのち、さらに一次粒子を凝集して造粒した二次粒子を含む遊離潤滑剤を添加し、ついで混合する際、この二次粒子が破壊しないせん断力で混合する方法(被覆法+造粒型潤滑剤混合法)
である。
【0046】
ここに、上記した被覆法において、使用する潤滑剤粒子の粒径は0.01〜10μm程度とすることが好ましい。というのは、粒径が0.01μm に満たないと、鉄基粉末表面に被覆後、溶媒分子が潤滑剤粒子間に取り込まれて乾燥工程が困難となり、一方10μm を超えると、溶媒中への乳化または分散が困難となり、鉄基粉末表面の被覆処理が困難となるからである。
【0047】
他方、上記した造粒法において、使用する遊離潤滑剤の一次粒径は0.01〜80μm 程度、また二次粒径は10〜200 μm 程度とすることが好ましい。というのは、一次粒径が0.01μm に満たないと、粒子間の結合力が強くなり、これが凝集して形成される二次粒子が鉄基粉末混合粉の成形時に解かれ難くなり、金型表面まで十分に分散しないため、潤滑効果が発揮できないという問題が生じ、一方80μmを超えると、成形後、成形体中に残留し、焼結後の粗大空孔の原因となるからである。
また、二次粒径が10μm に満たないと、鉄基粉末の粒子径に比べて極めて小さいため、鉄基粉末粒子の間隙に入って凝集が解かれ難く、一次粒子が鉄基粉末混合物中に分散し難くなるため、潤滑効果が発揮できず、一方 200μm を超えると、一次粒子の凝集が解かれた後も一部凝集状態の二次粒子構造が残存し、成形体焼結後の粗大空孔の原因となるからである。
【0048】
また、上記した遊離潤滑剤は、鉄基粉末混合物全体に対し0.01〜2.0 質量%程度の範囲で添加することが好ましい。
というのは、鉄基粉末混合物全体に対する遊離潤滑剤の比率が0.01質量%に満たないと十分な潤滑効果が得られず,一方 2.0質量%を超えると鉄基粉末混合物中に占める潤滑剤の体積分率が高くなり、成形体密度の低下や焼結時の寸法収縮率の増大による焼結体の変形等の弊害を生じるからである。
【0049】
なお、1次混合および2次混合において添加される潤滑剤としては、ステアリン酸亜鉛、ステアリン酸カリウム、ステアリン酸リチウム、ヒドロキシステアリン酸リチウム等の金属石鹸およびその誘導体、あるいはオレイン酸、パルチミン酸等の脂肪酸、あるいはステアリン酸アミド、ステアリン酸ビスアミド、セバシン酸ビスアミド等のエチレンジアミンと脂肪酸との共重合生成物、あるいはポリオレフィン等の熱可塑性樹脂粉末から選ばれる1種または2種以上が好ましい。1次混合、2次混合時の潤滑剤は、同じであっても異なっても良い。
【0050】
図3に、被覆法によって、表面に粉末冶金用副原料粉末を接着させた鉄基粉末の全面を潤滑剤で覆った状態の模式図を示す。
同図に示したとおり、この被覆法によれば、粉末冶金用副原料粉末を接着させた鉄基粉末の全面を潤滑剤6で均一に被覆することができるので、鉄基粉末混合物の流動性が改善されるだけでなく、成形金型からの抜き出し性も改善される。
また、潤滑効果が高まるので、従来に比べて潤滑剤の添加量を有利に低減させることができ、従って圧粉密度の向上を図ることもできる。
【0051】
また、造粒法によれば、二次粒子が鉄基粉末間の空隙に効果的に侵入するだけでなく、これらの鉄基粉末混合物を圧粉成形金型に装入した場合、金型壁面とそれに接する鉄基粉末との空隙にも効果的に侵入し、これにより潤滑効果が格段に向上するので、金型からの抜き出し力の低減と圧粉密度の向上を併せて達成することができる。
【0052】
なお、上記の造粒法を利用する場合に、遊離潤滑剤の二次粒子が破壊しない低せん断力で混合することが重要である。
混合手段として粉体混合機を使用する場合、粒径が10〜200 μm 程度の二次粒子を20 vol%程度以上残存させるために適当な粉体混合機としては、混合操作によって粉体に加えられる外力は小さい方が好ましい。混合機が混合操作によって粉体に与える外力については、例えば日本粉体工業技術協会編「粉体混合技術」(日刊工業新聞社,2001)によると、外力が小さい順に(1) 対流混合、(2) せん断混合、(3) 高せん断混合に分類される。この分類によれば、上記した(1), (2)程度の外力が好適である。
好適な混合機としては、容器回転式混合機、機械撹拌式混合機、流動撹拌式混合機および無撹拌式混合機などがあり、高速せん断式混合機や衝撃式混合機は適さない。
【0053】
ここで、容器回転式混合機としては、V型混合機、二重円錐形混合機および円筒回転形混合機が、また機械撹拌式混合機としては、単軸リボン形混合機、回転鋤形混合機(レディゲミキサーなど)、円錐遊星スクリュー形混合機(ナウターミキサーなど)、高速底部回転式混合機(ヘンシェルミキサーなど)および傾斜回転パン形混合機(アイリッヒミルなど)が好適である。
なお、機械撹拌式混合機の場合、撹拌翼については、表面積が大きい形状や高回転数での撹拌は好ましくない。
【0054】
第3の発明は、第1の発明の粉末冶金用副原料粉末が、有機バインダーを介して鉄基粉末の表面に接着された粉末冶金用鉄基粉末混合物である。
ここに、鉄基粉末としては、純鉄粉を始めとして、FeにCr,Mn,Ni,Mo,V等を合金化させた完全合金化鋼粉や、Ti,Ni,Mo,Cu等を純鉄粉または完全合金化鋼粉に拡散接合させた部分合金化鋼粉などいずれもが選択できる。樹脂被覆を施した粉末冶金用副原料粉末は、基本的には必要に応じて粉末冶金において常識的な範囲の所望の量を鉄基粉末に混合することができる。すなわち、黒鉛粉、BN粉末、MnS粉末等の比重の小さい粉末は 0.1〜20質量%程度を鉄基粉末に混合し、また銅粉、Ni基粉末、Mo基粉末等の金属粉末は 0.1〜50質量%程度を鉄基粉末に混合して、偏析防止処理をすることが可能である。粉末冶金用副原料粉末の混合量(質量%)は、いずれも粉末冶金用鉄基粉末混合物全体に対する比率である。
【0055】
粉末冶金用副原料粉末の混合量が0.1 質量%未満では、実質的に粉末冶金用副原料粉末を添加する粉末冶金的な意義がない。一方、前記した上限値(すなわち20質量%、50質量%)を超えると、鉄基粉末よりも副原料粉末の体積率が大きくなり、鉄基粉末の表面に接着されなかったり、有機バインダーで被覆された余剰の副原料粉末が凝集、偏析して、成分偏析が起こる。
【0056】
偏析防止の観点からは、混合した副原料のほぼ全量を鉄基粉末に接着させることが好ましい。
第3の発明において、潤滑剤は必要に応じて添加される。前述した1次混合時に添加する潤滑剤は、主として粉末冶金用副原料粉末の鉄基粉末への接着を補強する目的で添加されるので、粉末冶金用副原料粉末の表面に被覆された有機バインダーが十分な接着力を持つ場合、添加は省略あるいは低減が可能である。
また、2次混合時に添加する潤滑剤は、混合物の流動性を向上させると共に、成形金型からの成形体の抜き出し圧力を低下させる効果があるので、必要量を添加することが望ましい。
いずれにせよ、従来技術において粉末冶金用副原料粉末を接着するために加える潤滑剤量の70%程度まで低減が可能なため、粉末冶金用鉄基粉末混合物中の粉末冶金用副原料粉末の偏析を防止でき、焼結部材の寸法バラツキ、強度バラツキが低減できるのみならず、成形時の高密度化が可能となり、高密度かつ高強度部材への展開が可能となる。
【0057】
第3の発明の粉末冶金用鉄基粉末混合物は、従来の常温成形または温間成形で成形されるほか、常温および温間での金型潤滑成形、冷間鍛造等の高密度成形法によって成形される。従来の常温成形、温開成形あるいは金型潤滑成形で成形された成形体は、焼結され、必要に応じて浸炭焼入れ、高周波焼入れ、光輝焼入れ等の熱処理を施して焼結部材となる。
【0058】
また鋼種によっては、焼結後、急冷するシンターハードニングに対して使用することもできる。その他、焼結体は、再度加熱され、熱間で鍛造して使用することも可能である。冷間鍛造においては、常温で高圧成形された成形体を仮焼結した後、常温で鍛造し、さらに本焼結を行って使用される。
【0059】
【実施例】
実施例1
有機バインダーとしては、表1に示す熱可塑性樹脂およびワックスを用いた。
この有機バインダーを、各種黒鉛粉、各種銅粉、各種Ni基粉末、各種Mo基粉末、MnS粉末およびヒドロキシアパタイト粉末に対して、固形分量で表2〜5に示す割合の樹脂エマルジョンまたは溶液として添加し、防爆型ヘンシェルミキサーで混合したのち、防爆型ドライオーブン中で乾燥させた。
【0060】
得られた乾燥ケーキを、ヘンシェルミキサーで解砕したのち、眼開き75μm の篩で分級した。篩下の粉体の平均粒径をマイクロトラックで測定し、50%透過累積粒度d50を求めた。また、篩下の粉体を大気中で10℃/分の速度で加熱昇温しつつ質量と発熱量を測定する装置(いわゆるTG−DTA (Thermo Gravimetry−Differential Thermal Analyser))によって揮発成分の質量を測定した。
得られた結果を表2〜5に併記する。
なお、表2〜5には、比較のため、有機樹脂の被覆を行わない各種粉末冶金用副原料粉末を用いた場合のd50について調べた結果も併せて示す。
【0061】
【表1】

【表2】
【表3】
【表4】
【表5】
表2に示した発明例1〜6と比較例1〜5、表3に示した発明例7〜10と比較例6〜9、表4に示した発明例11〜14と比較例10〜13、表5に示した発明例15〜17と比較例14〜16をそれぞれ比べると、いずれの粉末冶金用副原料粉末も、有機樹脂被覆前の平均粒度と同等であった。また、有機樹脂被覆後の粉末冶金用副原料粉末中の揮発成分量は、原料として添加した樹脂固形分の質量比に等しい。このことから、各種粉末冶金用副原料粉末は、凝集することなく所定量の有機樹脂が被覆されたことが確認された。
【0067】
実施例2
アトマイズ純鉄粉(KIP 301A)、還元鉄粉(KIP 255M)、4mass%Ni−1.5 mass%Cu−0.5 mass%Mo部分合金化鋼粉(KIP シグマロイ415S)、2mass%Ni−1mass%Mo部分合金化鋼粉(KIP シグマロイ2010)、3mass%Cr−0.3 mass%V完全合金化鋼粉(KIP 30CRV )(以上、JFE スチール(株)製)と、実施例1の発明例1〜5および比較例1〜5に該当する黒鉛粉を、所定の温度でヘンシェルミキサー中で混合し、粉末冶金用鉄基混合粉末を作製した。使用した鉄基粉末の種類および黒鉛粉の種類、添加量、加熱混合温度は表6に示すとおりである。
【0068】
得られた粉末冶金用鉄基粉末混合物中の炭素量を燃焼−赤外線吸収法で分析した。さらに、眼開き75μm と150 μm の篩で分級し、75〜150 μm の粉末冶金用鉄基混合粉末中の炭素量を燃焼−赤外線吸収法で分析した。これらの炭素量の測定値を用いて下記の(1) 式から黒鉛付着度を算出した。この黒鉛付着度は、黒鉛粉の偏析を表わす指標であり、この値が大きいほど黒鉛が鉄基粉末に接着され、偏析が小さいことを示す。
【0069】
黒鉛付着度(%)=100 ×(C75−150/Ctotal ) −−− (1)
C75−150:75〜150 μm の粉末冶金用鉄基粉末混合物中の炭素量(質量%)
Ctotal :分級しない粉末冶金用鉄基粉末混合物中の炭素量(質量%)
得られた結果を表6に併記する。
【0070】
【表6】
同表に示したとおり、有機バインダーを予め被覆した黒鉛粉を用い、有機バインダーの融点または軟化点以上に加熱して混合した粉末冶金用鉄基粉末混合物(発明例18〜23)はいずれも、有機バインダーを被覆しないもの(比較例17〜22)に比べて黒鉛付着度が著しく高い。
このことから、有機バインダーである熱可塑性樹脂を黒鉛粉に予め被覆し、さらに加熱混合によって、これを一旦溶融させることにより、黒鉛粉が鉄基粉末に効果的に接着し、偏析を防止できることが分かる。
【0072】
実施例3
アトマイズ純鉄粉(KIP 301AおよびKIP 304A)、還元鉄粉 (KIP 255M)、4mass%Ni−1.5 mass%Cu−0.5 mass%Mo部分合金化鋼粉(KIP シグマロイ415S)、2mass%Ni−1mass%Mo部分合金化鋼粉(KIP シグマロイ2010)、3mass%Cr−0.3 %V完全合金化鋼粉(KIP30CRV)(以上、JFE スチール(株)製)と、実施例1の発明例1〜4,6、比較例1〜4に該当する各種黒鉛粉、さらに必要に応じて実施例1の発明例7、8、10、比較例6、7、9に該当する各種銅粉、実施例1の発明例12、比較例11に該当するNi粉末、実施例1の発明例17、比較例16に該当するMo−Fe粉末と、表7に示す配合比の1次潤滑剤とを混合し、ついで容量:2リットル、撹拌翼径:20cmで、チョッパーの無いヘンシェルミキサーで 135〜160 ℃に加熱しつつ混合し、その後、冷却し、60℃(すなわち2次潤滑剤の融点以下の温度)に達した時点で2次潤滑剤を添加して混合し、各種粉末冶金用鉄基混合粉末を作製した。1次潤滑剤を混合する際の加熱温度は、黒鉛粉および銅粉に被覆した熱可塑性樹脂の融点または軟化点、および1次潤滑剤である全ての潤滑剤の融点以上であり、これらを溶融させるのに十分な温度である。
【0073】
【表7】
得られた粉末冶金用鉄基混合粉末中の黒鉛付着度を、実施例1と同様の方法で算出した。
また、Cu付着度、Ni付着度、Mo付着度は以下の方法で求めた。
得られた粉末冶金用鉄基粉末混合物中のCu量,Ni量,Mo量を原子吸光分析法により測定した。さらに、目開き75μm と150 μm の篩で分級し、75〜150 μm の粉末冶金用鉄基粉末混合物中のCu量,Ni量,Mo量を原子吸光分析法により測定した。これらのCu量,Ni量,Mo量の測定値を用いて下記の(2) 式からCu付着度、Ni付着度、Mo付着度を算出した。
M付着度(%)=100 ×(M75−150/Mtotal ) −−− (2)
M:Cu,NiまたはMo
M75−150:75〜150 μm の粉末冶金用鉄基粉末混合物中のM量(質量%)
Mtotal :分級しない粉末冶金用鉄基粉末混合物中のM量(質量%)
さらに、粉末冶金用鉄基混合粉末を、内径:11mmのタブレット中で 686 MPaの圧力で成形し、成形体の圧粉密度を測定した。
得られた結果を表8に示す。
【0075】
【表8】
同表に示したとおり、有機バインダーを予め被覆した黒鉛粉、Cu粉、Ni粉末、Mo−Fe粉末を用いた粉末冶金用鉄基粉末混合物(発明例24〜36)はいずれも、有機バインダーを被覆しないものを用いた場合(比較例23〜34)に比べて、副原料粉末の付着度(黒鉛付着度、Cu付着度、Ni付着度、Mo付着度)が大きい。従って、発明例はいずれも、比較例よりも副原料粉末が鉄基粉末に確実に接着され、偏析が抑制されていることが分かる。
【0077】
また、鉄基粉末と副原料粉末との結合剤として作用する1次潤滑剤を用いない場合(発明例26〜31, 33, 35, 36)でも、副原料粉末の付着度は大きく、副原料粉末が鉄基粉末に確実に接着され、偏析が抑制される。
さらに、発明例32と比較例29、および発明例33と比較例30に着目すると、加熱によって溶融して結合剤として作用する1次添加剤を添加しない(発明例33、比較例30)と、1次潤滑剤を添加した場合(発明例32、比較例29)に比べて、圧粉密度は同様に向上するものの、比較例(比較例29, 30)では黒鉛付着度が低く、粉末冶金用鉄基粉末としては好ましくない。このことから有機バインダーを予め被覆した黒鉛粉を用いた粉末冶金用鉄基粉末混合物は、高い黒鉛付着度と高い庄粉密度を両立できることが分かる。また、発明例34, 35、比較例31, 32の比較からも同様のことがいえる。
【0078】
また、発明例27と発明例31を比較すると、粉末冶金用鉄基粉末混合物中のCu量,Ni量,Mo量が同一の場合、有機バインダーで予め被覆されたCu粉,Ni粉,Mo粉を加熱混合した発明例27のCu付着度、Ni付着度、Mo付着度は、Cu,Ni,Moを熱拡散で鉄基粉末表面に接着させた部分合金化鋼粉(発明例31)と同等程度に高く、有機バインダーで予め被覆されたCu粉、Ni粉、Mo粉を加熱混合した鉄基粉末混合物は、部分合金化鋼粉の代替として利用することも可能であることが分かる。
【0079】
さらに、発明例28または発明例29と比較例34を比較すると、発明例は、副原料粉末のうち黒鉛粉のみがバインダーで予め被覆されているだけで、銅粉は同様な処理がなされていないにもかかわらず、発明例では、黒鉛付着度だけでなく、銅粉の付着度も改善されている。このことは、複数の副原料を含む鉄基粉末混合粉の場合、少なくとも一種の副原料粉末の表面に予めバインダーを被覆しておけば、同処理を施さない副原料をも併せて接着し、他の副原料の接着度をも向上させ得ることが分かる。
【0080】
実施例4
実施例3と同様にして(但し、1次潤滑剤および2次潤滑剤は使用せず)粉末冶金用鉄基混合粉を作製した。
ついで、表9に示す遊離潤滑剤を種々の範囲で添加したのち、表10に示す各種の粉体混合装置で混合し、各種粉末冶金用鉄基混合粉末を作製した。
かくして得られた粉末冶金用鉄基混合粉末の流動性、抜出性および圧粉密度等について調べた結果を表10に併記する。
【0081】
なお、各特性は次のようにして評価した。
(1) 混合後の2次粒子の比率
潤滑剤は、走査電子顕微鏡(SEM) の反射電子像中、軽元素成分に対応する低コントラスト粒子として観察される。そこで、この低コントラスト粒子のみを対象に画像解析し、遊離潤滑剤全体を100 %としたときの、2次粒子の体積率(vol%) を求めた。
(2) 流動性
鉄基粉末混合物:100 gを、オリフィス径:2.63mmの容器に充填し、充填してから排出するまでの時間を測定して、流動度(s/50g)を求め、この流動度で評価した。詳細は、JIS Z 2502(2000)に準拠した。
(3) 抜出性および圧粉密度
鉄基粉末混合物を金型に充填し、成形圧:7ton/cm2 (686 MPa)の圧力で圧縮し、11.3mmφ×11mm高さのタブレット(成形体)に成形したのち、金型から成形体を抜き出し、その時の抜出圧で評価した。なお、抜出圧は、抜き出しに必要な力を上記タブレットの断面積(11.3mmφの円の面積)で除した値である。
また、得られた成形体の密度を圧粉密度とした。
【0082】
【表9】
【表10】
表10から明らかなように、遊離潤滑剤の1次粒子が0.01μm に満たない場合、あるいは80μm を超える場合はいずれも、鉄基混合粉末成形時の抜き出し力が高く、成形体にキズが生じる(発明例37と比較例35の比較。あるいは発明例38と比較例36の比較)。また、遊離潤滑剤の2次粒子が10μm に満たない場合、鉄基混合粉末成形時の抜き出し力が大きく、成形体にキズが生じ、さらに成形体密度も低い(発明例39と比較例37の比較)。一方、遊離潤滑剤の2次粒子が 200μm を超える場合、鉄基混合粉末の成形には問題がなかったが、成形体の表面に潤滑剤の凝集した白点が散見され、外観不良であった(発明例40と比較例38の比較)。
さらに、遊離潤滑剤の混合量が0.01質量%に満たない場合、鉄基混合粉末成形時に粉体がダイスに噛み込み、成形不能となった(発明例41と比較例39の比較)。
一方、遊離潤滑剤の混合量が 2.0質量%を超えた場合、成形には問題がなかったが、圧粉密度が著しく低下しただけでなく、圧粉体の表面には余剰の潤滑剤の白点が散見され、外観不良であった(発明例42と比較例40の比較)。
【0085】
また、遊離潤滑剤の混合時、高せん断条件(撹拌翼回転数が大きい場合等)で混合した場合、低せん断条件で混合した場合に比較して、混合後の遊離潤滑剤中の2次粒子の体積率が低下し、粉体の流動性が低下する。さらに、粉末成型時の抜出圧が増大すると共に、成形体密度が低下し、成形体表面のキズも多く外観不良となる(発明例43と比較例41の比較)。
以上から、1次粒径:0.01〜80μm の粒子からなる2次粒径が10〜200 μm の遊離潤滑剤を、鉄基粉末に対し0.01〜2.0 質量%の割合で、かつ低せん断条件で混合した場合に、成型時の抜出圧が低減され、成形体密度も改善され、さらには外観も良好な成形体が得られることが分かる。
【0086】
実施例5
実施例3と同様にして(但し、1次潤滑剤および2次潤滑剤は使用せず)粉末冶金用鉄基混合粉を作製した。
ついで、表11に示す潤滑剤粒子を溶媒中に乳化または分散させた処理液を噴霧したのち、表11に示す温度で乾燥処理を施して各種粉末冶金用鉄基混合粉末を作製した。
さらに、一部については、さらに実施例4と同様の「造粒法」を適用して各種粉末冶金用鉄基混合粉末を作製した。
かくして得られた粉末冶金用鉄基混合粉末の流動性、抜出圧および圧粉密度について調べた結果を表11に併記する。
【0087】
【表11】
表11から明らかなように、粒子径:0.01〜10μm の潤滑剤粒子を含む処理液をを用いて被覆された鉄基混合粉末は、副原料粒子が接着した鉄基粉末粒子の表面に均一な被膜を形成し、流動性が改善され、さらに抜出圧および圧粉密度も改善される。しかしながら、粒径が不適切な潤滑剤の分散液を用いた場合には、均一な被膜とならず、潤滑剤同士が凝集し、鉄基混合粉末の流動度を悪化させ、成形不能となる(発明例44〜47, 48, 50と比較例42〜45, 47, 48の比較)。
また、上記潤滑剤の被覆後、造粒法による遊離潤滑剤を添加した場合、均一な被膜が形成された場合には、流動性および成形性が共に改善されるが、潤滑剤の
【0089】
実施例6
遊離潤滑剤の2次粒子の平均粒径が20μm の発明例39および2次粒子の平均粒径が5μm の比較例37の鉄基粉末混合物を用いて、成形圧を4〜7ton/cm2 (392〜686 MPa)と種々に変化させて11.3mmφ×11mm高さのタブレットを圧縮成形し、ついで金型から成形体を抜き出した時の抜出圧および成形体の圧粉密度について調べた結果を表12および図4に示す。
【0090】
【表12】
表12および図4に示したとおり、遊離潤滑剤の2次粒子の平均粒径が20μm と本発明の適正範囲を満足する鉄基粉末混合物を用いた場合(発明例39)は、2次粒子の平均粒径が5μm と本発明の下限に満たない鉄基粉末混合物を用いた場合(比較例37)に比べて、例示した成形圧の全範囲にわたって、抜出圧が低く、かつ圧粉密度が大きいことが分かる。
【0092】
【発明の効果】
かくして、本発明によれば、粉末冶金用鉄基混合粉末を用いた場合、偏析の小さい粉末冶金用副原料粉末を提供することができるので、焼結部材の寸法や機械的強度のバラツキを低減することができる。
また、本発明によれば、粉末冶金用鉄基混合粉末中に潤滑剤を均一に分散させることができるので、混合粉末の流動性および圧粉金型からの抜出性の向上を図ることができる。
さらに、本発明によれば、従来に比べ、有機バインダーおよび潤滑剤の添加量を低減することができるので、偏析が小さく、かつ高密度化が可能な粉末冶金用鉄基混合粉末を提供することができる。
【図面の簡単な説明】
【図1】本発明に従う粉末冶金用鉄基粉未混合物を示す模式図である。
【図2】従来の粉末冶金用鉄基粉末混合物を示す模式図である。
【図3】本発明に従う他の粉末冶金用鉄基粉未混合物を示す模式図である。
【図4】発明例39および比較例37の鉄基粉末混合物を用いてタブレットを成形した場合の抜出圧および圧粉密度を比較して示したグラフである。
【符号の説明】
1 粉末冶金用副原料粉末
2 有機バインダー
3 鉄基粉末
4 不用なバインダー粒子
5 有機バインダー
6 潤滑剤
Claims (14)
- 粒子表面が有機バインダーで被覆されてなることを特徴とする粉末冶金用副原料粉末。
- 請求項1において、前記粉末冶金用副原料粉末が、合金化用粉末および/または切削性改善用粉末であることを特徴とする粉末冶金用副原料粉末。
- 請求項1または2において、前記有機バインダーが熱可塑性樹脂および/またはワックス類であることを特徴とする粉末冶金用副原料粉末。
- 粒子表面を有機バインダーで被覆することを特徴とする粉末冶金用副原料粉末の製造方法。
- 請求項4において、前記有機バインダーが熱可塑性樹脂および/またはワックス類であることを特徴とする粉末冶金用副原料粉末の製造方法。
- 請求項4または5において、粒子表面を有機バインダーで被覆するに際し、何も被覆されていない粉末冶金用副原料粉末と、該有機バインダーを溶媒に乳化または分散させた処理液あるいは溶解させた処理液を混合したのち、引き続き該溶媒を乾燥することを特徴とする粉末冶金用副原料粉末の製造方法。
- 鉄基粉末と、請求項1〜3のいずれかに記載の粉末冶金用副原料粉末とを混合しつつ、前記有機バインダーの少なくとも一部を溶融または軟化させた後、冷却することを特徴とする粉末冶金用鉄基粉末混合物の製造方法。
- 請求項7において、前記鉄基粉末と、請求項1〜3のいずれかに記載の粉末冶金用副原料粉末とを混合するときに、さらに潤滑剤を混合することを特徴とする粉末冶金用鉄基粉末混合物の製造方法。
- 請求項7または8に引き続き、溶媒中に潤滑剤粒子を乳化または分散させた処理液を噴霧して、該鉄基粉末の表面を該処理液で覆い、ついで乾燥処理により該溶媒を揮散させることを特徴とする粉末冶金用鉄基粉末混合物の製造方法。
- 請求項7または8に引き続き、一次粒子を凝集して造粒した二次粒子を含む遊離潤滑剤を添加し、ついで混合する際、該二次粒子が破壊しないせん断力で混合することを特徴とする粉末冶金用鉄基粉末混合物の製造方法。
- 請求項7または8に引き続き、溶媒中に潤滑剤粒子を乳化または分散させた処理液を噴霧して、該鉄基粉末の表面を該処理液で覆い、ついで乾燥処理により該溶媒を揮散させたのち、さらに一次粒子を凝集して造粒した二次粒子を含む遊離潤滑剤を添加し、ついで混合する際、該二次粒子が破壊しないせん断力で混合することを特徴とする粉末冶金用鉄基粉末混合物の製造方法。
- 請求項1〜3のいずれかに記載の粉末冶金用副原料粉末を、前記有機バインダーを介して、鉄基粉末の表面に接着してなることを特徴とする粉末冶金用鉄基粉末混合物。
- 請求項12において、表面に粉末冶金用副原料粉末を接着させた鉄基粉末の表面を、潤滑剤粒子で覆ってなることを特徴とする粉末冶金用鉄基粉末混合物。
- 請求項12または13において、前記粉末冶金用鉄基粉末混合物中の遊離潤滑剤が、一次粒子を凝集させて造粒した二次粒子からなる遊離潤滑剤を含有することを特徴とする粉末冶金用鉄基粉末混合物。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003143785A JP2004232079A (ja) | 2002-05-21 | 2003-05-21 | 粉末冶金用副原料粉末および粉末冶金用鉄基粉末混合物ならびにそれらの製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002145991 | 2002-05-21 | ||
| JP2002352325 | 2002-12-04 | ||
| JP2003143785A JP2004232079A (ja) | 2002-05-21 | 2003-05-21 | 粉末冶金用副原料粉末および粉末冶金用鉄基粉末混合物ならびにそれらの製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007303206A Division JP5112828B2 (ja) | 2002-05-21 | 2007-11-22 | 粉末冶金用鉄基粉末混合物およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004232079A true JP2004232079A (ja) | 2004-08-19 |
Family
ID=29405351
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003143785A Pending JP2004232079A (ja) | 2002-05-21 | 2003-05-21 | 粉末冶金用副原料粉末および粉末冶金用鉄基粉末混合物ならびにそれらの製造方法 |
| JP2007303206A Expired - Lifetime JP5112828B2 (ja) | 2002-05-21 | 2007-11-22 | 粉末冶金用鉄基粉末混合物およびその製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007303206A Expired - Lifetime JP5112828B2 (ja) | 2002-05-21 | 2007-11-22 | 粉末冶金用鉄基粉末混合物およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US20030219617A1 (ja) |
| EP (1) | EP1364731A3 (ja) |
| JP (2) | JP2004232079A (ja) |
| KR (1) | KR100635889B1 (ja) |
| CN (1) | CN1234485C (ja) |
| CA (1) | CA2429093A1 (ja) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006348335A (ja) * | 2005-06-14 | 2006-12-28 | Jfe Steel Kk | 粉末冶金用鉄基混合粉 |
| JP2007092160A (ja) * | 2005-09-30 | 2007-04-12 | Sumitomo Denko Shoketsu Gokin Kk | 鉄系焼結部品の製造方法 |
| JP2008538122A (ja) * | 2005-02-25 | 2008-10-09 | スーペリアー・グラファイト・カンパニー | 粒子状物質のグラファイトコーティング |
| WO2009035119A1 (ja) * | 2007-09-14 | 2009-03-19 | Jfe Steel Corporation | 粉末冶金用鉄基粉末 |
| JP2009522446A (ja) * | 2005-12-30 | 2009-06-11 | ホガナス アクチボラゲット | 粉末冶金用組成物用の潤滑剤 |
| WO2009075042A1 (ja) * | 2007-12-13 | 2009-06-18 | Jfe Steel Corporation | 粉末冶金用鉄基粉末 |
| JP2010514935A (ja) * | 2006-12-29 | 2010-05-06 | ホガナス アクチボラゲット | 粉末、部品の製造方法および部品 |
| JP2010126786A (ja) * | 2008-11-28 | 2010-06-10 | Sumitomo Electric Ind Ltd | 冶金用粉末、圧粉磁心、冶金用粉末の製造方法および圧粉磁心の製造方法 |
| WO2012070415A1 (ja) * | 2010-11-22 | 2012-05-31 | 株式会社神戸製鋼所 | 粉末冶金用混合粉末及びその製造方法 |
| WO2015001894A1 (ja) * | 2013-07-02 | 2015-01-08 | Ntn株式会社 | 焼結機械部品及びその製造方法 |
| WO2015111338A1 (ja) * | 2014-01-22 | 2015-07-30 | Ntn株式会社 | 焼結機械部品及びその製造方法 |
| JP2015158002A (ja) * | 2014-01-22 | 2015-09-03 | Ntn株式会社 | 焼結機械部品及びその製造方法 |
| CN105899315A (zh) * | 2014-01-22 | 2016-08-24 | Ntn株式会社 | 烧结机械部件及其制造方法 |
| JP2017071856A (ja) * | 2015-10-09 | 2017-04-13 | Jfeスチール株式会社 | 粉末冶金用混合粉末 |
| JPWO2017099250A1 (ja) * | 2015-12-11 | 2018-10-18 | 国立大学法人豊橋技術科学大学 | 粉末粒子及びこれを用いたグリーン体の製造方法 |
| US10240032B2 (en) | 2013-03-04 | 2019-03-26 | Kobe Steel, Ltd. | Binder for powder metallurgy, mixed powder for powder metallurgy, and sintered body |
| KR20200018613A (ko) * | 2017-06-16 | 2020-02-19 | 제이에프이 스틸 가부시키가이샤 | 분말 야금용 분말 혼합물 및 그의 제조 방법 |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005087411A1 (ja) * | 2004-03-17 | 2005-09-22 | Jfe Steel Corporation | 粉末冶金用鉄基粉末混合物 |
| JP2005264201A (ja) * | 2004-03-17 | 2005-09-29 | Jfe Steel Kk | 粉末冶金用鉄基粉末混合物およびその製造方法 |
| JP4412133B2 (ja) * | 2004-09-27 | 2010-02-10 | Jfeスチール株式会社 | 粉末冶金用鉄基混合粉 |
| US7892314B2 (en) * | 2005-08-26 | 2011-02-22 | Apex Advanced Technologies, Llc | Powder metal composition containing micronized deformable solids and methods of making and using the same |
| CN100473479C (zh) * | 2007-06-29 | 2009-04-01 | 包敢锋 | 粉末冶金零件尺寸控制剂及其用途 |
| US20090028742A1 (en) * | 2007-07-26 | 2009-01-29 | Apex Advanced Technologies Llc | Dry powder metal compositions and methods of making and using the same |
| JP5141136B2 (ja) * | 2007-08-20 | 2013-02-13 | Jfeスチール株式会社 | 粉末冶金用原料粉末の混合方法 |
| WO2010002719A1 (en) | 2008-07-02 | 2010-01-07 | Procuctive Research Llc. | Capped particles for use in lubricants |
| BRPI0803956B1 (pt) * | 2008-09-12 | 2018-11-21 | Whirlpool S.A. | composição metalúrgica de materiais particulados e processo de obtenção de produtos sinterizados autolubrificantes |
| JP2010285633A (ja) * | 2009-06-09 | 2010-12-24 | Kobe Steel Ltd | 粉末冶金用混合粉末の製造方法、及び焼結体の製造方法 |
| US8153257B2 (en) * | 2010-01-06 | 2012-04-10 | Productive Research Llc | Capped particles comprising multi-block copolymers for use in lubricants |
| EP2364799A1 (en) * | 2010-03-03 | 2011-09-14 | Seiko Epson Corporation | Granulated powder and method for producing granulated powder |
| TWI522192B (zh) * | 2012-07-31 | 2016-02-21 | 台耀科技股份有限公司 | 生產粉末冶金工件的方法及其工件 |
| JP6171390B2 (ja) * | 2013-02-18 | 2017-08-02 | 日立化成株式会社 | 粉末混合物 |
| JP6262078B2 (ja) * | 2014-05-29 | 2018-01-17 | 株式会社神戸製鋼所 | 粉末冶金用混合粉末 |
| CN104096834A (zh) * | 2014-07-18 | 2014-10-15 | 常熟市迅达粉末冶金有限公司 | 一种粉末冶金添加剂 |
| CN104325131B (zh) * | 2014-10-23 | 2016-06-29 | 苏州莱特复合材料有限公司 | 一种铁基粉末冶金材料及其制备方法 |
| US9657993B2 (en) | 2015-02-20 | 2017-05-23 | Gestion Mcmarland Inc. | Solid agglomerate of fine metal particles comprising a liquid oily lubricant and method for making same |
| JP6480265B2 (ja) * | 2015-05-27 | 2019-03-06 | 株式会社神戸製鋼所 | 鉄基粉末冶金用混合粉及びその製造方法並びに焼結体及びその製造方法 |
| KR101866069B1 (ko) * | 2016-10-17 | 2018-06-08 | 현대자동차주식회사 | 분말야금용 복합 첨가제의 제조방법 |
| CN110121392B (zh) * | 2016-12-28 | 2021-03-02 | 三菱电机株式会社 | 合金成型品的制造方法 |
| JP6724810B2 (ja) * | 2017-02-02 | 2020-07-15 | トヨタ自動車株式会社 | 耐摩耗部材及びその製造方法 |
| EP3360627B1 (de) * | 2017-02-08 | 2022-01-05 | Heraeus Deutschland GmbH & Co. KG | Pulver zur verwendung in einem additiven fertigungsverfahren |
| CN110475630B (zh) * | 2017-03-31 | 2021-11-30 | 本田技研工业株式会社 | 砂模用造型材料和使用该造型材料的砂模造型方法 |
| US11224914B2 (en) | 2017-06-16 | 2022-01-18 | Jfe Steel Corporation | Powder mixture for powder metallurgy and method of manufacturing same |
| KR101878604B1 (ko) * | 2017-06-20 | 2018-07-13 | 현대자동차주식회사 | 레이저 초음파 측정을 이용한 환원 케이크 분쇄 방법 |
| KR102398886B1 (ko) * | 2017-11-29 | 2022-05-18 | 현대자동차주식회사 | 고밀도 혼합분말 성형방법 |
| JP6877375B2 (ja) * | 2018-02-21 | 2021-05-26 | Jfeスチール株式会社 | 粉末冶金用混合粉 |
| CN108727058B (zh) * | 2018-07-16 | 2020-06-05 | 江苏省苏安能节能建材科技有限公司 | 一种有机硅改性中空陶瓷微珠及其制备和应用 |
| CN111112600B (zh) * | 2018-11-01 | 2021-10-26 | 苏州铜宝锐新材料有限公司 | 复合粉体及其制备方法 |
| JP7233257B2 (ja) * | 2019-03-12 | 2023-03-06 | Ntn株式会社 | 焼結金属部品用鉄系粉末製造方法 |
| JP7472467B2 (ja) * | 2019-11-08 | 2024-04-23 | セイコーエプソン株式会社 | 三次元造形物製造用粉末、三次元造形物製造用組成物および三次元造形物の製造方法 |
| KR102243970B1 (ko) * | 2020-09-01 | 2021-04-26 | 장기태 | 복합체 및 그 제조방법 |
| CN112570712A (zh) * | 2020-12-01 | 2021-03-30 | 菏泽双龙冶金机械有限公司 | 一种粉末冶金件及带安装通孔的粉末冶金件的生产方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4474908A (en) * | 1982-05-27 | 1984-10-02 | Ppg Industries, Inc. | Rubber compositions |
| US5135566A (en) * | 1987-09-30 | 1992-08-04 | Kawasaki Steel Corporation | Iron base powder mixture and method |
| US5279640A (en) * | 1992-09-22 | 1994-01-18 | Kawasaki Steel Corporation | Method of making iron-based powder mixture |
| US5518639A (en) * | 1994-08-12 | 1996-05-21 | Hoeganaes Corp. | Powder metallurgy lubricant composition and methods for using same |
| JP3703871B2 (ja) * | 1994-11-07 | 2005-10-05 | 福田金属箔粉工業株式会社 | 銅系偏析防止処理混合粉及びその製造方法 |
| US5472661A (en) * | 1994-12-16 | 1995-12-05 | General Motors Corporation | Method of adding particulate additives to metal particles |
| JP3326072B2 (ja) * | 1995-04-25 | 2002-09-17 | 川崎製鉄株式会社 | 粉末冶金用鉄基混合物およびその製造方法 |
| EP0739991B1 (en) * | 1995-04-25 | 2000-11-29 | Kawasaki Steel Corporation | Iron-base powder mixture for powder metallurgy and manufacturing method therefor |
| WO1998005454A1 (fr) * | 1996-08-05 | 1998-02-12 | Kawasaki Steel Corporation | Melange de poudre metallurgique a base de fer possedant d'excellentes caracteristiques de fluidite et de moulage et son procede de preparation |
| US6280683B1 (en) * | 1997-10-21 | 2001-08-28 | Hoeganaes Corporation | Metallurgical compositions containing binding agent/lubricant and process for preparing same |
| JP2000192102A (ja) * | 1998-12-25 | 2000-07-11 | Kawasaki Steel Corp | 粉末冶金用鉄基混合粉 |
-
2003
- 2003-05-09 US US10/435,187 patent/US20030219617A1/en not_active Abandoned
- 2003-05-20 EP EP03011433A patent/EP1364731A3/en not_active Withdrawn
- 2003-05-20 CA CA002429093A patent/CA2429093A1/en not_active Abandoned
- 2003-05-21 JP JP2003143785A patent/JP2004232079A/ja active Pending
- 2003-05-21 US US10/442,429 patent/US6860918B2/en not_active Expired - Fee Related
- 2003-05-21 CN CNB031368824A patent/CN1234485C/zh not_active Expired - Fee Related
- 2003-05-21 KR KR1020030032165A patent/KR100635889B1/ko not_active IP Right Cessation
-
2007
- 2007-11-22 JP JP2007303206A patent/JP5112828B2/ja not_active Expired - Lifetime
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008538122A (ja) * | 2005-02-25 | 2008-10-09 | スーペリアー・グラファイト・カンパニー | 粒子状物質のグラファイトコーティング |
| JP2006348335A (ja) * | 2005-06-14 | 2006-12-28 | Jfe Steel Kk | 粉末冶金用鉄基混合粉 |
| JP2007092160A (ja) * | 2005-09-30 | 2007-04-12 | Sumitomo Denko Shoketsu Gokin Kk | 鉄系焼結部品の製造方法 |
| JP2009522446A (ja) * | 2005-12-30 | 2009-06-11 | ホガナス アクチボラゲット | 粉末冶金用組成物用の潤滑剤 |
| JP2010514935A (ja) * | 2006-12-29 | 2010-05-06 | ホガナス アクチボラゲット | 粉末、部品の製造方法および部品 |
| US7867314B2 (en) | 2007-09-14 | 2011-01-11 | Jfe Steel Corporation | Iron-based powder for powder metallurgy |
| WO2009035119A1 (ja) * | 2007-09-14 | 2009-03-19 | Jfe Steel Corporation | 粉末冶金用鉄基粉末 |
| JP2010053440A (ja) * | 2007-09-14 | 2010-03-11 | Jfe Steel Corp | 粉末冶金用鉄基粉末 |
| US8747516B2 (en) | 2007-12-13 | 2014-06-10 | Jfe Steel Corporation | Iron-based powder for powder metallurgy |
| WO2009075042A1 (ja) * | 2007-12-13 | 2009-06-18 | Jfe Steel Corporation | 粉末冶金用鉄基粉末 |
| JP2010126786A (ja) * | 2008-11-28 | 2010-06-10 | Sumitomo Electric Ind Ltd | 冶金用粉末、圧粉磁心、冶金用粉末の製造方法および圧粉磁心の製造方法 |
| US9149869B2 (en) | 2010-11-22 | 2015-10-06 | Kobe Steel, Ltd. | Mixed powder for powder metallurgy and process for producing same |
| WO2012070415A1 (ja) * | 2010-11-22 | 2012-05-31 | 株式会社神戸製鋼所 | 粉末冶金用混合粉末及びその製造方法 |
| JP2012111987A (ja) * | 2010-11-22 | 2012-06-14 | Kobe Steel Ltd | 粉末冶金用混合粉末及びその製造方法 |
| US10240032B2 (en) | 2013-03-04 | 2019-03-26 | Kobe Steel, Ltd. | Binder for powder metallurgy, mixed powder for powder metallurgy, and sintered body |
| CN105324504A (zh) * | 2013-07-02 | 2016-02-10 | Ntn株式会社 | 烧结机械部件及其制造方法 |
| US10107376B2 (en) | 2013-07-02 | 2018-10-23 | Ntn Corporation | Sintered machine part and method of manufacturing the same |
| WO2015001894A1 (ja) * | 2013-07-02 | 2015-01-08 | Ntn株式会社 | 焼結機械部品及びその製造方法 |
| JP2015158002A (ja) * | 2014-01-22 | 2015-09-03 | Ntn株式会社 | 焼結機械部品及びその製造方法 |
| WO2015111338A1 (ja) * | 2014-01-22 | 2015-07-30 | Ntn株式会社 | 焼結機械部品及びその製造方法 |
| CN105899315A (zh) * | 2014-01-22 | 2016-08-24 | Ntn株式会社 | 烧结机械部件及其制造方法 |
| JP2017071856A (ja) * | 2015-10-09 | 2017-04-13 | Jfeスチール株式会社 | 粉末冶金用混合粉末 |
| JPWO2017099250A1 (ja) * | 2015-12-11 | 2018-10-18 | 国立大学法人豊橋技術科学大学 | 粉末粒子及びこれを用いたグリーン体の製造方法 |
| KR20200018613A (ko) * | 2017-06-16 | 2020-02-19 | 제이에프이 스틸 가부시키가이샤 | 분말 야금용 분말 혼합물 및 그의 제조 방법 |
| KR102260776B1 (ko) | 2017-06-16 | 2021-06-03 | 제이에프이 스틸 가부시키가이샤 | 분말 야금용 분말 혼합물 및 그의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20040038067A1 (en) | 2004-02-26 |
| US20030219617A1 (en) | 2003-11-27 |
| JP5112828B2 (ja) | 2013-01-09 |
| EP1364731A3 (en) | 2006-01-04 |
| KR100635889B1 (ko) | 2006-10-18 |
| JP2008069460A (ja) | 2008-03-27 |
| CN1481956A (zh) | 2004-03-17 |
| CN1234485C (zh) | 2006-01-04 |
| EP1364731A2 (en) | 2003-11-26 |
| KR20030091710A (ko) | 2003-12-03 |
| US6860918B2 (en) | 2005-03-01 |
| CA2429093A1 (en) | 2003-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5112828B2 (ja) | 粉末冶金用鉄基粉末混合物およびその製造方法 | |
| US5279640A (en) | Method of making iron-based powder mixture | |
| US5766304A (en) | Iron-base powder mixture for powder metallurgy and manufacturing method therefor | |
| EP1242207A1 (en) | Powder composition comprising aggregates of iron powder and additives and a flow agent and a process for its preparation | |
| CN103209789A (zh) | 粉末冶金用混合粉末及其制造方法 | |
| EP1735121A2 (en) | Powder metallurgical compositions and methods for making the same | |
| JP3004800B2 (ja) | 粉末冶金用鉄基粉末混合物及びその製造方法 | |
| JP2005307348A (ja) | 粉末冶金用鉄基粉末混合物 | |
| JPH0689364B2 (ja) | 粉末冶金用鉄基粉末混合物の製造方法 | |
| JP4093041B2 (ja) | 粉末冶金用鉄基粉末混合物およびその製造方法 | |
| EP1214143A1 (en) | Lubricant composite and process for the preparation thereof | |
| JP5012645B2 (ja) | 高密度鉄基粉末成形体の製造方法 | |
| JP2005232595A (ja) | 高強度焼結部品用の鉄基粉末混合物 | |
| JP4144326B2 (ja) | 粉末冶金用鉄基粉末混合物およびその製造方法 | |
| JP3326072B2 (ja) | 粉末冶金用鉄基混合物およびその製造方法 | |
| EP0589088B1 (en) | Iron-based powder mixture and method | |
| JP2005264201A (ja) | 粉末冶金用鉄基粉末混合物およびその製造方法 | |
| JP3700634B2 (ja) | 粉末冶金用鉄基混合粉 | |
| JP3873609B2 (ja) | 粉末冶金用鉄基混合粉および鉄基焼結体 | |
| WO2005087411A1 (ja) | 粉末冶金用鉄基粉末混合物 | |
| JP3887495B2 (ja) | 粉末冶金用鉄基粉末混合物及びその製造方法 | |
| CA2277556C (en) | Lubricated aluminum powder agglomerates having improved flowability | |
| JP2004002964A (ja) | 鉄基粉末混合物 | |
| JP2024017984A (ja) | 粉末冶金用鉄基混合粉、鉄基焼結体、および焼結機械部品 | |
| JPH09263802A (ja) | 粉末冶金用鉄基粉末混合物及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070925 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071112 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20071112 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080610 |