JP2004123376A - シート材の給送方法とその装置及びそれを備えた画像形成装置 - Google Patents
シート材の給送方法とその装置及びそれを備えた画像形成装置 Download PDFInfo
- Publication number
- JP2004123376A JP2004123376A JP2002336234A JP2002336234A JP2004123376A JP 2004123376 A JP2004123376 A JP 2004123376A JP 2002336234 A JP2002336234 A JP 2002336234A JP 2002336234 A JP2002336234 A JP 2002336234A JP 2004123376 A JP2004123376 A JP 2004123376A
- Authority
- JP
- Japan
- Prior art keywords
- sheet material
- feeding
- sheet
- inclined member
- inclined surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
























































Abstract
【解決手段】給送ローラ4を回転させて底板1上に積載されたシート材2を分離部へ繰り出して傾斜部材6の傾斜面6aへ突き当て、繰り出された複数枚のシート材のうち、最上位のシート材2aのみが給送ローラ4との摩擦により傾斜部材6を押しのけ、ニップ形成部Nを通って供給されるが、次位のシート材2b以降はシート材間の摩擦が小さいので傾斜部材6で止められて重送が防止される。
【選択図】 図1
Description
【発明の属する技術分野】
この発明は、シート材積載部材に積載されたシート材を最上位のシート材から1枚ずつ分離して給送するシート材の給送方法とその装置及びそれを備えた画像形成装置に関する。
【0002】
【従来の技術】
従来、積載されたシート材を一番上に位置する最上位のシート材から1枚ずつ分離して画像形成部へ給送するシート材の給送方法にあっては、シート材の給送方向の先端における幅方向の両端部を爪部材により押さえて分離させるコーナ爪分離方法、摩擦部材を押圧してシート材を分離する分離パッド方法、シート材を傾斜面を有する固定のゲート部材に突き当てて分離する土手分離方法等がある。これらの内、部品点数が少なく低コストで、同一構成でサイズの異なる厚紙と薄紙を含む多種多様のシート材(例えば、葉書,封筒,OHP用紙等)に適用できるシート材分離方法としては、周知の分離パッド方式、あるいは例えば特開平8−91612号公報に示されているような土手分離方法がある。
【0003】
【発明が解決しようとする課題】
しかしながら、このような分離方法を採用した従来のシート材の給送方法とその装置にあっては、前者の分離パッド方法では、特に低価格の10PPM(画像形成速度が1分間に10枚)以下の低速機の場合、給送ローラと摩擦部材とに挾持されたシート材により搬送時にスティッキングスリップに起因する異音が発生するため、給送ローラを半月形状にする対策をとる必要が生じる。そのため、給送ローラと同軸上にシート材積載部材の上昇を制限するための上記給送ローラ径より僅かに小径の一対の円筒状のカラーを余分に給送ローラの両側に設ける必要があり、部品点数が増えて生産コストが上昇する結果となる。
【0004】
また、最近はリサイクル紙の使用増加に伴って、葉書,封筒等のシート材の搬送方向の先端部がささくれていたり、裁断時にバリが発生していたりするものが多いため給送時の搬送負荷となり、分離パッド方法ではシート材の不送りが生じやすいという問題点もある。
さらに、コピー紙の再利用で裏紙の使用も増えており、積載されたシート材間の摩擦係数のバラツキが多くなって重送が発生するおそれもあり、裏紙の場合は定着時及び環境によりシート材にカールがかかり、そのカール方向によってはシート材の分離部においてシート材先端に負荷が生じたり、シート材を分離部へ搬送できずに不送りとなることもあり得る。
【0005】
なお、分離パッド方法の場合、パッドの平面部を給送ローラに押圧させているため、積載状態から繰り出されるシート材の搬送方向(底板等のシート材積載部材の変位角に対応する)に対して分離パッドの角度を所定の範囲内の角度としなければならず、そのためには給送ローラのローラ径が制限され、レイアウトの自由度に制約を受けて給送装置の小型化を図り得ないという点にも問題がある。
一方、後者の土手分離方法の場合、特開平8−91612号公報に示されているものは、給送ローラと接している傾斜部材の上縁部分が平坦で給送ローラとのニップ部が広く、部材のバラツキ等によりその傾斜面を所定の傾斜角度に配設することが困難になる。
【0006】
また、通常最上位のシート材が画像形成部で搬送されているときには給送ローラは駆動を遮断されているが、先行のシート材が給送ローラとゲート部材間でニップされている間は、そのシート材との摩擦力により給送ローラは連れ回りしており、先行のシート材の後端がニップ部を抜けると、次のシート材の先端が給送ローラの連れ回りにより傾斜部材に送られる。
このとき、シート材同志の摩擦係数が高いかバラツキが大きく、先行のシート材と次のシート材との間の摩擦係数より次のシート材とその次のシート材との間の摩擦係数の方が低い場合には、次のシート材が傾斜部材を乗り越えてしまい、重送となるおそれがあった。
【0007】
上記のような問題点を解決するため、本件出願人は先に簡単な構成で多種多様のシート材の曲げ弾性係数の影響を激減させ、各種のシート材を不送りや重送を生じることなく1枚ずつ分離して確実に給送することができるシート材の給送装置を開発して出願した(特願2001−217675号)。
しかしながら、上記の先願に係るものは、従来からの経験に基づき、且つ数多くの試行錯誤の末、その傾斜部材の形状や給紙圧,分離圧等の作用方向や作用力の大小関係を最良に設定したものであり、そのシート材の給送方法の理論的な解明が強く望まれていた。
この発明は上記の点に鑑みてなされたものであり、シート材の重送及び不送りの各条件式を提示することによりシート材の不送りや重送を確実に防止することを目的とする。
【0008】
【課題を解決するための手段】
この発明は上記の目的を達成するため、シート材積載部材に積載されたシート材に圧接してこのシート材を分離部へ繰り出す給送手段と、この給送手段にニップ形成部で圧接し上記シート材の繰り出し方向の先端が突き当たる傾斜面を備えた傾斜部材とを有するシート材の給送方法であって、以下の条件式を満足する条件下で、上記給送手段によって上記シート材を上記分離部へ繰り出し、繰り出された上記シート材を上記傾斜部材の傾斜面により分離するシート材の給送方法を提供するものである。
P>Rf・A/(μ1−μp12)
P<Rf・A/Δμp
A=sinθp2+μ2・cosθp2
但し P:給紙圧
Rf:シート材の曲げ変形により、シート材先端に作用する傾斜部材の傾斜面からの垂直抗力
μ1:給送手段とシート材との間の摩擦係数
μ2:傾斜部材の傾斜面とシート材先端との間の摩擦係数
μp12:シート材の1枚目と2枚目の間の摩擦係数
Δμp:シート材間の摩擦係数の差
θp2:給送手段のニップ形成部の接線と傾斜部材の傾斜面とのなす角度
【0009】
また、同様のシート材の給送方法であって、以下の条件式を満足する条件下で、上記給送手段によって上記シート材を上記分離部へ繰り出し、繰り出された上記シート材を上記ニップ形成部により分離するシート材の給送方法も提供する。
P>{(A/B)−μ1}Q/(μ1−μp12)+μ1・Rf・B/(μ1−μp12)
P<{(A/B)−μp12}Q/Δμp+μp12・Rf・B/Δμp
A=sinθp2+μ2・cosθp2
B=cosθp2−μ2・sinθp2
但し P:給紙圧
Q:分離圧
Rf:シート材の曲げ変形により、シート材先端に作用する傾斜部材の傾斜面からの垂直抗力
μ1:給送手段とシート材との間の摩擦係数
μ2:傾斜部材の傾斜面とシート材先端との間の摩擦係数
μp12:シート材の1枚目と2枚目の間の摩擦係数
Δμp:シート材間の摩擦係数の差
θp2:給送手段のニップ形成部の接線と傾斜部材の傾斜面とのなす角度
【0010】
さらに、同様のシート材の給送方法であって、以下の条件式を満足する条件下で、上記給送手段によって上記シート材を上記分離部へ繰り出し、繰り出された上記シート材を上記傾斜部材の傾斜面並びに上記ニップ形成部により分離するシート材の給送方法も提供する。
P>Rf・A/(μ1−μp12)
P<Rf・A/Δμp
P>{(A/B)−μ1}Q/(μ1−μp12)+μ1・Rf・B/(μ1−μp12)
P<{(A/B)−μp12}Q/Δμp+μp12・Rf・B/Δμp
A=sinθp2+μ2・cosθp2
B=cosθp2−μ2・sinθp2
但し P:給紙圧
Q:分離圧
Rf:シート材の曲げ変形により、シート材先端に作用する傾斜部材の傾斜面からの垂直抗力
μ1:給送手段とシート材との間の摩擦係数
μ2:傾斜部材の傾斜面とシート材先端との間の摩擦係数
μp12:シート材の1枚目と2枚目の間の摩擦係数
Δμp:シート材間の摩擦係数の差
θp2:給送手段のニップ形成部の接線と傾斜部材の傾斜面とのなす角度
また、上記のシート材の給送方法のいずれかにおいて、上記傾斜部材の傾斜面に上記シート材の繰り出し方向の先端が突き当たる角度を50°乃至70°に設定するのが好ましい。
【0011】
さらに、シート材積載部材に積載されたシート材に圧接してそのシート材を分離部へ繰り出す給送手段と、この給送手段に圧接し、上記シート材の繰り出し方向の先端が突き当たる傾斜面を備えた傾斜部材とを設け、上記傾斜部材は、上記給送手段との当接面を上記給送手段の軸線方向に沿う突条に形成し、下記の条件式を満足するシート材の給送装置も提供する。
P>Rf・A/(μ1−μp12)
P<Rf・A/Δμp
A=sinθp2+μ2・cosθp2
但し P:給紙圧
Rf:シート材の曲げ変形により、シート材先端に作用する傾斜部材の傾斜面からの垂直抗力
μ1:給送手段とシート材との間の摩擦係数
μ2:傾斜部材の傾斜面とシート材先端との間の摩擦係数
μp12:シート材の1枚目と2枚目の間の摩擦係数
Δμp:シート材間の摩擦係数の差
θp2:給送手段のニップ形成部の接線と傾斜部材の傾斜面とのなす角度
【0012】
また、シート材積載部材に積載されたシート材に圧接してそのシート材を分離部へ繰り出す給送手段と、この給送手段に圧接し、上記シート材の繰り出し方向の先端が突き当たる傾斜面を備えた傾斜部材とを設け、上記傾斜部材は、上記給送手段との当接面を上記給送手段の軸線方向に沿う突条に形成し、下記の条件式を満足するシート材の給送装置も提供する。
P>{(A/B)−μ1}Q/(μ1−μp12)+μ1・Rf・B/(μ1−μp12)
P<{(A/B)−μp12}Q/Δμp+μp12・Rf・B/Δμp
A=sinθp2+μ2・cosθp2
B=cosθp2−μ2・sinθp2
但し P:給紙圧
Q:分離圧
Rf:シート材の曲げ変形により、シート材先端に作用する傾斜部材の傾斜面からの垂直抗力
μ1:給送手段とシート材との間の摩擦係数
μ2:傾斜部材の傾斜面とシート材先端との間の摩擦係数
μp12:シート材の1枚目と2枚目の間の摩擦係数
Δμp:シート材間の摩擦係数の差
θp2:給送手段のニップ形成部の接線と傾斜部材の傾斜面とのなす角度
【0013】
また、シート材積載部材に積載されたシート材に圧接してそのシート材を分離部へ繰り出す給送手段と、この給送手段に圧接し、上記シート材の繰り出し方向の先端が突き当たる傾斜面を備えた傾斜部材とを設け、上記傾斜部材は、上記給送手段との当接面を上記給送手段の軸線方向に沿う突条に形成し、下記の条件式を満足するシート材の給送装置も提供する。
P>Rf・A/(μ1−μp12)
P<Rf・A/Δμp
P>{(A/B)−μ1}Q/(μ1−μp12)+μ1・Rf・B/(μ1−μp12)
P<{(A/B)−μp12}Q/Δμp+μp12・Rf・B/Δμp
A=sinθp2+μ2・cosθp2
B=cosθp2−μ2・sinθp2
但し P:給紙圧
Q:分離圧
Rf:シート材の曲げ変形により、シート材先端に作用する傾斜部材の傾斜面からの垂直抗力
μ1:給送手段とシート材との間の摩擦係数
μ2:傾斜部材の傾斜面とシート材先端との間の摩擦係数
μp12:シート材の1枚目と2枚目の間の摩擦係数
Δμp:シート材間の摩擦係数の差
θp2:給送手段のニップ形成部の接線と傾斜部材の傾斜面とのなす角度
【0014】
そして、上記のシート材の給送装置において、上記傾斜部材の傾斜面に上記シート材の繰り出し方向の先端が突き当たる角度を50°乃至70°に設定するのが好ましい。
さらに、上記のシート材の給送装置のいずれかと、そのシート材の給送装置から繰り出されたシート材に画像を形成する画像形成手段とを備えた画像形成装置も提供する。
なお、ここで給送手段とは、給送ローラの他、給送ベルト等であっても差支えない。
【0015】
【発明の実施の形態】
以下、この発明の実施形態を図面に基づいて具体的に説明する。
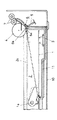
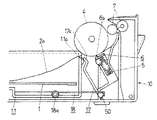
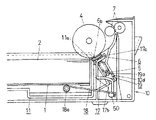
図1はこの発明の第1実施形態を示す縦断面図、図2はその全体構成を示す分解斜視図、図3は図1の一部を拡大して示す説明図である。
まず、図1及び図2を参照してこの発明によるシート材の給送装置の全体構成を説明する。四周に高さの低い壁面を備えた浅い筺状の装置本体10には、側面の開口部10bを通してカセット11が着脱自在に装着される。このカセット11内には図1に示す複数のシート材2を積載可能なシート材積載部材である底板1が一端を支軸1aにより搖動自在に支持されており、カセット11との間に係着された圧縮ばね3により自由端部が図1において常時上方へ付勢されている。
【0016】
装置本体10には、圧縮ばね3により図1において反時計方向に付勢力を有する底板1上に積載されたシート材2の最上位のシート材2aの先端部に圧接し得るように給送手段である給送ローラ4が設けられており、この給送ローラ4に、傾斜面6aを有する傾斜部材6の当接面6bが圧縮ばね5の付勢力により押圧され、これらによりシート材に対する分離部を構成している。
この傾斜部材6は、図2及びその一部を拡大して示す図18に示すように、左右両側面に突設したリブ6d,6dが装置本体10側のガイドレール8,8に摺動自在にガイドされて給送ローラ4に圧接する方向に平行移動可能に装着されており、下部には抜け止め用の一対のフック6f,6fを延設し、それらが装置本体10の図示しない係止部に係合して上昇限が規制されている。傾斜部材6の下流側には、給送ローラ4により繰り出されたシート材2を画像形成装置(図示しない)の画像形成部へ搬送する搬送ローラ対7(図2では1個だけを示している)が回転自在に軸支されている。
なお、この傾斜部材6の平行移動手段は、傾斜部材6側にガイドレールを、装置本体10側にリブを設けても差支えない。
【0017】
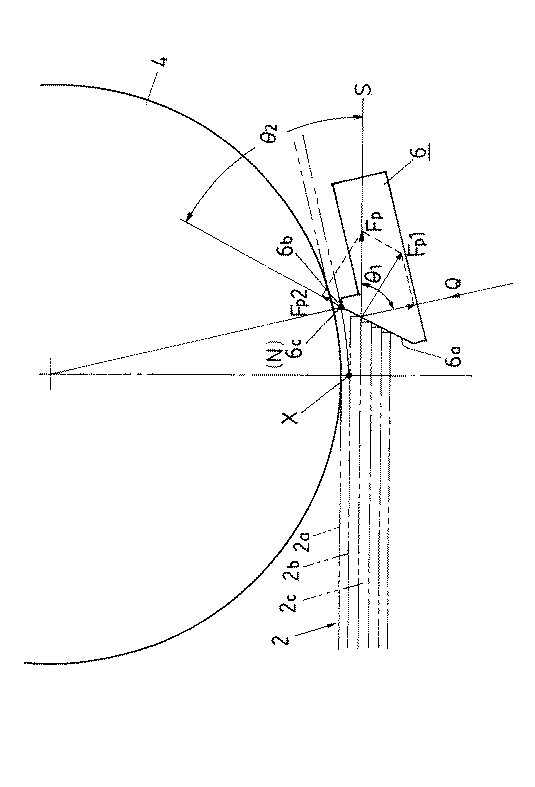
ここで、図3を参照して、底板1上に積載されたシート材2と給送ローラ4及び傾斜部材6の関係をさらに詳細に説明する。傾斜部材6の傾斜面6aは、底板1に積載された複数枚のシート材2の最上位のシート材2aを給送ローラ4による繰り出し方向Sに対して所定の角度θ2になるように定めてある。そして、この傾斜面6aに連続する給送ローラ4との当接面6bは、給送ローラ4の軸線方向に沿う突条に形成され、その幅はきわめて狹くなっている。なお、上記の突条は連続する一本からなるようにしてもよく、断続する複数本からなるようにしても差し支えない。
そして、給送ローラ4に圧接する底板1上の最上位のシート材2aの圧接部位Xと傾斜部材6の傾斜面6aと当接面6bとが交差する傾斜面終端6cと給送ローラ4との圧接部位であるニップ形成部Nとのシート材繰り出し方向に沿う距離を可能な限り近接させるようにし、図示しない制御部からの給紙開始信号が発せられると、最上位のシート材2aの繰り出しが終るまで給送ローラ4が回転し得るようにする。
【0018】
このように、両圧接部位X,N間の距離を小さくすることにより、曲げ弾性係数の異なる各種のシート材でも、シート材先端の曲げ範囲が狹くなるため、曲げ弾性係数が近接する結果となり、傾斜部材6の傾斜面6aで発生する分力のバラツキも抑えられ、曲げ弾性係数の大きい厚紙,葉書,封筒等の場合は言うまでもなく、曲げ弾性係数の小さい薄紙等のシート材でも分離可能となり、多種多様のシート材に対応させることができる。
【0019】
次に、上記のように構成された実施形態の作用を随時図4〜図7を参照して説明する。
図4は、最上位のシート材2aの力関係を示すものであり、積載された複数枚のシート材2を給送ローラ4により分離部へ繰り出す力として、最上位のシート材2aの先端により傾斜部材6の傾斜面6aに力Fが作用する。傾斜面6aは最上位のシート材2aの繰り出し方向Sに対して角度θ2となるように設定されており、この傾斜面6aに対して垂直方向に分力F1、傾斜面6aに沿う方向に分力F2が発生する。
また、傾斜部材6を給送ローラ4に押圧する圧縮ばね5の分離圧Qがシート材2の繰り出し方向Sに対して所定の角度θ1で設定されており、この分離圧Qを上記の分力F1のα成分F1αより小さく設定することにより、最上位のシート材2aは傾斜部材6の傾斜面6aを乗り越えて図1に示す搬送ローラ対7の方向へ給送される。
【0020】
図5は、次のシート材2bの力関係を示すものであり、次のシート材2bには、その次のシート材2cとの間の摩擦負荷により力Fpが作用し、この力Fpは傾斜部材6の傾斜面6aに垂直方向の分力Fp1と傾斜面6aに沿う分力Fp2を発生する。しかし、一般にシート材間の摩擦係数は、給送ローラとシート材間の摩擦係数のほぼ50%程度であるため、上記の力Fpも図4に示した力Fのほぼ50%となり、傾斜部材6の傾斜面6aを乗り越える力は発生せず、傾斜部材6により止められて最上位のシート材2aと分離される。
【0021】
また、傾斜部材6の給送ローラ4との当接面6bがシート材との摩擦により摩耗して図6に破線で示す摩耗当接面6b′となった場合でも、傾斜部材6は圧縮ばね5の分離圧力Qの方向に平行移動するだけであるので、傾斜面6aの所定傾斜角θ2(図3)は変化することなく分離条件を保つことができる。
さらに、傾斜部材6の給送ローラ4との当接面6bを小さくすることにより、最上位のシート材2aとのニップ部が従来のニップ幅D1からニップ幅C1へと小さくなり、最上位のシート材2aの後端部がニップ部を抜けてから給送ローラ4の連れ回りにより次のシート材2bに繰り出し力を与えるニップ幅分の送り量も小さくなるため、シート材2の重送を抑えることが可能になる。
【0022】
以下、この発明によるシート材の給送方法及び装置を理論的に説明する。
図8は、分離部を拡大して示す説明図であり、シート材2は水平に保たれている。このようにシート材の給紙角度が水平であるときは、給送ローラ4の最下点が給紙圧Pの作用点となり、この点Xを原点としたとき、給送ローラ4と傾斜部材6の傾斜面6aとの接点がニップ形成部Nとなる。
このような構成で以下
r:給送ローラの半径
P:給紙圧
Q:分離圧
θ1:分離圧の加圧方向とシート材の繰り出し方向とのなす角度(°)
θ2:傾斜部材の傾斜面とシート材の繰り出し方向とのなす角度(°)
θp2:給送ローラのニップ形成部の接線と傾斜部材の傾斜面とのなす角度(°)
N:ニップ形成部
μ1:給送ローラとシート材との間の摩擦係数
μ2:傾斜部材の傾斜面とシート材先端との間の摩擦係数
μp12:シート材の1枚目と2枚目の間の摩擦係数
Δμp:シート材間の摩擦係数の差
とする。
【0023】
ここで
θp2=θ1+θ2−90 (1)
点Xを原点としたとき、ニップ形成部Nの座標(Nx,Ny)は以下のとおりである。
Nx=r・cos(−θ1) (2.1)
Ny=r+r・sin(−θ1) (2.2)
となる。
いま、一例としてr=16,θ1=76°,θ2=60°とすると、N(3.871,0.475)となる。
次に、シート材2に作用する力の関係から不等式を作成するが、この発明ではシート材2の先端がニップ形成部Nに到達するまでの領域とニップ形成部Nに挾持されるニップ進入過程との2つの場合に分けて図9及び図10の(a),(b)をそれぞれ参照して説明する。
【0024】
図9を参照して、ニップ直前ではシート材2の先端は傾斜部材6の傾斜面6aから垂直抗力Rfが作用する。シート材2の先端がニップ形成部Nに到達するためには曲げ変形を必要とし、このときにシート材先端に作用する力はシート材の種類によって異なり、厚紙であれば大きくなる。
いま、シート材先端はニップ形成部Nでの給送ローラ外周の接線と同方向であり、且つ、シート材先端は、給紙圧が作用する以外の箇所ではその他の部材に接触しないものとすると、最上位のシート材2aの搬送力は(μ1−μp12)・P、重送紙の重送力はΔμp・Pで有るから、不送りNFを防止するためには、
(μ1−μp12)・P>Rf・A
∴P>Rf・A/(μ1−μp12) (3)
重送MFを防止するためには、
Δμp・P<Rf・A
∴P<Rf・A/Δμp (4)
A=sinθp2+μ2・cosθp2 (5)
【0025】
次に、シート材先端がニップ形成部に進入していく過程について図10の(a)及び(b)を参照して説明する。このとき、シート材先端は傾斜部材の傾斜面から垂直抗力Qnとその摩擦力μ2・Qnを受ける。逆に給送ローラからはシート材先端が挾持されることによる力により垂直抗力Fnと搬送方向への摩擦力μ1・Fnを受ける。したがって、分離圧Qは、
Fn+Rf・B=Q (6)
Qn・B=Q (7)
B=cosθp2−μ2・sinθp2 (8)
また、シート材の長手方向の不送りを防止する条件としては、上記数式(6),(7)から
(μ1−μp12)・P+μ1・Fn>Qn・A
∴P>{(A/B)−μ1}Q/(μ1−μp12)+μ1・Rf・B/(μ1−μp12) (9)
【0026】
重送を防止する条件としては、
ΔμP・P+μp12・Fn<Qn・A
これに数式(6),(7)を代入すると
P<{(A/B)−μp12}Q/Δμp+μp12・Rf・B/Δμp (10)
(9)式及び(10)式の係数をまとめて整理すると、
不送り防止の条件式としては
P>C・Q+D (11)
重送防止の条件式としては
P<G・Q+H (12)
C={(A/B)−μ1}/(μ1−μp12) (13)
D=μ1・Rf・B/(μ1−μp12) (14)
G={(A/B)−μp12}/Δμp (15)
H=μp12・Rf・B/Δμp (16)
【0027】
次にシート材先端に作用する力を見るに、シート材先端が曲げ変形するために傾斜部材の傾斜面から力を受けるが、その傾斜面に垂直な分力が前述の垂直抗力Rfとなる。この値を簡単に求めるためには、図11に示すように一端が固定された長さLの梁の先端に集中荷重Wがかかったものと考えるのがよい。このとき、梁の先端の撓みymaxは次式で表される。
ymax=W・L3/3・E・I (17)
I=b・t3/12 (18)
但し、I:断面2次モーメント
E:ヤング率
b:梁の幅
t:梁の厚さ
である。
【0028】
そこで、図8における給紙圧Pの作用する点X(原点)が梁の固定点、シート材のニップ形成部Nまでシート材先端が変形すると仮定して垂直抗力Rfを求めると、
W=3・E・I・Ny/L3=Rf・B
∴Rf=3・E・I・Ny/B・L3 (19)
L=√(Nx 2+Ny 2) (20)
次の表1は、上記の数式(19)を用いて厚さの異なる厚紙A,厚紙B,薄紙A,薄紙Bに関して算出した垂直抗力Rfの値を示したものである。なお、シート材の幅bは、給送ローラの幅と同一として50mmとし、t,Eの値は実測によるものを示している。
【0029】
【表1】
ここで以上に示した数式の各変数に実際の値を代入して本願によるシート材分離方法と一般的な従来の分離パッドを用いたシート材分離方法とを対比する。なお、シート材間摩擦係数の差Δμpの値としては裏紙使用時も考慮して3水準を用いた。以下の表2に各変数の代入値の一例を示す。
【0031】
【表2】
図12は、縦軸に給紙圧P、横軸に分離圧Qをとってこの発明によるシート材の給送方法での上述のNF斜面:(3)式,MF斜面:(4)式,NFニップ:(11)式,MFニップ:(12)式のそれぞれから求めた境界線を示した線図である。なお、MF境界線に関しては3水準のΔμpに対応して3本示している。また、分離パッドを用いたFP分離方法に関しても3水準のΔμpに対応したMF境界線を示している。さらに参考として、この発明を実施した給紙装置のP.Q設定領域も示してある。また、給紙圧及び分離圧は、バネ秤や圧力センサ等の手段により測定することができる。測定の際には、シート材の重量を考慮するとなお好ましい。
この図12から分かるように、裏紙用紙の継ぎ足しを想定したシート材間の摩擦係数の差Δμp=0.2ではFP分離方法の重送領域はかなり狹まり、一般的なP−Q設定では対応できない。これに対し、本願のシート材分離方法ではΔμp=0.2でも重送域までかなりの余裕がある。
【0033】
次式(21)はFP分離方法でのMF境界線を示すものである。
P<(μFP−μp12)Q/Δμp (21)
これに対し、本願のシート材分離方法でのMF境界線の傾きは(15)式から
{(A/B)−μp12}/Δμp
である。これから、本分離方法におけるFP摩擦係数μFPに相当する値がA/Bであることが分かる。これは、シート材先端に作用する力の分力を決定する係数であり、表2に示す各変数の設定例では(5)式及び(8)式から
A/B=1.4 (22)
であって見かけ上μFPが1.4であることと等価となる。このことが本願シート材分離方法がFP分離方法よりもはるかに広い重層余裕度が得られる要因であると考えられる。この場合、本願とFP分離方法の重送境界線の傾きの比は次のようになる。
{(A/B)−μp12}/(μFP−μp12)≒4.1 (23)
このように、本願の重送余裕度はFP分離方法の約4倍の大きさを有している。
【0034】
さらに、シート材の1枚目と2枚目の間の摩擦係数μp12が大きな値となるラグ紙(ボンド紙)や再生紙の場合の重送余裕度を確認するため、μp12=0.77,Δμp=0.2の場合のP−Q線図を図13に示す。この図13から、給紙圧Pが充分に得られれば本願のシート材分離方法によりシート材間の摩擦係数が高い裏紙でも分離可能であることが分かる。
【0035】
次に、図14は、上記の傾斜部材6の傾斜面6aとシート材2の繰り出し方向とのなす角度(θ2)を50°から70°に振った場合の重送MF領域と不送りNF領域とを実験データに基づいて縦軸に給紙圧P、横軸に分離圧Qをとって示す図12と同様の線図である。この図14から明らかなように、四角実線で示した設定領域でシート材間の摩擦係数の差Δμp=0.2まで対応可能となる。ただし、上記の角度θ2を70°に設定した場合には不送りNF領域が厳しくなるが、同図14で四角破線で示した設定領域θ2=70°等の分離圧/給紙圧を対応させれば充分に設定可能となる。
また、図15は、前述の条件式から求めた厚紙A不送り(NF)領域と実測値とを比較した線図であり、厚紙A不送りNF領域においては、μ1=1.3,μp=0.67にて近似し、薄紙B重送MF領域ではμ2′=0.15,μp=0.54,Δμp=0.048にて近似することが実測により確認されている。なお、その他の代入値及び厚紙A及び薄紙Bの傾斜面からの垂直抗力Rfの値は前述の表1及び表2と同値である。このように、各条件式に別途測定した摩擦係数データを入力することにより実測値と近似することが判明し、上記各条件式の有効性を証明することができた。
【0036】
このような構成からなるシート材の給送装置において、傾斜部材6は複雑な形状をしているため、合成樹脂により一体成形するのが好ましい。その場合、図16及び図17に示すように、傾斜部材6の当接面6bの長さAが給送ローラ4の軸線方向の長さBより大きいと、図示しないシート材の搬送時に給送ローラ4の方向に押圧されてシート材に摺接している傾斜部材6の当接面6bは、その中央部に分離圧がかかっているため、シート材を介して給送ローラ4に押圧されている当接面6bの中央部だけが摩耗して陥没する。
傾斜部材6がこのように変形すると、シート材が給送ローラ4と傾斜部材6の間に進入する際、そのシート材は傾斜部材6の変形した当接面6bにならって湾曲しながら給紙される。そのため、シート材の搬送負荷が著しく大きくなったり、剛性の強いシート材では湾曲不能となったりして不送りが発生する。
【0037】
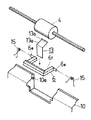
図18は、上記の問題を解決したこの発明の第2実施形態を示す分解斜視図である。
この実施形態においては、傾斜部材6の当接面6bの長さを給送ローラ4の軸線方向の長さより小さくして、当接面6bの全長が常時給送ローラ4に当接可能としたものであり、その他の構成は前述した第1実施形態と同様である。
このような構成によれば、傾斜部材6の当接面6bは全長に亘ってシート材を介して給送ローラ4に押圧されているため、当接面6bに部分的な陥没部が形成されるおそれはなく、当接面6bは直線状に平均して摩耗する結果となる。そして、この傾斜部材6は給送ローラ4の方向に平行移動するため、当接面6bに摩耗が生じてもシート材の搬送方向に対して傾斜部材6の傾斜面6aは所定の角度を保つことが可能である。
【0038】
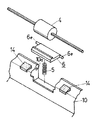
また、図19は、上記の問題を解決したこの発明の第3実施形態を示す分解斜視図、図20は、その縦断面図である。
この実施形態では、傾斜部材6の傾斜面6a及び当接面6bにそれぞれ係合する傾斜面9a及び当接面9bを折曲げ形成した厚さの薄い弾性金属板9を傾斜部材6の傾斜面6a側から挿入する。これにより、弾性金属板9は図20に仮想線で示す状態からその弾性力に抗して拡開された後実線で示すように収縮して固定される。
この第3実施形態では傾斜部材6の傾斜面6a及び当接面6bの表面を弾性金属板9により密着して覆うようにしたので、シート材搬送方向と傾斜面6aとを所定の角度θ2に保ちながら、シート板との摩擦による傾斜部材6の摩耗を大幅に低減させることができる。なお、上記の実施形態では弾性金属板9の弾装上の理由から傾斜面6aも同時に覆うようにしたが、これは必ずしも必要とするものではない。
また、この第3実施形態の場合は、傾斜部材6の摩耗自体が抑えられるため、当接面6bの長さは自由となり、給送ローラ4の軸線方向の長さと無関係に定めることができる。
【0039】
なお、度重なる実験の結果から、これらの実施形態において、シート材2の良好な分離を行うための条件は、図7に示すように、給送ローラ4に押圧する底板1上のシート材2の圧接部位Xと、給送ローラ4に押圧する傾斜部材6の圧接部位Nとのシート材繰り出し方向の距離Kを2〜6mmにし、繰り出されるシート材2の繰り出し方向Sに対して傾斜部材6の傾斜面6aのなす角度θ2を50°〜70°にするとよいことが判った。そのようにすれば、給送ローラ4が通常使用される大きさ、例えばφ16〜36mmの範囲にある限り、常に良好な分離品質が得られることが確認されている。
【0040】
さらに、上記の実施形態において、傾斜部材6の当接面6bを覆う金属板は弾性金属板に限るものではなく、弾性を有しない金属板でも差支えない。その場合は、図19及び図20に示す弾性金属板9が傾斜部材6の当接面6bを覆う部分より下流側を削除した金属板9′(図21参照)を傾斜部材6の下面から止ねじ16でねじ止めすればよい。
このように、給送ローラ4との当接面6bを弾性金属板9又は金属板9′で覆った傾斜部材6では、その摩耗が事実上無視し得る程度であるので、支持方法も必ずしも平行移動とする必要はなく、図21の第4実施形態に示すように、傾斜部材6の支軸6eと装置本体10の軸孔10aとによる搖動でも差支えなく、傾斜部材6に給送ローラ4の方向への付勢力を与える分離圧縮ばねは、支軸6eを繞って装着されるねじりばね15でも差し支えない。
【0041】
なお、図19乃至図21に示した第3,第4実施形態では、比較的摩耗しやすい合成樹脂材からなる傾斜部材を金属板により覆うようにしたが、傾斜部材自体を、例えば炭素繊維又はガラス繊維で強化した硬質の合成樹脂により成形し、さらにその給送ローラとの当接面に層の厚い金属メッキを施すようにしても同様の効果を得ることが可能になる。
以上の第1〜第4実施形態では傾斜部材の形状や構成を特定することによりシート材の重送や不送りを防止するようにしていたが、万一不測の状態により2枚のシート材が給送ローラと傾斜部材の当接部を乗り越えた場合には、その後の下流側には2枚目のシート材を抑止する負荷部材が存在しないため、2枚とも画像形成部へ送り込まれる重送が生じるおそれがある。
【0042】
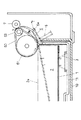
図22は、上記の点を解決するためになされたこの発明の第5実施形態を示す縦断面図、図23はその分解斜視図である。なお、以下の実施形態では、その構成及び図示を簡略化するため、特に図示しないが、傾斜部材6に前述の弾性金属板9や金属板9′を装着したり、傾斜部材6自体を摩耗に対して強い材質としたりしたものを用い、その支持方法を支軸6eによる搖動支持にした場合について説明するが、平行移動させるようにすることも可能であることはいうまでもない。
【0043】
図22及び図23において、傾斜部材6を、一対の支軸6e,6eと装置本体10の軸孔10a,10a(図22,図23ではその一方のみを示す)とにより搖動自在に軸支し、その支軸6eの位置を当接面6bにおける給送ローラ4の接線T上に位置させる。また、一対の薄板弾性部材(以下「マイラ」という)12,12の基部を装置本体10の後壁内面に固設し、その先端部を給送ローラ4の両側で上記接線Tに交差させる。なお、上記の薄板弾性部材は合成樹脂材で形成するのが好ましいが金属板で形成することも可能である。
このような構成で、2枚のシート材が傾斜部材6の当接面6bを乗り越えて搬送された場合、2枚のシート材先端部がマイラ12の先端部を押圧して撓ませる負荷により、2枚目のシート材がマイラ12の先端部の2箇所でせき止められ、1枚目のシート材のみが送られて重送が防止される。
【0044】
上記の実施形態では、傾斜部材6の当接面6bを乗り越えた2枚のシート材の先端部が一対のマイラ12,12をその弾性に抗して撓ませる負荷により2枚目のシート材をせき止めるようにしたので、マイラ12,12の先端部を押圧して撓ませる負荷が倍増して重送防止効果を確実にすることができるが、一対のマイラ12,12の配設位置が前後したり、弾性が異なったりした場合には、2枚目のシート材が斜行状態で待機していることになり、次の給紙時にその状態のまま斜行して搬送されるおそれがある。図24はこの点を考慮したこの発明の第6実施形態を示す縦断面図、図25はその分解斜視図である。
【0045】
すなわち、装置本体10の後壁内面で給送ローラ4の軸線方向のほぼ中央にマイラ12の基部を固設するとともに、その先端部を、傾斜部材6のほぼ中央に設けた逃げ用の開口部6fを挿通して上方へ突出させ、接線Tと交差させる。また、上記開口部6fを設けたことにより、傾斜部材6の先端部を給送ローラ4に圧接させるための分離圧縮ばねとしてコイルばねに代えて支軸6e,6eを繞るねじりばね15,15を用いる。
このような構成によれば、万一2枚のシート材が給送ローラ4と傾斜部材6の当接面6bとの間を通り抜けて搬送されても、マイラ12に当接して撓ませることにより2枚目のシート材がせき止められて重送が防止される。このとき、マイラ12は2枚目のシート材の先端のほぼ中央を係止しているので、斜行待機をより小さく抑えることができる。
【0046】
次に、図26及び図27は、傾斜部材6の当接面6bの下流側に設けた一対のマイラの形状を変更したこの発明の第7実施形態を示すものである。この実施形態では、基部を装置本体10の後壁内面に固設した一対のマイラ13,13の中部に鈍角状の曲げ部を、先端部に給送ローラ4の方向に向かうほぼ直角の曲げ部を設けて第1の折り曲げ片13aと微小な第2の折り曲げ片13bを形成し、第1の折り曲げ片13aを、給送ローラ4と傾斜部材6の当接部の接線Tに角度αで交差させて給送ローラ4の両側に配している。ここで実験の結果、上記の角度αはマイラ13の曲げ剛性にも関係するが、接線Tに対して20°〜60°が適当であることが判明している。なお、その他の構成は図22及び図23と同様である。
【0047】
上記の構成で、2枚のシート材が給送ローラ4と傾斜部材6の当接部を乗り越えて搬送された場合、その先端がマイラ13の先端の第2の折り曲げ片13bに突き当たり搬送負荷となって2枚のシート材が分離される。
このとき、厚さの薄いシート材の場合は、最上位の第1のシート材が撓みマイラ13の第2の折り曲げ片13bから逃げて搬送され、剛性のある厚いシート材はマイラ13の第1の折り曲げ片13aを撓ませて搬送され、2枚目のシート材はマイラ13の第2の折り曲げ片13bによりせき止められる。
【0048】
また、図28は上記のマイラ13を給送ローラ4のほぼ中央に設け、それに対応して傾斜部材6の中央部にマイラ13の逃げ用の開口部6fを設けたこの発明の第8実施形態を示す分解斜視図である。この場合も傾斜部材6の中央部に開口部6fを形成したので、分離圧縮ばねとしてコイルばねに代えて支軸6e,6eを繞るねじりばね15,15を用いる。なお、その他の構成は図26及び図27と同様である。
この実施形態によれば、前述の図24および図25で示したものと同様に、マイラ13でせき止められた2枚目のシート材の斜行待機を回避し得て次回のシート材の斜行搬送を防止することが可能になる。なお、上記のマイラ13は先端の第2の折り曲げ片13bにより2枚目のシート材を強固に抑止することが可能であるので、中央部一箇所のマイラ13のみでも充分にその効果を得ることができる。
【0049】
図29及び図30はマイラに代えて摩擦部材を用いたこの発明の第9実施形態を示すものである。
この第9実施形態では、傾斜部材6を挾んで両側の給送ローラ4との当接面6bの下流側で、装置本体10のシート材ガイド面上に、一対の板状の摩擦部材14,14を接線Tに角度βで交差するように設け、その角度βを20°〜30°とする。なお、その他の構成は図22,図26に示した前第5,第7実施形態と同様である。
このような構成によれば、2枚のシート材が傾斜部材6の当接面6bを乗り越えて搬送された場合、重送されたシート材の先端部が摩擦部材14に衝当して搬送負荷となり、2枚のシート材の先端を捌いて分離させる。この場合はマイラを用いないため、シート材搬送後にマイラを弾く音を無くすることができる。
【0050】
また、図31は上記の摩擦部材14を傾斜部材6の中央部の当接面6bの下流側に設けたこの発明の第10実施形態を示すものであり、その他の構成は、図29及び図30に示した第9実施形態と同様である。
この第10実施形態によれば、第9実施形態において一対の摩擦部材14,14がシート材の搬送方向に対して前後する位置に配置されたり、シート材先端部の摩擦部材14,14との衝当位置が前後したりした場合、重合シート材の2枚目のシート材が搬送方向に対し斜行状態で待機した後、そのまま斜行搬送される可能性を回避することができる。
なお、上記の摩擦部材とマイラとを併用することも可能であり、いずれか一方で捌き得なかった2枚のシート材を他方で分離させることができ、シート材重送のおそれをさらに低減させることができる。
【0051】
以上の第1〜第10実施形態のようにシート材の分離部がカセットの挿入方向に対して装置本体側の奥側に配設されている給送装置では、シート材が少なくなってその補給のためにカセットを引き出そうとすると、圧縮ばねによる上方への給紙圧が作用している底板が装置本体の内部に引っかかって引き出せなくなるため、カセットの引き出しにより底板を押し下げるガイドレールを設けるか、給紙圧を解除する手段を講じなければならず、部品点数が増加するとともに装置が大型化するきらいがあった。
また、このような給送装置では底板は通常金属板からなり、圧縮ばねも金属からなるので、アースをとる必要がある。そのために、カセットの底面に付設した金属板をカセット外部に露出させて装置本体のアース部と接続させるのが普通であるが、アース用の上記金属板が変形したり汚染したりしてアースが不完全になるおそれがあった。
【0052】
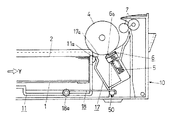
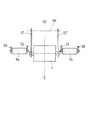
図32〜図40は、このような点を解決したこの発明の第11実施形態の作動状態を示す説明図、図41は、カセットの挿脱を検知する検知レバーと底板を上方へ駆動する加圧レバーとの関係を示す分解斜視図である。
この第11実施形態においては、カセット11の先端部に先端突起11aを設け、それに対応して装置本体10側にカセット11の挿脱を検知する検知レバー17の基部を支軸50により回動自在に装着する。検知レバー17の自由端部の両側に、傾斜部材6の方向に折り曲げた一対のアーム部17a,17aを延設し、カセット11が装置本体10に完全に挿入された状態では、図34に示すように、検知レバー17がカセット11の先端突起11aに押圧されてそのアーム部17a,17aが傾斜部材6の当接面6bの両側を図で左方から右方へ通過した位置になるように各部の位置及び形状を設定する。
【0053】
支軸50の長手方向の中央には加圧レバー18の基部をねじ止め等により一体に固設し、この加圧レバー18の自由端部にローラ18aを軸支し、カセット11の装置本体10への挿入時、上記のローラ18aが底板1の下部に潜入し得るようにする。また、支軸50を繞って検知レバー17と加圧レバー18との間に弾性部材である一対のねじりばね51,51(図37参照)を係着し、検知レバー17と加圧レバー18とが所定の角度位置になったときに加圧レバー18に付勢力が作用してローラ18aが底板1に上昇方向の給紙圧を与えるようにする。なお、その他の構成は図1及び図2に示した構成と同じであるが、この実施形態では加圧レバー18及びこの加圧レバー18に上方への付勢力を与えるねじりばね51,51を設けたことにより図1及び図2の圧縮ばね3は省略する。
【0054】
以上のような構成で底板1に所定枚数のシート材2を積載した状態では、図32に示すように、底板1は自己の自重及びシート材2の重さにより下降して水平状態を保っている。この状態でカセット11を矢示Y方向から装置本体10内へ挿入すると、カセット11の先端突起11aが検知レバー17の自由端側を押圧して支軸50を中心として検知レバー17を時計方向に回動させる。検知レバー17が図33に示す位置まで回動して加圧レバー18との角度が所定の値になると、ねじりばね51の付勢力が発生し始めて加圧レバー18が時計方向に回動してローラ18aが底板1の下面に当接する。
カセット11が装置本体10内に完全に挿入されて図34に示す状態となると、ねじりばね51の付勢力が増大して所要の給紙圧が発生し、同時に、周知のカセット係止手段により、図示しないカセット11側の基準ボスが装置本体10側の基準溝に嵌入してカセット11が図34に示す挿入位置に保持される。
【0055】
この状態で一連の画像形成が進行し、底板1上のシート材2が減少して図35に示す状態となり、シート材補充のために上記カセット係止手段を解除してカセット11を矢示Z方向に引き出すと、先端突起11aによる検知レバー17の拘束が解かれ、ねじりばね51の付勢力により検知レバー17が反時計方向に傾動するとともに、加圧レバー18も作用するねじりばね51による付勢力がなくなって自重により反時計方向に回動し、底板1が自重により下降して図36に示す状態となる。
このとき、給送ローラ4と傾斜部材6のニップの手前に残っているシート材2nは検知レバー17のアーム部17aによって掻き出され、カセット11上に載り、カセット11と共に装置本体10から引き出されて装置本体10の内部に留まるおそれはない。
また、加圧レバー18はそれ自体が金属板で形成されているので従来のカセットのように別個にアースをとる必要もなく、装置本体10側とのアース接続も容易且つ確実である。
【0056】
この第11実施形態においては、カセット11を引き出すときに次のシート材の先端が給送ローラ4と傾斜部材6にニップされた状態にあるので、シート材の種類によっては検出レバー17のアーム部17aによって傾斜部材6の両側が掻き出されるとシート材が破れてニップ部近傍が内部に残留するおそれがあった。図38〜図43は、上記の点を解決したこの発明の第12実施形態の作動状態を示す要部断面図、図44は、カセットの挿脱を検知する検知レバーと底板を上方へ駆動する加圧レバーとの関係を示す分解斜視図である。
【0057】
この第12実施形態においては、傾斜部材6に分離圧を与える圧縮ばね5の下部に断面が直角三角形のばね受台19をガイドピン19aとガイド溝10dとにより圧縮ばね5の軸線方向に摺動自在に装着するとともに、検知レバー17及び加圧レバー18の共通の支軸50を前記第11実施形態より図で右方に移動させる。そして、検知レバー17の支軸50に近い部分に折り曲げ部17bを設けてこの折り曲げ部17bをばね受台19の斜面に接離可能とし、上記折り曲げ部17bによって圧縮ばね5のばね圧可変部を構成する。なお、その他の構成は図32〜図37に示した第11実施形態と同様である。
この第12実施形態では、底板1にシート材2を積載したカセット11を矢示Y方向から装置本体10内へ挿入する途中の図38に示す状態では、検知レバー17の折り曲げ部17bはばね受台19の斜面から離脱した位置にあるので、ばね受台19は下降して圧縮ばね5が非圧縮状態に保たれ傾斜部材6の当接面6bは給送ローラ4から僅かに離間した位置にある。
【0058】
この状態からさらにカセット11を挿入した図39に示す状態では、検知レバー17がカセット11の前面により押圧されて時計方向に回動し、図44に示したねじりばね51が作動して加圧レバー18が同方向に回動し、ローラ18aが底板1の下面に当接する。この状態でも検知レバー17の折り曲げ部17bはまだばね受台19の斜面から離脱した状態に保たれている。
カセット11の挿入が完了した図40に示す状態では、検知レバー17がさらに時計方向に回動してその折り曲げ部17bがばね受台19の斜面に摺接してこのばね受台19を上方へ押圧し、圧縮ばね5の付勢力が増大して傾斜部材6の当接面6bを給送ローラ4に圧接させ、分離圧を発生させる。この状態では前記第11実施形態と同様に検知レバー17のアーム部17a,17aは傾斜部材6の当接面6bの両側を通過した位置に保持されている。
【0059】
この状態で底板1上のシート材2が減少して図41に示す状態となり、シート材補充のためにカセット11を矢示Z方向に引き出すと、カセット11による検知レバー17の拘束が解かれ、ねじりばね51の付勢力により検知レバー17が反時計方向に傾動する。これによりその折り曲げ部17bがばね受台19の斜面から離脱し、圧縮ばね5の付勢力によりばね受台19が下降して圧縮ばね5の付勢力がなくなり、傾斜部材6が自重により下降して給送ローラ4から離間し、先端部をニップされていたシート材2nが自由になる。同時に、検知レバー17の反時計方向の回動によりそのアーム部17aがシート材2nをカセット11上に掻き出して図42に示す状態となる。さらにカセット11が引き出されるとねじりばね51の付勢力がなくなって加圧レバー18も反時計方向に回動し、底板1が自重により下降して図43に示す状態となる。
この第12実施形態によれば部品をほとんど増やすことなく傾斜部材6の加圧力を解除することができ、残留したシート材2nを除去し得て、より確実に給紙不送りを防止することが可能になる。
【0060】
これまで述べたこの発明の第1〜第12実施形態では、図1に示したように、給紙用のカセット11内で一端を支軸1aにより搖動自在に支持されカセット11との間に圧縮ばね3を係着して自由端部が常時上方へ付勢された底板1上に、比較的少量(例えば500枚以下)のシート材2を積載した給送装置について説明してきた。
これに対し、給送装置によっては大量(例えば1000枚以上)のシート材を積載可能なシート材積載部材を有する給送装置もある。このような給送装置では、大量のシート材による高荷重のため、上記のようなコイルスプリングからなる付勢手段ではシート材積載部材を上昇させることが困難であり、通常シート材積載部材にワイヤを連結してモータ駆動により水平状態を保ったまま所定の給紙位置まで上昇させ、紙面検出手段によりその位置を検出し、上記モータ駆動を停止してシート材積載部材をその位置に保持するようになっている。
【0061】
この場合、給送ローラによりシート材の搬送力を発生させるためには給送ローラ側からの加圧が必要となり、この加圧力は一般に給送ローラの自重が用いられている。このような構成では、第1実施形態で説明したように、一つの給送ローラ4に対してシート材2と傾斜部材6とが加圧され、その加圧点X,N間のシート材繰り出し方向の距離Kと繰り出し方向Sに対する傾斜部材6の傾斜面6aの傾斜角θ2とを規制したこの発明の構成要件を適用したとき、傾斜部材6の圧縮ばね5の分離圧力Qを確保しようとすると、給送ローラ4によるシート材2の搬送力発生は困難になる。そのため、一般には傾斜部材による分離方式を諦め、給送ローラにより繰り出されたシート材を分離逆転ローラと対の送りローラからなる分離方式を採用している。
図45乃至図49は、このような問題点を解決し、この種の大量のシート材を積載した給送装置に対してもこの発明を実施可能としたこの発明の第13実施形態及び第14実施形態を示すものであり、図45は、第13,第14実施形態に共通の構成を示す縦断面図、図46は、第13実施形態の平面図、図47は、その分解斜視図、図48は、第14実施形態の平面図、図49は、その分解斜視図である。
【0062】
この第13実施形態では、図45〜図47に示すように、給送ローラ4とシート材2との圧接部位Xの下流で傾斜部材6の傾斜面終端6cに圧接するニップ形成部Nに、給送ローラ4とは別体の分離ローラ54を設けている。そして、この分離ローラ54を、装置本体10(図2)に固設した一対の固定軸受55,55により軸支し、図46に示すように、この分離ローラ54は、シート材搬送方向(図3〜図7に示したシート材繰り出し方向Sと同じ)に直交するシート材搬送幅の中央部で且つそのシート材搬送幅の中心線SCに関して対称となるようにし、それに対応して、図47に示すように、軸6eにより傾斜部材6を搖動自在に軸支し、その先端部の当接面6bを圧縮ばね5により分離ローラ54に圧接させることにより分離部を構成している。また、分離ローラ54の両側に一対の給送ローラ4,4を設け、これら一対の給送ローラ4,4を軸56に搖動自在に枢着した一対の可動軸受57,57(図46)により支持し、図示しない駆動モータによる反時計方向の回転をベルト伝導により給送ローラ4,4に伝えるとともに、給送ローラ4,4の自重によりシート材2に搬送圧を与えて分離部へ搬送するように構成している。なお、この一対の給送ローラ4,4も図46に示すシート材搬送幅の中心線SCに関して対称の位置としており、その他の構成及び分離パラメータは、第1実施形態と同様とする。
【0063】
このような構成で、不図示のシート材積載部材により所定の給紙位置まで上昇した大量のシート材2は、一対の給送ローラ4,4にその自重により押圧され、一対の給送ローラ4,4の反時計方向の回転により複数枚のシート材2が分離部へ繰り出され、分離部に位置する分離ローラ54とそれに圧接する傾斜部材6により1枚ずつ分離されて図示しない画像形成部へ搬送される。
この第13実施形態によれば、大量のシート紙を積載して水平状態を保ったままモータ駆動により昇降するシート材積載部材を備えた給送装置においても、固定の分離ローラ54を設けるだけで従来の分離逆転ローラと対の送りローラからなる複雑な構成に代えて構成が簡単で分離性能の優れた傾斜部材を用いることが可能になり、部品点数削減を図ることができる。
【0064】
なお、上記の第13実施形態において、分離ローラ54の材質を、ゴム材に代えて衝撃性が強く耐熱性,耐薬品性,耐候性に優れた一般に広く用いられているポリアセタールPOM等の合成樹脂材とすることも可能である。このようにしても、給送ローラ4,4によって最上位のシート材2aが傾斜部材6を乗り越える搬送力及び次のシート材2bが最上位のシート材2aとの摩擦力によって繰り出される力は第1実施形態の場合と差はなく、シート材2と給送ローラ4との圧接部位Xと傾斜部材6と分離ローラ54との圧接部位N間の距離Kを図7に示した距離Kの値と同一に設定することが可能になって良好なシート材の分離品質を保つことができ、同時に分離ローラの部品費低減によるコストダウンが可能になる。
【0065】
次に、この発明の第14実施形態は、図48及び図49に示すように、シート材搬送幅の中央に給送ローラ4を、軸56に一端を枢支された搖動自在な可動軸受57,57により軸支し、その両側に一対の傾斜部材6,6を設けるとともに、これらの傾斜部材6,6に対応して一対の分離ローラ54,54をそれぞれ一対の固定軸受55,55により軸支したものであり、給送ローラ4及びその両側に設けた一対の分離ローラ54,54はいずれもシート材搬送幅の中心線SCに関して対称に設けてある。なお、その他の構成及び作用は前第13実施形態と同様であり、この第14実施形態の場合も分離ローラ54の材質を合成樹脂材とすることが可能である。
このような第14実施形態では傾斜部材6及び分離ローラ54をそれぞれ2個所に設けることになるが、分離ローラ54の材質を合成樹脂材とすればゴム材を有する給送ローラ4が1個所で済むことになるので、装置全体の部品費を低減させることが可能になる。
なお、上記第13,第14実施形態においても、傾斜部材6に圧接する給送ローラを分離ローラと読み代えることにより、すでに述べたこの発明の第2〜第12実施形態を何等支障なく適用することが可能になる。
【0066】
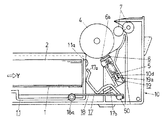
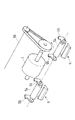
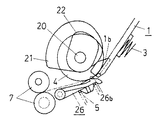
以上の第1〜第14実施形態では、給紙用のカセット内で複数枚のシート材2が底板1上にほぼ水平状態で積載される場合について説明したが、給紙用のカセットが画像形成装置の背面等に傾斜して設けられている給送装置もある。図50は、この種の給送装置にこの発明を実施した第15実施形態を示す要部断面図、図51は、その斜視図、図52は、その傾斜部材を示す斜視図である。
この第15実施形態では、底板1の前端部の両側に抑えリブ1b,1bを一体に設け、それに対応して給送ローラ4の回転軸20に第1のカム21,21を固設するとともに、上記回転軸20の給送ローラ4の両側に第2のカム22,22を固設する。支軸26eに搖動自在に支持された傾斜部材26は、圧縮ばね5の付勢力により先端の当接面26bが給送ローラ4に当接しており、当接面26bの下流側で給送ローラ4に対向する部分には凹陥部26fを形成し、その両側部には上記の第2のカム22,22に当接可能なリブ26g,26gを形成している。また、回転軸20の一端(図51の右端部)に図示しない駆動モータの回転を断続可能なスプリングクラッチ部23を設け、ソレノイド24により断続させることにより1回転制御可能として回転軸20を図50で時計方向に回転駆動し得るようにしている。
【0067】
図53〜図58はその作動状態を示すものであり、図58は給紙待機状態を示している。第1,第2のカム21,22により底板1及び傾斜部材26はそれぞれ圧縮ばね3,5の付勢力に抗して給送ローラ4から離間している。給紙が開始されて給送ローラ4が時計方向に回転すると、それに同期して第1,第2のカム21,22も回転を始め、先ず図53に示すように、第2のカム22の上死点が傾斜部材26から離脱して傾斜部材26が給送ローラ4に当接する。次いで図54に示す状態を経て図55に示すように、第1のカム21の上死点が底板1の抑えリブ1bから離脱して底板1が給送ローラ4の方向に搖動し、底板1に積載されたシート材(図示しない)を傾斜部材26まで搬送し、最上位のシート材を分離して搬送ローラ対7へ搬送する。
ここで、図56に示すように第1のカム21が再び底板1の抑えリブ1bに当接して底板1を反時計方向に搖動させ、次に第2のカム22が図57に示すように、傾斜部材26に当接して時計方向に搖動させた後、図58に示す待機状態となる。
【0068】
このように、傾斜部材26の両側部に第2のカム22が当接可能なリブ26g,26gを設け、給送ローラ4の1回転により傾斜部材26を押し下げることにより、給紙待機状態(搬送ローラ対7によるシート材搬送状態)でシート材分離後の給送ローラ4が連れ回りしているときには、第2のカム22と傾斜部材26のリブ26g,26g間でシート材が搬送され、傾斜部材26の当接面26bとシート材が擦れて当接面26bが摩耗するおそれを低減させることができる。
上述の第15実施形態において多数のシート材をセットする場合、その先端がばらついていると給送ローラ4の下部へシート材をセットできないおそれがある。
【0069】
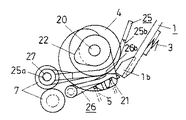
図59は、上記の問題を解決するために上記第2のカム22と傾斜部材26との間に設ける傾斜部材抑え板25を示す斜視図であり、この傾斜部材抑え板25の左右一対の軸受部25a,25aを図60に示す搬送ローラ対7の対向コロ7bの軸27に枢支し、長手方向の中部に、給送ローラ4と傾斜部材26との当接する部位を逃げた開口部25bを設けている。なお、その他の構成は前述した第15実施形態と同様である。
このような構成からなる第16実施形態において、図65は給紙待機状態を示し、第1のカム21は底板1の抑えリブ1bを押圧し、第2のカム22は傾斜部材抑え板25を介して傾斜部材26のリブ26gを押圧し、底板1及び傾斜部材26はそれぞれ給送ローラ4から離間している。そして、傾斜部材抑え板25の自由端部は給送ローラ4の上流に位置して底板1との間はシート材挿入方向に向かって拡開している。これにより、多数枚のシート材の先端がばらついていてもシート材を給送ローラ4の下部へ確実にセットすることが可能になる。
【0070】
図65に示す状態から給紙が開始されて給送ローラ4が時計方向に回転すると、それに同期して第1,第2のカム21,22も回転を始め、先ず図60に示すように、第2のカム22の上死点が傾斜部材抑え板25から離脱して傾斜部材26が給送ローラ4に当接する。さらに、図61に示す状態を経て図62に示すように、第1のカム21の上死点が底板1の抑えリブ1bから離脱し、底板1が給送ローラ4の方向に搖動して底板1に積載したシート材を傾斜部材26まで搬送し、最上位のシート材を分離して搬送ローラ対7へ搬送する。
ここで、図63に示すように第1のカム21が再び底板1の抑えリブ1bに当接して底板1を反時計方向に搖動させた後、第2のカム22が図64に示すように傾斜部材抑え板25に当接して時計方向に搖動させ、図65に示す待機状態となる。
このように、傾斜部材26と第2のカム22との間に、給送ローラ4と傾斜部材26の当接面26bが当接する部位を逃げた傾斜部材抑え板25を設けてその先端を給送ローラ4の上流に位置させることにより、先端がばらついた多数のシート材は傾斜部材抑え板25に導かれて給送ローラ4の下部へ確実にセットすることが可能になる。
【0071】
以上の第1〜第16実施形態では、シート材を分離部へ繰り出す給送手段として、給送ローラを用いた場合について説明したが、給送手段はそれに限るものではなく、給送ベルトを用いることも可能である。
図66は、この種の給送手段を用いたこの発明の第17実施形態を示す縦断面図である。この第17実施形態では前述の各実施形態における給送ローラ4の位置に給送プーリ61を回転自在に設け、別設の駆動プーリ62との間に給送ベルト60を架設して、この給送ベルト60を底板1上に積載したシート材2の最上位のシート材2aの先端部及び傾斜部材6の当接面6bに当接させている。なお、その他の構成は図1あるいは図22等と同様である。
このような構成で、駆動プーリ62を反時計方向に回転させると、給送ベルト60を介して給送プーリ61も反時計方向に回転し、上記給送ベルト60に圧接する最上位のシート材2aが、傾斜部材6と給送ベルト60との当接面6bにおける接線T方向へ繰り出され、搬送ローラ対7により図示しない画像形成部へ搬送される。
【0072】
図67は、この発明の第18実施形態を示す図66と同様の縦断面図であり、前第17実施形態の駆動プーリ62に代えて搬送ローラ対7の駆動側に搬送プーリ63を設け、この搬送プーリ63と給送プーリ61との間に給送ベルト60を架設して搬送ローラ対7の従動側に当接するようにしたものである。なお、その他の構成は図66に示した前実施例と同様である。
このような構成で搬送プーリ63を反時計方向に回転させると、給送ベルト60を介して給送プーリ61も同方向に回転する。このとき、給送ベルト60が傾斜部材6との当接面で繰り出すシート材の速度は給送ベルト60が搬送ローラ対7の従動側に接する部位でシート材を画像形成部へ搬送する速度と常に同一に保たれるので、シート材の円滑な搬送が可能になる。このような実施形態によれば、別個に給送ベルト60の駆動源を設ける必要がなく、シート材給送機構の簡略化を図ることができる。
【0073】
次に、図68は、上述のシート材の給送装置を備えた画像形成装置の一例である複写機の構成図である。
この複写機30は、複写機本体31内に設けた光学読取系32により読み取った画像データを基にして、光書込系33が作像系34に設けた感光体35上に潜像を形成し、その潜像を作像系34の現像装置36がトナーにより可視像としている。
複写機本体31の下部には給送装置Pが備えてあり、この給送装置Pのカセット11から底板1上に積載されたシート材2を給送ローラ4により1枚ずつ給紙し、搬送ローラ対7によって搬送路37を通して作像系34に搬送し、感光体35上の可視像をシート材2上に転写する。
【0074】
転写が終るとシート材2は定着装置38に搬送されて可視像が定着された後、排紙ローラ対39により外部の排紙トレイ40に排出される。また、両面画像形成時には、シート材2は図示しない排紙分岐爪により反転搬送路41から両面装置42へ向けて搬送され、両面トレイ43に一旦格納された後に進行方向を逆転し、両面搬送路44から再び作像系34に送り込まれて裏面に画像が形成され、定着装置38を通って排紙トレイ40上に排出される。
なお、図68では図面を簡略化するため、給紙装置Pは1個のみを示したが、必要に応じてサイズの異なる複数個の給紙装置を設けることも可能であり、またこの給紙装置を有する画像形成装置は複写機に限るものではなく、ファクシミリ,プリンタ等にも何等支障なく適用することができる。
【0075】
【発明の効果】
以上述べたように、この発明によるシート材の給送方法とその装置によれば、異音の発生が防止され、シート材間の摩擦係数が大きい場合でも不送りや重送を生じないきわめて高いシート材の分離性能を得ることができる。また、そのシート材の給送装置を備えた画像形成装置によれば、多種多様のシート材を不送りや重送なく1枚ずつ確実に分離して画像形成部へ繰り出すことができ、シート材を選ぶことのない画像形成が可能になる。
【図面の簡単な説明】
【図1】この発明によるシート材の給送装置の概略構成を示す縦断面図である。
【図2】同じくその全体構成を示す分解斜視図である。
【図3】図1の一部を拡大して示す説明図である。
【図4】同じくその最上位のシート材の力関係を示す説明図である。
【図5】同じくその次のシート材の力関係を示す説明図である。
【図6】同じくその傾斜部材の摩耗状態を示す説明図である。
【図7】同じくその給送ローラと傾斜部材との関係を示す説明図である。
【図8】同じくその分離部を拡大して示す説明図である。
【図9】同じくそのニップ直前のシート材先端に作用する力関係を示す説明図である。
【図10】同じくそのニップ進入時のシート材先端に作用する力関係を示す説明図である。
【図11】先端集中荷重による梁の撓み状態を示す説明図である。
【図12】この発明のシート材分離方法の一例を摩擦分離方法と比較して示す線図である。
【図13】同じくその他の例を示す線図である。
【図14】同じく、その傾斜面にシート材の繰り出し方向の先端が突き当たる時の角度を50°から70°に振った場合の設定領域を例示する線図である。
【図15】同じく、図14と同様の状態で厚さの異なるシート材の不送り領域と重送領域とを実測定と条件式とで比較した線図である。
【図16】同じくその給送ローラと傾斜部材との長さ関係を示す分解斜視図である。
【図17】同じくその縦断面図である。
【図18】この発明の第2実施形態の要部を示す分解斜視図である。
【図19】この発明の第3実施形態の要部を示す分解斜視図である。
【図20】同じくその傾斜部材と弾性金属板との装着状態を示す断面図である。
【図21】この発明の第4実施形態を示す縦断面図である。
【図22】この発明の第5実施形態を示す縦断面図である。
【図23】同じくその要部の分解斜視図である。
【図24】この発明の第6実施形態を示す縦断面図である。
【図25】同じくその要部の分解斜視図である。
【図26】この発明の第7実施形態を示す縦断面図である。
【図27】同じくその要部の分解斜視図である。
【図28】この発明の第8実施形態の要部を示す分解斜視図である。
【図29】この発明の第9実施形態を示す縦断面図である。
【図30】同じくその要部の分解斜視図である。
【図31】この発明の第10実施形態の要部を示す分解斜視図である。
【図32】この発明の第11実施形態のカセット挿入時の第1作動状態を示す説明図である。
【図33】同じくその第2作動状態を示す説明図である。
【図34】同じくそのカセット挿入完了時の状態を示す説明図である。
【図35】同じくそのカセット引き出し時の第1作動状態を示す説明図である。
【図36】同じくその第2作動状態を示す説明図である。
【図37】同じくその検知レバーと加圧レバーとの関係を示す分解斜視図である。
【図38】この発明の第12実施形態のカセット挿入時の第1作動状態を示す説明図である。
【図39】同じくその第2作動状態を示す説明図である。
【図40】同じくそのカセット挿入完了時の状態を示す説明図である。
【図41】同じくそのカセット引き出し時の第1作動状態を示す説明図である。
【図42】同じくその第2作動状態を示す説明図である。
【図43】同じくその第3作動状態を示す説明図である。
【図44】同じくその検知レバーと加圧レバーとの関係を示す分解斜視図である。
【図45】この発明の第13実施形態及び第14実施形態の構成に共通の要部を示す縦断面図である。
【図46】この発明の第13実施形態の給送ローラと分離ローラとの配置例を示す平面図である。
【図47】同じくその構成を示す分解斜視図である。
【図48】この発明の第14実施形態の給送ローラと分離ローラとの配置例を示す平面図である。
【図49】同じくその構成を示す分解斜視図である。
【図50】この発明の第15実施形態の要部を示す縦断面図である。
【図51】同じくその斜視図である。
【図52】同じくその傾斜部材を示す斜視図である。
【図53】同じくその第1作動状態を示す説明図である。
【図54】同じくその第2作動状態を示す説明図である。
【図55】同じくその第3作動状態を示す説明図である。
【図56】同じくその第4作動状態を示す説明図である。
【図57】同じくその第5作動状態を示す説明図である。
【図58】同じくその給紙待機状態を示す説明図である。
【図59】この発明の第16実施形態における傾斜部材抑え板を示す斜視図である。
【図60】同じく第16実施形態の第1作動状態を示す説明図である。
【図61】同じくその第2作動状態を示す説明図である。
【図62】同じくその第3作動状態を示す説明図である。
【図63】同じくその第4作動状態を示す説明図である。
【図64】同じくその第5作動状態を示す説明図である。
【図65】同じくその給紙待機状態を示す説明図である。
【図66】この発明の第17実施形態を示す縦断面図である。
【図67】この発明の第18実施形態を示す縦断面図である。
【図68】このシート材の給送装置を備えた画像形成装置の一例を示す構成図である。
【符号の説明】
1:底板 2:シート材
4:給送ローラ 6:傾斜部材
P:給紙圧 Q:分離圧
Rf:シート材先端に作用する傾斜部材の傾斜面からの垂直抗力
N:ニップ形成部
Claims (9)
- シート材積載部材に積載されたシート材に圧接して該シート材を分離部へ繰り出す給送手段と、該給送手段にニップ形成部で圧接し前記シート材の繰り出し方向の先端が突き当たる傾斜面を備えた傾斜部材とを有するシート材の給送方法であって、
以下の条件式を満足する条件下で、前記給送手段によって前記シート材を前記分離部へ繰り出し、繰り出された前記シート材を前記傾斜部材の傾斜面により分離することを特徴とするシート材の給送方法。
P>Rf・A/(μ1−μp12)
P<Rf・A/Δμp
A=sinθp2+μ2・cosθp2
但し P:給紙圧
Rf:シート材の曲げ変形により、シート材先端に作用する傾斜部材の傾斜面からの垂直抗力
μ1:給送手段とシート材との間の摩擦係数
μ2:傾斜部材の傾斜面とシート材先端との間の摩擦係数
μp12:シート材の1枚目と2枚目の間の摩擦係数
Δμp:シート材間の摩擦係数の差
θp2:給送手段のニップ形成部の接線と傾斜部材の傾斜面とのなす角度 - シート材積載部材に積載されたシート材に圧接して該シート材を分離部へ繰り出す給送手段と、該給送手段にニップ形成部で圧接し前記シート材の繰り出し方向の先端が突き当たる傾斜面を備えた傾斜部材とを有するシート材の給送方法であって、
以下の条件式を満足する条件下で、前記給送手段によって前記シート材を前記分離部へ繰り出し、繰り出された前記シート材を前記ニップ形成部により分離することを特徴とするシート材の給送方法。
P>{(A/B)−μ1}Q/(μ1−μp12)+μ1・Rf・B/(μ1−μp12)
P<{(A/B)−μp12}Q/Δμp+μp12・Rf・B/Δμp
A=sinθp2+μ2・cosθp2
B=cosθp2−μ2・sinθp2
但し P:給紙圧
Q:分離圧
Rf:シート材の曲げ変形により、シート材先端に作用する傾斜部材の傾斜面からの垂直抗力
μ1:給送手段とシート材との間の摩擦係数
μ2:傾斜部材の傾斜面とシート材先端との間の摩擦係数
μp12:シート材の1枚目と2枚目の間の摩擦係数
Δμp:シート材間の摩擦係数の差
θp2:給送手段のニップ形成部の接線と傾斜部材の傾斜面とのなす角度 - シート材積載部材に積載されたシート材に圧接して該シート材を分離部へ繰り出す給送手段と、該給送手段にニップ形成部で圧接し前記シート材の繰り出し方向の先端が突き当たる傾斜面を備えた傾斜部材とを有するシート材の給送方法であって、
以下の条件式を満足する条件下で、前記給送手段によって前記シート材を前記分離部へ繰り出し、繰り出された前記シート材を前記傾斜部材の傾斜面並びに前記ニップ形成部により分離することを特徴とするシート材の給送方法。
P>Rf・A/(μ1−μp12)
P<Rf・A/Δμp
P>{(A/B)−μ1}Q/(μ1−μp12)+μ1・Rf・B/(μ1−μp12)
P<{(A/B)−μp12}Q/Δμp+μp12・Rf・B/Δμp
A=sinθp2+μ2・cosθp2
B=cosθp2−μ2・sinθp2
但し P:給紙圧
Q:分離圧
Rf:シート材の曲げ変形により、シート材先端に作用する傾斜部材の傾斜面からの垂直抗力
μ1:給送手段とシート材との間の摩擦係数
μ2:傾斜部材の傾斜面とシート材先端との間の摩擦係数
μp12:シート材の1枚目と2枚目の間の摩擦係数
Δμp:シート材間の摩擦係数の差
θp2:給送手段のニップ形成部の接線と傾斜部材の傾斜面とのなす角度 - 前記傾斜部材の傾斜面に前記シート材の繰り出し方向の先端が突き当たる角度を50°乃至70°に設定したことを特徴とする請求項1乃至3のいずれか一項に記載のシート材の給送方法。
- シート材積載部材に積載されたシート材に圧接して該シート材を分離部へ繰り出す給送手段と、該給送手段に圧接し、前記シート材の繰り出し方向の先端が突き当たる傾斜面を備えた傾斜部材とを設け、前記傾斜部材は、前記給送手段との当接面を前記給送手段の軸線方向に沿う突条に形成し、下記の条件式を満足することを特徴とするシート材の給送装置。
P>Rf・A/(μ1−μp12)
P<Rf・A/Δμp
A=sinθp2+μ2・cosθp2
但し P:給紙圧
Rf:シート材の曲げ変形により、シート材先端に作用する傾斜部材の傾斜面からの垂直抗力
μ1:給送手段とシート材との間の摩擦係数
μ2:傾斜部材の傾斜面とシート材先端との間の摩擦係数
μp12:シート材の1枚目と2枚目の間の摩擦係数
Δμp:シート材間の摩擦係数の差
θp2:給送手段のニップ形成部の接線と傾斜部材の傾斜面とのなす角度 - シート材積載部材に積載されたシート材に圧接して該シート材を分離部へ繰り出す給送手段と、該給送手段に圧接し、前記シート材の繰り出し方向の先端が突き当たる傾斜面を備えた傾斜部材とを設け、前記傾斜部材は、前記給送手段との当接面を前記給送手段の軸線方向に沿う突条に形成し、下記の条件式を満足することを特徴とするシート材の給送装置。
P>{(A/B)−μ1}Q/(μ1−μp12)+μ1・Rf・B/(μ1−μp12)
P<{(A/B)−μp12}Q/Δμp+μp12・Rf・B/Δμp
A=sinθp2+μ2・cosθp2
B=cosθp2−μ2・sinθp2
但し P:給紙圧
Q:分離圧
Rf:シート材の曲げ変形により、シート材先端に作用する傾斜部材の傾斜面からの垂直抗力
μ1:給送手段とシート材との間の摩擦係数
μ2:傾斜部材の傾斜面とシート材先端との間の摩擦係数
μp12:シート材の1枚目と2枚目の間の摩擦係数
Δμp:シート材間の摩擦係数の差
θp2:給送手段のニップ形成部の接線と傾斜部材の傾斜面とのなす角度 - シート材積載部材に積載されたシート材に圧接して該シート材を分離部へ繰り出す給送手段と、該給送手段に圧接し、前記シート材の繰り出し方向の先端が突き当たる傾斜面を備えた傾斜部材とを設け、前記傾斜部材は、前記給送手段との当接面を前記給送手段の軸線方向に沿う突条に形成し、下記の条件式を満足することを特徴とするシート材の給送装置。
P>Rf・A/(μ1−μp12)
P<Rf・A/Δμp
P>{(A/B)−μ1}Q/(μ1−μp12)+μ1・Rf・B/(μ1−μp12)
P<{(A/B)−μp12}Q/Δμp+μp12・Rf・B/Δμp
A=sinθp2+μ2・cosθp2
B=cosθp2−μ2・sinθp2
但し P:給紙圧
Q:分離圧
Rf:シート材の曲げ変形により、シート材先端に作用する傾斜部材の傾斜面からの垂直抗力
μ1:給送手段とシート材との間の摩擦係数
μ2:傾斜部材の傾斜面とシート材先端との間の摩擦係数
μp12:シート材の1枚目と2枚目の間の摩擦係数
Δμp:シート材間の摩擦係数の差
θp2:給送手段のニップ形成部の接線と傾斜部材の傾斜面とのなす角度 - 前記傾斜部材の傾斜面に前記シート材の繰り出し方向の先端が突き当たる角度を50°乃至70°に設定したことを特徴とする請求項5乃至7のいずれか一項に記載のシート材給送装置。
- 請求項5乃至8のいずれか一項に記載のシート材の給送装置と、該シート材の給送装置から繰り出されたシート材に画像を形成する画像形成手段とを備えた画像形成装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002336234A JP2004123376A (ja) | 2002-02-08 | 2002-11-20 | シート材の給送方法とその装置及びそれを備えた画像形成装置 |
| DE60304239T DE60304239T2 (de) | 2002-02-08 | 2003-02-04 | Verfahren und Vorrichtung zum Zuführen von Bögen und diese enthaltendes Bilderzeugungsgerät |
| EP03002506A EP1334933B8 (en) | 2002-02-08 | 2003-02-04 | Method and apparatus for sheet feeding and image forming apparatus incorporating the same |
| KR10-2003-0007668A KR100536488B1 (ko) | 2002-02-08 | 2003-02-07 | 시이트재의 공급 방법과 그 장치 및 그 장치를 구비한화상 형성 장치 |
| US10/359,620 US6948710B2 (en) | 2002-02-08 | 2003-02-07 | Method and apparatus for sheet feeding and image forming apparatus incorporating the same |
| CNB031031951A CN1253363C (zh) | 2002-02-08 | 2003-02-08 | 纸材供给方法及其装置,以及图像形成装置 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002032985 | 2002-02-08 | ||
| JP2002056456 | 2002-03-01 | ||
| JP2002229200 | 2002-08-06 | ||
| JP2002336234A JP2004123376A (ja) | 2002-02-08 | 2002-11-20 | シート材の給送方法とその装置及びそれを備えた画像形成装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004123376A true JP2004123376A (ja) | 2004-04-22 |
Family
ID=32303615
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002336234A Pending JP2004123376A (ja) | 2002-02-08 | 2002-11-20 | シート材の給送方法とその装置及びそれを備えた画像形成装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004123376A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009203071A (ja) * | 2007-11-08 | 2009-09-10 | Ricoh Co Ltd | 給紙装置及び画像形成装置 |
| JP2012062196A (ja) * | 2010-08-20 | 2012-03-29 | Brother Industries Ltd | シート送り装置 |
| JP2015003790A (ja) * | 2013-06-20 | 2015-01-08 | 株式会社リコー | シート材分離給送装置及び画像形成装置 |
-
2002
- 2002-11-20 JP JP2002336234A patent/JP2004123376A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009203071A (ja) * | 2007-11-08 | 2009-09-10 | Ricoh Co Ltd | 給紙装置及び画像形成装置 |
| US8240657B2 (en) | 2007-11-08 | 2012-08-14 | Ricoh Company, Ltd. | Sheet feeding device and image forming apparatus |
| JP2012062196A (ja) * | 2010-08-20 | 2012-03-29 | Brother Industries Ltd | シート送り装置 |
| JP2015003790A (ja) * | 2013-06-20 | 2015-01-08 | 株式会社リコー | シート材分離給送装置及び画像形成装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4997170B2 (ja) | 給紙装置及び画像形成装置 | |
| EP1334933B1 (en) | Method and apparatus for sheet feeding and image forming apparatus incorporating the same | |
| JP2004075395A (ja) | 印刷機の用紙重送防止装置 | |
| US6824131B2 (en) | Method and apparatus for image forming and effectively performing sheet feeding using a sheet feed roller and a tilt member | |
| JP3501714B2 (ja) | 給紙装置及びこれを備えた画像形成装置 | |
| JP2004123376A (ja) | シート材の給送方法とその装置及びそれを備えた画像形成装置 | |
| JP4484762B2 (ja) | シート分離搬送機構及びそれを備えたシート搬送装置 | |
| JP2003026348A (ja) | 給紙装置及びそれを備えた画像形成装置 | |
| JP4968918B2 (ja) | シート給送装置と画像形成装置 | |
| JP2006315828A (ja) | シート分離搬送機構及びそれを備えたシート搬送装置 | |
| JP2547978B2 (ja) | シート材給送装置 | |
| JPH11334922A (ja) | シート給送装置及びこの装置を備えた画像形成装置 | |
| JP2000203737A (ja) | 給紙装置及びこれを備えた画像形成装置 | |
| JP3828037B2 (ja) | シート材の給送方法とその装置及びそれを備えた画像形成装置 | |
| JP2004026493A (ja) | 給送装置とそれを備えた画像形成装置及びシート材の給送方法 | |
| JP2003040472A (ja) | 給紙機構及びそれを備えた画像形成装置 | |
| JPS59190151A (ja) | ロ−ル紙給紙装置 | |
| JP4067941B2 (ja) | シート材の給送方法と給送装置及びそれを備えた画像形成装置 | |
| JP4015070B2 (ja) | 分離部材、シート材の給送装置及び画像形成装置 | |
| JPH11349167A (ja) | シート材供給装置 | |
| JP3978388B2 (ja) | シート材給送装置及びそれを備えた画像形成装置 | |
| JP3929868B2 (ja) | シート材給送装置及びそれを備えた画像形成装置 | |
| JPH1159942A (ja) | 給紙装置 | |
| JP2002274663A (ja) | 給紙装置及びそれを備えた画像形成装置 | |
| JPH0213405Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050302 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061212 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070213 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080122 |