ES2736029T3 - Lámina metálica laminada para un recipiente, método para producir una lata de metal y método para evaluar la capacidad de moldear la lámina metálica - Google Patents
Lámina metálica laminada para un recipiente, método para producir una lata de metal y método para evaluar la capacidad de moldear la lámina metálica Download PDFInfo
- Publication number
- ES2736029T3 ES2736029T3 ES14857761T ES14857761T ES2736029T3 ES 2736029 T3 ES2736029 T3 ES 2736029T3 ES 14857761 T ES14857761 T ES 14857761T ES 14857761 T ES14857761 T ES 14857761T ES 2736029 T3 ES2736029 T3 ES 2736029T3
- Authority
- ES
- Spain
- Prior art keywords
- laminated
- metal sheet
- layer
- polyester
- laminated layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0036—Heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/12—Cans, casks, barrels, or drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D25/00—Details of other kinds or types of rigid or semi-rigid containers
- B65D25/14—Linings or internal coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4026—Coloured within the layer by addition of a colorant, e.g. pigments, dyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/75—Printability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2367/00—Polyesters, e.g. PET, i.e. polyethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/66—Cans, tins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/14—Printing or colouring
- B32B38/145—Printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/12—Cans, casks, barrels, or drums
- B65D1/14—Cans, casks, barrels, or drums characterised by shape
- B65D1/16—Cans, casks, barrels, or drums characterised by shape of curved cross-section, e.g. cylindrical
- B65D1/165—Cylindrical cans
Abstract
Una lámina metálica laminada para recipientes, donde la lámina metálica laminada comprende una lámina metálica y una capa laminada que cubre al menos un lado de la lámina metálica, donde la capa laminada incluye una única capa que contiene 50% en masa o más de poliéster o una pluralidad de capas que contienen 50% en masa o más del poliéster, una proporción de intensidad I2968/I3085 de una intensidad de la banda Raman (I2968) en una posición superior pico aproximadamente de 2968 cm-1 a una intensidad de la banda Raman (I3085) en una posición superior pico aproximadamente de 3085 cm-1 siendo un intervalo de 0.3 a 0.9, donde la intensidad de la banda Raman (I2968) y la intensidad de la banda Raman (I3085) se determinan mediante un método láser Raman en una superficie de la capa laminada; caracterizada por que: la proporción de intensidad I2968/I3085 se refiere a la superficie de la capa laminada antes de un tratamiento térmico, y por que: cuando se irradia una sección transversal de espesor total de la capa laminada con luz láser polarizada linealmente en una dirección perpendicular a la sección transversal de la capa laminada, la proporción de intensidad de banda Raman I2968/I3085 antes del tratamiento térmico está dentro de un intervalo de 0.7 a 1.5.
Description
DESCRIPCIÓN
Lámina metálica laminada para un recipiente, método para producir una lata de metal y método para evaluar la capacidad de moldear la lámina metálica.
Campo técnico
La presente invención se relaciona con una lámina metálica laminada para recipientes que es adecuada para materiales de tapas y cuerpos de latas metálicas, con una lata metálica producida usando la lámina metálica, y con un método de evaluación de la capacidad de conformación de la lámina metálica para evaluar la capacidad de conformación de una lámina metálica laminada para recipientes.
Antecedentes de la técnica
Las láminas metálicas usadas convencionalmente como materiales de latas metálicas para latas de alimentos, etc. incluyen láminas de acero sin estaño (TFS), láminas de aluminio, etc. Estas láminas metálicas están recubiertas para mejorar la resistencia a la corrosión, la durabilidad, la resistencia a la intemperie, etc. Sin embargo, el paso de recubrimiento incluye un tratamiento de cocción complicado (tratamiento de secado por calor), requiere un tiempo de tratamiento muy largo y tiene otro problema porque la cantidad de solvente descargado es grande.
Para resolver estos problemas, se han desarrollado láminas metálicas laminadas, cada una formada por una lámina metálica y una resina termoplástica laminada en ésta, como una alternativa a las láminas de acero recubiertas. Actualmente, estas láminas metálicas se utilizan industrialmente como materiales para latas de alimentos.
Una lata de dos piezas se puede referir como una lata DR que se forma estirando una lámina metálica preimpresa y tratada térmicamente en forma de copa. Dicha lata DR es altamente flexible en diseño porque una serie de patrones de diseño pueden formarse no solo en la superficie lateral de la lata sino también en la parte inferior de la lata. Sin embargo, la imagen impresa en la superficie lateral de la lata se distorsiona durante la formación de la lata. Por lo tanto, cuando se produce una lata de dos piezas, se imprime una imagen distorsionada previamente en la superficie de la lámina metálica (impresión por distorsión), por lo que se logra una imagen sin distorsión en la lata después de la formación.
En una lata DR convencional, el lado interno de la lata está recubierto con una pintura epoxi fenol que tiene un alto efecto anticorrosivo. Sin embargo, este método tiene un problema porque los componentes de bajo peso molecular en la pintura pueden disolverse en los contenidos de la lata cuando la lata se mantiene en un ambiente de alta temperatura y alta humedad, por ejemplo, durante el tratamiento de esterilización por retorta. Estos componentes disueltos incluyen una sustancia química llamada BPA (bisfenol A), que es un componente importante. El BPA tiene una estructura química similar a la de una hormona sexual femenina. Por lo tanto, cuando el BPA, junto con el contenido, ingresa al cuerpo humano, el BPA puede actuar como un disruptor endocrino. Por lo tanto, existe una tendencia, principalmente en Europa y América del Norte, a limitar el uso de BPA por ley.
Bajo las circunstancias anteriores, se han realizado estudios exhaustivos con el fin de permitir que se aplique una lámina metálica laminada a las latas DR descritas anteriormente. El poliéster no contiene sustancias peligrosas como el BPA. Por lo tanto, el uso de poliéster para una capa laminada puede garantizar una seguridad mucho mayor que cuando se usa una lámina metálica recubierta convencional. Una característica de la capa laminada es que sus propiedades mecánicas y capacidad de recubrimiento son mejores que las de una película de recubrimiento. Por lo tanto, se sabe que la capa laminada es aplicable a varias capas de 2 piezas.
Como se describió anteriormente, la lámina metálica laminada tiene muchas ventajas, pero existe el problema de que es susceptible al calor. Las películas de PET utilizadas actualmente para muchas láminas metálicas laminadas tienen cristalinidad. Por lo tanto, cuando una película de PET se somete a un tratamiento térmico a una temperatura igual o superior a su temperatura de transición vítrea (Tg) (aproximadamente 70 a 80°C), la cristalización continúa en la película. A medida que avanza la cristalización, las cadenas moleculares se organizan regularmente y se empaquetan estrechamente, y por lo tanto aumenta la resistencia de la película. Sin embargo, cuando se utiliza esta película de PET, la flexibilidad de la película se pierde, y esto causa el deterioro de la capacidad de conformación. La lata DR estudiada se somete a un tratamiento de impresión y tratamiento térmico antes de la formación. La temperatura del tratamiento térmico después del tratamiento de impresión está generalmente dentro del intervalo de 160°C a 210°C. Cuando se usa una lámina metálica laminada con película de PET convencional, la cristalización se produce rápidamente en la película, y esto causa un deterioro significativo de la capacidad de conformación. Por lo tanto, la película no sigue la deformación durante el proceso de fabricación de la lata, y se producen grietas en la película. En casos extremos, la película se rompe y no se puede producir una lata. El problema técnico más difícil al aplicar una lámina metálica laminado a un DR puede ser restringir la cristalización térmica de la película para garantizar la capacidad de conformación.
Un ejemplo de la literatura que describe una técnica para restringir la cristalización térmica de una película de PET para mejorar así la capacidad de conformación después del tratamiento térmico es la Literatura de Patentes 1. En la Literatura de Patentes 1, se controla una proporción de intensidad de difracción de rayos X de una película de
poliéster dentro de un intervalo específico para controlar así el contenido cristalino en el poliéster. El punto clave de esta técnica es que la presencia del límite superior del contenido amorfo en el poliéster antes del tratamiento térmico está indicado, y una causa del deterioro de la capacidad de conformación es la formación de esferulitas en regiones amorfas por cristalización térmica. Las esferulitas tienen una estructura cristalina complicada crecida isotrópicamente, son muy frágiles y, por lo tanto, inhiben la capacidad de conformación significativamente. Esta técnica tiene como objetivo restringir la cristalización térmica al limitar el contenido de poliéster amorfo que causa la formación de esferulitas.
La Literatura de Patentes 2 divulga una técnica para mejorar la capacidad de conformación después del tratamiento térmico usando análisis estructural mediante espectroscopia de láser Raman. En la técnica descrita en la Literatura de Patentes 2, la atención se centra en la capa superior de una película laminada. En esta técnica, se utiliza luz láser polarizada linealmente, y la mitad del ancho de un máximo de desplazamiento Raman específico se controla dentro de un cierto intervalo para mejorar así la capacidad de conformación después del tratamiento térmico.
La Literatura de Patentes 3 divulga una lámina metálica laminada para recipientes, un método para producir una lata metálica y un método de evaluación de la capacidad de conformación de la lámina metálica de acuerdo con el preámbulo de cada reivindicación independiente, y en la que la proporción de intensidad de banda Raman se determina después del tratamiento térmico.
Lista de citas
Literatura de patentes
PTL 1: Publicación de solicitud de patente japonesa sin examinar No. 2002-127306
PTL 2: Publicación de solicitud de patente japonesa no examinada No. 2004-345232
PTL 3: Publicación de solicitud de patente japonesa sin examinar No. 2007-253454
Resumen de la invención
Problema técnico
Sin embargo, con la técnica descrita en la Literatura de Patentes 1, el deterioro de la capacidad de conformación debido a la cristalización térmica de la película no se suprime efectivamente. En la técnica descrita en la Literatura de Patentes 2, no se ha determinado la estructura cristalina-amorfa óptima.
Un objeto de la presente invención es proporcionar una técnica novedosa que pueda resolver todos los problemas en la técnica relacionada, es decir, proporcionar una lámina metálica laminada para recipientes que tenga una capacidad de conformación excelente incluso después del tratamiento térmico realizado después del recubrimiento, impresión, etc. y es adecuado para latas DR, proporcionar un método para producir una lata de metal utilizando la lámina metálica anterior, y proporcionar un método para evaluar la capacidad de conformación de una lámina metálica.
Solución al problema
La razón por la que el deterioro de la capacidad de conformación debido a la cristalización de la película no se suprime de manera efectiva con la técnica descrita en la Literatura de Patentes 1 es que la información obtenida de la proporción de intensidad de difracción de rayos X utilizada en la Literatura de Patentes 1 es la información promedio sobre la película como un todo y no es la información de una porción específica de la película.
Se han llevado a cabo estudios exhaustivos sobre la técnica descrita en la Literatura de Patentes 1 y se encontró que un factor clave con el fin de suprimir el deterioro de la capacidad de conformación después del tratamiento térmico es controlar la estructura cristalina amorfa de una porción específica de la película y es necesario ese análisis con base en información que no se obtiene por difracción de rayos X. Específicamente, con la técnica en la Literatura de Patentes 1, la estructura amorfa inherentemente excelente en la capacidad de conformación se reduce excesivamente en cantidad, y esto causa el deterioro de la capacidad de conformación de la propia película laminada. Por lo tanto, no se espera que la técnica descrita en la Literatura de Patentes 1 pueda aplicarse a latas DR con un alto grado de trabajo, que es el propósito de la presente invención, no solo después del tratamiento térmico sino también antes del tratamiento térmico. Esto queda claro también a partir de las proporciones de estirado y las formas de los cuerpos de latas mostrados en los Ejemplos en la Literatura de Patentes 1.
La razón por la que es difícil determinar la estructura cristalina-amorfa óptima en la técnica descrita en la Literatura de Patentes 2 es que solo se tiene en consideración la información sobre el contenido cristalino obtenida a la mitad de la anchura del pico de desplazamiento Raman. Aunque la atención se centra en una parte específica, esta técnica está diseñada con base en información promedio. Por lo tanto, con la técnica descrita en la Literatura de Patentes 2, como con la técnica descrita en la Literatura de Patentes 1, la cantidad de estructura amorfa excelente en términos de capacidad de conformación se reduce excesivamente y, como resultado, se sacrifica la capacidad de conformación de la propia película laminada. Esto queda claro también por el hecho de que no se muestran
ejemplos de latas y tapas procesadas en los Ejemplo de la Literatura de Patentes 2 y solo se divulgan los resultados de una prueba de impacto DuPont.
Se han realizado estudios exhaustivos con el fin de resolver los problemas anteriores y han encontrado lo siguiente. Para garantizar una capacidad de conformación excelente, incluso después de que se haya realizado el tratamiento térmico después del recubrimiento, impresión, etc., es necesario controlar con precisión la estructura cristalina de una superficie de una película en una lámina metálica laminada para recipientes y la estructura cristalina dentro de la película. Para analizar estas estructuras, se utiliza la proporción de intensidad de una intensidad de la banda Raman (I2968) aproximadamente de 2968 cm-1 a una intensidad de la banda Raman (I3085) de aproximadamente de 3085 cm-1 que se obtiene mediante espectroscopia láser Raman, es decir, I2968/I3085. Una lámina metálica laminada para recipientes que es excelente en términos de capacidad de conformación incluso después del tratamiento térmico puede obtenerse controlando esta proporción de intensidad para que esté dentro de un intervalo específico.
La presente invención se resume a continuación:
[1] Una lámina metálica laminada para recipientes, donde la lámina metálica laminada incluye una lámina metálica y una capa laminada que cubre al menos un lado de la lámina metálica,
la capa laminada que incluye una capa única que contiene 50% en masa o más de poliéster o una pluralidad de capas que contienen 50% en masa o más del poliéster,
donde una proporción de intensidad I2968/I3085 de una intensidad de banda Raman (I2968) en la posición superior pico apropiadamente de 2968 cm-1 a la intensidad de la banda Raman (I3085) en la posición superior pico aproximadamente de 3085 cm-1 está un intervalo de 0,3 a 0,9, y donde la intensidad de banda Raman (I2968) y la intensidad de la banda Raman (I3085) se determinan mediante un método láser Raman en una superficie de la capa laminada;
caracterizada por que:
la proporción de intensidad I2968/I3085 se refiere a la superficie de la capa laminada antes de un tratamiento térmico, y porque:
cuando se irradia una sección transversal de espesor total de la capa laminada con luz láser polarizada linealmente en una dirección perpendicular a la sección transversal de la capa laminada, la proporción de intensidad de banda Raman I2968/I3085 antes del tratamiento térmico está dentro de un intervalo de 0.7 a 1.5.
[2] La lámina metálica laminada para recipientes de acuerdo con [1], en la que una cantidad de cambio en la proporción de intensidad de banda Raman I2968/I3085 antes y después del tratamiento térmico es 0.4 o menos, cuando la lámina metálica laminada para recipientes se somete a tratamiento térmico en un intervalo de temperatura de 160 a 210°C durante 20 minutos, la proporción de intensidad de la banda Raman I2968/I3085 determinada mediante la irradiación de todo el sección transversal de espesor de la capa laminada con la luz láser linealmente polarizada en la dirección perpendicular al sección transversal de la capa laminada.
[3] La lámina metálica laminada para recipientes de acuerdo con [1] o [2], en la que la capa laminada incluye una capa superior, una capa intermedia y una capa de adhesión de lámina de acero que se apilan una sobre otra, y la capa intermedia contiene 5 PHR o más y 30 PHR o menos de un pigmento blanco.
[4] La lámina metálica laminada para recipientes de acuerdo con [3], en la que cada una de la capa superior y la capa de adhesión de la lámina de acero contiene 2 PHR o menos del pigmento blanco.
[5] La lámina metálica laminada para recipientes de acuerdo con [3] o [4], en la que el pigmento blanco es dióxido de titanio o sulfato de bario.
[6] La lámina metálica laminada para recipientes de acuerdo con cualquiera de [1] a [5], en la cual la capa laminada se forma en un lado que luego se convierte en un lado interno de un recipiente, y el poliéster eontenido en la capa laminada contiene al menos el 80% en moles de una unidad de tereftalato de etileno.
[7] La lámina metálica laminada para recipientes de acuerdo con cualquiera de [1] a [5], en la cual la capa laminada se forma en un lado que luego se convierte en un lado exterior de un contenedor, la capa laminada está compuesta principalmente por poliéster, la suma del contenido de una unidad de tereftalato de etileno contenida en el poliéster y el contenido de una unidad de tereftalato de butileno contenida en el poliéster es del 80% en moles o más, y el poliéster tiene una temperatura de transición vítrea (Tg) de 20 a 100 ° C.
[8] Un método para producir una lata de metal, donde el método incluye: un paso de impresión de adherir una tinta a la capa laminada de una lámina metálica laminada para recipientes y luego secar con calor la tinta adherida, donde la capa laminada se forma en una superficie de la lámina laminada; y, después del paso de impresión, un paso de fabricación de latas de someter la lámina metálica laminada para recipientes al procesamiento de fabricación de latas; caracterizado porque: la lámina metálica laminada es la lámina metálica laminada de acuerdo con cualquiera de los anteriores [1] a [7].
[9] Un método de evaluación de la capacidad de conformación de la lámina metálica para evaluar la capacidad de conformación de una lámina metálica laminada para recipientes después del tratamiento térmico, donde la lámina metálica laminada para recipientes incluye una lámina metálica y una capa laminada que cubre al menos un lado de la lámina metálica, donde la capa laminada incluye una capa única compuesta principalmente de poliéster o una pluralidad de capas compuestas principalmente de poliéster, donde el método incluye: un primer paso para determinar, en una superficie de la capa laminada, una intensidad de banda Raman (I2968) en la posición superior pico aproximadamente de 2968 cm-1 y una intensidad de banda Raman (I3085) en la posición superior pico aproximadamente de 3085 cm-1 mediante un método láser Raman y que luego derivan una proporción de intensidad I2968/I3085; caracterizado por que:
el primer paso se realiza antes del tratamiento térmico; y porque el método comprende además: un segundo paso de, cuando se irradia un sección transversal de espesor total de la capa laminada antes del tratamiento térmico con luz láser polarizada linealmente en una dirección perpendicular al sección transversal de la capa laminada, derivando la proporción de intensidad de banda Raman I2968/I3085; y un tercer paso para evaluar la capacidad de conformación de la lámina metálica laminada para recipientes tan buenos cuando la proporción de intensidad I2968/I3085 derivada en el primer paso está dentro del intervalo de 0.3 a 0.9 y la proporción de intensidad I2968/I3085 derivada en el segundo paso es dentro del intervalo de 0.7 a 1.5.
Efectos ventajosos de la invención
La lámina metálica laminada para recipientes de acuerdo con la presente invención es excelente en resistencia a la corrosión, adhesividad y resistencia al impacto después del tratamiento de impresión y es adecuada para materiales de recipientes sujetos a estirado, etc. y particularmente para materiales de recipientes para latas de alimentos. De acuerdo con el método para producir una lata de metal de acuerdo con la presente invención, la lata de metal puede producirse, por ejemplo, imprimiendo sobre una superficie de una lámina metálica plana y luego sometiendo la lámina metálica con la superficie impresa al procesamiento de fabricación de latas de procesamiento. Imprimir en la superficie de la lámina metálica plana es más fácil que imprimir en una lata metálica formada. Por lo tanto, la lata de metal se puede producir fácilmente.
De acuerdo con el método para evaluar una lámina metálica laminada para recipientes de acuerdo con la presente invención, la capacidad de conformación de la lámina metálica después del tratamiento térmico se puede evaluar con precisión.
Descripción de las realizaciones
La presente invención se describirá a continuación en detalle. Sin embargo, la presente invención no se limita a las siguientes realizaciones.
La presente invención proporciona una lámina metálica laminada para recipientes que incluye una lámina metálica y una capa laminada compuesta principalmente de poliéster y formada en al menos un lado de la lámina metálica. La capa laminada compuesta principalmente de poliéster tiene las configuraciones que se describen a continuación. Primero, se describirá la razón por la cual se utiliza la capa laminada compuesta principalmente de poliéster y que tiene la siguiente (Configuración 1) y (Configuración 2).
(Configuración 1)
Antes de un tratamiento térmico, en una superficie de la capa laminada, la proporción de intensidad de una intensidad de banda Raman (I2968) en una posición superior pico aproximadamente de 2968 cm-1 a una intensidad de banda Raman (I3085) en una posición superior pico aproximadamente de 3085 cm-1 que se determinan mediante un método láser Raman, es decir, I2968/I3085, están dentro del intervalo de 0.3 a 0.9.
(Configuración 2)
Cuando toda la sección transversal de espesor de la capa laminada se irradia con luz láser polarizada linealmente en una dirección perpendicular a la sección transversal de la capa laminada, la proporción de intensidad de banda Raman I2968/I3085 antes del tratamiento térmico está dentro de intervalo de 0.7 a 1.5.
Se han llevado a cabo varios estudios sobre la capacidad de conformación de una lámina metálica laminada para recipientes después del tratamiento térmico y se encontró que la razón de que la capacidad de conformación de la capa laminada después del tratamiento térmico se deteriore es que el tratamiento térmico provoca la cristalización térmica del poliéster para proceder significativamente sobre la superficie de la capa laminada y en la dirección del espesor de su sección transversal.
En la película después de la laminación, el contenido cristalino es más alto en la superficie de la capa laminada. En la superficie de la capa laminada, los cristales están orientados paralelos a la superficie. Cuando la capa laminada se somete a un tratamiento térmico, el crecimiento de cristales ocurre con estos cristales que sirven como núcleos, y por lo tanto la cantidad de cristales producidos térmicamente depende del contenido cristalino antes del tratamiento
térmico y aumenta a medida que aumenta el contenido cristalino. Por lo tanto, en la superficie de la capa laminada, la cristalización térmica es más probable que proceda, y la capacidad de conformación es más probable que se deteriore.
En la dirección del espesor del corte de la capa laminada, casi todas las cadenas moleculares no están orientadas y, por lo tanto, el contenido cristalino es bajo. Esto se debe a que casi todas las cadenas moleculares de poliéster están orientadas paralelas a la superficie de la capa laminada. El método para formar la capa laminada no está particularmente limitado a la laminación de la película, laminación directa, etc. El fenómeno anterior ocurre particularmente significativamente cuando la capa laminada se forma a partir de una película de poliéster producida por estiramiento biaxial, es decir, estiramiento horizontal y vertical. En regiones con un pequeño contenido cristalino, el crecimiento de cristales isotrópicos tiende a ocurrir, y una estructura de esferulita frágil tiende a formarse. Aunque la cantidad de cristales generados por el calor es pequeña, la fragilidad ocurre localmente, por lo que la capacidad de conformación de la lámina metálica tiende a deteriorarse. Es necesario que la cantidad de esferulitas después del tratamiento térmico se limite a una cantidad prescrita o menos.
Por consiguiente, para mejorar la capacidad de conformación de la lámina metálica laminada para recipientes después del tratamiento térmico, es muy importante controlar el contenido cristalino y el contenido amorfo en la superficie de la capa laminada antes del tratamiento térmico y controlar el contenido cristalino y contenido amorfo en una sección transversal de espesor de la capa laminada.
Un método de análisis efectivo para medir el contenido cristalino y el contenido amorfo en una porción específica de la capa laminada es la espectroscopia láser Raman. La intensidad de la banda Raman (I2986) en una posición superior pico aproximadamente de 2986 cm-1 medida por espectroscopia Raman láser refleja la disposición de los enlaces C-H en un componente diol en las cadenas moleculares de poliéster. Cuando esta intensidad es grande en relación con la intensidad de la banda Raman (I3085), la disposición de las cadenas de polímero de poliéster en el área de medición es relativamente cercana a una disposición desordenada, y pueden estar presentes muchas porciones amorfas. La intensidad de la banda Raman (I3085) en una posición superior pico aproximadamente de 3085 cm-1 medida por espectroscopia Raman láser refleja la disposición de los enlaces C-H en los anillos de benceno en el esqueleto de poliéster. Cuando esta intensidad es grande en relación con la intensidad de banda Raman (I2986), se disponen muchos anillos aromáticos, tal como los anillos de benceno, y pueden estar presentes muchas porciones cristalinas.
Por lo tanto, la proporción de intensidad entre estos parámetros (I2986/I3085) es un indicador que representa el equilibrio entre el contenido cristalino y el contenido amorfo en la capa laminada. Se han realizado estudios detallados sobre este indicador y se ha encontrado que existe una relación estrecha entre esta proporción de intensidad y el comportamiento de la cristalización térmica del poliéster. Específicamente, se ha encontrado que, al controlar la proporción de intensidad entre estos parámetros (I2986/I3085) de la capa laminada antes del tratamiento térmico dentro de un cierto intervalo, se puede lograr una excelente capacidad de conformación incluso después del tratamiento térmico. La presente invención se basa en este nuevo hallazgo.
A continuación se dará una descripción de los intervalos numéricos de la proporción de intensidad. Como se describe anteriormente en (Configuración 1), en la lámina metálica laminada para recipientes, la proporción de intensidad de la intensidad de la banda Raman en la posición superior pico aproximadamente de 2968 cm-1 a la intensidad de la banda Raman en la posición superior pico aproximadamente de 3085 cm-1 que se determinan mediante la espectroscopia Raman láser en la superficie de la capa laminada no sometida a tratamiento térmico se define como dentro del intervalo de 0.3 a 0.9.
Si la proporción de intensidad de la intensidad de la banda Raman aproximadamente de 2968 cm-1 a la intensidad de la banda Raman aproximadamente de 3085 cm-1 es menor que 0.3, la cantidad de cristales orientados sobre la superficie de la capa laminada es excesivamente alta. En este caso, se produce un crecimiento significativo de cristales durante el tratamiento térmico, de modo que la capacidad de conformación de la lámina metálica se deteriora. Por lo tanto, la ruptura, rotura, etc. de la película puede ocurrir en el proceso posterior de fabricación de latas. Si la proporción de intensidad excede 0.9, la cantidad de cristales orientados sobre la superficie de la capa laminada es excesivamente pequeña, y esto causa el deterioro de la resistencia y la resistencia a la corrosión de la película. Por otra parte, se produce el crecimiento de cristales isotrópicos. En este caso, una estructura de esferulita frágil tiende a formarse, causando un deterioro de la capacidad de conformación después del tratamiento térmico. Por lo tanto, la proporción de intensidad está dentro del intervalo de 0.3 a 0.9, preferiblemente dentro del intervalo de 0.4 a 0.8, y más preferiblemente dentro del intervalo de 0.5 a 0.7. Esto permite lograr una excelente capacidad de conformación incluso después del tratamiento térmico y las características requeridas para que se satisfagan las latas de alimentos.
En (Configuración 1), no se impone ninguna limitación particular sobre las condiciones para el análisis de la superficie de la capa laminada, que es el área para la medición de las intensidades de la banda Raman. En el análisis de superficie ordinario, es preferible que se refleje la información sobre una porción que se extiende aproximadamente 2 pm en la dirección del espesor.
A continuación se dará una descripción de (Configuración 2). Como se describe anteriormente en (Configuración 2), en la sección transversal de espesor de la capa laminada no sometida a tratamiento térmico, la proporción de intensidad de la intensidad de la banda Raman de aproximadamente 2968 cm-1 a la intensidad de la banda Raman de aproximadamente 3085 cm-1 que se determina por espectroscopia láser Raman que utiliza la luz láser polarizada linealmente está dentro del intervalo de 0.7 a 1.5. En este caso, el plano de polarización de la luz polarizada linealmente es paralelo a la dirección del espesor de la capa laminada, es decir, perpendicular a la sección transversal de la capa laminada. Si la proporción de intensidad entre las intensidades de banda Raman es inferior a 0,7, la cantidad de un componente cristalino isotrópico que facilita el crecimiento de las esferulitas es excesiva, y esto provoca el deterioro de la capacidad de conformación de la película de poliéster después del tratamiento térmico. Si la proporción de intensidad excede 1.5, el contenido cristalino en la película es excesivamente pequeño, y esto resulta en el deterioro de la resistencia y la resistencia a la corrosión de la película. Por lo tanto, las características requeridas para latas de alimentos no están satisfechas. Cuando la proporción de intensidad está dentro del intervalo de 0.7 a 1.5 y preferiblemente dentro del intervalo de 0.9 a 1.3, se logra una excelente capacidad de conformación incluso después del tratamiento térmico, y se pueden satisfacer las características requeridas para las latas de alimentos.
En (Configuración 2), la sección transversal de la película que es el área para la medición de las intensidades de banda Raman, es el área completa que se extiende desde la superficie de la película hasta la superficie de contacto entre la película y la lámina de acero.
En la presente invención, es preferible que la proporción de intensidad de banda Raman I2968/I3085 determinada irradiando la sección transversal de la capa laminada con luz láser linealmente polarizada en una dirección perpendicular a la sección transversal de la capa laminada es tal que la cantidad de cambio en la proporción de intensidad de banda Raman I2968/I3085 antes y después del tratamiento térmico es de 0.4 o menos. Cuando la cantidad de cambio antes y después del tratamiento térmico es de 0.4 o menos, la cantidad de esferulitas generadas durante el tratamiento térmico es suficientemente pequeña, y la película de poliéster tiene una capacidad de conformación excelente, por lo que casi no ocurre ruptura, quiebra, etc. de la película en el posterior proceso de fabricación de latas. Cuando la cantidad de cambio es de 0.4 o menos, la lámina metálica laminada para recipientes puede mantener una capacidad de conformación excelente incluso después del tratamiento térmico y, por lo tanto, es aplicable a las latas DR. El tratamiento térmico anterior se refiere al tratamiento térmico realizado a una temperatura de calentamiento de 160°C a 210°C durante un tiempo de calentamiento de 10 a 30 minutos usando un método generalmente usado en un fabricante de latas, por ejemplo, usando un horno de secado por aire caliente. El calentamiento a corto plazo realizado durante la laminación no se incluye en el tratamiento térmico anterior.
El hecho anterior de que la cristalización del poliéster es menos probable que se produzca puede confirmarse también a partir de la evaluación de la capacidad de conformación y la evaluación de la adherencia después de la formación descrita en los EJEMPLOS. Específicamente, un buen resultado de la evaluación de la capacidad de conformación indica que la película resiste los daños durante el procesamiento. Esto indica indirectamente que la película es lo suficientemente flexible para el procesamiento, es decir, el grado de cristalización del poliéster es más bajo que el de los productos convencionales y, por lo tanto, la capacidad de conformación no se deteriora. Un buen resultado de la evaluación de la adherencia después de la formación indica que la lámina metálica y la película de poliéster están unidas entre sí con una alta adherencia. Esto indica indirectamente que la película de poliéster puede seguir el proceso, como la flexión, es decir, el grado de cristalización del poliéster es menor que el de los productos convencionales y, por lo tanto, la capacidad de conformación no se deteriora.
La proporción de intensidad de la intensidad de banda Raman aproximadamente de 2968 cm-1 a la intensidad de banda Raman aproximadamente de 3085 cm-1 que son determinados por espectroscopia láser Raman puede controlarse usando condiciones de laminación cuando la película de poliéster se lamina sobre la lámina metálica. Específicamente, la proporción de intensidad puede controlarse dentro de un intervalo deseado controlando el tiempo de contacto entre la película de poliéster y la lámina metálica que tiene una temperatura igual o superior al punto de fusión del poliéster durante la laminación y controlando la temperatura de un rodillo de laminación para laminar la película de poliéster a la lámina metálica. Los valores espectroscópicos de Raman o IR no llevan punto ni coma. Revisar en todo el documento
El tiempo de contacto entre la película de poliéster y la lámina metálica que tiene una temperatura igual o superior al punto de fusión del poliéster y la temperatura del rodillo de laminación puede controlarse de manera que la proporción de intensidad se encuentre dentro del intervalo deseado. Las condiciones específicas preferidas se describirán más adelante.
La proporción de las intensidades de la banda Raman por la espectroscopia láser Raman se puede determinar mediante un método que se describe más adelante en los EJEMPLOS.
A continuación, se describirá la capa laminada usada en la presente invención. La capa laminada puede formarse en el lado exterior de un recipiente o puede formarse en el lado interior del recipiente. Específicamente, la capa laminada puede formarse en al menos un lado de la lámina metálica que se describe más adelante.
Básicamente, no hay diferencia entre la capa laminada formada en el lado exterior de un recipiente y la capa laminada formada en el lado interior de un recipiente. Específicamente, en cualquiera de estas capas laminadas, la proporción de intensidad satisface lo descrito anteriormente (Configuración 1) y (Configuración 2). Sin embargo, en una realización preferida, la capa laminada formada en el lado exterior de un recipiente y la capa laminada formada en el lado interior del recipiente son ligeramente diferentes entre sí. Los puntos comunes y los diferentes puntos entre la capa laminada formada en el lado exterior del contenedor y la capa laminada formada en el lado interior del recipiente se aclararán y se describirán desde el punto de vista del material.
La capa laminada utilizada en la presente invención puede formarse en el lado exterior de un recipiente o en el lado interior del recipiente. En cualquier caso, es preferible que la capa laminada sea una película de poliéster biaxialmente estirada.
Esto se debe a que el uso de la película de poliéster estirada biaxialmente proporciona efectos tales como la uniformidad en el espesor y la forma de la película y la estabilidad de las propiedades físicas de la película.
Preferiblemente, tanto la capa laminada formada en el lado exterior de un recipiente como la capa laminada formada en el lado interior del recipiente contienen poliéster como componente principal. El "componente principal" indica que una resina en la capa laminada contiene 50% en masa o más del poliéster.
Desde el punto de vista del rendimiento requerido, tal como la resistencia al calor, la resistencia a la corrosión y las características de sabor es preferible que el poliéster utilizado como componente principal de la resina en la capa laminada formada en el lado interior de un recipiente sea un poliéster que incluye una unidad de tereftalato de etileno como un componente principal. Específicamente, es preferible que el contenido de la unidad de tereftalato de etileno en las unidades de poliéster que forman el poliéster sea al menos 80% en moles (en adelante, el "% en moles" que representa el contenido de una unidad que se repite en la resina se puede denotar con "%"). En este caso, se pueden obtener características de resistencia al calor, resistencia a la corrosión y sabor particularmente altas. Si el contenido de la unidad de tereftalato de etileno es inferior al 80% en moles, la cristalinidad de la película puede deteriorarse o las características descritas anteriormente pueden deteriorarse.
En el poliéster utilizado como el componente principal de la resina en la capa laminada formada en el lado exterior de un recipiente, es preferible, en términos de capacidad de conformación, que la suma del contenido de la unidad de tereftalato de etileno y el contenido de una unidad de tereftalato de butileno es del 80% o más. En particular, desde el punto de vista de la resistencia a la decoloración de la retorta, es preferible que el contenido de la unidad de tereftalato de butileno en las unidades de poliéster sea de 45 a 65%. Cuando la proporción de la unidad de tereftalato de butileno es del 45% o más, la resistencia a la decoloración de la retorta se vuelve particularmente excelente. Cuando la proporción de la unidad de tereftalato de butileno es del 65% o menos, la capacidad de conformación de la película se vuelve particularmente excelente. Preferiblemente, las unidades de poliéster incluyen solo la unidad de tereftalato de etileno además de la unidad de tereftalato de butileno.
El poliéster contenido en la capa laminada utilizada en el lado interno de un recipiente puede incluir un copolímero de otro componente de ácido dicarboxílico y otro componente de glicol, siempre que la resistencia al calor y las características de sabor, en particular, no se vean afectadas. El poliéster eontenido en la capa laminada utilizada en el lado exterior de un recipiente puede incluir un copolímero de otro componente de ácido dicarboxílico y otro componente de glicol, siempre que la resistencia al choque, en particular, no se vea afectada.
Los ejemplos del componente de ácido dicarboxílico distinto del ácido tereftálico incluyen: ácidos dicarboxílicos aromáticos, tales como ácido isoftálico, ácido naftalen dicarboxílico, ácido difenil dicarboxílico, ácido difenilsulfona dicarboxílico, ácido difenoxietano dicarboxílico, ácido 5-sulfoisoftálico sódico y ácido ftálico; ácidos dicarboxílicos alifáticos tales como ácido oxálico, ácido succínico, ácido adípico, ácido sebácico, ácido dímero, ácido maleico y ácido fumárico; ácidos carboxílicos alicíclicos tales como el ácido ciclohexano dicarboxílico; y ácidos oxicarboxílicos tales como el ácido p-oxibenzoico. Se pueden usar uno, dos o más componentes de ácido dicarboxílico.
Los ejemplos del componente glicol distinto del etilenglicol incluyen: glicoles alifáticos tales como propanodiol, butanodiol, pentanodiol, hexanodiol y neopentilglicol; glicoles alicíclicos tales como ciclohexanodimetanol; glicoles aromáticos tales como bisfenol A y bisfenol S; y dietilen glicol. Se pueden usar uno, dos o más componentes de glicol.
El poliéster puede contener una unidad de repetición derivada de un compuesto polifuncional tal como ácido trimelítico, ácido trimésico o trimetilolpropano u otro monómero comúnmente utilizado, siempre que los efectos de la presente invención no se vean afectados.
Entre los compuestos descritos anteriormente distintos del ácido tereftálico y el etilen glicol, el ácido isoftálico es un compuesto que inhibe la linealidad de una cadena de polímero (un compuesto que imparte una estructura doblada a la cadena de polímero), y el uso de ácido isoftálico permite que el poliéster resista la cristalización.
En la presente invención, se puede usar una mezcla de dos o más de los polímeros descritos anteriormente. Se puede mezclar un polímero distinto de estos poliésteres. Si es necesario, se pueden agregar un antioxidante, un estabilizador térmico, un absorbente de rayos ultravioleta, un plastificante, un pigmento, un agente antiestático, un
agente de nucleación de cristales, etc. Preferiblemente, en la presente invención, se añade un pigmento blanco, como se describe a continuación.
El uso de la película de poliéster que contiene el pigmento blanco agregado a la misma puede proporcionar latas DR con un diseño altamente flexible. La adición del pigmento blanco puede ocultar el brillo metálico de una capa inferior y mejorar la claridad de la superficie impresa, de modo que se pueda obtener una buena apariencia. El pigmento blanco utilizado es preferiblemente un pigmento inorgánico tal como dióxido de titanio o sulfato de bario. Estos pigmentos blancos son los preferidos porque tienen una alta resistencia al teñido y una alta capacidad de propagación y porque se puede garantizar una alta flexibilidad en el diseño incluso después de la formación de un recipiente. Particularmente, se utiliza dióxido de titanio preferiblemente. Como se describió anteriormente, el pigmento blanco se agrega desde el punto de vista de la flexibilidad en el diseño. Por lo tanto, es preferible formar la película de poliéster que contiene el pigmento blanco en el lado exterior de un recipiente. Sin embargo, esta película de poliéster puede formarse en el lado interno de un recipiente.
Cuando el pigmento blanco se agrega a la película de poliéster, es preferible que la película de poliéster incluya una capa superior, una capa intermedia y una capa de lámina de adhesión de acero que se apilan en este orden y la capa intermedia contiene 5 A 30 PHR del pigmento blanco.
No se impone ninguna limitación particular sobre el espesor de la capa superior. En general, el espesor de la capa superior, es decir, su dimensión desde una superficie de la película de poliéster en la dirección del espesor es de 2 a 5 pm. No se impone ninguna limitación particular sobre el espesor de la capa intermedia. En general, la capa intermedia tiene un espesor de 8 a 15 pm. No se impone ninguna limitación particular sobre el espesor de la capa de lámina de adhesión de acero. Generalmente, la capa de lámina de adhesión de acero tiene un espesor de 2 a 5 pm. Cuando el contenido del pigmento blanco es de 5 PHR o más, la blancura y la capacidad de ocultar el metal de la capa inferior se mejoran particularmente, de modo que la película de poliéster puede funcionar como un sustrato para imprimir lo suficiente. Cuando el contenido del pigmento blanco es 30 PHR o menos, el pigmento blanco apenas inhibe la deformación de la película durante el procesamiento de la lata, y casi no hay posibilidad de que se produzcan roturas de la película y defectos de la película.
En la presente invención, desde el punto de vista de mejorar adicionalmente la flexibilidad en el diseño, es preferible añadir el pigmento blanco también a la capa superior y la capa de lámina de adhesión de acero. En la capa superior y la capa de lámina de adhesión de acero, el contenido del pigmento blanco es preferiblemente 2 PHR o menos. Cuando el contenido del pigmento blanco en la capa superior es 2 PHR o menos, casi ningún pigmento blanco se expone localmente en la superficie de la película, por lo que casi no hay posibilidad de que la deformación de los materiales durante el procesamiento de la lata sea inhibida. Cuando el contenido del pigmento blanco en la capa de lámina de adhesión de acero es de 2 PHR o menos, casi no se expone el pigmento blanco, de modo que casi no hay posibilidad de que la adhesión entre la lámina de acero y la película se inhiba. No se impone ninguna limitación particular sobre el límite inferior del contenido del pigmento blanco en la capa superior y la capa de lámina de adhesión de acero, porque el límite inferior varía según la flexibilidad deseada en el diseño y el tipo de pigmento blanco.
A continuación, se describirán las propiedades físicas del poliéster, que es el componente principal de la resina en la capa laminada. Tanto la capa laminada formada en el lado exterior de un recipiente como la capa laminada formada en el lado interior de un recipiente tienen requisitos para sus propiedades mecánicas y capacidad de laminación. Para mejorar las propiedades mecánicas y la capacidad de laminación de las capas laminadas, la viscosidad intrínseca del poliéster es preferiblemente 0.50 dl/g o más, más preferiblemente 0.60 dl/g o más, y particularmente preferiblemente 0.63 dl/g o más. No se impone ninguna limitación particular sobre el límite superior de la viscosidad intrínseca, pero la viscosidad intrínseca puede ser de 0.9 dl/g o menos. Cuando la viscosidad intrínseca está dentro del intervalo anterior, las características de sabor de la capa laminada también se mejoran. Desde el punto de vista de la mejora en las características de sabor, es particularmente preferible que el poliéster usado como componente principal de la resina en la capa laminada formada en el lado interno de un recipiente tenga la viscosidad intrínseca descrita anteriormente.
La temperatura de transición vítrea (Tg) del poliéster contenido en la capa laminada que luego se convierte en el lado exterior de un recipiente es deseablemente 20 a 100°C. Un intervalo más preferido de la temperatura de transición vítrea es 20 a 73°C. La temperatura de transición vítrea es preferiblemente 20°C o más alta porque la resistencia al calor durante el tratamiento térmico, tal como el tratamiento con retorta, se torna muy alta. La temperatura de transición vítrea es preferiblemente 100°C o más baja porque la resistencia al impacto se torna muy alta. La temperatura de transición vítrea se puede medir utilizando cualquiera de los diversos métodos comúnmente utilizados. Por ejemplo, la temperatura de transición vítrea se puede medir mediante un método que utiliza un calorímetro de barrido diferencial (DSC).
No se impone ninguna limitación particular sobre el espesor de la capa laminada formada en el lado exterior de un recipiente y también sobre el espesor de la capa laminada formada sobre el lado interior de un recipiente. Sin embargo, en términos de capacidad de conformación después de la laminación a la lámina metálica, la capacidad de
recubrimiento a la lámina metálica, la resistencia al impacto y las características de sabor, los espesores anteriores son preferiblemente 3 a 50 pm y más preferiblemente 8 a 30 pm.
A continuación, se describirá un método de producción para laminar la capa laminada a la lámina metálica. En la presente invención, no se impone ninguna limitación sobre el método para formar la capa laminada. En la presente invención, es preferible usar un método que incluya: calentar la lámina metálica a una temperatura más alta que el punto de fusión de la película laminada formada; y poner la película en contacto con al menos un lado de la lámina metálica utilizando un rodillo de termocompresión (que aquí puede denominarse "rodillo de laminación") para fundir así la película sobre la lámina metálica.
Las condiciones de laminación deben ser tales que se obtenga la estructura de la capa laminada definida en la presente invención (la estructura que satisface lo descrito anteriormente (Configuración 1) y (Configuración 2)). La estructura de película laminada deseada se puede lograr, como se describe anteriormente, controlando el tiempo de contacto entre la película laminada y la lámina metálica que tiene una temperatura igual o superior al punto de fusión del poliéster y controlando la temperatura del rodillo de laminación.
El tiempo de contacto entre la película laminada y la lámina metálica que tiene una temperatura igual o superior al punto de fusión del poliéster es preferiblemente 5.0 a 15.0 mseg. El tiempo de contacto es más preferiblemente 6.5 a 14.0 ms y lo más preferiblemente 7.0 a 13.0 mseg.
Preferiblemente, la temperatura del rodillo de laminación se controla dentro del intervalo de la temperatura de transición vítrea del poliéster a la temperatura de cristalización del poliéster o inferior. La temperatura del rodillo de laminación es más preferiblemente 65 a 135°C y lo más preferiblemente de 70 a 130°C. Al controlar la temperatura del rodillo de laminación dentro del intervalo de la temperatura de transición vítrea del poliéster a la temperatura de cristalización del poliéster o inferior, la cantidad de cristales orientados sobre la superficie de la capa laminada y la cantidad de cristales orientados en la sección transversal de la capa laminada puede controlarse dentro de los intervalos definidos en la presente invención.
Las condiciones de presurización durante la laminación no están particularmente definidas. Sin embargo, la presión de contacto es preferiblemente de 9.8 a 294 N/cm2. Cuando la presión de contacto es igual o superior al límite inferior, la película laminada se puede fusionar suficientemente y se puede obtener una adhesión suficiente. Incluso cuando la presión aplicada es alta, la alta presión no afecta negativamente al rendimiento de la lámina metálica laminada, pero la fuerza que actúa sobre el rodillo de laminación es grande. En este caso, la resistencia de la instalación debe ser alta y se requiere un aparato a gran escala. Esto es económicamente desventajoso.
A continuación, se describirá la lámina metálica. La lámina metálica utilizada puede ser una lámina de aluminio, una lámina de acero, etc., que se utilizan ampliamente como materiales de latas. Particularmente, por ejemplo, es más adecuada una lámina de acero tratada en la superficie (llamada TFS) que incluye un recubrimiento de dos capas formado por una capa inferior de cromo metálico y una capa superior de hidróxido de cromo.
No se impone ninguna limitación particular sobre la cantidad de la capa de cromo metálico depositada en el TFS y sobre la cantidad de la capa de hidróxido de cromo depositada en el TFS. Desde el punto de vista de la adhesión después del procesamiento y la resistencia a la corrosión, la cantidad de la capa metálica de cromo es deseablemente de 70 a 200 mg/m2 en términos de Cr, y la cantidad de la capa de hidróxido de cromo es deseablemente de 10 a 30 mg/m2 en términos de Cr.
A continuación, se describirá el método de producción de latas metálicas de la presente invención. El método de producción de latas metálicas de la presente invención incluye un paso de impresión y un paso de fabricación de latas. Estos pasos se describirán a continuación.
El paso de impresión es el paso de adherir una tinta a una capa laminada formada sobre una superficie de una lámina metálica laminada para recipientes y secar por calor la tinta adherida a la capa laminada. No se impone ninguna limitación particular sobre el tipo de tinta utilizada en el paso de impresión. No se impone ninguna limitación particular sobre el método de impresión, y se puede utilizar cualquiera de los métodos de impresión generales, como la impresión por huecograbado, la flexografía y la impresión offset.
No se impone ninguna limitación particular sobre el "secado por calor". Se prefiere una alta temperatura de calentamiento porque el secado por calor puede proceder de manera eficiente. Cuando una lámina metálica laminada con película de poliéster convencional se calienta a una temperatura igual o superior a la temperatura de transición vítrea del poliéster, la cristalización del poliéster contenido en la película de poliéster sobre la superficie de la lámina metálica avanza significativamente, y esto causa un significativo deterioro de la capacidad de conformación de la lámina metálica laminada con película de poliéster. Sin embargo, en la presente invención, la capa laminada satisface lo descrito anteriormente (Configuración 1) y (Configuración 2). Por lo tanto, incluso cuando la capa laminada se calienta a una temperatura igual o superior a la temperatura de transición vítrea, la cristalización no se produce, a diferencia de la película de poliéster convencional. Por lo tanto, incluso después del tratamiento térmico, tal como el secado por calor, casi no se deteriora la capacidad de conformación de la lámina metálica laminada para recipientes. La temperatura para secar la tinta es generalmente 160°C a 210°C. En la presente invención, incluso a una temperatura tan alta, es menos probable que la cristalización del poliéster en la película continúe, y la capacidad
de conformación apenas se ve afectada. Específicamente, en la presente invención, incluso cuando el calentamiento se realiza a una temperatura de calentamiento de 300°C o inferior y un tiempo de calentamiento de 30 minutos o menos, la capacidad de conformación apenas se ve afectada.
El paso de fabricación de la lata es el paso de someter la lámina metálica laminada para recipientes que han sido sometidos al paso de impresión para el proceso de fabricación de latas. No se impone ninguna limitación particular en el proceso de fabricación de latas, y se puede usar cualquier método de procesamiento conocido anteriormente, como estirar-volver a estirar, doblar-estirar (estirar) mediante estiramiento y volver estirar, doblar-estirar-planchar mediante estiramiento y volver a estirar, o estirar y planchar.
Como se describió anteriormente, en la presente invención, no se produce deterioro de la capacidad de conformación de la capa laminada incluso después del paso de impresión, a diferencia del caso convencional. Por lo tanto, es mucho menos probable que ocurra un problema tal como el agrietamiento y la rotura de la capa laminada durante el procesamiento de la fabricación de latas, por lo que la impresión se puede realizar en una superficie plana antes del procesamiento de la fabricación de latas. De acuerdo con la presente invención, una lata de metal puede producirse fácilmente.
A continuación, se describirá el método de evaluación de la capacidad de conformación de la lámina metálica de la presente invención. El método de evaluación de la presente invención incluye los siguientes pasos primero a tercero. (Primer paso) El paso de determinar, en una superficie de la capa laminada antes del tratamiento térmico, la intensidad de la banda Raman (I2968) en la posición superior pico aproximadamente de 2968 cm-1 y la intensidad de la banda Raman (I3085) en la posición superior pico aproximadamente de 3085 cm-1 mediante un método láser Raman y que luego deriva una proporción de intensidad I2968/I3085.
(Segundo paso) El paso de, cuando se irradia una sección transversal de espesor total de la capa laminada antes del tratamiento térmico con luz láser polarizada linealmente en una dirección perpendicular a la sección transversal de la película, que deriva la proporción de intensidad de banda Raman I2968/I3085.
(Tercer paso) El paso de evaluar la capacidad de conformación de la lámina metálica laminada para recipientes que utilizan la proporción de intensidad I2968/I3085 derivada en el primer paso y la proporción de intensidad I2968/I3085 derivada en el segundo paso.
La presente invención se ha completado sobre la base de los hallazgos descritos anteriormente. Específicamente, la capacidad de conformación de la lámina metálica laminada para recipientes es buena cuando la intensidad de la banda Raman (I2968) en la posición superior del pico en aproximadamente 2968 cm-1 y la intensidad de la banda Raman (I3085) en la posición superior del pico en aproximadamente 3085 cm-1 determinada en la superficie de la capa laminada, antes del tratamiento térmico mediante el método láser Raman son tales que la proporción de intensidad I2968/I3085 está dentro de un intervalo prescrito y cuando la proporción de intensidad de banda Raman I2968/I3085 se determina irradiando todo el sección transversal de espesor de la capa laminada antes del tratamiento térmico con luz láser polarizada linealmente en una dirección perpendicular al sección transversal de la película ésta dentro de un intervalo prescrito.
Usando la relación entre las proporciones de intensidad y la capacidad de conformación descritas anteriormente, puede evaluarse la capacidad de conformación de la lámina metálica laminada para recipientes.
Un método para evaluar la capacidad de conformación usando las proporciones de intensidad descritas anteriormente es el siguiente. Se determina si la proporción de intensidad I2968/I3085 de la intensidad de la banda Raman (I2968) en la posición superior del pico en aproximadamente 2968 cm-1 con respecto a la intensidad de la banda Raman (I3085) en la posición superior del pico en aproximadamente 3085 cm-1 que se determinan en la superficie de la capa laminada antes de que el tratamiento térmico con láser Raman esté dentro del intervalo de 0,3 a 0,9 como se describió anteriormente. Luego se determina si la proporción de intensidad de banda Raman I2968/I3085 se determinará o no mediante la irradiación de toda la sección transversal de espesor de la capa laminada antes del tratamiento térmico con la luz láser polarizada linealmente en la dirección perpendicular a la sección transversal de la capa laminada está dentro del intervalo de 0.7 a 1.5. Revisar “sección” en todo el texto.
No se impone ninguna limitación particular sobre el tratamiento térmico siempre que la lámina metálica laminada para recipientes esté expuesta a un entorno de alta temperatura. Los ejemplos del tratamiento térmico incluyen el tratamiento para el secado con calor de la superficie impresa de la capa laminada. El método de evaluación de la presente invención se caracteriza porque se puede evaluar la capacidad de conformación después de que la lámina metálica laminada se caliente bajo las condiciones bajo las cuales se cristaliza el poliéster eontenido en la capa laminada. Por lo tanto, es preferible que la temperatura de calentamiento sea igual o superior a la temperatura de transición vítrea del poliéster. El método de evaluación de la presente invención puede hacer una evaluación sin ningún problema incluso cuando la temperatura de calentamiento es alta, es decir, de 160°C a 210°C.
Ejemplo 1
Ejemplos de la presente invención se describirán a continuación. Sin embargo, la presente invención no está limitada a los siguientes ejemplos.
Producción de la lámina metálica
Se usó una lámina de acero recubierta con cromo como la lámina metálica. Una lámina de acero que tiene un espesor de 0.18 mm y una anchura de 977 mm y sometida a laminación en frío, recocido y laminación por templado, se sometió a un tratamiento de desengrase, decapado y cromado para producir una lámina de acero recubierta de cromo. En el tratamiento de cromado, el cromado se realizó en un baño de cromado que contiene CrO3, F- y SO42-, seguido de un enjuague intermedio y electrólisis en una solución de tratamiento de conversión química que contiene CrO3 y F-. En este caso, las condiciones de electrólisis (tal como la densidad de la corriente eléctrica y la cantidad de electricidad) se controlaron para controlar así la cantidad de cromo metálico depositado y la cantidad de hidróxido de cromo depositado a 120 mg/m2 y 15 mg/m2 en términos de Cr, respectivamente.
A continuación, se usó un laminador de lámina metálica para calentar la lámina de acero recubierta con cromo obtenida anteriormente sobre un calentador de lámina metálica, y las láminas laminadas se laminaron (fusionaron por calor) a lados opuestos de la lámina de acero recubierta con cromo usando un rodillo de laminación para producir así una lámina metálica laminada (véase la Tabla 1 (la Tabla 1-1 y la Tabla 1-2 se denominan colectivamente como Tabla 1) y la Tabla 2 (la Tabla 2-1 y la Tabla 2-2 se denominan colectivamente tabla 2) para los detalles de los componentes de las películas laminadas). El rodillo de laminación era de un tipo interno de enfriamiento por agua, y la película laminada se enfrió por circulación forzada del agua de refrigeración durante la laminación. La proporción de intensidad de banda Raman por el método láser Raman se controló cambiando las condiciones de laminación a la lámina metálica. Los detalles de las películas laminadas y las condiciones de laminación se muestran en la Tabla 3. Un valor numérico entre paréntesis en cada componente de ácido dicarboxílico en la columna de composición de poliéster en las Tablas 1 y 2 representa la proporción (%) del ácido dicarboxílico usado para la cantidad total de ácido carboxílico. Lo mismo se aplica al componente de glicol. Cada una de las capas de adhesión en las Tablas 1 y 2 es una capa de lámina de adhesión de acero. En una reacción, se utilizaron las cantidades completas de materias primas, es decir, ácido dicarboxílico y glicol.
Viscosidad intrínseca (IV) del poliéster
Se midió la viscosidad intrínseca de cada poliéster. Los resultados de la medición se muestran en las Tablas 1 y 2. Un método específico para la medición es el siguiente. La viscosidad intrínseca se midió utilizando un método descrito en el documento JIS K 7367-5. Específicamente, la viscosidad intrínseca se midió en orto-clorfenol a 35°C a una concentración de 0.005 g/ml y se determinó usando una fórmula: viscosidad intrínseca = (T-T0)/(Tü x c). Aquí, c es la concentración de la resina en gramos por 100 ml de la solución, y To y T representan el tiempo de flujo del solvente y el tiempo de flujo de la solución de resina a través de un viscosímetro capilar, respectivamente.
Punto de fusión de cristalización del poliéster
Se midió el punto de fusión de cristalización de cada poliéster. Los resultados de la medición se muestran en las Tablas 1 y 2. Un método específico para la medición es el siguiente. Se usó un calorímetro de barrido diferencial para calentar una película de poliéster antes de la laminación de temperatura ambiente a 290°C a una rata de aumento de temperatura de 10°C/min, y se midió un pico endotérmico observado durante este procedimiento. La temperatura máxima del pico endotérmico medido en el intervalo de 200 a 280°C se usó como el punto de fusión del poliéster.
Temperatura de cristalización del poliéster
Se midió la temperatura de cristalización de cada poliéster. Los resultados de la medición se muestran en las Tablas 1 y 2. Un método específico para la medición es el siguiente. Se desprendió una película de poliéster de una lámina metálica laminada usando ácido clorhídrico diluido, luego se lavó suficientemente con agua destilada y se secó. Luego se utilizó un calorímetro de barrido diferencial para calentar la película de poliéster de -50 ° C a 290 °C a una rata de aumento de temperatura de 10°C/min, y se midieron un pico exotérmico y un pico endotérmico observados durante este procedimiento. La temperatura máxima del pico exotérmico observado en el intervalo de 100 a 2002C se usó como la temperatura de cristalización del poliéster.
Cada película después de la laminación se analizó utilizando los siguientes métodos (1) a (3). Las características de cada lámina metálica laminada se midieron y evaluaron utilizando los siguientes métodos (4) a (6). Los resultados se muestran en las Tablas 1 a 4.
(1) Proporción de intensidad de banda Raman (R) en la superficie de la película antes del tratamiento térmico Se midieron el espectro Raman de la intensidad de la banda Raman en la posición superior pico aproximadamente de 3085 cm-1 y el espectro Raman de la intensidad de la banda Raman en la posición superior pico aproximadamente de 2968 cm-1 para cada lámina metálica laminada por láser Raman, y la proporción de intensidad de banda Raman (R) se determinó utilizando la fórmula (1) a continuación. Los picos a 3085 cm-1 y 2968 cm-1
pueden cambiar ligeramente debido a un componente de copolimerización, etc. Sin embargo, se utilizan las intensidades de la banda Raman en las posiciones superiores pico que contienen los números de onda anteriores.
R = I29 68 / I 308 5 ( 1 )
I2968: Intensidad de la banda Raman en la posición superior pico aproximadamente de 2, 968 cm-1
I3085: Intensidad de la banda Raman en la posición superior pico aproximadamente de 3, 085 cm-1 <Condiciones de medida>
- Fuente de luz de excitación: láser Ar (A = 514.5 nm), potencia: 2 mW
- Ampliación: x 100
- La luz láser se dirige de tal manera que el plano de polarización de la luz láser es paralelo a la dirección longitudinal de la lámina metálica laminada.
(2) Proporción de intensidad de banda Raman (R) en toda la sección transversal de espesor de la capa laminada antes del tratamiento térmico
Se pulió una sección transversal de una lámina metálica laminada. Luego, se midieron el espectro Raman de la intensidad de la banda Raman en la posición superior pico aproximadamente de 3085 cm-1 y el espectro Raman de la intensidad de la banda Raman en la posición superior pico aproximadamente de 2968 cm-1 con láser Raman mediante espectroscopia láser Raman utilizando luz laser polarizada linealmente bajo las condiciones en que la dirección de polarización era paralela a la del espesor de la película, y la proporción de intensidad de banda Raman (R) se determinó utilizando la fórmula (1). La medición se realizó en la dirección del espesor de la capa laminada a intervalos de 1 pm, y el valor promedio se determinó y se usó como la proporción de intensidad de banda Raman en la sección transversal de la capa laminada.
<Condiciones de medida>
- Fuente de luz de excitación: láser Ar (A = 514.5 nm), potencia: 2 mW
- Ampliación: x 100
(3) Proporción de intensidad de banda Raman (R) en sección transversal de capa laminada después del tratamiento térmico
La impresión de distorsión se realizó en una lámina metálica laminada, y la lámina metálica laminada impresa se sometió a un tratamiento de cocción a 185°C durante 10 minutos. Luego, la lámina metálica laminada resultante se recubrió con un barniz de acabado y se sometió a un tratamiento de cocción a 210°C durante 10 minutos. Se pulió una sección transversal de la muestra obtenida después del tratamiento térmico. Luego, se midieron el espectro Raman de la intensidad de la banda Raman en la posición superior pico aproximadamente de 3085 cm-1 y el espectro Raman de la intensidad de la banda Raman en la posición superior pico aproximadamente de 2968 cm-1 con láser Raman mediante espectroscopia láser Raman utilizando luz laser polarizada linealmente bajo las condiciones en que la dirección de polarización era paralela a la dirección del espesor de la capa laminada, y la proporción de intensidad de banda Raman (R) se determinó utilizando la fórmula (1). La medición se realizó en la dirección del espesor de la película a intervalos de 1 pm, y el valor promedio se determinó y se utilizó como la proporción de intensidad de banda Raman en la sección transversal de la película.
<Condiciones de medida>
- Fuente de luz de excitación: láser Ar (A = 514.5 nm), potencia: 2 mW
- Ampliación: x 100
(4) Temperatura de transición vitrea del poliéster.
Una capa laminada se fundió completamente a 290°C y se enfrió en nitrógeno líquido para preparar una muestra. Esta muestra se sometió a medición utilizando un calorímetro de barrido diferencial (DSC Q100 fabricado por TA Instruments) a una rata de aumento de temperatura de 10°C/min.
(5) Capacidad de conformación
La impresión por distorsión se realizó en una lámina metálica laminada, y la lámina metálica laminada impresa se sometió a un tratamiento de cocción a 185°C durante 10 minutos. Luego, la lámina metálica laminada resultante se recubrió con un barniz de acabado y se sometió a un tratamiento de cocción a 210°C durante 10 minutos. Se aplicó una cera a la muestra obtenida, y se perforó un disco que tenía un diámetro de 200 mm y se estiró a una proporción
de estirado de 2.00 para obtener una lata de poca profundidad. Esta copa estirada se volvió a estirar en una proporción de estiramiento de 2.50. Luego, la lata resultante se sometió a formación de domo de acuerdo con un procedimiento de rutina y luego a recorte y formación de brida de cuello para formar así una lata de poca profundidad. Se prestó atención a una porción de cuello de la lata de poca profundidad obtenida anteriormente, y se inspeccionó visualmente el grado de daño a la película. Se evaluaron las superficies internas y externas de la lata. (Criterios de evaluación)
Excelente: no se encontraron daños ni blanqueamiento en la capa laminada después de la formación.
Buena: No se encontró daño en la capa laminada después de la formación, pero se encontró un blanqueamiento parcial.
Pobre: El cuerpo de la lata se rompió y no se pudo formar una lata.
(6) Adhesividad después de la formación.
Se usaron las latas consideradas como conformables (con calificación BUENA o superior) en la evaluación de capacidad de conformación en (5) arriba. Una muestra de una prueba de pelado (ancho: 15 mm, longitud: 120 mm) se cortó del cuerpo de cada lata. Parte de la capa laminada se desprendió de un extremo del lado largo de la muestra cortada. La porción desprendida (película) de la capa laminada se tiró en una dirección opuesta a la dirección de desprendimiento (en un ángulo de 180°), y se realizó una prueba de pelado usando un medidor de tracción a una velocidad de cruceta de 30 mm/min para evaluar la adherencia por 15 mm de ancho. Se evaluaron las superficies internas y externas del cuerpo de lata.
(Criterios de evaluación)
Excelente: 10.0 N/15 mm o más
Bien: 5.0 N/15 mm o más y menos de 10.0 N / 15 mm
Pobre: menos de 5.0 N/15 mm
-: No evaluado
(7) resistencia al impacto
Se usaron las latas consideradas como conformable (clasificadas como BUENAS o superiores) en (4) arriba. Estas latas estaban completamente llenas de agua. Se usaron diez latas para cada prueba, y cada lata se dejó caer desde una altura de 1.25 m hasta una superficie de piso de baldosas de cloruro de vinilo. Luego se aplicó un voltaje de 6 V entre un electrodo y la lata de metal, y se leyó un valor de corriente 3 segundos después de la aplicación del voltaje. Se determinó el valor promedio de las medidas para 10 latas.
(Criterios de evaluación)
Excelente: Menos de 0.01 mA
Bien: 0.01 mA o más y menos de 0.1 mA
Pobre: 0.1 mA o más
-: No evaluado





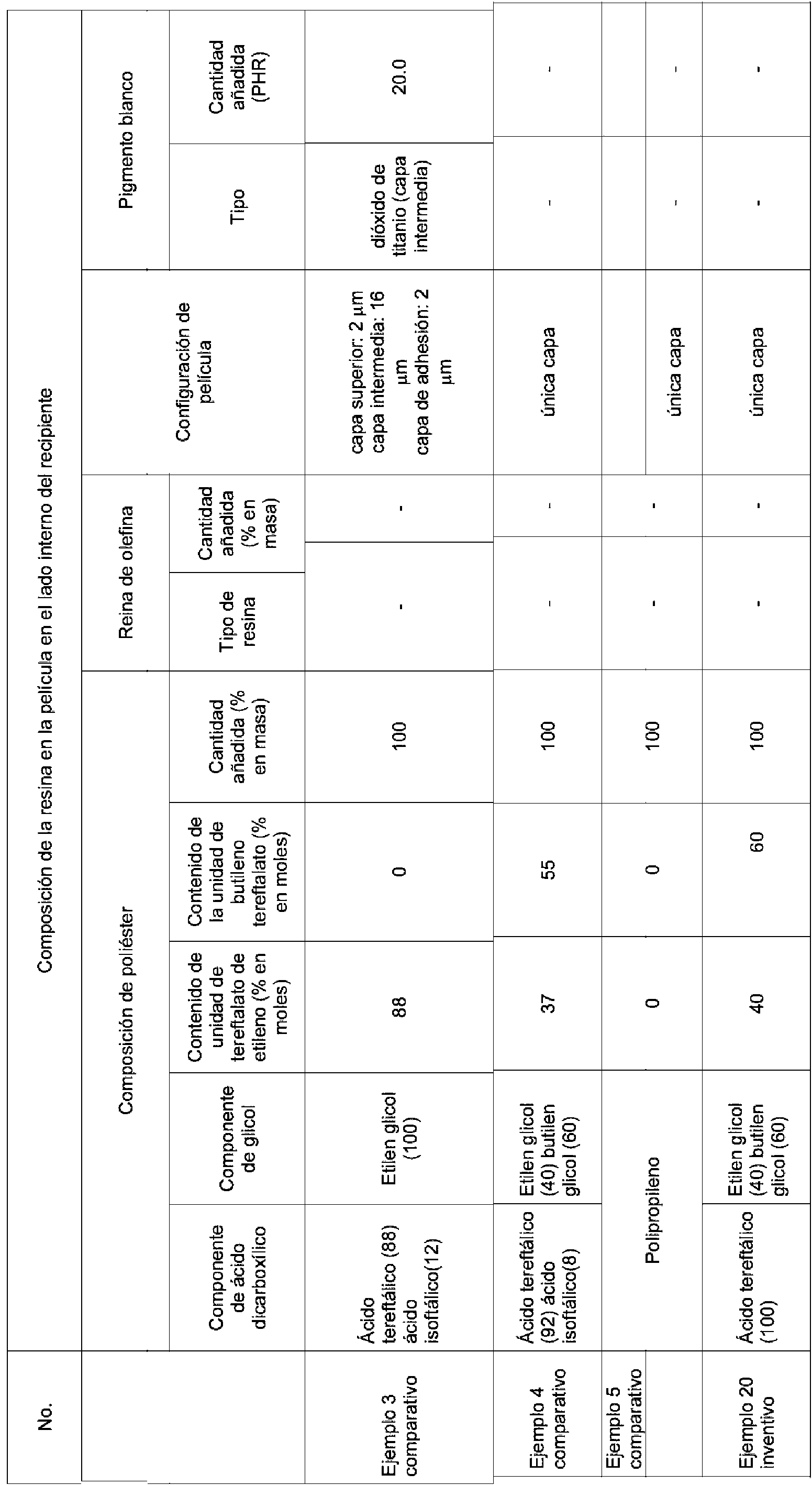




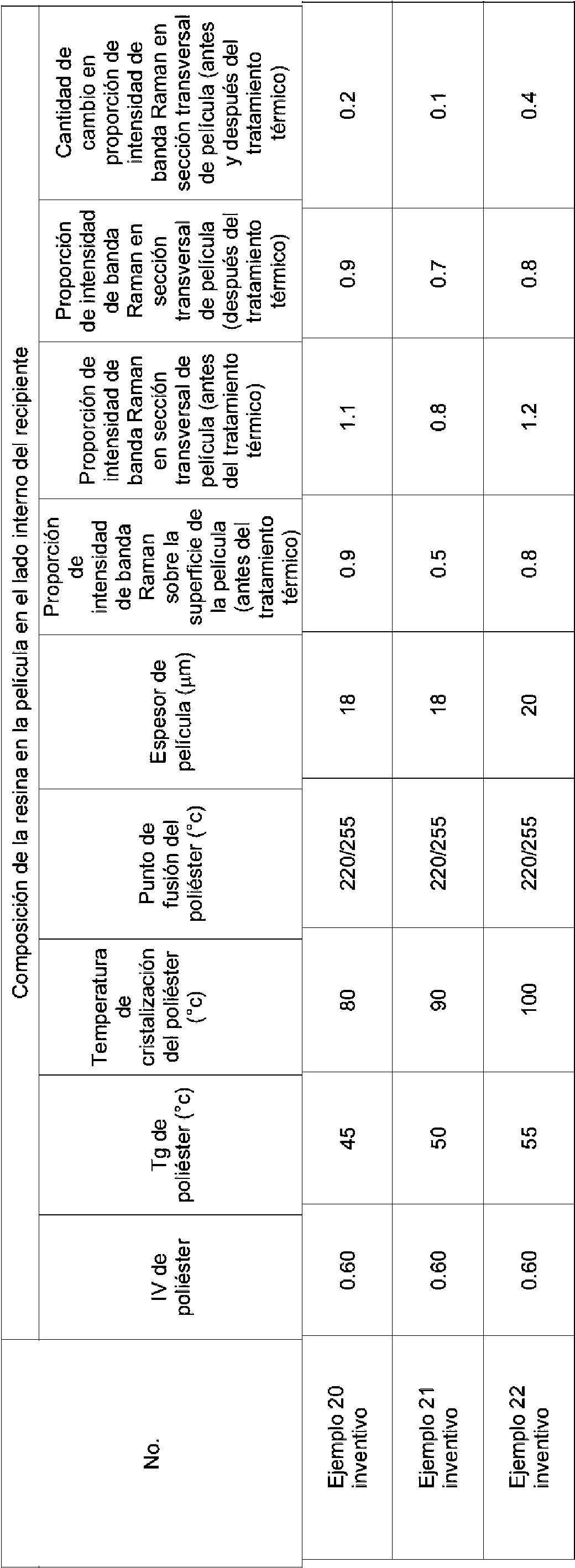








[Tabla 3]

[Tabla 4]

Como se muestra en las Tablas 1 a 4, en todos los Ejemplos inventivos que están dentro del alcance de la presente invención, la estabilidad de la calidad después del tratamiento térmico fue excelente y se lograron buenas características. Sin embargo, en los Ejemplos comparativos que están fuera del alcance de la presente invención, las características después del tratamiento térmico fueron deficientes.
Claims (9)
1. Una lámina metálica laminada para recipientes, donde la lámina metálica laminada comprende una lámina metálica y una capa laminada que cubre al menos un lado de la lámina metálica,
donde la capa laminada incluye una única capa que contiene 50% en masa o más de poliéster o una pluralidad de capas que contienen 50% en masa o más del poliéster,
una proporción de intensidad I2968/I3085 de una intensidad de la banda Raman (I2968) en una posición superior pico aproximadamente de 2968 cm-1 a una intensidad de la banda Raman (I3085) en una posición superior pico aproximadamente de 3085 cm-1 siendo un intervalo de 0.3 a 0.9, donde la intensidad de la banda Raman (I2968) y la intensidad de la banda Raman (I3085) se determinan mediante un método láser Raman en una superficie de la capa laminada; caracterizada por que:
la proporción de intensidad I2968/I3085 se refiere a la superficie de la capa laminada antes de un tratamiento térmico, y por que:
cuando se irradia una sección transversal de espesor total de la capa laminada con luz láser polarizada linealmente en una dirección perpendicular a la sección transversal de la capa laminada, la proporción de intensidad de banda Raman I2968/I3085 antes del tratamiento térmico está dentro de un intervalo de 0.7 a 1.5.
2. La lámina metálica laminada para recipientes de acuerdo con la reivindicación 1, en la que una cantidad de cambio en la proporción de intensidad de la banda Raman I2968/I3085 antes y después del tratamiento térmico es 0.4 o menos, cuando la lámina metálica laminada para recipientes se somete al tratamiento térmico en un intervalo de temperatura de 160 a 210°C durante 20 minutos, la proporción de intensidad de la banda Raman I2968/I3085 determinada mediante la irradiación de toda la sección transversal de espesor de la capa laminada con la luz láser polarizada linealmente en la dirección perpendicular al sección transversal de la capa laminada.
3. La lámina metálica laminada para recipientes de acuerdo con la reivindicación 1 o 2, en la que la capa laminada incluye una capa superior, una capa intermedia y una capa de lámina de adhesión de acero que se apilan una sobre otra, y la capa intermedia contiene 5 PHR o más y 30 PHR o menos de un pigmento blanco.
4. La lámina metálica laminada para recipientes de acuerdo con la reivindicación 3, en la que cada una de la capa superior y la capa de lámina de adhesión de acero contiene 2 PHR o menos del pigmento blanco.
5. La lámina metálica laminada para recipientes de acuerdo con la reivindicación 3 o 4, en la que el pigmento blanco es dióxido de titanio o sulfato de bario.
6. La lámina metálica laminada para recipientes de acuerdo con cualquiera de las reivindicaciones 1 a 5, en la que la capa laminada se forma en un lado que luego se convierte en un lado interior de un recipiente, y el poliéster contenido en la capa laminada contiene al menos 80% por mol de una unidad de tereftalato de etileno.
7. La lámina metálica laminada para recipientes de acuerdo con cualquiera de las reivindicaciones 1 a 5, en la que la capa laminada se forma en un lado que luego se convierte en un lado exterior de un recipiente,
la capa laminada está compuesta principalmente por poliéster, la suma del contenido de una unidad de tereftalato de etileno contenida en el poliéster y el contenido de una unidad de tereftalato de butileno contenida en el poliéster es 80% en moles o más, y
el poliéster tiene una temperatura de transición vítrea de 20 a 100°C.
8. Un método para producir una lata de metal, donde el método comprende:
un paso de impresión de adherir una tinta a la capa laminada de una lámina metálica laminada para recipientes y luego secar por calor la tinta adherida, formándose la capa laminada sobre una superficie de la lámina metálica laminada; y,
después del paso de impresión, un paso de fabricación de latas de someter la lámina metálica laminada para recipientes al procesamiento de fabricación de latas; caracterizado por que:
la lámina metálica laminada es la lámina metálica laminada de acuerdo con cualquiera de las reivindicaciones 1 a 7.
9. Un método de evaluación de la capacidad de conformación de la lámina metálica para evaluar la capacidad de conformación de una lámina metálica laminada para recipientes después del tratamiento térmico.
la lámina metálica laminada para recipientes que incluye una lámina metálica y una capa laminada que cubre al menos un lado de la lámina metálica,
la capa laminada que incluye una única capa compuesta principalmente de poliéster o una pluralidad de capas compuestas principalmente de poliéster,
donde el método comprende:
un primer paso para determinar, en una superficie de la capa laminada, una intensidad de la banda Raman (I2968) en una posición superior pico aproximadamente de 2968 cm-1 y una intensidad de la banda Raman (I3085) en una posición superior pico aproximadamente de 3085 cm-1 mediante un método láser Raman y luego derivar una proporción de intensidad I2968/I3085; caracterizado por que:
el primer paso se realiza antes del tratamiento térmico; y porque el método comprende además:
un segundo paso de, cuando se irradia toda una sección transversal de espesor de la capa laminada antes del tratamiento térmico con luz láser polarizada linealmente en una dirección perpendicular a la sección transversal de la capa laminada, derivando la proporción de intensidad de la banda Raman I2968/I3085; y
un tercer paso para evaluar la capacidad de conformación de la lámina metálica laminada para recipientes como buena cuando la proporción de intensidad I2968/I3085 derivada en el primer paso está dentro del intervalo de 0.3 a 0.9 y la proporción de intensidad I2968/I3085 derivada en el segundo paso está dentro del intervalo de 0.7 a 1.5.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013224851 | 2013-10-30 | ||
| PCT/JP2014/005477 WO2015064100A1 (ja) | 2013-10-30 | 2014-10-29 | 容器用ラミネート金属板、金属缶の製造方法、及び金属板成形性評価方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2736029T3 true ES2736029T3 (es) | 2019-12-23 |
Family
ID=53003727
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES14857761T Active ES2736029T3 (es) | 2013-10-30 | 2014-10-29 | Lámina metálica laminada para un recipiente, método para producir una lata de metal y método para evaluar la capacidad de moldear la lámina metálica |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20160257099A1 (es) |
| EP (1) | EP3064349B1 (es) |
| JP (1) | JP5800112B1 (es) |
| CN (1) | CN105705327B (es) |
| CA (1) | CA2926063C (es) |
| ES (1) | ES2736029T3 (es) |
| MY (1) | MY162001A (es) |
| PH (1) | PH12016500624A1 (es) |
| WO (1) | WO2015064100A1 (es) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MY162001A (en) | 2013-10-30 | 2017-05-31 | Jfe Steel Corp | Laminated metal sheet for containers, method for producing metal can, and method for evaluating formability of metal sheet |
| NZ732547A (en) * | 2014-12-12 | 2018-06-29 | Jfe Steel Corp | Resin-coated metal sheet for can lids |
| WO2016152168A1 (ja) * | 2015-03-26 | 2016-09-29 | Jfeスチール株式会社 | 容器用樹脂被覆金属板 |
| AU2016240880B2 (en) * | 2015-03-31 | 2018-09-13 | Jfe Steel Corporation | Laminated metal sheet for container |
| CA3023495C (en) | 2016-05-10 | 2022-06-14 | Novelis Inc. | Laminated can end stock with elevated temperature annealing |
| US10815347B2 (en) * | 2016-08-11 | 2020-10-27 | Toray Plastics (America), Inc. | Blush-resistant film including pigments |
| US20210206529A1 (en) * | 2018-05-31 | 2021-07-08 | Toyo Seikan Co., Ltd. | Resin-coated steel can and method for producing the same |
| EP3875182A4 (en) * | 2018-10-31 | 2022-11-23 | Toyo Seikan Group Holdings, Ltd. | MACHINING JIG, MACHINING METHOD AND METHOD FOR MANUFACTURING SEAMLESS BOX BODY |
| MX2022001057A (es) * | 2019-07-31 | 2022-02-14 | Jfe Steel Corp | Lamina metalica recubierta con resina para contenedor. |
| KR20220148808A (ko) | 2020-03-09 | 2022-11-07 | 타타 스틸 이즈무이덴 베.뷔. | 포장용 적층 금속판의 제조 방법 및 이에 의해 제조된 포장용 금속판 |
| EP4155006A1 (en) * | 2020-05-22 | 2023-03-29 | Toyo Seikan Co., Ltd. | Polyester-resin-coated seamless can and method for manufacturing same |
| CN112277302A (zh) * | 2020-10-26 | 2021-01-29 | 无锡华鹏瓶盖有限公司 | 一种洁净奶粉罐或奶粉盖的制作方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8724239D0 (en) | 1987-10-15 | 1987-11-18 | Metal Box Plc | Laminated metal sheet |
| GB9204972D0 (en) | 1992-03-06 | 1992-04-22 | Cmb Foodcan Plc | Laminated metal sheet |
| CA2077811A1 (en) | 1992-09-09 | 1994-03-10 | Takaaki Okamura | Polyester laminated metal sheet |
| JP4562212B2 (ja) * | 1996-09-09 | 2010-10-13 | 東レ株式会社 | 容器成形用二軸延伸ポリエステルフィルム |
| JPH11138693A (ja) * | 1997-11-14 | 1999-05-25 | Toray Ind Inc | 金属板ラミネート用ポリエステルフィルム |
| JP4596708B2 (ja) * | 2000-09-05 | 2010-12-15 | 東洋紡績株式会社 | ポリエステルフィルム、その用途およびそれからなる金属ラミネート板、並びにそれからなる金属缶または金属缶蓋 |
| US20020102419A1 (en) * | 2000-09-05 | 2002-08-01 | Toyo Boseki Kabushiki Kaisha | Polyester film, use thereof and metal laminated sheet made of said film, and metal can and metal lid made of the sheet |
| JP4068797B2 (ja) | 2000-10-20 | 2008-03-26 | 新日本製鐵株式会社 | 加工前印刷用フィルム被覆鋼板 |
| JP3709869B2 (ja) * | 2002-01-11 | 2005-10-26 | 東洋紡績株式会社 | ポリエステルフィルム |
| JP2004345232A (ja) * | 2003-05-22 | 2004-12-09 | Jfe Steel Kk | 熱処理後の加工性に優れた缶用ラミネート金属板 |
| CA2565277C (en) * | 2004-05-31 | 2010-04-13 | Jfe Steel Corporation | Resin-coated metal sheet |
| JP4806933B2 (ja) * | 2005-01-28 | 2011-11-02 | Jfeスチール株式会社 | ポリエステル樹脂ラミネート金属容器 |
| JP5082269B2 (ja) * | 2006-03-23 | 2012-11-28 | Jfeスチール株式会社 | 容器用樹脂被覆金属板 |
| JP5082268B2 (ja) * | 2006-03-23 | 2012-11-28 | Jfeスチール株式会社 | 容器用樹脂被覆金属板 |
| JP5509575B2 (ja) * | 2008-10-30 | 2014-06-04 | Jfeスチール株式会社 | 容器用樹脂被覆金属板 |
| CN102216070B (zh) * | 2008-11-14 | 2014-10-29 | 杰富意钢铁株式会社 | 容器用着色层压金属板 |
| MY162001A (en) | 2013-10-30 | 2017-05-31 | Jfe Steel Corp | Laminated metal sheet for containers, method for producing metal can, and method for evaluating formability of metal sheet |
-
2014
- 2014-10-29 MY MYPI2016000761A patent/MY162001A/en unknown
- 2014-10-29 CN CN201480059755.7A patent/CN105705327B/zh active Active
- 2014-10-29 WO PCT/JP2014/005477 patent/WO2015064100A1/ja active Application Filing
- 2014-10-29 JP JP2015516332A patent/JP5800112B1/ja active Active
- 2014-10-29 US US15/032,816 patent/US20160257099A1/en not_active Abandoned
- 2014-10-29 CA CA2926063A patent/CA2926063C/en active Active
- 2014-10-29 ES ES14857761T patent/ES2736029T3/es active Active
- 2014-10-29 EP EP14857761.2A patent/EP3064349B1/en not_active Revoked
-
2016
- 2016-04-06 PH PH12016500624A patent/PH12016500624A1/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP3064349B1 (en) | 2019-04-17 |
| WO2015064100A1 (ja) | 2015-05-07 |
| PH12016500624B1 (en) | 2016-05-30 |
| JPWO2015064100A1 (ja) | 2017-03-09 |
| PH12016500624A1 (en) | 2016-05-30 |
| JP5800112B1 (ja) | 2015-10-28 |
| CA2926063A1 (en) | 2015-05-07 |
| MY162001A (en) | 2017-05-31 |
| US20160257099A1 (en) | 2016-09-08 |
| EP3064349A4 (en) | 2016-11-09 |
| EP3064349A1 (en) | 2016-09-07 |
| CN105705327A (zh) | 2016-06-22 |
| CN105705327B (zh) | 2017-06-20 |
| CA2926063C (en) | 2019-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2736029T3 (es) | Lámina metálica laminada para un recipiente, método para producir una lata de metal y método para evaluar la capacidad de moldear la lámina metálica | |
| ES2744906T3 (es) | Placa metálica laminada para latas de dos piezas y cuerpo de lata laminado de dos piezas | |
| ES2546629T3 (es) | Lámina de metal laminada para un cuerpo de un recipiente de dos piezas y cuerpo de recipiente laminado de dos piezas | |
| ES2794007T3 (es) | Chapa de metal laminada y recipiente de enlatado para alimentos | |
| ES2956710T3 (es) | Proceso para producir una tira metálica recubierta de polímero y una tira metálica recubierta de polímero producida de esta manera | |
| AU2016237966B2 (en) | Resin-Coated Metal Sheet for Container | |
| ES2877517T3 (es) | Chapa metálica laminada para recipiente | |
| CN104023974B (zh) | 层压金属板及食品用罐装容器 | |
| JP2001246695A (ja) | 樹脂被覆シームレス缶 | |
| JP6309741B2 (ja) | 樹脂被覆金属板及びシームレス缶 | |
| ES2795680T3 (es) | Lámina metálica revestida con una resina y lata sin soldaduras fabricada a partir de esta | |
| ES2397390T3 (es) | Chapa de metal laminada para extremo de lata que tiene un aspecto excelente tras esterilización en autoclave | |
| US20220315794A1 (en) | Resin coated metal sheet, container, and method of evaluation | |
| ES2848099T3 (es) | Película de poliéster orientada biaxialmente para laminación de metales | |
| JP4725025B2 (ja) | 缶蓋用ラミネート金属板の製造方法 | |
| ES2620826T3 (es) | Procedimiento para producir un sustrato revestido con polímero para aplicaciones de envasado y un sustrato revestido con polímero producido mediante el mismo | |
| JP2004189298A (ja) | ラミネート材及びラミネート缶蓋 | |
| JPH05154971A (ja) | 金属板貼合せ成形加工用ポリエステルフイルム | |
| JP2004189318A (ja) | ラミネート材及びその製造方法、ラミネート缶蓋 | |
| JP2004067865A (ja) | 金属板貼り合わせ用ポリエステルフィルム |