EP3514263B1 - Vorrichtung und verfahren zur elektrolytischen behandlung eines metallbands - Google Patents
Vorrichtung und verfahren zur elektrolytischen behandlung eines metallbands Download PDFInfo
- Publication number
- EP3514263B1 EP3514263B1 EP19152914.8A EP19152914A EP3514263B1 EP 3514263 B1 EP3514263 B1 EP 3514263B1 EP 19152914 A EP19152914 A EP 19152914A EP 3514263 B1 EP3514263 B1 EP 3514263B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- surge
- metal strip
- electrode
- nozzle
- nozzles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002184 metal Substances 0.000 title claims description 72
- 238000000034 method Methods 0.000 title claims description 18
- 238000000576 coating method Methods 0.000 title description 3
- 239000011248 coating agent Substances 0.000 title 1
- 238000011282 treatment Methods 0.000 claims description 73
- 238000004140 cleaning Methods 0.000 claims description 38
- 239000007788 liquid Substances 0.000 claims description 35
- 239000012670 alkaline solution Substances 0.000 claims description 3
- 239000003792 electrolyte Substances 0.000 description 21
- 230000000694 effects Effects 0.000 description 11
- 238000012423 maintenance Methods 0.000 description 9
- 238000005265 energy consumption Methods 0.000 description 7
- 230000002829 reductive effect Effects 0.000 description 6
- 239000003921 oil Substances 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- 238000005260 corrosion Methods 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 239000012811 non-conductive material Substances 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 238000005868 electrolysis reaction Methods 0.000 description 2
- 239000004519 grease Substances 0.000 description 2
- 239000010687 lubricating oil Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000002923 metal particle Substances 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 239000011244 liquid electrolyte Substances 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000009420 retrofitting Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25F—PROCESSES FOR THE ELECTROLYTIC REMOVAL OF MATERIALS FROM OBJECTS; APPARATUS THEREFOR
- C25F1/00—Electrolytic cleaning, degreasing, pickling or descaling
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25F—PROCESSES FOR THE ELECTROLYTIC REMOVAL OF MATERIALS FROM OBJECTS; APPARATUS THEREFOR
- C25F7/00—Constructional parts, or assemblies thereof, of cells for electrolytic removal of material from objects; Servicing or operating
Definitions
- the invention relates to a device and a method for the electrolytic treatment, in particular cleaning, of a metal strip which is transported along a transport direction through a treatment section of the device and is exposed to an electrolytic treatment liquid via a nozzle.
- the DE 31 08 615 A1 describes an apparatus for the electrolytic treatment of a metal strip, in particular for the electrolytic plating or descaling of the surfaces of the metal strip.
- the device has an electrolysis tank, in which there is an electrolytic liquid, and a number of rollers, which are arranged along a transport path of the metal strip.
- the metal strip is deflected in a zigzag fashion by the rollers and moves through the electrolysis tank.
- the apparatus further comprises paired electrode pads which are provided in parallel and face each other so that the metal strip for electrolytic treatment is transported vertically therebetween.
- Each electrode pad is provided with slits through which the electrolyte is discharged to the surface of the metal strip with a high static pressure.
- a voltage is applied between the metal strip, for example by contacting an electrically conductive roller, and the electrode pads.
- the electrode pads of the device set forth above are located outside the electrolytic bath.
- dip pole plates may be partially or substantially fully immersed in the electrolytic bath as described in FIG 1 the DE 31 08 615 A1 is shown.
- the metal strip is electroplated or electrolytically descaled by applying a voltage between the metal strip as the cathode and a dipped pole plate as the anode.
- Devices with an electrolytic bath and electrodes immersed in it are also known from JP H05 195300 A , JP H11 286185 A and JP 2004 268517A known.
- Another device for electrolytic treatment, such as cleaning, a metal strip is from DE 102 12 436 A1 out.
- the treatment of the metal strip takes place during vertical transport through a treatment area.
- the EP 0 870 854 B1 describes a device for the electrolytic cleaning of a metal strip.
- the metal strip to be cleaned is passed horizontally between opposite, facing nozzles.
- the nozzles spray an alkaline aqueous solution on both sides of the strip, with one of the nozzles being a positive electrode and the other nozzle being a negative electrode.
- the metal strip is brushed in a jet of clean water with brush rollers placed at positions in the direction of transport of the strip next to the nozzles.
- the energy requirement for the electrolytic treatment of a metal strip is high.
- An object of the invention is to provide an improved device and an improved method for the electrolytic treatment, preferably cleaning, of a metal strip.
- the device according to the invention is used for the electrolytic treatment of a metal strip using an electrolytic treatment liquid.
- the metal strip is transported along a transport direction through a treatment section.
- the metal strip can be transported, for example, by means of rollers.
- the device and the method set forth below are used for the electrolytic cleaning of the metal strip by means of an electrolytic cleaning liquid.
- “Cleaning” is understood here as meaning in particular the removal of surface coatings such as metal particles (Fe/Al fines), oil and grease contamination, anti-corrosion oils, lubricating oils and/or deep-drawing aids that reduce the coefficient of friction.
- the device has at least one surge nozzle, which has a surge opening and an electrode, with at least two surge nozzles being present according to the invention.
- the gush nozzle is configured to bring an electrolytic treatment liquid, which is preferably an alkaline solution, into contact with the electrode, discharge it from the gush opening, and apply it to at least one surface of the metal strip in the treatment section.
- the treatment liquid is preferably applied to the metal strip at a low pressure, for example less than 100 mbar.
- the device also has a Power supply that is set up to apply an AC voltage between the metal strip and the electrode.
- High current densities can be achieved on the metal strip to be treated by the alternating voltage applied in conjunction with a surge nozzle. This leads to increased activity of the treatment liquid due to stronger turbulence and better mixing. At the same time, the treatment liquid acts on a thin boundary layer in the transition between the treatment liquid and the strip surface, as a result of which the electrical current losses can be reduced. In this way, the specific energy consumption can be reduced.
- the technical effects are supported by the surge-like dispensing of the treatment liquid, i.e. the dispensing of the treatment liquid at a pressure that is preferably low in comparison to high-pressure nozzles. In addition, due to the reduced stray current, the corrosion tendency on metallic parts of the device is reduced.
- conventional dip pole plates or high-pressure nozzles can be dispensed with, which means that the maintenance and, if necessary, the replacement of such components is no longer necessary. This not only achieves a further reduction in energy consumption and maintenance costs, but also optimizes the availability of the device.
- the assembly and disassembly of conventional immersion pole plates is complicated.
- the surge nozzle can be easily decoupled from the cleaning tank, particularly when using flange plates. In this way, the surge nozzle can be removed from the side of the cleaning tank and installed in it for maintenance and repair work without dismantling other tank installations. Due to electrolytic erosion and alkaline attack by the treatment liquid, the electrodes of the surge nozzles (similar to the dip pole plates) are wear components that require replacement and maintenance at regular intervals for safety and process reasons.
- the device has at least two, particularly preferably exactly two, surge nozzles, which are arranged in pairs, so that the treatment section is located between two surge nozzles arranged in pairs.
- each surge nozzle has a surge opening and an electrode further arranged to bring the electrolytic treatment liquid into contact with the electrode, discharge it from the associated surge port, and apply it to at least one surface of the metal strip in the treatment section.
- the surge openings of two surge nozzles arranged in pairs face one another here, so that the metal strip passing through the treatment section can be subjected to treatment liquid on both sides.
- the power supply is set up to apply an AC voltage between the metal strip and the electrodes of each of the surge nozzles.
- the above preferred embodiment enables the metal strip to be treated on both sides and in particular uniformly.
- the electrodes of the surge nozzles arranged in pairs are preferably contacted symmetrically to the fluid flow.
- the device is preferably set up in such a way that the metal strip passes essentially vertically through the treatment section.
- vertical means in the direction of gravity, as a result of which the treatment liquid can run off along the belt in a manner defined in terms of time and space. There is therefore no need to remove the treatment liquid using brushes, compressed air, etc. This leads to a further optimization of the energy consumption and maintenance effort of the device.
- the surge nozzle preferably has an elongate base body with at least one outlet opening, which is preferably designed as a slit along the longitudinal extension of the base body, with the electrode being attached to the outside of the base body in such a way that it overlaps the outlet opening in such a way that the treatment liquid emerging from the outlet opening with comes into contact with the electrode. In this way, the treatment liquid can be subjected to alternating voltage by a constructively simple and reliable surge nozzle.
- the electrode and the body are preferably releasably connected to each other to easily change the configuration of the surge nozzle and adapt it to the treatment environment to be able to adapt.
- the base body is also preferably made of one or more non-conductive materials, such as plastic.
- the electrode preferably has two electrode sections, each of which has a longitudinal edge which faces one another in such a way that they form a slit-shaped outlet opening.
- the electrode sections are preferably two independent components, which can be of the same, symmetrical or modular design.
- the contact surface of the electrode i.e. the surface that comes into electrical contact with the treatment liquid, can be adjusted and optimized in a simple manner.
- the contact surface can be adjusted manually or automatically by one or more actuators, which means that the treatment effect, energy consumption, etc. can be optimized without dismantling the surge nozzle, for example during operation of the device.
- the electrode sections are preferably built into the surge nozzle as operational interchangeable parts and are therefore designed for quick and uncomplicated disassembly and assembly. This not only improves the regular maintenance of the surge nozzle, but also allows the electrode sections to be changed to known or newly developed materials with optimized properties, for example with regard to service life and/or electrical properties, with low material and personnel costs.
- the surge nozzle also has at least one nozzle plate, which forms the surge opening and is attached to the outside of the base body in such a way that the electrode is located between the base body and the nozzle plate.
- the surge nozzle has two nozzle plates, each having a nozzle lip facing each other, so that the surge opening is formed in a slit-like manner between the nozzle lips.
- the nozzle plates can have slots, for example, via which the nozzle plates are adjustably attached to the base body and/or the electrode by means of screws.
- Such a sandwich-like and possibly multi-part arrangement offers a large number of setting options with regard to the discharge characteristics and electrical contacting of the treatment liquid. at the same time reliable and low-maintenance design of the surge nozzle.
- the surge nozzle is preferably held rotatably about its longitudinal axis, as a result of which the angle of flow of the treatment liquid to the metal strip can be adjusted. This represents another degree of freedom to optimize the treatment effect, energy consumption, etc.
- the electrode sections preferably each have a connection section, via which they are each electrically contacted. If the electrode sections are stamped out of sheet metal, for example, the connection sections can be formed, for example, by bending over a sheet metal section. According to this exemplary embodiment, the electrode sections arranged in pairs each have one, i.e. a total of two, connection sections. The positions of the two connecting sections are preferably selected in such a way that the most homogeneous possible treatment result is achieved. This is achieved in particular when the two connection sections are arranged on opposite sides of the electrode sections, viewed along the longitudinal extension of the surge nozzle. In this case, any electrical interference and influencing variables are compensated.
- the method according to the invention is also used for the electrolytic treatment, preferably cleaning, of a metal strip that is transported along a transport direction through the treatment section.
- the method is carried out using a device according to one of the embodiment variants presented above and has: contacting an electrolytic treatment liquid with the electrode of each of the surge nozzles, with an alternating voltage being applied between the electrode and the metal strip; discharging the treatment liquid from the surge port of each of the surge nozzles; and applying the treatment liquid to a corresponding surface of the treatment section in the treatment section Metal strip, so that the metal strip (B) passing through the treatment section is treated on both sides with treatment liquid.
- the devices and methods presented above can be used with particular preference in electrolytic cleaning lines for strip systems, they can also be used for a different treatment of metal strips, provided that electrolytic wetting of strip surfaces is included.
- the devices and methods presented above form an improved technique for substituting dip pole plates and/or electrolytically acting high-pressure cleaning nozzles. Conventional systems can thus be retrofitted in a particularly cost-effective and structurally simple manner.
- the figure 1 shows a device 1, which is specially designed for cleaning a metal strip B here.
- the device 1 has a plurality of rollers 2 over which the metal strip B is transported in a zigzag fashion along a transport direction T.
- the device 1 has two surge nozzles 10 between which the metal strip B passes and facing each other in a manner (described in detail below) such that both surfaces of the metal strip B can be contacted with an aqueous electrolyte.
- the metal strip B runs through the space between the two surge nozzles 10, preferably vertically, in the descending transport direction. Alternatively or additionally using further surge nozzles, the metal strip B can also pass these in the ascending direction of transport.
- an alternating voltage is applied between the metal strip B and the electrodes (described in detail below) of the surge nozzles 10 .
- the device 1 has a power supply 3 which is set up to provide and apply the AC voltage.
- the power supply is electrically connected to the electrodes of the surge nozzles 10 and the metal strip B, for example via a conductive roller 2 .
- the electrolyte which is a cleaning liquid or cleaning solution, is an alkaline solution, for example.
- the dip pole plates P are immersed in an electrolyte bath in order to achieve an electrolytic cleaning effect when a voltage is applied between the dip pole plates P and the metal strip B.
- the partial representation of this conventional principle in the figure 1 serves to show the retrofitting of a conventional system. The conventional transport path of the metal strip B can thus be retained.
- the conventional dipping pole plates P and/or other components of the conventional system do not necessarily have to be dismantled, which means that conversion costs can be saved.
- the dipping pole plates P are deactivated, and an electrolyte bath is also dispensed with, since the cleaning is carried out solely by the surge nozzles 10 .
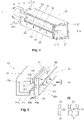
- the figure 2 shows in perspective such a surge nozzle 10 and its suspension or storage.
- the surge nozzle 10 has an elongate, for example cuboid, base body 20 .
- the base body 20 has one or more channels through which an electrolyte, supplied via tubes 11, flows and is distributed along the longitudinal extent of the surge nozzle 10.
- the base body 20 is hollow, as can be seen from the Figures 4 and 5 emerges.
- the base body 20 has one or more outlet openings 21 (cf. figure 4 ) through which the electrolyte can escape laterally from the base body 20.
- the base body 20 is made of a non-conductive material, preferably plastic.
- the surge nozzle 10 also has a surge opening 30, which is preferably a slit.
- the surge opening 30 can be formed by two nozzle plates 31 each having an elongated nozzle lip 32 facing each other, as in FIG figure 2 shown.
- the nozzle plates 31 are fastened to the base body 20 in such a way that the electrolyte exiting via the outlet opening 21 is discharged to the outside through the surge opening 30 .
- the two nozzle plates 31 are preferably designed to be adjustable, for example by being fitted with slotted holes 33 and corresponding screws 34 (cf. figure 5 ) are connected to the base body 20 and can be moved in such a way that the distance between the two nozzle lips 32, and thus the slot width, is adjustable.
- the nozzle plates 31 are made of a non-conductive material, preferably plastic. Due to their shape, the nozzle lips 32 decisively determine the shape or nature of the surge of electrolyte emerging through the nozzle opening 30 . For this reason, the nozzle plates 31 with their nozzle lips 32 are preferably provided to be exchangeable.
- An electrode 40 is provided between the base body 20 and the nozzle plates 31, which electrode has two electrode sections 40a and 40b in the present example.
- the position of the electrode sections 40a, 40b is particularly clear from the figure 5 and is described in detail below.
- the liquid electrolyte before it emerges from the surge opening 30, comes into contact with the electrode sections 40a, 40b.
- an AC voltage is applied between the electrode sections 40a, 40b and the metal strip B, which results in an ion current in the electrolyte, as a result of which the electrolytic cleaning effect on the surfaces of the metal strip B is achieved.
- the figure 2 shows an exemplary suspension or mounting of the same next to the surge nozzle 10 .
- the tubes 11 which are connected to the base body 20 on both sides (seen in the longitudinal direction), are held in a storage device 50 .
- the figure 3 shows an enlarged detail of the storage device 50, wherein two surge nozzles 10 are arranged with their surge openings 30 facing each other.
- the surge nozzles 10 are mounted such that they can be rotated or adjusted about their longitudinal axes, in that the tubes 11 are held, for example, by a detachable clamp 51 each.
- the storage can also be realized in other ways.
- the adjustability of the surge nozzle 10 or parts thereof along one or more degrees of freedom can be realized automatically by means of actuators (such as electric, magnetic, hydraulic, pneumatic, etc.). This also applies, for example, to the adjustability of the nozzle plates 31.
- the storage device 50 can have a screwable flange plate (no reference number), whereby the surge nozzle 10 in a simple manner from Cleaning tank can be decoupled. In this way, the surge nozzle 10 can be removed from the side of the cleaning tank for maintenance and repair work without dismantling other tank installations.
- Conventional taupole plates P can only be removed via the top space of the cleaning tank and thus require a time-consuming dismantling of the existing tank installations in the top space.
- FIGS. 4 and 5 12 are three-dimensional sectional views of an exemplary surge nozzle 10, with the section being taken perpendicular to the longitudinal axis. In the figure 5 the components are shown partially exploded.
- the electrode sections 40a, 40b extend essentially over the entire length of the base body 20 and are located on the side of the outlet opening 21.
- the electrode sections 40a, 40b also form an outlet opening 41 through which the electrolyte is discharged to the surge opening 30 and then to the outside .
- the electrode sections 40a, 40b each have a longitudinal edge 42a, 42b, which run parallel and form the outlet opening 41 as a slit. It should be pointed out that the electrode sections 40a, 40b can also be designed in a different way, for example as a one-piece electrode.
- the electrode sections 40a, 40b overlap the exit opening 21 of the base body 20 in such a way that the electrolyte comes into contact with them when exiting.
- the longitudinal edges 42a, 42b protrude beyond the corresponding longitudinal edges 21a, 21b of the outlet opening 21.
- the slit-like exit opening 21 of the base body 20 is narrower than the slit-like exit opening 41 formed by the two electrode sections 40a, 40b.
- the overlap distance d which denotes the distance between the longitudinal edge 42a of the electrode section 40a and the associated longitudinal edge 21a of the outlet opening 21 (analogous to longitudinal edges 42b and 21b) in the plane of the electrode 40, is in the range of 10 to 30 mm, for example, specifically approximately at 20mm.
- the slit-like surge opening 30 coincides with the outlet opening 41 or is narrower than this.
- the distance s between the nozzle lips 32 is preferably in the range from 2 to 6 mm, as a result of which a surge of electrolyte with a relatively low pressure can be achieved.
- the base body 20 can have a length of approximately 1,200 mm, for example.
- the nozzle lips 32 can be shaped differently for the direction and shape of the electrolyte surge, as can be seen from the figure section 5(I).
- the electrode sections 40a, 40b can each be stamped out of sheet metal and each have a connection section 43a and 43b, via which the electrode sections 40a, 40b are electrically contacted.
- the connection section 43a, 43b can be formed, for example, by bending over a sheet metal section of the electrode sections 40a, 40b and can have an opening for a screw connection.
- the positions of the two connecting sections 43a, 43b are preferably chosen in such a way that the most homogeneous possible treatment result is achieved. In the present exemplary embodiment, this is achieved in that the two connection sections 43a, 43b are arranged on opposite sides of the electrode sections 40a, 40b, viewed along the longitudinal extent of the surge nozzle 10. In this case, any electrical interference and influencing variables are compensated.
- the position and nature of the electrode sections 40a, 40b relative to the base body 20 is particularly clear from the three-dimensional representation of figure 6 emerges, in which the nozzle plates 31 are omitted.
- the surge nozzle 10, in particular its surge opening 30, is designed in such a way that the electrolyte can be discharged with a low pressure in comparison to conventional high-pressure nozzles.
- the electrolyte is brought into contact with the metal strip B as a gush.
- the electrolyte has a pressure of less than 100 mbar.
- an AC voltage is applied between the electrode sections 40a, 40b and the metal strip B, whereby not only a uniform cleaning of both sides of the metal strip B but also the electrolytic cleaning effect is achieved with a comparatively low energy consumption.
- the two-sided cleaning is preferably carried out simultaneously and at the same "place", i.e. there is no local and no time offset in the cleaning activities of the two sides of the belt. This contributes to a homogeneous cleaning result.
- the surge nozzles 10 presented here are particularly preferred for use in electrolytic cleaning lines for strip systems. They form an improved technique for substituting dip pole plates P and/or electrolytically acting high-pressure cleaning nozzles. “Cleaning” is understood here to mean in particular the removal of surface coatings such as metal particles (Fe/Al fines), oil and grease contamination, anti-corrosion oils, lubricating oils and/or deep-drawing aids that reduce the coefficient of friction.
- surface coatings such as metal particles (Fe/Al fines), oil and grease contamination, anti-corrosion oils, lubricating oils and/or deep-drawing aids that reduce the coefficient of friction.
- High current densities can be achieved on the metal strip B to be treated as a result of the surge-like ejection of the electrolyte, ie the ejection of the electrolyte at a pressure which is low in comparison with conventional high-pressure nozzles.
- the current at the electrode sections 40a, 40b is approximately 800 A with an applied voltage of approximately 20 V. This leads to a increased activity of the cleaning solution due to stronger turbulence and better mixing.
- the cleaning solution acts on a comparatively thin boundary layer in the transition between the cleaning solution and the strip surface, as a result of which the electrical current losses can be reduced.
- the specific energy consumption can be reduced.
Description
- Die Erfindung betrifft eine Vorrichtung und ein Verfahren zur elektrolytischen Behandlung, insbesondere Reinigung, eines Metallbands, das entlang einer Transportrichtung durch einen Behandlungsabschnitt der Vorrichtung transportiert und über eine Düse mit einer elektrolytischen Behandlungsflüssigkeit beaufschlagt wird.
- Die
DE 31 08 615 A1 beschreibt eine Vorrichtung zum elektrolytischen Behandeln eines Metallbands, insbesondere zum elektrolytischen Plattieren oder Entzundern der Oberflächen des Metallbands. - Zu diesem Zweck weist die Vorrichtung einen Elektrolysebehälter, in dem sich eine elektrolytische Flüssigkeit befindet, und mehrere Walzen auf, die entlang eines Transportwegs des Metallbands angeordnet sind. Das Metallband wird durch die Walzen zickzackartig umgelenkt und bewegt sich dabei durch den Elektrolysebehälter. Die Vorrichtung weist ferner paarweise angeordnete Elektrodenkissen auf, die parallel vorgesehen und einander zugewandt sind, so dass das Metallband zur elektrolytischen Behandlung vertikal zwischen diesen hindurch transportiert wird. Jedes Elektrodenkissen ist mit Schlitzen versehen, durch die der Elektrolyt mit einem hohen statischen Druck zur Oberfläche des Metallbands abgegeben wird. Zum Erzielen der elektrolytischen Entzunderungs- oder Plattierungswirkung wird eine Spannung zwischen dem Metallband, beispielsweise indem eine elektrisch leitende Walze kontaktiert wird, und den Elektrodenkissen angelegt.
- Die Elektrodenkissen der oben dargelegten Vorrichtung befinden sich außerhalb des Elektrolysebads. Alternativ können Tauchpolplatten teilweise oder im Wesentlichen vollständig in das Elektrolysebad eingetaucht sein, wie es in der
Fig. 1 derDE 31 08 615 A1 gezeigt ist. Beim Durchlauf durch den Elektrolyten wird das Metallband elektroplattiert oder elektrolytisch entzundert, indem eine Spannung zwischen dem Metallband als Kathode und einer Tauchpolplatte als Anode angelegt wird. Vorrichtungen mit Elektrolysebad und darin eingetauchten Elektroden sind auch aus derJP H05 195300 A JP H11 286185 A JP 2004 268517 A - Eine weitere Vorrichtung zum elektrolytischen Behandeln, beispielsweise Reinigen, eines Metallbands geht aus der
DE 102 12 436 A1 hervor. Auch hier findet die Behandlung des Metallbands während eines vertikalen Transports durch einen Behandlungsbereich statt. - Ferner sind Horizontalanlagen bekannt, welche die elektrolytische Behandlung am horizontal verlaufenden Metallband durchführen. So beschreibt die
DE 102 10 538 B4 das elektrolytische Behandeln, Metallisieren und Ätzen von Behandlungsgut, beispielsweise von Leiterplatten, in einer Horizontal-Durchlaufanlage. Eine Vorrichtung ähnlicher Bauart ist aus derJP 2011 246790 A - Die
EP 0 870 854 B1 beschreibt eine Vorrichtung zum elektrolytischen Reinigen eines Metallbands. Hierbei wird das zu reinigende Metallband zwischen gegenüberliegenden, einander zugewandten Düsen horizontal hindurchgeführt. Die Düsen sprühen eine alkalische wässrige Lösung beidseitig auf das Band, wobei eine der Düsen eine positive Elektrode und die andere Düse eine negative Elektrode ist. Im Anschluss daran wird das Metallband in einem Strahl sauberen Wassers mit Bürstenwalzen, die an Positionen in Transportrichtung des Bands neben den Düsen angeordnet sind, gebürstet. - Der Energiebedarf für das elektrolytische Behandeln eines Metallbands ist hoch.
- Zudem ist die Wartung einer solchen Anlage aufwändig.
- Darstellung der Erfindung
- Eine Aufgabe der Erfindung besteht darin, eine verbesserte Vorrichtung und ein verbessertes Verfahren zur elektrolytischen Behandlung, vorzugsweise Reinigung, eines Metallbands bereitzustellen.
- Gelöst wird die Aufgabe mit einer Vorrichtung mit den Merkmalen des Anspruchs 1 sowie einem Verfahren mit den Merkmalen des Anspruchs 9. Vorteilhafte Weiterbildungen folgen aus den Unteransprüchen, der folgenden Darstellung der Erfindung sowie der Beschreibung bevorzugter Ausführungsbeispiele.
- Die erfindungsgemäße Vorrichtung dient zum elektrolytischen Behandeln eines Metallbands mittels einer elektrolytischen Behandlungsflüssigkeit. Das Metallband wird zur Behandlung entlang einer Transportrichtung durch einen Behandlungsabschnitt transportiert. Der Transport des Metallbands kann beispielsweise über Rollen realisiert werden. Vorzugsweise dienen die Vorrichtung sowie das weiter unten dargelegte Verfahren zum elektrolytischen Reinigen des Metallbands mittels einer elektrolytischen Reinigungsflüssigkeit. Unter "Reinigen" wird hierbei insbesondere das Entfernen von Oberflächenbelegungen wie Metallpartikeln (Fe-/Al-fines), Öl- und Fettverunreinigungen, Korrosionsschutzölen, Schmierölen und/oder Reibwertvermindernden Tiefziehhilfsstoffen verstanden.
- Die Vorrichtung weist zumindest eine Schwalldüse auf, die eine Schwallöffnung und eine Elektrode hat, wobei erfindungsgemäß zumindest zwei Schwalldüsen vorhanden sind. Die Schwalldüse ist eingerichtet, um eine elektrolytische Behandlungsflüssigkeit, die vorzugsweise eine alkalische Lösung ist, mit der Elektrode in Kontakt zu bringen, aus der Schwallöffnung auszugeben und im Behandlungsabschnitt auf zumindest eine Oberfläche des Metallbands aufzubringen. Die Behandlungsflüssigkeit wird vorzugsweise mit einem geringen Druck, beispielsweise weniger als 100 mbar, auf das Metallband aufgebracht. Die Vorrichtung weist ferner eine Stromversorgung auf, die eingerichtet ist, um zwischen dem Metallband und der Elektrode eine Wechselspannung anzulegen.
- Durch die angelegte Wechselspannung in Verbindung mit einer Schwalldüse können am zu behandelnden Metallband hohe Stromdichten erzielt werden. Dies führt zu einer erhöhten Aktivität der Behandlungsflüssigkeit durch stärkere Turbulenzen und eine bessere Durchmischung. Gleichzeitig wirkt die Behandlungsflüssigkeit an einer dünnen Grenzschicht im Übergang zwischen der Behandlungsflüssigkeit und der Bandoberfläche, wodurch die elektrischen Stromverluste reduziert werden können. Auf diese Weise lässt sich der spezifische Energieverbrauch verringern. Die technischen Wirkungen werden durch das schwallartige Ausgeben der Behandlungsflüssigkeit, d.h. das Ausbringen der Behandlungsflüssigkeit mit einem im Vergleich zu Hochdruckdüsen vorzugsweise geringen Druck, unterstützt. Aufgrund des verringerten Streustroms wird zudem die Korrosionsneigung an metallischen Teilen der Vorrichtung verringert. Zudem kann auf herkömmliche Tauchpolplatten oder Hochdruckdüsen verzichtet werden, wodurch auch die Wartung und ggf. der Austausch solcher Komponenten entfällt. Dadurch wird nicht nur eine weitere Verringerung des Energieverbrauchs und Wartungsaufwands erreicht, sondern außerdem eine Optimierung der Verfügbarkeit der Vorrichtung. Die Montage und Demontage herkömmlicher Tauchpolplatten ist aufwendig. Demgegenüber ist die Schwalldüse, insbesondere bei Verwendung von Flanschplatten, auf einfache Weise vom Reinigungstank entkoppelbar. Auf diese Weise kann die Schwalldüse ohne Demontage weiterer Tankeinbauten für Wartungs- und Instandsetzungsarbeiten ggf. seitlich aus dem Reinigungstank entnommen und darin installiert werden. Die Elektroden der Schwalldüsen (analog die Tauchpolplatten) stellen aufgrund elektrolytischer Erosion und alkalischem Angriff durch die Behandlungsflüssigkeit Verschleißkomponenten dar, deren Austausch und Wartung in wiederkehrenden Zeitabständen sicherheits- und prozesstechnisch notwendig ist.
- Erfindungsgemäß weist die Vorrichtung zumindest zwei, besonders bevorzugt genau zwei, Schwalldüsen auf, die paarweise angeordnet sind, so dass sich der Behandlungsabschnitt zwischen zwei paarweise angeordneten Schwalldüsen befindet. Jede Schwalldüse weist in diesem Fall eine Schwallöffnung und eine Elektrode auf, ist ferner eingerichtet, um die elektrolytische Behandlungsflüssigkeit mit der Elektrode in Kontakt zu bringen, aus der zugehörigen Schwallöffnung auszugeben und im Behandlungsabschnitt auf zumindest eine Oberfläche des Metallbands aufzubringen. Die Schwallöffnungen zweier paarweise angeordneter Schwalldüsen sind hierbei einander zugewandt, so dass das durch den Behandlungsabschnitt tretende Metallband beidseitig mit Behandlungsflüssigkeit beaufschlagbar ist. Ferner ist die Stromversorgung gemäß dieser Ausführungsform eingerichtet, um zwischen dem Metallband und den Elektroden jeder der Schwalldüsen eine Wechselspannung anzulegen.
- Die obige bevorzugte Ausführungsform ermöglicht eine beidseitige und insbesondere gleichmäßige Behandlung des Metallbands. Zu diesem Zweck sind die Elektroden der paarweise angeordneten Schwalldüsen vorzugsweise symmetrisch zum Fluidstrom kontaktiert.
- Vorzugsweise ist die Vorrichtung so eingerichtet, dass das Metallband im Wesentlichen vertikal durch den Behandlungsabschnitt tritt. Vertikal bedeutet hierbei in Schwerkraftrichtung, wodurch die Behandlungsflüssigkeit auf zeitlich und räumlich definierte Weise entlang des Bands ablaufen kann. Auf ein Entfernen der Behandlungsflüssigkeit mittels Bürsten, Druckluft usw. kann somit verzichtet werden. Dies führt zu einer weiteren Optimierung des Energieverbrauchs und Wartungsaufwands der Vorrichtung.
- Vorzugsweise weist die Schwalldüse einen länglichen Grundkörper mit zumindest einer Austrittsöffnung auf, die vorzugsweise als Schlitz entlang der Längserstreckung des Grundkörpers ausgeführt ist, wobei die Elektrode so außen am Grundkörper angebracht ist, dass diese die Austrittsöffnung derart überlappt, dass die aus der Austrittsöffnung austretende Behandlungsflüssigkeit mit der Elektrode in Kontakt kommt. Auf diese Weise lässt sich die Behandlungsflüssigkeit durch eine konstruktiv einfache und zuverlässige Schwalldüse unter Wechselspannung setzen. Die Elektrode und der Grundkörper sind vorzugsweise lösbar miteinander verbunden, um die Beschaffenheit der Schwalldüse auf einfache Weise ändern und an die Behandlungsumgebung anpassen zu können. Der Grundkörper ist ferner vorzugsweise aus einem oder mehreren nicht-leitenden Materialen, beispielsweise Kunststoff, gefertigt.
- Vorzugsweise weist die Elektrode zwei Elektrodenabschnitte auf, die je eine Längskante haben, die so einander zugewandt sind, dass sie eine schlitzförmige Austrittsöffnung bilden. Die Elektrodenabschnitte sind zu diesem Zweck vorzugsweise zwei unabhängige Komponenten, die gleich, symmetrisch oder modulartig ausgeführt sein können. Auf diese Weise lässt sich die Kontaktfläche der Elektrode, d.h. jene Fläche, die mit der Behandlungsflüssigkeit elektrisch in Kontakt kommt, auf einfache Weise einstellen und optimieren. Die Einstellung der Kontaktfläche kann manuell oder durch einen oder mehrere Aktuatoren automatisch erfolgen, wodurch sich die Behandlungswirkung, der Energieverbrauch usw. ohne Demontage der Schwalldüse, beispielsweise während des Betriebs der Vorrichtung, optimieren lassen.
- Die Elektrodenabschnitte sind vorzugsweise als Betriebswechselteile in die Schwalldüse eingebaut und damit für eine schnelle und unkomplizierte Demontage und Montage ausgeführt. Damit lässt sich nicht nur die regelmäßige Wartung der Schwalldüse verbessern, sondern ein Werkstoffwechsel der Elektrodenabschnitte auf bekannte oder neu entwickelte Materialien mit optimierten Eigenschaften, etwa im Hinblick auf Standzeit und/oder elektrische Eigenschaften, lassen sich somit unter geringen Werkstoff- und Personalkosten umsetzen.
- Vorzugsweise weist die Schwalldüse ferner zumindest eine Düsenplatte auf, welche die Schwallöffnung ausbildet und so außen am Grundkörper angebracht ist, dass sich die Elektrode zwischen dem Grundkörper und der Düsenplatte befindet. Vorzugsweise weist die Schwalldüse zwei Düsenplatten auf, die jeweils eine Düsenlippe haben, die einander zugewandt sind, so dass die Schwallöffnung schlitzartig zwischen den Düsenlippen ausgebildet wird. Ferner können die Düsenplatten beispielsweise Langlöcher aufweisen, über die die Düsenplatten mittels Schrauben verstellbar am Grundkörper und/oder der Elektrode angebracht sind. Eine solche sandwichartige und ggf. mehrteilige Anordnung bieten eine Vielzahl an Einstellmöglichkeit, betreffend die Austrittscharakteristik und elektrische Kontaktierung der Behandlungsflüssigkeit, bei gleichzeitig zuverlässiger und wartungsarmer Konstruktion der Schwalldüse.
- Vorzugsweise ist die Schwalldüse um deren Längsachse drehbar gehalten, wodurch der Anströmwinkel der Behandlungsflüssigkeit zum Metallband einstellbar ist. Dies stellt einen weiteren Freiheitsgrad zur Optimierung der Behandlungswirkung, des Energieverbrauchs usw. dar.
- Die Elektrodenabschnitte verfügen vorzugsweise über je einen Anschlussabschnitt, über den diese jeweils elektrisch kontaktiert sind. Wenn die Elektrodenabschnitte etwa aus einem Blech ausgestanzt sind, können die Anschlussabschnitte beispielsweise durch Umbiegen eines Blechabschnitts ausgebildet werden. Die paarweise angeordneten Elektrodenabschnitte weisen gemäß diesem Ausführungsbeispiel je einen, d.h. insgesamt zwei, Anschlussabschnitt auf. Die Positionen der beiden Anschlussabschnitte sind hierbei vorzugsweise so gewählt, dass ein möglichst homogenes Behandlungsergebnis erzielt wird. Dies wird besonders dann erreicht, wenn die beiden Anschlussabschnitte an entgegengesetzten Seiten der Elektrodenabschnitte, entlang der Längserstreckung der Schwalldüse gesehen, angeordnet sind. In diesem Fall findet eine Kompensation etwaiger elektrischer Stör- und Einflussgrößen statt.
- Die oben dargelegten konstruktiven Ausführungsvarianten der Schwalldüse gelten analog für den Fall mehrerer Schwalldüsen.
- Das erfindungsgemäße Verfahren dient ebenfalls der elektrolytischen Behandlung, vorzugsweise Reinigung, eines Metallbands, das entlang einer Transportrichtung durch den Behandlungsabschnitt transportiert wird. Das Verfahren wird mit einer Vorrichtung gemäß einer der vorstehend dargelegten Ausführungsvarianten durchgeführt und weist auf: Kontaktieren einer elektrolytischen Behandlungsflüssigkeit mit der Elektrode jeder der Schwalldüsen, wobei zwischen der Elektrode und dem Metallband eine Wechselspannung angelegt ist; Ausbringen der Behandlungsflüssigkeit aus der Schwallöffnung jeder der Schwalldüsen; und Aufbringen der Behandlungsflüssigkeit im Behandlungsabschnitt auf eine entsprechende Oberfläche des Metallbands, so dass das durch den Behandlungsabschnitt tretende Metallband (B) beidseitig mit Behandlungsflüssigkeit beaufschlagt wird.
- Die Merkmale, technischen Wirkungen, Vorteile sowie Ausführungsbeispiele, die in Bezug auf die Vorrichtung beschrieben wurden, gelten analog für das Verfahren.
- Wenngleich die oben dargelegten Vorrichtungen und Verfahren besonders bevorzugt in elektrolytischen Reinigungslinien für Bandanlagen anwendbar sind, können sie auch zu einer anderweitigen Behandlung von Metallbändern dienen, sofern ein elektrolytisches Benetzen von Bandoberflächen umfasst ist. Die oben dargelegten Vorrichtungen und Verfahren bilden eine verbesserte Technik zur Substitution von Tauchpolplatten und/oder elektrolytisch wirkenden Hochdruck-Reinigungsdüsen. Herkömmliche Anlagen lassen sich somit besonders kostengünstig und auf konstruktiv einfache Weise nachrüsten.
- Weitere Vorteile und Merkmale der vorliegenden Erfindung sind aus der folgenden Beschreibung bevorzugter Ausführungsbeispiele ersichtlich. Die dort beschriebenen Merkmale können alleinstehend oder in Kombination mit einem oder mehreren der oben dargelegten Merkmale realisiert werden, insofern sich die Merkmale nicht widersprechen. Die folgende Beschreibung der bevorzugten Ausführungsbeispiele erfolgt mit Bezug auf die begleitenden Zeichnungen.
-
- Die
Figur 1 zeigt schematisch das Prinzip einer verbesserten elektrolytischen Reinigungsvorrichtung im Vergleich zu einem herkömmlichen Prinzip. - Die
Figur 2 ist eine dreidimensionale Darstellung einer Schwalldüse und deren Lagerung. - Die
Figur 3 zeigt einen Ausschnitt der Lagerung zweier Schwalldüsen, die einander zugewandt angeordnet sind. - Die
Figur 4 ist eine dreidimensionale geschnittene Ansicht einer Schwalldüse. - Die
Figur 5 ist eine schematische dreidimensionale Ansicht, die den Aufbau einer Schwalldüse auf eine auseinandergezogene Weise zeigt. - Die
Figur 6 ist eine dreidimensionale Darstellung einer Schwalldüse ohne Düsenplatten, woraus der Aufbau und die Lage der Elektroden hervorgehen. - Im Folgenden werden bevorzugte Ausführungsbeispiele anhand der Figuren beschrieben. Dabei sind gleiche, ähnliche oder gleichwirkende Elemente mit identischen Bezugszeichen versehen. Auf eine wiederholende Beschreibung dieser Elemente wird zudem teilweise verzichtet, um Redundanzen zu vermeiden.
- Die
Figur 1 zeigt eine Vorrichtung 1, die hier speziell zur Reinigung eines Metallbands B ausgelegt ist. - Die Vorrichtung 1 weist mehrere Rollen 2 auf, über die das Metallband B zickzackartig entlang einer Transportrichtung T transportiert wird. Die Vorrichtung 1 weist zwei Schwalldüsen 10 auf, zwischen denen das Metallband B hindurchtritt und die auf eine Weise einander zugewandt sind (weiter unten im Detail beschrieben), dass die beiden Oberflächen des Metallbands B mit einem wässrigen Elektrolyt beaufschlagbar sind. Das Metallband B durchläuft den Zwischenraum zwischen den beiden Schwalldüsen 10 vorzugsweise vertikal, in absteigender Transportrichtung. Alternativ oder zusätzlich unter Anwendung weiterer Schwalldüsen kann das Metallband B diese auch in aufsteigender Transportrichtung passieren.
- Zur elektrolytischen Reinigung wird zwischen dem Metallband B und den Elektroden (weiter unten im Detail beschrieben) der Schwalldüsen 10 eine Wechselspannung angelegt. Zu diesem Zweck weist die Vorrichtung 1 eine Stromversorgung 3 auf, die eingerichtet ist, um die Wechselspannung bereitzustellen und anzulegen. Die Stromversorgung ist dazu mit den Elektroden der Schwalldüsen 10 und dem Metallband B, beispielsweise über eine leitfähige Rolle 2, elektrisch verbunden.
- Der Elektrolyt, der eine Reinigungsflüssigkeit oder Reinigungslösung ist, ist beispielsweise eine alkalische Lösung.
- Es sei darauf hingewiesen, dass die in der
Figur 1 dargestellte Form des Transports nicht unbedingt erforderlich ist, insbesondere kann auf ein mehrmaliges Umlenken des Metallbands B über Rollen 2 verzichtet werden, da das verbesserte Reinigungsprinzip ohne mehrere paarweise angeordnete Tauchpolplatten auskommt, die in derFigur 1 mit dem Bezugszeichen P bezeichnet sind. Gemäß einem herkömmlichen Prinzip tauchen die Tauchpolplatten P in ein Elektrolytbad ein, um bei angelegter Spannung zwischen den Tauchpolplatten P und dem Metallband B eine elektrolytische Reinigungswirkung zu erzielen. Die teilweise Darstellung dieses herkömmlichen Prinzips in derFigur 1 dient dazu, die Nachrüstbarkeit einer herkömmlichen Anlage zu zeigen. So kann der herkömmliche Transportweg des Metallbands B beibehalten werden. Ebenso müssen die herkömmlichen Tauchpolplatten P und/oder andere Komponenten der herkömmlichen Anlage nicht unbedingt demontiert werden, wodurch sich Umrüstkosten sparen lassen. Allerdings sind die Tauchpolplatten P deaktiviert, ebenso wird auf ein Elektrolytbad verzichtet, da die Reinigung allein von den Schwalldüsen 10 durchgeführt wird. - Die
Figur 2 zeigt auf perspektivische Weise eine solche Schwalldüse 10 und deren Aufhängung bzw. Lagerung. - Die Schwalldüse 10 weist einen länglichen, beispielsweise quaderförmigen, Grundkörper 20 auf. Der Grundkörper 20 weist im Innern einen oder mehrere Kanäle auf, durch die ein Elektrolyt, zugeführt über Rohre 11, strömt und entlang der Längserstreckung der Schwalldüse 10 verteilt wird. Im einfachsten Fall ist der Grundkörper 20 hohl, wie es aus den
Figuren 4 und 5 hervorgeht. Der Grundkörper 20 weist eine oder mehrere Austrittsöffnungen 21 (vgl.Figur 4 ) auf, durch welche der Elektrolyt seitlich aus dem Grundkörper 20 austreten kann. Der Grundkörper 20 ist aus einem nicht-leitenden Material, vorzugsweise Kunststoff, gefertigt. - Die Schwalldüse 10 weist ferner eine Schwallöffnung 30 auf, die vorzugsweise ein Schlitz ist. Die Schwallöffnung 30 kann dadurch ausgebildet werden, dass zwei Düsenplatten 31 mit jeweils einer länglichen Düsenlippe 32 einander zugewandt sind, wie in der
Figur 2 gezeigt. Die Düsenplatten 31 sind so am Grundkörper 20 befestigt, dass der über die Austrittsöffnung 21 austretende Elektrolyt durch die Schwallöffnung 30 nach außen abgegeben wird. Die beiden Düsenplatten 31 sind vorzugsweise verstellbar konstruiert, beispielsweise indem sie über Langlöcher 33 und entsprechende Schrauben 34 (vgl.Figur 5 ) mit dem Grundkörper 20 verbunden und so verschiebbar sind, dass der Abstand zwischen den beiden Düsenlippen 32, somit die Schlitzbreite, verstellbar ist. Die Düsenplatten 31 sind aus einem nicht-leitenden Material, vorzugsweise Kunststoff, gefertigt. Die Düsenlippen 32 bestimmen durch ihre Form maßgeblich die Form oder Beschaffenheit des durch die Düsenöffnung 30 austretenden Elektrolytschwalls. Aus diesem Grund sind die Düsenplatten 31 mit ihren Düsenlippen 32 vorzugsweise auswechselbar vorgesehen. - Zwischen dem Grundkörper 20 und den Düsenplatten 31 ist eine Elektrode 40 vorgesehen, die im vorliegenden Beispiel zwei Elektrodenabschnitte 40a und 40b aufweist. Die Lage der Elektrodenabschnitte 40a, 40b geht besonders deutlich aus der
Figur 5 hervor und ist weiter unten im Detail beschrieben. Zunächst sei nur darauf hingewiesen, dass der flüssige Elektrolyt, bevor er aus der Schwallöffnung 30 austritt, mit den Elektrodenabschnitten 40a, 40b in Kontakt kommt. Zwischen den Elektrodenabschnitten 40a, 40b und dem Metallband B wird zum elektrolytischen Reinigen eine Wechselspannung angelegt, die einen lonenstrom im Elektrolyt zur Folge hat, wodurch die elektrolytische Reinigungswirkung auf den Oberflächen des Metallbands B erzielt wird. - Die
Figur 2 zeigt neben der Schwalldüse 10 eine beispielshafte Aufhängung oder Lagerung derselben. Zu diesem Zweck sind die Rohre 11, die beidseitig (in Längserstreckung gesehen) mit dem Grundkörper 20 verbunden sind, in einer Lagerungsvorrichtung 50 gehalten. DieFigur 3 zeigt einen vergrößerten Ausschnitt der Lagerungsvorrichtung 50, wobei zwei Schwalldüsen 10 mit ihren Schwallöffnungen 30 einander zugewandt angeordnet sind. - Die Schwalldüsen 10 sind hierbei drehbar bzw. um deren Längsachsen verstellbar gelagert, indem die Rohre 11 beispielsweise von je einer lösbaren Schelle 51 gehalten werden. Selbstverständlich kann die Lagerung auch auf andere Weise realisiert werden. Insbesondere kann die Verstellbarkeit der Schwalldüse 10 oder Teile derselben entlang eines oder mehrerer Freiheitsgrade automatisch mittels Aktuatoren (etwa elektrisch, magnetisch, hydraulisch, pneumatisch usw.) realisiert werden. Dies gilt beispielsweise auch für die Verstellbarkeit der Düsenplatten 31.
- Die Lagerungsvorrichtung 50 kann eine verschraubbare Flanschplatte (ohne Bezugszeichen) aufweisen, wodurch die Schwalldüse 10 auf einfache Weise vom Reinigungstank entkoppelbar ist. Auf diese Weise kann die Schwalldüse 10 ohne Demontage weiterer Tankeinbauten für Wartungs- und Instandsetzungsarbeiten seitlich aus dem Reinigungstank entnommen werden. Herkömmliche Taupolplatten P können nur über den Kopfraum des Reinigungstanks entnommen werden und bedingen damit eine zeitaufwändige Demontage der vorhandenen Tankeinbauten im Kopfraum.
- Die
Figuren 4 und 5 sind dreidimensionale geschnittene Ansichten einer beispielhaften Schwalldüse 10, wobei der Schnitt senkrecht zur Längsachse vorgenommen ist. In derFigur 5 sind die Komponenten teilweise auseinandergezogen dargestellt. - Aus der
Figur 5 geht besonders deutlich die sandwichartige Anordnung der Elektrodenabschnitte 40a, 40b hervor, die zwischen dem Grundkörper 20 und den Düsenplatten 31 vorgesehen sind. Die Elektrodenabschnitte 40a, 40b erstrecken sich im Wesentlichen über die gesamte Länge des Grundkörpers 20 und befinden sich an der Seite der Austrittsöffnung 21. Die Elektrodenabschnitte 40a, 40b bilden ebenfalls eine Austrittsöffnung 41, durch die der Elektrolyt zur Schwallöffnung 30 und dann nach außen abgegeben wird. Im vorliegenden Beispiel weisen die Elektrodenabschnitte 40a, 40b jeweils eine Längskante 42a, 42b auf, die parallel verlaufen und die Austrittsöffnung 41 als Schlitz bilden. Es sei darauf hingewiesen, dass die Elektrodenabschnitte 40a, 40b auch auf andere Weise, etwa als einstückige Elektrode, ausgebildet sein können. Wichtig ist, dass die Elektrodenabschnitte 40a, 40b die Austrittsöffnung 21 des Grundkörpers 20 so überlappen, dass der Elektrolyt beim Austritt mit diesen in Kontakt kommt. Im vorliegenden Ausführungsbeispiel stehen die Längskanten 42a, 42b über die entsprechenden Längskanten 21a, 21b der Austrittsöffnung 21 hervor. In anderen Worten, die schlitzartige Austrittsöffnung 21 des Grundkörpers 20 ist schmaler als die schlitzartige Austrittsöffnung 41, die von den beiden Elektrodenabschnitten 40a, 40b gebildet wird. - So liegt der Überlappungsabstand d, der den Abstand zwischen der Längskante 42a des Elektrodenabschnitts 40a und der zugehörigen Längskante 21a der Austrittsöffnung 21 (analog Längskannten 42b und 21b) in der Ebene der Elektrode 40 bezeichnet, beispielsweise im Bereich von 10 bis 30 mm, speziell etwa bei 20 mm. Die schlitzartige Schwallöffnung 30 stimmt mit der Austrittsöffnung 41 überein oder ist schmaler als diese. Vorzugsweise liegt der Abstand s zwischen den Düsenlippen 32 im Bereich von 2 bis 6 mm, wodurch ein Elektrolytschwall relativ geringen Drucks erzielbar ist. Der Grundkörper 20 kann beispielsweise eine Länge von etwa 1.200 mm betragen. In diesem Fall beträgt die Kontaktfläche der Elektrode 40, d.h. jene Fläche, die mit dem Elektrolyt beim Austritt in Kontakt kommt, bei einem Überlappungsabstand von d = 20mm ca. 24.200 mm2.
- Zur Richtungs- und Formgebung des Elektrolytschwalls können die Düsenlippen 32 unterschiedlich geformt sein, wie dies aus dem Figurenausschnitt 5(I) hervorgeht.
- Die Elektrodenabschnitte 40a, 40b können jeweils aus einem Blech ausgestanzt sein und über je einen Anschlussabschnitt 43a und 43b verfügen, über den die Elektrodenabschnitte 40a, 40b elektrisch kontaktiert werden. Der Anschlussabschnitt 43a, 43b kann beispielsweise durch Umbiegen eines Blechabschnitts der Elektrodenabschnitte 40a, 40b ausgebildet werden und eine Öffnung für eine Schraubverbindung aufweisen.
- Die Positionen der beiden Anschlussabschnitte 43a, 43b sind hierbei vorzugsweise so gewählt, dass ein möglichst homogenes Behandlungsergebnis erzielt wird. Dies wird im vorliegenden Ausführungsbeispiel dadurch erreicht, dass die beiden Anschlussabschnitte 43a, 43b an entgegengesetzten Seiten der Elektrodenabschnitte 40a, 40b, entlang der Längserstreckung der Schwalldüse 10 gesehen, angeordnet sind. In diesem Fall findet eine Kompensation etwaiger elektrischer Stör- und Einflussgrößen statt.
- Die Lage und Beschaffenheit der Elektrodenabschnitte 40a, 40b relativ zum Grundkörper 20 geht besonders deutlich aus der dreidimensionalen Darstellung der
Figur 6 hervor, bei der die Düsenplatten 31 weggelassen sind. - Die Schwalldüse 10, insbesondere deren Schwallöffnung 30, ist so beschaffen, dass der Elektrolyt mit einem geringen Druck ausgebracht werden kann, im Vergleich zu herkömmlichen Hochdruckdüsen. Der Elektrolyt wird als Schwall mit dem Metallband B in Kontakt gebracht. So weist der Elektrolyt beispielsweise einen Druck von weniger als 100 mbar auf. Ferner wird zwischen den Elektrodenabschnitten 40a, 40b und dem Metallband B eine Wechselspannung angelegt, wodurch nicht nur eine gleichmäßige Reinigung beider Seiten des Metallbands B sondern die elektrolytische Reinigungswirkung zudem bei einem vergleichsweise geringen Energieverbrauch erzielt wird. Die beidseitige Reinigung wird vorzugsweise gleichzeitig und am gleichen "Ort" durchgeführt, d.h. es finden kein lokaler und kein zeitlicher Versatz der Reinigungsaktivitäten der beiden Bandseiten statt. Dies trägt zu einem homogenen Reinigungsergebnis bei.
- Die hier dargelegten Schwalldüsen 10 dienen besonders bevorzugt zur Anwendung in elektrolytischen Reinigungslinien für Bandanlagen. Sie bilden eine verbesserte Technik zur Substitution von Tauchpolplatten P und/oder elektrolytisch wirkenden Hochdruck-Reinigungsdüsen. Unter "Reinigung" wird hierbei insbesondere das Entfernen von Oberflächenbelegungen wie Metallpartikeln (Fe-/Al-fines), Öl- und Fettverunreinigungen, Korrosionsschutzölen, Schmierölen und/oder Reibwert-verminderndem Tiefziehhilfsstoffen verstanden.
- Durch das schwallartige Ausstoßen des Elektrolyts, d.h. das Ausbringen des Elektrolyts mit einem im Vergleich zu herkömmlichen Hochdruckdüsen geringen Druck, können am zu behandelnden Metallband B hohe Stromdichten erzielt werden. Beispielsweise beträgt der Strom an den Elektrodenabschnitten 40a, 40b ca. 800 A bei einer angelegten Spannung von ca. 20 V. Dies führt zu einer erhöhten Aktivität der Reinigungslösung durch stärkere Turbulenzen und eine bessere Durchmischung. Gleichzeitig wirkt die Reinigungslösung an einer vergleichsweise dünnen Grenzschicht im Übergang zwischen der Reinigungslösung und der Bandoberfläche, wodurch die elektrischen Stromverluste reduziert werden können. In Verbindung mit der Anwendung von Wechselspannung statt Gleichspannung lässt sich der spezifische Energieverbrauch verringern.
- Soweit anwendbar, können alle einzelnen Merkmale, die in den Ausführungsbeispielen dargestellt sind, miteinander kombiniert und/oder ausgetauscht werden, ohne den Bereich der Erfindung zu verlassen.
-
- 1
- Vorrichtung
- 2
- Rolle
- 3
- Stromversorgung
- 10
- Schwalldüse
- 11
- Rohr
- 20
- Grundkörper
- 21
- Austrittsöffnung
- 21a
- Längskante
- 21b
- Längskante
- 30
- Schwallöffnung
- 31
- Düsenplatte
- 32
- Düsenlippe
- 33
- Langloch
- 34
- Schraube
- 40
- Elektrode
- 40a
- Elektrodenabschnitt
- 40b
- Elektrodenabschnitt
- 41
- Austrittsöffnung
- 42a
- Längskante
- 42b
- Längskante
- 43a
- Anschlussabschnitt
- 43b
- Anschlussabschnitt
- 50
- Lagerungsvorrichtung
- 51
- Schelle
- B
- Metallband
- T
- Transportrichtung des Metallbands
- P
- Tauchpolplatte
- d
- Überlappungsabstand
- s
- Schlitzbreite der Schwallöffnung
Claims (12)
- Vorrichtung (1) zur elektrolytischen Behandlung, vorzugsweise Reinigung, eines Metallbands (B), das entlang einer Transportrichtung (T) durch einen Behandlungsabschnitt der Vorrichtung (1) transportierbar ist, wobei die Vorrichtung (1) aufweist:zumindest zwei Schwalldüsen (10), die paarweise angeordnet sind, so dass sich der Behandlungsabschnitt zwischen zwei paarweise angeordneten Schwalldüsen (10) befindet, wobeijede der Schwalldüsen (10) eine Schwallöffnung (30) und eine Elektrode (40) aufweist, ferner eingerichtet ist, um eine elektrolytische Behandlungsflüssigkeit mit der entsprechenden Elektrode (40) in Kontakt zu bringen, aus der entsprechenden Schwallöffnung (30) auszugeben und im Behandlungsabschnitt auf zumindest eine Oberfläche des Metallbands (B) aufzubringen, unddie Schwallöffnungen (30) zweier paarweise angeordneter Schwalldüsen (10) einander zugewandt sind, so dass das durch den Behandlungsabschnitt tretende Metallband (B) beidseitig mit Behandlungsflüssigkeit beaufschlagbar ist,gekennzeichnet durcheine Stromversorgung (3), die eingerichtet ist, um zwischen dem Metallband (B) und den Elektroden (40) jeder der Schwalldüsen (10) eine Wechselspannung anzulegen.
- Vorrichtung (1) nach Anspruch 1, dadurch gekennzeichnet, dass diese so eingerichtet ist, dass das Metallband (B) vertikal durch den Behandlungsabschnitt tritt.
- Vorrichtung (1) nach einem der vorigen Ansprüche, dadurch gekennzeichnet, dass jede der Schwalldüsen (10) einen länglichen Grundkörper (20) mit zumindest einer Austrittsöffnung (21), vorzugsweise als Schlitz entlang der Längserstreckung des Grundkörpers (20) ausgebildet, aufweist, wobei die Elektrode (40) so außen am Grundkörper (20) angebracht ist, dass diese die Austrittsöffnung (21) derart überlappt, dass die aus der Austrittsöffnung (21) austretende Behandlungsflüssigkeit mit der Elektrode (40) in Kontakt kommt.
- Vorrichtung (1) nach Anspruch 3, dadurch gekennzeichnet, dass die Elektrode (40) zwei Elektrodenabschnitte (40a, 40b) aufweist, die je eine Längskante (42a, 42b) aufweisen, die so einander zugewandt sind, dass sie eine schlitzförmige Austrittsöffnung (41) ausbilden.
- Vorrichtung (1) nach Anspruch 4, dadurch gekennzeichnet, dass die Elektrodenabschnitte (40a, 40b) je einen Anschlussabschnitt (43a, 43b) zur elektrischen Kontaktierung aufweisen, wobei die beiden Anschlussabschnitte (43a, 43b) an entgegengesetzten Seiten der Elektrodenabschnitte (40a, 40b), entlang der Längserstreckung der Schwalldüse (10) gesehen, angeordnet sind.
- Vorrichtung (1) nach einem der Ansprüche 3 bis 5, dadurch gekennzeichnet, dass jede der Schwalldüsen (10) ferner zumindest eine Düsenplatte (31) aufweist, welche die Schwallöffnung (30) ausbildet und so außen am Grundkörper (20) angebracht ist, dass sich die Elektrode (40) zwischen dem Grundkörper (20) und der Düsenplatte (31) befindet.
- Vorrichtung (1) nach Anspruch 6, dadurch gekennzeichnet, dass jede der Schwalldüsen (10) zwei Düsenplatten (31) aufweist, die jeweils eine Düsenlippe (32) haben, die einander zugewandt sind, so dass die Schwallöffnung (30) schlitzartig zwischen den Düsenlippen (32) ausgebildet wird, wobei die Düsenplatten (31) vorzugsweise Langlöcher (33) aufweisen, über die die Düsenplatten (31) mittels Schrauben (34) verstellbar am Grundkörper (20) und/oder der Elektrode (40) angebracht sind.
- Vorrichtung (1) nach einem der vorigen Ansprüche, dadurch gekennzeichnet, dass jede der Schwalldüsen (10) um deren Längsachse drehbar gehalten ist.
- Verfahren zur elektrolytischen Behandlung, vorzugsweise Reinigung, eines Metallbands (B), das entlang einer Transportrichtung (T) durch einen Behandlungsabschnitt transportiert wird, wobei das Verfahren mit einer Vorrichtung (1) nach einem der Ansprüche 1 bis 9 durchgeführt wird und aufweist:Kontaktieren einer elektrolytischen Behandlungsflüssigkeit mit der Elektrode (40) jeder der Schwalldüsen (10);Ausbringen der Behandlungsflüssigkeit aus der Schwallöffnung (30) jeder der Schwalldüsen (10); undAufbringen der Behandlungsflüssigkeit im Behandlungsabschnitt auf eine entsprechende Oberfläche des Metallbands (B), so dass das durch den Behandlungsabschnitt tretende Metallband (B) beidseitig mit Behandlungsflüssigkeit beaufschlagt wirddadurch gekennzeichnet, dasszwischen der Elektrode (40) und dem Metallband (B) eine Wechselspannung angelegt ist.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass das Metallband (B) vertikal durch den Behandlungsabschnitt transportiert wird.
- Verfahren nach Anspruch 9 oder 10, dadurch gekennzeichnet, dass die Behandlungsflüssigkeit mit einem Druck von weniger als 100 mbar auf das Metallband (B) aufgebracht wird.
- Verfahren nach einem der Ansprüche 9 bis 11, dadurch gekennzeichnet, dass
die Behandlungsflüssigkeit eine alkalische Lösung ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018201015 | 2018-01-23 | ||
| DE102018215809.6A DE102018215809A1 (de) | 2018-01-23 | 2018-09-18 | Vorrichtung und Verfahren zur elektrolytischen Behandlung eines Metallbandes |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3514263A2 EP3514263A2 (de) | 2019-07-24 |
| EP3514263A3 EP3514263A3 (de) | 2019-10-16 |
| EP3514263B1 true EP3514263B1 (de) | 2022-11-09 |
Family
ID=65199323
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19152914.8A Active EP3514263B1 (de) | 2018-01-23 | 2019-01-21 | Vorrichtung und verfahren zur elektrolytischen behandlung eines metallbands |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3514263B1 (de) |
| ES (1) | ES2937690T3 (de) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3108615C2 (de) * | 1980-03-07 | 1984-09-27 | Nippon Steel Corp., Tokio / Tokyo | Vorrichtung und Verfahren zum elektrolytischen Behandeln eines Metallbandes |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05195300A (ja) * | 1992-01-23 | 1993-08-03 | Fuji Photo Film Co Ltd | 電解処理装置 |
| EP0870854B1 (de) | 1997-04-10 | 2002-01-16 | Hotani Co., Ltd. | Verfahren und Vorrichtung zur Reinigung von Metallbändern |
| JP3705527B2 (ja) * | 1998-04-02 | 2005-10-12 | 富士写真フイルム株式会社 | 平版印刷版用支持体の電解処理装置 |
| DE19844832A1 (de) * | 1998-09-30 | 2000-04-13 | Kai Greising | Verfahren und Vorrichtung zum Reinigen von Metalloberflächen |
| DE10210538B4 (de) | 2002-03-05 | 2004-11-18 | Atotech Deutschland Gmbh | Horizontal-Durchlaufanlage und Verfahren zum galvanotechnischen Behandeln von Behandlungsgut |
| DE10212436B4 (de) | 2002-03-21 | 2005-03-03 | Sms Demag Ag | Vorrichtung zur Behandlung von strangförmigem metallischen Gut und ihre Verwendung |
| JP2004268517A (ja) * | 2003-03-11 | 2004-09-30 | Fuji Photo Film Co Ltd | 平版印刷版支持体の製造方法 |
| JP2011246790A (ja) * | 2010-05-28 | 2011-12-08 | Nippon Steel Corp | 金属帯の連続電解エッチング方法及び連続電解エッチング装置 |
-
2019
- 2019-01-21 ES ES19152914T patent/ES2937690T3/es active Active
- 2019-01-21 EP EP19152914.8A patent/EP3514263B1/de active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3108615C2 (de) * | 1980-03-07 | 1984-09-27 | Nippon Steel Corp., Tokio / Tokyo | Vorrichtung und Verfahren zum elektrolytischen Behandeln eines Metallbandes |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2937690T3 (es) | 2023-03-30 |
| EP3514263A3 (de) | 2019-10-16 |
| EP3514263A2 (de) | 2019-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102012018393B4 (de) | Serielles Galvanisierungssystem | |
| EP1828441B1 (de) | Elektrotauchlackieranlage | |
| EP1051886A2 (de) | Vorrichtung zum elektrolytischen behandeln von leiterplatten und leiterfolien | |
| EP0059787B1 (de) | Vorrichtung zum partiellen Galvanisieren von zu elektrisch leitenden Bändern, Streifen oder dgl. zusammengefassten Teilen im Durchlaufverfahren | |
| EP1007766B1 (de) | Vorrichtung und verfahren zum vergleichmässigen der dicke von metallschichten an elektrischen kontaktierstellen auf behandlungsgut | |
| DE3108615C2 (de) | Vorrichtung und Verfahren zum elektrolytischen Behandeln eines Metallbandes | |
| DE4324330A1 (de) | Verfahren zum elektrolytischen Behandeln von insbesondere flachem Behandlungsgut, sowie Anordnung, insbesondere zur Durchführung des Verfahrens | |
| DE19713647A1 (de) | Vorrichtung zum galvanischen Abscheiden eines ein- oder beidseitigen Metall- oder Legierungsüberzuges auf einem Metallband | |
| DE3440457C2 (de) | Vorrichtung zur kontinuierlichen elektrolytischen Abscheidung einer Abdeckmetallschicht auf einem Metallband und Verwendung einer solchen Vorrichtung | |
| DE3246574C2 (de) | Vorrichtung zur elektrostatischen Spritzlackierung | |
| DE19717489B4 (de) | Anordnung zur elektrogalvanischen Metallbeschichtung eines Bandes | |
| EP3514263B1 (de) | Vorrichtung und verfahren zur elektrolytischen behandlung eines metallbands | |
| DE3017079A1 (de) | Vorrichtung zum elektroplattieren | |
| EP0038447A1 (de) | Vorrichtung zum partiellen Galvanisieren von leitenden oder leitend gemachten Oberflächen | |
| DE19633797B4 (de) | Vorrichtung zum Galvanisieren von elektronischen Leiterplatten oder dergleichen | |
| DE102018215809A1 (de) | Vorrichtung und Verfahren zur elektrolytischen Behandlung eines Metallbandes | |
| DE4127740C2 (de) | ||
| WO1998007904A1 (de) | Vorrichtung zum galvanisieren von leiterplatten | |
| WO1990008209A1 (de) | Vorrichtung zum elektrolytischen abscheiden von metallen auf einer oder beiden seiten von bändern | |
| DE4103171C1 (de) | ||
| DE2548414A1 (de) | Verfahren und vorrichtung zur elektrophoretischen beschichtung von gegenstaenden | |
| DE60302560T2 (de) | Durchlaufmetallisierungsanlage und verfahren zum elektrolytischen metallisieren von werkstücken | |
| DE102004025827B3 (de) | Vorrichtung zum elektrischen Kontaktieren von ebenem Behandlungsgut in Durchlaufanlagen | |
| EP3015573B1 (de) | Anlage zum galvanisieren eines bandes | |
| DE10228400B4 (de) | Vorrichtung zum Galvanisieren von elektronischen Leiterplatten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190121 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C25F 7/00 20060101AFI20190906BHEP Ipc: C25F 1/00 20060101ALI20190906BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20191122 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20220523 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1530417 Country of ref document: AT Kind code of ref document: T Effective date: 20221115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019006180 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20221109 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2937690 Country of ref document: ES Kind code of ref document: T3 Effective date: 20230330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230309 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230209 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230124 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230309 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230210 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230228 Year of fee payment: 5 Ref country code: DE Payment date: 20230123 Year of fee payment: 5 Ref country code: BE Payment date: 20230119 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20230405 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019006180 Country of ref document: DE |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230707 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230121 |
|
| 26N | No opposition filed |
Effective date: 20230810 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230121 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230209 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240227 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240122 Year of fee payment: 5 Ref country code: AT Payment date: 20240122 Year of fee payment: 6 |