EP2762241B1 - Hot slab shape control equipment and shape control method - Google Patents
Hot slab shape control equipment and shape control method Download PDFInfo
- Publication number
- EP2762241B1 EP2762241B1 EP12843671.4A EP12843671A EP2762241B1 EP 2762241 B1 EP2762241 B1 EP 2762241B1 EP 12843671 A EP12843671 A EP 12843671A EP 2762241 B1 EP2762241 B1 EP 2762241B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- slab
- width
- rolling mill
- shape control
- horizontal rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000000034 method Methods 0.000 title claims description 33
- 238000005096 rolling process Methods 0.000 claims description 134
- 230000009467 reduction Effects 0.000 claims description 55
- 238000003825 pressing Methods 0.000 claims description 40
- 230000001603 reducing effect Effects 0.000 claims description 17
- 238000010438 heat treatment Methods 0.000 claims description 11
- 238000011144 upstream manufacturing Methods 0.000 claims description 8
- 238000000605 extraction Methods 0.000 claims description 5
- 238000004513 sizing Methods 0.000 description 19
- 230000000052 comparative effect Effects 0.000 description 18
- 241000251468 Actinopterygii Species 0.000 description 14
- 238000007688 edging Methods 0.000 description 12
- 230000000669 biting effect Effects 0.000 description 9
- 230000000694 effects Effects 0.000 description 9
- 230000008859 change Effects 0.000 description 7
- 230000007935 neutral effect Effects 0.000 description 7
- 230000006872 improvement Effects 0.000 description 6
- 238000009749 continuous casting Methods 0.000 description 5
- 238000007796 conventional method Methods 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 238000005098 hot rolling Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J1/00—Preparing metal stock or similar ancillary operations prior, during or post forging, e.g. heating or cooling
- B21J1/02—Preliminary treatment of metal stock without particular shaping, e.g. salvaging segregated zones, forging or pressing in the rough
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/02—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling heavy work, e.g. ingots, slabs, blooms, or billets, in which the cross-sectional form is unimportant ; Rolling combined with forging or pressing
- B21B1/026—Rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B15/00—Arrangements for performing additional metal-working operations specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B15/0035—Forging or pressing devices as units
Definitions
- the present invention relates to shape control equipment and a shape control method for a hot slab. Specifically, the present invention relates to a shape control equipment and a shape control method for a hot slab that control a plain view pattern of top and tail ends of slab when a thickness and a width of a slab produced by continuous casting are shaped so as to reduce crop loss and that reduce a local thickness increase at the width center of the top end of the slab so as to solve a problem of reducing pass number of rough rolling and conveying trouble.
- the casting speed of a slab casted by a continuous casting machine hardly depends on the slab width. Therefore, in order to improve productivity, a method for casting a slab with a large width and reducing the width of the slab to a predetermined slab width corresponding to the product width in a hot-rolling line.
- a sizing mill and a sizing press have been developed and are used.
- This sizing mill is a device that performs slab-width rolling with rolling rolls mutually opposed on both sides in a slab width direction. However, the contact length of the rolls and the slab is short. Therefore, shear deformation to end portions of the slab width is large.
- the sizing press has been developed so as to achieve significant improvement in the yield.
- width reducing load is approximately proportional to the contact length between the slab and the mold. Accordingly, from the aspect of load limitation of the equipment, the width is changed up to about 300 mm.
- the width of a typical hot-rolled steel strip product varies from about 700 mm to 2200 mm. Even in the case where the sizing press device is utilized in the hot-rolling line, it is necessary to cast slabs with widths at a plurality of levels by other chances in the continuous casting process.
- the following two problems occur in the sizing press processing.
- One of the problems is a problem A that heavy width reduction increases the slab-top-end width and increases the pass number of rough rolling after the width press, thus reducing production efficiency.
- Another problem is a problem B that a slab non-constant portion (both end portions in the longitudinal direction) cannot be formed to have a plain view pattern in a rectangular shape and crop loss increases after rough rolling as illustrated in FIG. 14 , thus deteriorating yield.
- a known method A increases a mold inclined angle ⁇ illustrated in FIG. 15 and controls the increased thickness position in the slab thickness direction so as to prevent the thickness increase (see Patent Literature 1).
- a known method B illustrated in FIG 16 adjusts a contact length L between the slab and the mold so as to adjust the shapes of the top and tail ends (see Patent Literature 2).
- Patent Literature 3 As a method for expanding the amount of the width change of the continuous-casting slab while reducing the concave shape referred to as a fish tail, which causes deterioration in yield, in the top and tail ends without increasing the load on the equipment, a method that is a combination of the sizing mill and the sizing press has been proposed (see Patent Literature 3). This is a method for changing the width of a constant portion by the sizing mill after preforming the top and tail ends of slab by the sizing press in advance so as to prevent the fish tail. This achieves a large width change of about 650 mm. When preforming by the sizing press significantly changes the width, the thickness of the top end of the slab increases and the slab collides with the roll for conveyance. This makes the conveyance difficult. Accordingly, a device that is devised to mechanically correct the top end of the slab by a lower roll, which is disposed on a conveyor line and can apply upward load, and this device is operated (see Patent Literature 4).
- JP S55 5103 A discloses an edging method for a slab wherein, when the breadth of the slab is to be greatly reduced by the hot rolling pass, the side press machine consisting of well-known couple of anvils are employed.
- the employed couple of anvils is provided with a taper groove which makes the sectional shape of the slab after the edging pass to be a flat octagonal section that is provided with a chamfering grade.
- the edging pass is executed while continuing an adjustment for obtaining the necessary breadth of the slab; hereupon, the edging pass is executed while restraining the slab by a bucking preventive pusher plate for the upper portion, and by the horizontal roll for the lower portion, in the same vertical plane as the couple of anvils.
- the edging pass can be executed at a large draft percentage, and also, the increase of breadth at the next horizontal roll is prevented, so that the product of various breadths can be rolled from the slab of single breadth size.
- the preamble of claim 1 is based on the document JP S55 5103 . In JP H01 284401A a method for edge pressing and a device therefor are described.
- edging of a slab transferred from the upstream side is performed by a rolling mill installed in the inlet side of a press housing before edging by press metal dies. Only the central part of the slab in the cross direction is rolled to have a recessed shape because both ends of upper and lower horizontal rolling rolls of the mill are tapered.
- a draft cylinder extends to push the facing dies through metal die holders onto the edge surfaces of the slab and to perform a prescribed edging.
- a deformation elongation by drafting is concentrated in the central part in the cross direction of the slab and the central part is bulged to form the sectional shape into a near rectangular shape. Therefore, strong edging of a comparatively narrow slab can be performed.
- JP H07 275901 A a method fo continuously edging a hot slab is described.
- devices for clamping a slab and imparting tensile stress in the advancing direction to the slab are provided before and behind a press device for edging the hot slab.
- a range of the tensile stress is set to a particular interval.
- the conventional method A has a small effect on reduction in increase of the slab-top-end width. This does not lead to significant improvement in efficiency. Since the angle of the mold is constant, a sufficient effect cannot be obtained depending on the slab width. Since the mold length in the conventional method B is limited, the effect has a limitation. The reduction effect in thickness increase is not specifically mentioned, and the effect is considered to be poor.
- Patent Literature 3 the amount of the width change per one pass is small in a vertical rolling mill. In order to increase the width change of the slab, a high rolling pass number is required. Therefore, productivity becomes poor and the slab temperature is reduced. Furthermore, for heavy width reduction in the top end of the slab by the sizing press, a considerable thickness increase occurs in the top end portion. Accordingly, introduction of the correction device as described in Patent Literature 4 becomes a precondition. Thus, there are problems in many points such as installation space, equipment cost, and running cost.
- the present invention keeps a small fish-tail shape in the top and tail ends due to a width change of the slab during sizing press process and prevents conveying trouble, defective biting during horizontal rolling of the slab after the width change by the rough rolling mill in the downstream side, and a local thickness increase in the width center of the top end of the slab causing an increase in pass number. Additionally, the present invention can significantly change the width while maintaining excellent shapes at the top and tail ends. Thus, improvement in yield and improvement in efficiency of the continuous casting machine can be expected.
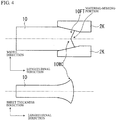
- a width reducing load P is decomposed into a mold inclined angle ⁇ so as to generate a force Psin ⁇ that moves the slab backward as illustrated in FIG. 3 .
- a friction force ⁇ P acts in the contact area between the mold 2K and a slab 10.
- the horizontal component force uPcos ⁇ blocks the backward movement of the slab 10.
- FIG. 4 illustrates a mechanism of a thickness increase of the slab width center 10WC after the top end of the slab becomes to have a fish-tail shape and illustrates the appearance of a longitudinal thickness distribution of the slab width center 10WC after the thickness increase.
- FIG. 1A and FIG. 1B are respectively a side view and a plan view illustrating the outline of the shape control equipment for the hot slab according to the present invention described in the above-described (1).
- a horizontal rolling mill 1 includes horizontal rolling rolls 1 HR mutually opposed on both sides in the slab thickness direction.
- a width pressing machine 2 includes a pair of molds (width press molds) 2K mutually opposed on both sides in the slab width direction.
- the horizontal rolling mill 1 and the width pressing machine 2 are installed in this order from the upstream side of the slab conveying direction at an arrangement interval ⁇ shorter than the slab length during extraction from heating furnace. That is, the slab length during extraction from heating furnace is expressed with L0 as 0 ⁇ ⁇ ⁇ L0, preferably, 0 ⁇ ⁇ ⁇ 0.3 ⁇ L0.
- slab thickness rolling by the horizontal rolling mill 1 and reduction of the width of a slab by the width pressing machine 2 are simultaneously performed on one hot slab.
- This allows applying a compressive force against the above-described backward component force Psin ⁇ to the slab by transfer using the horizontal rolling rolls 1HR of the horizontal rolling mill 1 at the upstream side of the mold 2K during reduction of the width of a slab by the molds 2K of the width pressing machine 2, thus controlling the top-end shape.
- This method reduces fish tail in the top end portion independently of the slab width or the reduction amount of the width of a slab and allows heavy width reduction while reducing a local thickness increase caused by the fish tail portion in the slab width center.
- the horizontal rolling mill 1 is preferred to perform rolling speed control such that a rolling slip does not occur and the compressive force acts on the slab at the exit side of the horizontal rolling mill.
- the occurrence condition of a slip during rolling can be determined based on whether or not the neutral point (in flat rolling) exists in a roll bite.
- FIG. 5 illustrates the result of performing rolling analysis assuming that the horizontal rolling mill applies load of a compressive force.
- the horizontal width of a slab equivalent to have a thickness of 260 mm and a temperature of 1000°C was reduced to have a thickness of 245 mm in a roll with ⁇ 1000 mm.
- From the downstream of the horizontal rolling mill applying load of a pushing force moves the neutral point (in flat rolling) to the exit side of the roll bite.
- a pushing force of about 11 MPa or less did not cause a slip.
- this pushing force that is, compressive force, a shape control of the slab-top-end portion was performed.
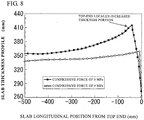
- the present invention was applied to the case where a slab with a width of 1450 mm and a slab thickness of 260 mm was set as a target and reduction of the width of a slab by 325 mm for each reduction was performed twice so as to reduce 650 mm in the total reduction amount of the width of a slab.
- the reduction of the width of a slab was started from a mold inclined portion. Only at the time of the first pass, a compressive force of 9 MPa against the backward component force was applied by the horizontal rolling mill.
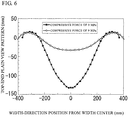
- FIG. 6 illustrates a top-end plain view pattern after the reduction of the width of a slab. Ordinary reduction of the width of a slab (with a compressive force of 0 MPa) results in a huge fish-tail shape.
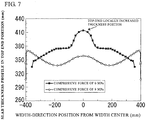
- FIG 7 illustrates a thickness profile at the top end of the slab.
- FIG. 8 illustrates a thickness distribution of the slab width center in the longitudinal direction. Local thickness increase in the slab-topmost-end portion is reduced, and the effect on reducing pass number of rough rolling and solving the problem of conveying trouble of the slab can be expected.
- the present invention was applied to the case where a slab with a width of 1650 mm and a slab thickness of 260 mm was set as a target and the reduction amount of the width of a slab was 250 mm by one reduction of the width of a slab.
- a problem of a thickness increase does not occur, but fish-tail deformation becomes remarkable.
- a description will be given of the fish-tail reducing effect by applying a compressive force under this condition.
- the reduction of the width of a slab was started from a mold inclined portion. Compressive forces of 7 MPa and 9 MPa were applied against a backward component force.
- FIG. 9 illustrates a top-end plain view pattern after the reduction of the width of the slab. Application of an appropriate compressive force was confirmed to allow controlling the top-end plain view pattern and reducing crop loss by 92%.
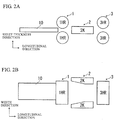
- FIG. 2A and FIG. 2B are respectively a side view and a plan view illustrating the outline of the shape control equipment of the hot slab according to the present invention described in the above-described (2).
- the shape control equipment according to the present invention is equipment that adjusts the shape of a hot slab extracted from a heating furnace (not illustrated).
- This shape control equipment includes a width pressing machine 2, an entry-side rolling mill 1, and an exit-side rolling mill 3.
- the width pressing machine 2 reduces the width of the slab by a pair of right and left molds.
- the entry-side rolling mill 1 and the exit-side rolling mill 3 are respectively arranged at an entry side that is the upstream side of a width pressing machine and at an exit side that is the downstream side, close to the width pressing machine 2.
- the entry-side rolling mill 1 and the exit-side rolling mill 3 each perform horizontal rolling on the slab by a pair of upper and lower rolls.
- the entry-side rolling mill 1 and exit-side rolling mill 3 have a distance between the respective roll axial centers within a slab length after reduction of the width of the slab.
- a shape control method the above-described shape control equipment was used to reduce the width of the hot slab extracted from the heating furnace once or twice or more by the width pressing machine 2 over the entire length of the slab.
- a compressive force and a tensile force were applied during the reduction of the width of a slab at the top and tail ends of slab using horizontal rolling by the entry-side and exit-side rolling mills.
- a compressive force was applied by the entry-side rolling mill at the time of rolling start of the exit-side rolling mill.
- FIG. 10A and FIG. 10B are charts illustrating respective results of compressive forces that are allowed to push the slab to the width pressing machine by the respective entry-side and exit-side rolling mills.
- the neutral point (in flat rolling) moves to the roll bite exit side as a pushing force from the roll bite exit side (a compressive force from the rolling mill to the width pressing machine) increases.
- a slip does not occur insofar as the compressive force is 11.0 MPa or less.
- the neutral point (in flat rolling) moves to the roll bite exit side as a pushing force from the roll bite exit side (a compressive force from the rolling mill to a sizing press machine) increases.
- a slip does not occur insofar as the compressive force is 17.2 MPa or less.
- the shape control equipment with the configuration illustrated in FIG. 2A and FIG. 2B (where the distance between the roll axial centers in the entry-side rolling mill and the exit-side rolling mill ⁇ the initial slab length) was used to reduce the width of a slab, which has a width of 1450 mm and a thickness of 260 mm as the initial size, over the entire length by 250 mm once using the width pressing machine. At this time, the width adjustment was performed under two conditions.
- the two conditions includes the case (an example of the present invention) where a compressive force of 7.7 MPa was applied in the slab travelling direction by the entry-side rolling mill during reduction of the width of a slab in the top end portion and a compressive force of 7.7 MPa was applied in the slab travelling direction by the exit-side rolling mill during reduction of the width of a slab in the tail end portion, and also includes the case (a comparative example) where the compressive force was not applied. Then, the respective amounts of crop loss were compared. As a result, as illustrated in FIG. 11A and FIG.
- the plain view pattern of the top and tail ends of slab after the width adjustment had a shape close to a rectangular shape compared with the comparative example (with black circles).
- the top-end crop weight was reduced by 84.3% compared with the comparative example (the calculating formula: (1 - the crop loss weight of the example of the present invention/the crop loss weight of the comparative example) ⁇ 100 (%)
- the tail-end crop weight was reduced by 22.3% compared with the comparative example (the calculating formula: (1 - the crop loss weight of the example of the present invention/the crop loss weight of the comparative example) ⁇ 100 (%)).
- the same shape control equipment as used in Working Example 3 was used to reduce the width of a slab, which has a width of 1450 mm and a thickness of 260 mm as the initial size, over the entire length by 325 mm twice for each reduction of the width of a slab, that is, by 650 mm in total using the width pressing machine. At this time, the width adjustment was performed under two conditions.
- the two conditions includes the case (an example of the present invention) where a compressive force of 7.7 MPa was applied in the slab travelling direction by the entry-side rolling mill during reduction of the width of a slab in the top end portion and a compressive force of 7.7 MPa was applied in the slab travelling direction by the exit-side rolling mill during reduction of the width of a slab in the tail end portion for each reduction of the width of a slab, and also includes the case (a comparative example) where the compressive force was not applied. Then, the respective amounts of crop loss were compared. As a result, as illustrated in FIG. 12A and FIG.
- the plain view pattern of the top and tail ends of slab after the width adjustment had a shape close to a rectangular shape compared with the comparative example (with black circles).
- the top-end crop weight was reduced by 85.0% compared with the comparative example (the calculating formula: (1 - the crop loss weight of the example of the present invention/the crop loss weight of the comparative example) ⁇ 100 (%)
- the tail-end crop weight is reduced by 80.5% compared with the comparative example (the calculating formula: (1 - the crop loss weight of the example of the present invention/the crop loss weight of the comparative example) ⁇ 100 (%)).
- the same shape control equipment as used in Working Example 3 was used to reduce the width of a slab, which has a width of 900 mm and a thickness of 260 mm as the initial slab size, over the entire length by 350 mm once using the width pressing machine. Subsequently, the width adjustment was performed under a plurality of conditions.
- the conditions include the case (an example of the present invention) where various compressive forces (pressing pressures) were applied in the slab travelling direction by the entry-side rolling mill at the start of horizontal rolling (during biting of the top end) at the time of the horizontal rolling by the exit-side rolling mill, and also includes the case (a comparative example) where the compressive force was not applied.
- an exit-side slab thickness (abbreviated as an exit-side rolling-mill exit-side thickness), a rolling reduction, a biting angle (specifically, the upper limit of the biting angle), and a rolling force were investigated, and the result is shown in Table 1.
- Table 1 Condition No. Pressing pressure (MPa) Exit-side rolling-mill exit-side thickness (mm) Rolling reduction (%) Biting angle (degree) Rolling force (t) Remarks 1 0.0 316 18 21 394 Comparativ e example 2 3.0 190 50 36 879 Example of the present invention 3 5.0 150 60 39 1029 Example of the present invention 4 7.0 120 68 42 1221 Example of the present invention 5 10.0 90 77 44 1380 Example of the present invention
- the slab After reduction of the width of a slab (at the entry-side of the exit-side rolling-mill), the slab increased in thickness up to 400 mm in the width center of the slab-top-end portion.
- the exit-side rolling-mill exit-side thickness was larger than the initial slab thickness of 260 mm in the comparative example where the pressing pressure was not applied. Additionally, the rolling reduction, the biting angle, the rolling force were all at low level, and reduction in pass number during rough rolling as the subsequent process (and productivity improvement due to this reduction) could not be expected. In contrast, in the example of the present invention where the pressing pressure was applied, the exit-side rolling-mill exit-side thickness considerably decreased as the pressing pressure increased. Thus, the rolling reduction, the biting angle, and the rolling force all increased.
- a pressing pressure of 10 MPa can reduce the exit-side rolling-mill exit-side thickness to one-third or less of that in the comparative example, and can increase the biting angle twice or more times. This led to reduction in pass number during the rough rolling as the subsequent process and led to productivity improvement due to this reduction.
- the rolling force was increased about three times at most compared with the comparative example, this rolling force was within a range of the device capacity. Thus, this did not cause a problem.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011233608 | 2011-10-25 | ||
| JP2012043022 | 2012-02-29 | ||
| JP2012160083A JP5962283B2 (ja) | 2011-10-25 | 2012-07-19 | 熱間スラブの形状調節方法 |
| PCT/JP2012/006639 WO2013061542A1 (ja) | 2011-10-25 | 2012-10-17 | 熱間スラブの形状調節設備及び形状調節方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2762241A1 EP2762241A1 (en) | 2014-08-06 |
| EP2762241A4 EP2762241A4 (en) | 2015-06-24 |
| EP2762241B1 true EP2762241B1 (en) | 2017-12-13 |
Family
ID=48167398
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12843671.4A Not-in-force EP2762241B1 (en) | 2011-10-25 | 2012-10-17 | Hot slab shape control equipment and shape control method |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2762241B1 (zh) |
| JP (1) | JP5962283B2 (zh) |
| KR (1) | KR101661826B1 (zh) |
| CN (1) | CN103906583B (zh) |
| IN (1) | IN2014KN00761A (zh) |
| WO (1) | WO2013061542A1 (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101639893B1 (ko) * | 2014-11-21 | 2016-07-15 | 주식회사 포스코 | 강편의 제조장치 및 제조방법 |
| CN106890852A (zh) * | 2015-12-21 | 2017-06-27 | 宝山钢铁股份有限公司 | 降低精轧机咬钢冲击的方法 |
| WO2017195373A1 (ja) * | 2016-05-13 | 2017-11-16 | 新日鐵住金株式会社 | 幅圧下方法及び幅圧下装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS555103A (en) * | 1978-06-23 | 1980-01-16 | Kawasaki Steel Corp | Edging method for slab |
| JP2561251B2 (ja) | 1986-11-27 | 1996-12-04 | 石川島播磨重工業株式会社 | スラブ圧延方法 |
| JPH01284401A (ja) * | 1988-05-09 | 1989-11-15 | Ishikawajima Harima Heavy Ind Co Ltd | 幅圧下プレス方法及び装置 |
| JP2811838B2 (ja) * | 1989-12-05 | 1998-10-15 | 石川島播磨重工業株式会社 | 水平対向型走間プレス |
| JP2995903B2 (ja) * | 1991-04-17 | 1999-12-27 | 石川島播磨重工業株式会社 | 金属板の製造方法 |
| JP3223935B2 (ja) * | 1993-03-19 | 2001-10-29 | 石川島播磨重工業株式会社 | 幅圧下プレス装置 |
| JPH0737402U (ja) * | 1993-12-28 | 1995-07-11 | 株式会社東芝 | サイジングプレス制御装置 |
| JPH07275901A (ja) * | 1994-04-06 | 1995-10-24 | Nippon Steel Corp | 熱間スラブ連続幅圧下方法 |
| JPH10137802A (ja) * | 1996-11-01 | 1998-05-26 | Nippon Steel Corp | スラブの熱間圧延方法 |
| JP3991127B2 (ja) * | 1997-09-16 | 2007-10-17 | 株式会社Ihi | 板厚圧下方法及び装置 |
| WO1999026737A1 (fr) * | 1997-11-26 | 1999-06-03 | Ishikawajima-Harima Heavy Industries Co., Ltd. | Appareil et procede de changement de moules metalliques pour presses a retreindre l'epaisseur de la tole, et matrice metallique a presse |
| JP2001018001A (ja) * | 1999-07-05 | 2001-01-23 | Kobe Steel Ltd | 高強度鋼板の製造設備 |
| BR0100836A (pt) * | 2000-03-01 | 2001-10-30 | Ishikawajima Harima Heavy Ind | Aparelho e processo para fabricação de uma chapade aço laminada a quente, processo e aparelhopara prensagem de espessura de chapa e processopara formação de placa |
| JP5058657B2 (ja) | 2007-04-05 | 2012-10-24 | 新日本製鐵株式会社 | 端部成形スラブの矯正方法 |
| JP5042690B2 (ja) | 2007-04-05 | 2012-10-03 | 新日本製鐵株式会社 | 鋳片の幅圧下設備 |
| JP2009006361A (ja) | 2007-06-28 | 2009-01-15 | Jfe Steel Kk | 熱間圧延方法 |
-
2012
- 2012-07-19 JP JP2012160083A patent/JP5962283B2/ja active Active
- 2012-10-17 IN IN761KON2014 patent/IN2014KN00761A/en unknown
- 2012-10-17 WO PCT/JP2012/006639 patent/WO2013061542A1/ja active Application Filing
- 2012-10-17 EP EP12843671.4A patent/EP2762241B1/en not_active Not-in-force
- 2012-10-17 CN CN201280051703.6A patent/CN103906583B/zh not_active Expired - Fee Related
- 2012-10-17 KR KR1020147011028A patent/KR101661826B1/ko active IP Right Grant
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20140070624A (ko) | 2014-06-10 |
| CN103906583B (zh) | 2017-03-08 |
| EP2762241A4 (en) | 2015-06-24 |
| CN103906583A (zh) | 2014-07-02 |
| KR101661826B1 (ko) | 2016-09-30 |
| JP2013208648A (ja) | 2013-10-10 |
| WO2013061542A1 (ja) | 2013-05-02 |
| EP2762241A1 (en) | 2014-08-06 |
| JP5962283B2 (ja) | 2016-08-03 |
| IN2014KN00761A (zh) | 2015-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108746213B (zh) | 一种提高高强if钢轧制稳定性的方法 | |
| EP2762241B1 (en) | Hot slab shape control equipment and shape control method | |
| US8186422B2 (en) | Method for the continuous casting of thin metal strip and continuous casting installation | |
| KR101220738B1 (ko) | 후판재 단조 압하방법 | |
| CN110860561A (zh) | 短流程冷、热轧协调控制电工钢平直截面的方法 | |
| JP6172109B2 (ja) | 熱延鋼板の圧延方法 | |
| JP6172107B2 (ja) | 熱延鋼板の圧延方法 | |
| CN114888083A (zh) | 一种中厚板轧机轧制宽薄板的方法 | |
| CN111250552B (zh) | 一种避免板坯跑偏的方法及装置 | |
| JP6123745B2 (ja) | 鋼板の圧延方法 | |
| JP6365626B2 (ja) | スラブの形状調整方法 | |
| CN105414183A (zh) | 镁合金铸轧板制备宽幅薄板的工艺方法 | |
| CN109909302A (zh) | 一种连铸机扇形段出口处的铸坯铸轧方法 | |
| KR101438774B1 (ko) | 극후강판 압연 설비와 압연 방법 | |
| CN105363781B (zh) | 镁合金铸轧板制备宽幅薄板坯料的轧制工艺方法 | |
| JPH04147701A (ja) | 熱間スラブの幅サイジング方法 | |
| JP6747256B2 (ja) | H形鋼の製造方法 | |
| CN112845584B (zh) | 一种有效控制热轧带钢纵剪分条旁弯的方法 | |
| JP5903826B2 (ja) | 熱間スラブのサイジング圧延方法 | |
| JP3845345B2 (ja) | 熱間スラブの幅大圧下方法 | |
| RU2679159C1 (ru) | Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | |
| JP2010075977A (ja) | サイジングプレスによるスラブの成形方法 | |
| JP2023113156A (ja) | ハット形鋼矢板の製造方法 | |
| RU2465078C1 (ru) | Способ редуцирования непрерывнолитых слябов | |
| KR101639893B1 (ko) | 강편의 제조장치 및 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140425 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RA4 | Supplementary search report drawn up and despatched (corrected) |
Effective date: 20150526 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21J 1/04 20060101ALI20150519BHEP Ipc: B21B 15/00 20060101AFI20150519BHEP Ipc: B21B 1/02 20060101ALI20150519BHEP |
|
| 17Q | First examination report despatched |
Effective date: 20160802 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170628 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 953887 Country of ref document: AT Kind code of ref document: T Effective date: 20171215 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012040975 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20171213 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180313 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 953887 Country of ref document: AT Kind code of ref document: T Effective date: 20171213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180313 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180413 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012040975 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20180914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20181026 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20181017 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181017 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181017 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602012040975 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171213 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20121017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200501 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |