EP2762241B1 - Vorrichtung zur heissplattenformsteuerung und formsteuerungsverfahren - Google Patents
Vorrichtung zur heissplattenformsteuerung und formsteuerungsverfahren Download PDFInfo
- Publication number
- EP2762241B1 EP2762241B1 EP12843671.4A EP12843671A EP2762241B1 EP 2762241 B1 EP2762241 B1 EP 2762241B1 EP 12843671 A EP12843671 A EP 12843671A EP 2762241 B1 EP2762241 B1 EP 2762241B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- slab
- width
- rolling mill
- shape control
- horizontal rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000000034 method Methods 0.000 title claims description 33
- 238000005096 rolling process Methods 0.000 claims description 134
- 230000009467 reduction Effects 0.000 claims description 55
- 238000003825 pressing Methods 0.000 claims description 40
- 230000001603 reducing effect Effects 0.000 claims description 17
- 238000010438 heat treatment Methods 0.000 claims description 11
- 238000011144 upstream manufacturing Methods 0.000 claims description 8
- 238000000605 extraction Methods 0.000 claims description 5
- 238000004513 sizing Methods 0.000 description 19
- 230000000052 comparative effect Effects 0.000 description 18
- 241000251468 Actinopterygii Species 0.000 description 14
- 238000007688 edging Methods 0.000 description 12
- 230000000669 biting effect Effects 0.000 description 9
- 230000000694 effects Effects 0.000 description 9
- 230000008859 change Effects 0.000 description 7
- 230000007935 neutral effect Effects 0.000 description 7
- 230000006872 improvement Effects 0.000 description 6
- 238000009749 continuous casting Methods 0.000 description 5
- 238000007796 conventional method Methods 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 238000005098 hot rolling Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J1/00—Preparing metal stock or similar ancillary operations prior, during or post forging, e.g. heating or cooling
- B21J1/02—Preliminary treatment of metal stock without particular shaping, e.g. salvaging segregated zones, forging or pressing in the rough
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/02—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling heavy work, e.g. ingots, slabs, blooms, or billets, in which the cross-sectional form is unimportant ; Rolling combined with forging or pressing
- B21B1/026—Rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B15/00—Arrangements for performing additional metal-working operations specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B15/0035—Forging or pressing devices as units
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
Claims (6)
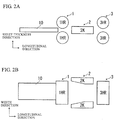
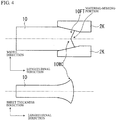
- Formsteuerungseinrichtung zum Einstellen einer Brammenbreite, eines Draufsichtbilds am oberen Ende und eines Brammendickenprofils einer Bramme (10), wobei die Bramme eine Heißbramme ist, die aus einem Heizofen entnommen worden ist, wobei die Formsteuerungseinrichtung aufweist:ein horizontales Walzwerk (1) mit horizontalen Walzen (1HR), die sich in einer Dickenrichtung der Bramme an beiden Seiten gegenüberliegen; undeine Breitenpreßmaschine (2) mit einem Paar von Breitenpreßformen (2K), die sich in einer Breitenrichtung der Bramme an beiden Seiten gegenüberliegen, wobeiein eingangsseitiges horizontales Walzwerk (1) als das horizontale Walzwerk und die Breitpreßmaschine in dieser Reihenfolge in einem Anordnungsintervall (η) angeordet sind, das kürzer ist als eine Brammenlänge (L0) während der Entnahme aus einem Heizofen von einer stromaufwärtigen Seite in einer Brammenförderrichtung,dadurch gekennzeichnet, dass das horizontale Walzwerk (1) ausgestaltet ist, um eine Walzgeschwindigkeitssteuerung während der Verringerung der Breite der Bramme durch die Breitenpressmaschine (2) so durchzuführen, dass Walzschlupf nicht auftritt und die Druckkraft auf die Bramme an der Ausgangsseite des horizontalen Walzwerks wirkt.
- Formsteuerungseinrichtung für die Heißbramme nach Anspruch 1, ferner aufweisend
ein ausgangsseitiges horizontales Walzwerk (3) als das horizontale Walzwerk, das nahe einer stromabwärtigen Seite der Breitenpressmaschine angeordnet ist, das ausgangsseitige horizontale Walzwerk ein Paar horizontaler Walzen (3HR) aufweist, wobei
das eingangsseitige horizontale Walzwerk, die Breitenpressmaschine und das ausgangsseitige horizontale Walzwerk in dieser Reihenfolge von der stromaufwärtigen Seite in der Brammenförderrichtung installiert sind. - Formsteuerungsverfahren für eine Heißbramme unter Verwendung der Formsteuerungseinrichtung für die Heißbramme nach Anspruch 1, wobei das Formsteuerungsverfahren aufweist
gleichzeitiges Ausführen von Walzen durch das horizontale Walzwerk und Reduzieren einer Breite einer Bramme durch die Breitenpressmaschine an einer Heißbramme, und gekennzeichnet, durch
Durchführen einer Walzgeschwindigkeitssteuerung während der Verringerung der Breite der Bramme durch die Breitenpressmaschine (2) so, dass Walzschlupf nicht auftritt und die Druckkraft auf die Bramme an der Ausgangsseite des horizontalen Walzwerks wirkt. - Formsteuerungsverfahren für eine Heißbramme unter Verwendung der Formsteuerungseinrichtung für die Heißbramme nach Anspruch 2, wobei das Formsteuerungsverfahren aufweist
Anwenden einer Druckkraft und einer Zugkraft durch horizontales Walzen unter Verwendung der eingansseitigen und des ausgangsseitigen horizontalen Walzwerks während der Reduzierung der Breite der Bramme an vorderen und hinteren Enden der Bramme und Aufbringen einer Druckkraft durch das eingangsseitige horizontale Walzwerk zu einem Zeitpunkt des Walzenbeginns des ausgangsseitigen horizontalen Walzwerks, wenn die Breite der aus dem Heizofen entnommenen Bramme über die gesamte Länge der Bramme durch die Breitpressmaschine einmal oder zweimal oder mehr verringert wird. - Formsteuerungseinrichtung nach Anspruch 1 oder 2, wobei
das Anordnungsintervall (η) 0 < η < L0, bevorzugt 0 < η < 0,3 × L0 beträgt, wobei L0 die Brammenlänge während der Entnahme aus dem Heizofen darstellt. - Formsteuerungseinrichtung für eine Heißbramme nach Anspruch 2, wobei
ein Abstand zwischen den Walzenachsenmitten in dem eingangsseitigen Walzwerk und dem ausgangsseitigen Walzwerk ≤ einer Brammenlänge nach Verringerung der Breite der Bramme.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011233608 | 2011-10-25 | ||
| JP2012043022 | 2012-02-29 | ||
| JP2012160083A JP5962283B2 (ja) | 2011-10-25 | 2012-07-19 | 熱間スラブの形状調節方法 |
| PCT/JP2012/006639 WO2013061542A1 (ja) | 2011-10-25 | 2012-10-17 | 熱間スラブの形状調節設備及び形状調節方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2762241A1 EP2762241A1 (de) | 2014-08-06 |
| EP2762241A4 EP2762241A4 (de) | 2015-06-24 |
| EP2762241B1 true EP2762241B1 (de) | 2017-12-13 |
Family
ID=48167398
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12843671.4A Not-in-force EP2762241B1 (de) | 2011-10-25 | 2012-10-17 | Vorrichtung zur heissplattenformsteuerung und formsteuerungsverfahren |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2762241B1 (de) |
| JP (1) | JP5962283B2 (de) |
| KR (1) | KR101661826B1 (de) |
| CN (1) | CN103906583B (de) |
| IN (1) | IN2014KN00761A (de) |
| WO (1) | WO2013061542A1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101639893B1 (ko) * | 2014-11-21 | 2016-07-15 | 주식회사 포스코 | 강편의 제조장치 및 제조방법 |
| CN106890852A (zh) * | 2015-12-21 | 2017-06-27 | 宝山钢铁股份有限公司 | 降低精轧机咬钢冲击的方法 |
| WO2017195373A1 (ja) * | 2016-05-13 | 2017-11-16 | 新日鐵住金株式会社 | 幅圧下方法及び幅圧下装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS555103A (en) * | 1978-06-23 | 1980-01-16 | Kawasaki Steel Corp | Edging method for slab |
| JP2561251B2 (ja) | 1986-11-27 | 1996-12-04 | 石川島播磨重工業株式会社 | スラブ圧延方法 |
| JPH01284401A (ja) * | 1988-05-09 | 1989-11-15 | Ishikawajima Harima Heavy Ind Co Ltd | 幅圧下プレス方法及び装置 |
| JP2811838B2 (ja) * | 1989-12-05 | 1998-10-15 | 石川島播磨重工業株式会社 | 水平対向型走間プレス |
| JP2995903B2 (ja) * | 1991-04-17 | 1999-12-27 | 石川島播磨重工業株式会社 | 金属板の製造方法 |
| JP3223935B2 (ja) * | 1993-03-19 | 2001-10-29 | 石川島播磨重工業株式会社 | 幅圧下プレス装置 |
| JPH0737402U (ja) * | 1993-12-28 | 1995-07-11 | 株式会社東芝 | サイジングプレス制御装置 |
| JPH07275901A (ja) * | 1994-04-06 | 1995-10-24 | Nippon Steel Corp | 熱間スラブ連続幅圧下方法 |
| JPH10137802A (ja) * | 1996-11-01 | 1998-05-26 | Nippon Steel Corp | スラブの熱間圧延方法 |
| JP3991127B2 (ja) * | 1997-09-16 | 2007-10-17 | 株式会社Ihi | 板厚圧下方法及び装置 |
| WO1999026737A1 (fr) * | 1997-11-26 | 1999-06-03 | Ishikawajima-Harima Heavy Industries Co., Ltd. | Appareil et procede de changement de moules metalliques pour presses a retreindre l'epaisseur de la tole, et matrice metallique a presse |
| JP2001018001A (ja) * | 1999-07-05 | 2001-01-23 | Kobe Steel Ltd | 高強度鋼板の製造設備 |
| BR0100836A (pt) * | 2000-03-01 | 2001-10-30 | Ishikawajima Harima Heavy Ind | Aparelho e processo para fabricação de uma chapade aço laminada a quente, processo e aparelhopara prensagem de espessura de chapa e processopara formação de placa |
| JP5058657B2 (ja) | 2007-04-05 | 2012-10-24 | 新日本製鐵株式会社 | 端部成形スラブの矯正方法 |
| JP5042690B2 (ja) | 2007-04-05 | 2012-10-03 | 新日本製鐵株式会社 | 鋳片の幅圧下設備 |
| JP2009006361A (ja) | 2007-06-28 | 2009-01-15 | Jfe Steel Kk | 熱間圧延方法 |
-
2012
- 2012-07-19 JP JP2012160083A patent/JP5962283B2/ja active Active
- 2012-10-17 IN IN761KON2014 patent/IN2014KN00761A/en unknown
- 2012-10-17 WO PCT/JP2012/006639 patent/WO2013061542A1/ja active Application Filing
- 2012-10-17 EP EP12843671.4A patent/EP2762241B1/de not_active Not-in-force
- 2012-10-17 CN CN201280051703.6A patent/CN103906583B/zh not_active Expired - Fee Related
- 2012-10-17 KR KR1020147011028A patent/KR101661826B1/ko active IP Right Grant
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20140070624A (ko) | 2014-06-10 |
| CN103906583B (zh) | 2017-03-08 |
| EP2762241A4 (de) | 2015-06-24 |
| CN103906583A (zh) | 2014-07-02 |
| KR101661826B1 (ko) | 2016-09-30 |
| JP2013208648A (ja) | 2013-10-10 |
| WO2013061542A1 (ja) | 2013-05-02 |
| EP2762241A1 (de) | 2014-08-06 |
| JP5962283B2 (ja) | 2016-08-03 |
| IN2014KN00761A (de) | 2015-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108746213B (zh) | 一种提高高强if钢轧制稳定性的方法 | |
| EP2762241B1 (de) | Vorrichtung zur heissplattenformsteuerung und formsteuerungsverfahren | |
| US8186422B2 (en) | Method for the continuous casting of thin metal strip and continuous casting installation | |
| KR101220738B1 (ko) | 후판재 단조 압하방법 | |
| CN110860561A (zh) | 短流程冷、热轧协调控制电工钢平直截面的方法 | |
| JP6172109B2 (ja) | 熱延鋼板の圧延方法 | |
| JP6172107B2 (ja) | 熱延鋼板の圧延方法 | |
| CN114888083A (zh) | 一种中厚板轧机轧制宽薄板的方法 | |
| CN111250552B (zh) | 一种避免板坯跑偏的方法及装置 | |
| JP6123745B2 (ja) | 鋼板の圧延方法 | |
| JP6365626B2 (ja) | スラブの形状調整方法 | |
| CN105414183A (zh) | 镁合金铸轧板制备宽幅薄板的工艺方法 | |
| CN109909302A (zh) | 一种连铸机扇形段出口处的铸坯铸轧方法 | |
| KR101438774B1 (ko) | 극후강판 압연 설비와 압연 방법 | |
| CN105363781B (zh) | 镁合金铸轧板制备宽幅薄板坯料的轧制工艺方法 | |
| JPH04147701A (ja) | 熱間スラブの幅サイジング方法 | |
| JP6747256B2 (ja) | H形鋼の製造方法 | |
| CN112845584B (zh) | 一种有效控制热轧带钢纵剪分条旁弯的方法 | |
| JP5903826B2 (ja) | 熱間スラブのサイジング圧延方法 | |
| JP3845345B2 (ja) | 熱間スラブの幅大圧下方法 | |
| RU2679159C1 (ru) | Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | |
| JP2010075977A (ja) | サイジングプレスによるスラブの成形方法 | |
| JP2023113156A (ja) | ハット形鋼矢板の製造方法 | |
| RU2465078C1 (ru) | Способ редуцирования непрерывнолитых слябов | |
| KR101639893B1 (ko) | 강편의 제조장치 및 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140425 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RA4 | Supplementary search report drawn up and despatched (corrected) |
Effective date: 20150526 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21J 1/04 20060101ALI20150519BHEP Ipc: B21B 15/00 20060101AFI20150519BHEP Ipc: B21B 1/02 20060101ALI20150519BHEP |
|
| 17Q | First examination report despatched |
Effective date: 20160802 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170628 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 953887 Country of ref document: AT Kind code of ref document: T Effective date: 20171215 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012040975 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20171213 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180313 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 953887 Country of ref document: AT Kind code of ref document: T Effective date: 20171213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180314 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180313 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180413 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012040975 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20180914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20181026 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20181017 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181017 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181017 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602012040975 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171213 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20121017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200501 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171213 |