EP2467545B1 - Profilelement und verfahren zum herstellen eines profilelements - Google Patents
Profilelement und verfahren zum herstellen eines profilelements Download PDFInfo
- Publication number
- EP2467545B1 EP2467545B1 EP10763123.6A EP10763123A EP2467545B1 EP 2467545 B1 EP2467545 B1 EP 2467545B1 EP 10763123 A EP10763123 A EP 10763123A EP 2467545 B1 EP2467545 B1 EP 2467545B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- longitudinal
- section
- portions
- longitudinal portions
- meandering
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 18
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 239000007858 starting material Substances 0.000 claims description 8
- 238000010276 construction Methods 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 239000011505 plaster Substances 0.000 claims description 5
- 238000002788 crimping Methods 0.000 claims description 4
- 238000004026 adhesive bonding Methods 0.000 claims description 3
- 238000003466 welding Methods 0.000 claims description 3
- 238000005304 joining Methods 0.000 claims 2
- 238000003825 pressing Methods 0.000 claims 2
- 239000000463 material Substances 0.000 description 31
- 238000003780 insertion Methods 0.000 description 14
- 230000037431 insertion Effects 0.000 description 14
- 239000011324 bead Substances 0.000 description 6
- 230000013011 mating Effects 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 238000004080 punching Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000012774 insulation material Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images










Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C3/08—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal with apertured web, e.g. with a web consisting of bar-like components; Honeycomb girders
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C3/08—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal with apertured web, e.g. with a web consisting of bar-like components; Honeycomb girders
- E04C3/083—Honeycomb girders; Girders with apertured solid web
- E04C3/086—Honeycomb girders; Girders with apertured solid web of the castellated type
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C3/08—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal with apertured web, e.g. with a web consisting of bar-like components; Honeycomb girders
- E04C3/09—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal with apertured web, e.g. with a web consisting of bar-like components; Honeycomb girders at least partly of bent or otherwise deformed strip- or sheet-like material
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0408—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by assembly or the cross-section
- E04C2003/0413—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by assembly or the cross-section being built up from several parts
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0426—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by material distribution in cross section
- E04C2003/0434—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by material distribution in cross section the open cross-section free of enclosed cavities
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0443—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by substantial shape of the cross-section
- E04C2003/0473—U- or C-shaped
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/19—Sheets or webs edge spliced or joined
Definitions
- the present invention relates to a profile element, in particular a construction profile, for example a drywall, facade, plaster, screed, tile or cable carrier profile or a shelf or drainage rail, with a particular metallic or plastic elongated profile body in which a A plurality of openings is formed, according to the preamble of claim 1 or 2. Furthermore, the invention is directed to a method for producing such a profile element.
- a construction profile for example a drywall, facade, plaster, screed, tile or cable carrier profile or a shelf or drainage rail
- a particular metallic or plastic elongated profile body in which a A plurality of openings is formed according to the preamble of claim 1 or 2.
- the invention is directed to a method for producing such a profile element.
- Profile elements of this type are used, for example, as C-shaped upright profiles for drywall, wherein the openings provided in the profile body of the profile element can serve, for example, as leadthrough openings for cables, lines or other elongate, band or cord-shaped elements, as well as pipes or other hollow bodies. Furthermore, these openings can also serve for ventilation or allow the penetration of fillers such as insulation material.
- a profile element of the type mentioned is from the US 5,661,881 A known. To produce the profile element, the two longitudinal sections in overlapping areas welded together or crimped together.
- the production of the inventively embodied profile element is very easy to carry out, since despite the originally separate formation of the two longitudinal sections they are automatically connected to each other when moving apart again by the longitudinal sections are collapsed when moving apart.
- the term "across" is any direction to understand that does not extend exclusively in the longitudinal direction of the profile element or its longitudinal sections.
- transverse can thus mean perpendicularly but also obliquely to the longitudinal extension of the profile element or of the longitudinal sections.
- the connecting means may preferably be formed integrally with the longitudinal sections. However, it is also conceivable that the connecting means are formed as separate components which are attached to the overlapping regions of the longitudinal sections.
- the connecting means are thus formed in this embodiment by simple slots, which allows a very simple and inexpensive manufacturing process.
- plug-in tabs may be formed, which project into plug-in openings formed in the overlapping regions of the respective other longitudinal section.
- the plug-in tabs can be molded out, for example, directly from the material of the longitudinal sections. Also in this embodiment, a very simple and cost-effective design of the connecting means in the form of insertion tabs and plug-in openings is possible.
- each longitudinal section comprises a plurality of in particular T-shaped or web-shaped sections which are bounded by the meander-shaped longitudinal edges and by one in particular as a straight line Protrude longitudinal strips trained area of the respective longitudinal section.
- said overlapping regions are formed, which protrude transversely to the longitudinal extent of the longitudinal sections relative to the adjoining longitudinal regions of the longitudinal sections.
- the overlapping portions are longitudinally opposed to the central webs of the T-shaped portions in the longitudinal direction of the longitudinal portions.
- the connecting means are designed as latching connection means.
- the connecting means are designed as latching connection means.
- the longitudinal sections are connected to each other in addition to the connector via the connecting means by further connecting means.
- the longitudinal sections for example, by a Druckgesgeclar as Verclinchen or crimping, by jamming, crimping, compression, welding, screwing, gluing or riveting or another suitable connection method additionally be interconnected.
- This additional connection can be provided in particular in the overlapping areas and optionally additional areas of the longitudinal sections.
- the separate longitudinal sections can already be produced originally from separate material sections. These can be, for example have the same or different thicknesses and consist of the same or different materials.
- the separate longitudinal sections can be produced from an originally uniform material section.
- at least one meander-shaped slot extending in the longitudinal extent of the starting material can be introduced into an elongated strip-shaped starting material, by means of which the starting material is divided into the two separate longitudinal sections.
- the connector between the two longitudinal sections can be achieved by a corresponding movement apart of the longitudinal sections.
- the two longitudinal sections can be arranged after introduction of the meandering slot already in their starting position for moving apart, the two longitudinal sections can be initially brought into a corresponding starting position to each other in the production of two different material sections, in the example Form edge portions of the meandering longitudinal edges of the two longitudinal sections in a direction transverse to the longitudinal extension of the profile element or the longitudinal sections undercuts.
- the desired connector can be achieved automatically, since during the overlapping of the regions of the two longitudinal sections when moving apart the corresponding connecting means are automatically engaged.
- the longitudinal sections prior to moving the longitudinal sections apart transversely to their longitudinal extent, the longitudinal sections are displaced substantially in the longitudinal direction relative to each other in order to achieve a desired starting position for the moving apart.
- the starting position is advantageously chosen so that the overlapping areas to overlap so overlap in the subsequent moving apart of the longitudinal sections so that the connecting means engage with each other.
- the regions of the longitudinal sections to be overlapped are at least partially set up, for example bent up. This ensures that the provided connecting means actually engage with one another and that the two longitudinal sections can not be moved apart without mutual engagement of the connecting means.
- Fig. 1 shows a profile element 1, which is designed as a C-profile.
- the profile element 1 comprises a profile body 2, which has a profile web 3 and two laterally adjoining profile leg 4, which are each angled at right angles to the profile web 3.
- the free longitudinal edges of the profile legs 4 are each angled in turn by 90 ° to form the C-profile.
- the profile element 1 according to the invention can also be designed, for example, as U-profile, L-profile, T-profile, H-profile, top-hat profile or Z-profile.
- a plurality of openings 5 is formed, which can serve for example as through holes for cables or other elements to be laid.
- the openings 5 of the profile element 1 are produced according to the invention without loss of material, as described below with reference to the Fig. 2 to 7 is explained in more detail.
- Fig. 2 shows a strip of material 6, for example, a metal strip, which serves as a starting material for the profile body 2. While in the Fig. 2 to 7 in each case only a relatively narrow region of the material strip 6 is shown, which is ultimately used to form the profile web 3, at the outer edges 7, 8 each further material areas adjoin, for example, the profile legs 4 are formed by corresponding bending.
- a meandering slot 9 extending in the longitudinal extent of the material strip 6 is formed, through which the material strip 6 and thus the profile body 2 is divided into two separate longitudinal sections 10, 11.
- the longitudinal sections 10, 11 each receive a meander-shaped longitudinal edge 12, 13, which in the illustration according to FIG Fig. 2 fit seamlessly together.
- the meandering longitudinal edges 12, 13 each comprise longitudinally extending and perpendicularly extending edge portions, with edge portions 14 of the longitudinal edge 12 with edge portions 15 of the longitudinal edge 13 in a direction transverse to the longitudinal extent of the material strip 6 and thus also the profile element 1 undercuts form.
- Fig. 3 are in addition to the meandering slot 9 each transverse to the longitudinal extent of the longitudinal sections 10, 11 extending slots 16, 17 introduced into the longitudinal sections 10, 11.
- the slots 16 each extend from the undercut edges 14 into regions 28 of the longitudinal section 10, while the slots 17 each extend from the undercut edges 15 into regions 29 of the longitudinal section 11.
- a slot 16 and a slot 17 are arranged so that they are aligned.
- T-shaped sections 18, 19 of the longitudinal sections 10, 11 are formed by the meander-shaped longitudinal edges 12, 13, the parts of the transverse bars of the T-shaped sections 18, 19 projecting in the longitudinal direction of the strip of material 6 in each case forming the areas 28, 29, in which the slots 16, 17 are formed. Furthermore, the T-shaped sections 18, 19 comprise web-shaped regions 33, 34, by way of which the transverse bars of the T-shaped sections 18, 19 are connected to straight longitudinal strips 36 of the longitudinal sections 10, 11.
- the undercut edge portions 14, 15 are first in the same direction set up or bent out of the plane of the material strip 6, as in Fig. 4 is shown.
- the two longitudinal sections 10, 11 are pulled apart according to two arrows 20, 21 transversely to the longitudinal extent of the material strip 6, wherein due to the aligned arrangement of the slots 16, 17, the longitudinal sections 10, 11 are inserted into each other until the areas 28, 29 of the longitudinal sections 10, 11 overlap each other and the lying within the sections 28, 29 ends 22, 23 of the slots 16, 17 abut each other, whereby a further pulling apart of the longitudinal sections 10, 11 is prevented.
- the corresponding state when the longitudinal sections 10, 11 are pulled apart completely is shown in FIG Fig. 6 shown.
- Fig. 7 In addition to the connector of the longitudinal sections 10, 11, these can according to Fig. 7 be connected by other connecting means such as welds 27 with each other.
- the welds 27 or other suitable connection means extend in particular also over the slots 16, 17 and over the overlapping regions 28, 29 of the longitudinal sections 10, 11 away.
- stiffening beads 32 may be formed in the material portion.
- these stiffening beads may be formed in the web-shaped regions 33, 34 of the T-shaped sections 18, 19 and transversely to the longitudinal extent of the material section 6 run.
- corresponding stiffening beads 35 extending in the longitudinal direction of the material section 6 may be formed, which may in particular be in connection with the reinforcing beads 32, as shown in FIG Fig. 7 is shown.
- Fig. 8 to 10 illustrated embodiment differs from the previously described embodiment only in that instead of the slots 16, 17, insertion tabs 30 and insertion openings 31 in the areas 28, 29 of the longitudinal sections 10, 11 are formed.
- the plug-in tabs 30 can, for example, be formed directly out of the sections 28, 29, as can be seen in particular Fig. 9 is recognizable.
- the insertion tabs 30 and the insertion openings 31 containing portions 28, 29 of the longitudinal sections 10, 11 may be bent out of the plane of the material strip 6 in opposite directions before pulling apart the longitudinal sections 10, 11 become.
- the tabs provided in the areas 29 are formed as latching tabs 37.
- the locking tabs 37 are formed out of the material of the longitudinal section 11 in the regions 29 and have a free end having starting slope 38 and an adjoining connected to the longitudinal portion 11 detent slope 39th
- the insertion openings provided in the regions 28 are formed as bridge-shaped tabs 40, which are stamped out of the material of the longitudinal section 10.
- Fig. 12 How out Fig. 12 can be seen, the locking tabs 37 pass when moving apart of the longitudinal sections 10, 11 through the bridge-shaped tabs 40, whereby a latching connection of the longitudinal sections 10 and 11 is achieved.
- bridge-shaped tabs 40 for example, in the embodiment of the Fig. 8 to 10 be provided instead of the insertion openings 31.
- the bridge-shaped tabs 40 can extend downwards out of the material, starting from the regions 28, so that the plug-in tabs 30 can enter the bridge-shaped tabs 40 when the longitudinal sections 10 and 11 move apart.
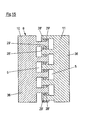
- FIGS. 13 and 14 a further embodiment of the invention is shown in which no T-shaped but web-shaped sections 41, 42 are formed by the meandering slot 9, each of the rectilinear longitudinal strips 36 of the longitudinal sections 10, 11 protrude and transversely to the longitudinal extent of the material section. 6 extend.
- the web-shaped sections 41, 42 comprise the regions 28, 29 in which the connecting means, in the example designed as plug-in tabs 30 and plug-in openings 31, are provided.
- the connecting means can also be used in this case, for example be designed as latching tabs and as bridge-shaped tabs or in any other suitable manner.
- the longitudinal sections 10, 11 are initially displaced in the longitudinal direction relative to one another according to arrows 43, 44, until a web-shaped section 41 overlaps a web-shaped section 42 , Subsequently, the longitudinal sections 10, 11 according to arrows 45, 46 are moved apart until the tabs 30 engage in the insertion openings 31, as in Fig. 14 is shown.
- the openings 5 are not offset from one another in this embodiment, but formed in the longitudinal direction immediately behind one another and have a greater width, as it is made Fig. 14 is recognizable.
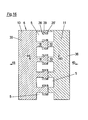
- Fig. 16 shows an embodiment of the invention, on the one hand on the in Fig. 2 illustrated, that is, that the meandering slot 9 is formed such that T-shaped portions 18, 19 are generated.
- the longitudinal sections 10, 11 as to FIGS. 13 and 14 described first in accordance with the arrows 43, 44 in the longitudinal direction against each other until the web-shaped portions 33, 34 of the T-shaped sections 18, 19 are superimposed. Only in the next step, the longitudinal sections 10, 11 are moved apart transversely to their longitudinal extent, until they are inserted into each other by means of the slots 16, 17, as in Fig. 16 is shown.
- the resulting openings 5 have compared to the previously described embodiments both in the longitudinal and in the transverse direction of enlarged dimensions.
- connecting means as in all other variants, not only be formed by slots, but also by the other described types of connecting means.
- the embodiments according to the Fig. 8 to 16 all to the embodiment according to the Fig. 2 to 7 include described features.
- the longitudinal sections 10, 11 of these further embodiments can be connected to each other by additional connecting means after the complete pulling apart, as has already been described to the first embodiment.
Landscapes
- Architecture (AREA)
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Finishing Walls (AREA)
- Floor Finish (AREA)
- Installation Of Indoor Wiring (AREA)
- Details Of Indoor Wiring (AREA)
- Joining Of Building Structures In Genera (AREA)
- Rod-Shaped Construction Members (AREA)
- Reinforcement Elements For Buildings (AREA)
- Building Environments (AREA)
- Toys (AREA)
- Fencing (AREA)
Description
- Die vorliegende Erfindung betrifft ein Profilelement, insbesondere ein Bauprofil, beispielsweise ein Trockenbau-, Fassaden-, Putz-, Estrich-, Fliesen- oder Kabelträgerprofil oder eine Regal- oder Entwässerungsschiene, mit einem insbesondere metallischen oder aus Kunststoff bestehenden langgestreckten Profilkörper, in dem eine Vielzahl von Öffnungen ausgebildet ist, nach dem Oberbegriff des Anspruchs 1 oder 2. Weiterhin ist die Erfindung auf ein Verfahren zum Herstellen eines solchen Profilelements gerichtet.
- Profilelemente dieser Art werden beispielsweise als C-förmige Ständerprofile für den Trockenbau verwendet, wobei die in dem Profilkörper des Profilelements vorgesehenen Öffnungen beispielsweise als Durchführungsöffnungen für Kabel, Leitungen oder sonstige langgestreckte, band- oder schnurförmige Elemente, sowie Rohre oder sonstige Hohlkörper dienen können. Weiterhin können diese Öffnungen auch zur Belüftung dienen oder das Hindurchdringen von Füllmassen wie beispielsweise Dämmmaterial ermöglichen.
- Bei bekannten Profilelementen werden diese Öffnungen beispielsweise durch einen Stanzvorgang eingebracht. Nachteilig daran ist, dass das ausgestanzte Material Ausschuss bildet, wodurch die Herstellungskosten für solche Profilelemente erhöht werden.
- Ein Profilelement der eingangs genannten Art ist aus der
US 5 661 881 A bekannt. Zur Erzeugung des Profilelements sind die beiden Längsabschnitte in überlappenden Bereichen miteinander verschweißt oder miteinander vercrimpt. - Es ist eine Aufgabe der vorliegenden Erfindung, ein Profilelement der eingangs genannten Art anzugeben, das einfach und kostengünstig und mit verringertem Materialaufwand herstellbar ist. Weiterhin soll ein Verfahren zum Herstellen eines solchen Profilelements angegeben werden.
- Ausgehend von einem Profilelement der eingangs genannten Art wird die das Profilelement betreffende Aufgabe durch die Merkmale des Anspruchs 1 oder des Anspruchs 2 gelöst
- Der das Verfahren betreffende Teil der Aufgabe wird erfindungsgemäß ausgehend von einem Verfahren der eingangs genannten Art durch die Merkmale des Anspruchs 7 oder des Anspruchs 9 gelöst
- Erfindungsgemäß wird somit zum Erzeugen der Öffnungen des Profilkörpers kein Ausschuss erzeugt, sodass gegenüber beispielsweise einer Erzeugung durch Ausstanzung Material eingespart werden kann. Anders ausgedrückt wird durch das Auseinanderbewegen von zwei separat ausgebildeten Längsabschnitten bei gleicher Materialmenge eine breitere Ausbildung des Profilelements erreicht. Durch die mäanderförmig ausgebildeten Längskanten werden Bereiche der Längsabschnitte erzeugt, die sich nach dem Auseinanderbewegen überlappen, wobei in diesen Bereichen Verbindungsmittel ausgebildet sind. Somit ist die Herstellung des erfindungsgemäß ausgebildeten Profilelements sehr einfach durchführbar, da trotz der ursprünglich separaten Ausbildung der beiden Längsabschnitte diese beim Auseinanderbewegen automatisch wieder miteinander verbunden werden, indem die Längsabschnitte beim Auseinanderbewegen zusammengesteckt werden. Unter dem Begriff "quer" ist dabei jede Richtung zu verstehen, die nicht ausschließlich in Längsrichtung des Profilelements bzw. dessen Längsabschnitte verläuft. Insbesondere kann der Begriff "quer" somit senkrecht aber auch schräg zur Längserstreckung des Profilelements bzw. der Längsabschnitte bedeuten.
- Die Verbindungsmittel können bevorzugt einstückig mit den Längsabschnitten ausgebildet sein. Es ist jedoch auch denkbar, dass die Verbindungsmittel als separate Bauteile ausgebildet sind, die an den überlappenden Bereichen der Längsabschnitte befestigt sind.
- Nach der Erfindung erstrecken sich jeweils ausgehend von der mäanderförmigen Längskante in die überlappenden Bereiche der Längsabschnitte quer zur Längsrichtung des jeweiligen Längsabschnitts verlaufende Schlitze hinein, wobei die Längsabschnitte mittels der Schlitze zusammengesteckt sind. Die Verbindungsmittel werden somit in dieser Ausführungsform durch einfache Schlitze gebildet, was einen sehr einfachen und kostengünstigen Herstellungsprozess ermöglicht.
- Alternativ können in den überlappenden Bereichen eines oder beider Längsabschnitte Stecklaschen ausgebildet sein, die in in den überlappenden Bereichen des jeweils anderen Längsabschnittes ausgebildete Stecköffnungen hineinragen. Die Stecklaschen können dabei beispielsweise unmittelbar aus dem Material der Längsabschnitte herausgeformt sein. Auch bei dieser Ausführungsform ist eine sehr einfache und kostengünstige Ausbildung der Verbindungsmittel in Form von Stecklaschen und Stecköffnungen möglich.
- Vorteilhaft umfasst jeder Längsabschnitt eine Vielzahl von insbesondere T-förmigen oder stegförmigen Abschnitten, die von den mäanderförmigen Längskanten berandet sind und von einem insbesondere als geradliniger Längsstreifen ausgebildeten Bereich des jeweiligen Längsabschnitts abstehen. Durch die insbesondere stegförmigen Abschnitte bzw. die Querbalken entsprechender T-förmige Abschnitte werden die genannten überlappenden Bereiche gebildet, die gegenüber den sich anschließenden Längsbereichen der Längsabschnitte quer zur Längserstreckung der Längsabschnitte vorstehen. Bei einer Ausbildung als T-förmige Abschnitte stehen die überlappenden Bereich darüber hinaus in Längsrichtung gegenüber den Mittelstegen der T-förmigen Abschnitte in Längsrichtung der Längsabschnitte vor.
- Bevorzugt sind die Verbindungsmittel als Rastverbindungsmittel ausgebildet. Dadurch wird nicht nur die Auseinanderbewegung der Längsabschnitte begrenzt, sondern nach vollständigem Zusammenstecken auch eine entgegengesetzte Bewegung zum Lösen der Steckverbindung verhindert.
- Nach einer weiteren vorteilhaften Ausführungsform der Erfindung sind die Längsabschnitte zusätzlich zu der Steckverbindung über die Verbindungsmittel durch weitere Verbindungsmittel miteinander verbunden So können die Längsabschnitte beispielsweise durch ein Druckfügeverfahren wie Verclinchen oder Vercrimpen, durch Verklemmen, Verquetschen, Verpressen, Verschweißen, Verschrauben, Verkleben oder Vernieten oder ein sonstiges geeignetes Verbindungsverfahren zusätzlich miteinander verbunden sein. Diese zusätzliche Verbindung kann dabei insbesondere in den überlappenden Bereichen sowie gegebenenfalls zusätzlichen Bereichen der Längsabschnitte vorgesehen sein.
- Die separaten Längsabschnitte können bereits ursprünglich aus separaten Materialabschnitten hergestellt werden. Diese können beispielsweise gleiche oder unterschiedliche Materialstärken besitzen sowie aus gleichen oder unterschiedlichen Materialien bestehen.
- Vorteilhaft können die separaten Längsabschnitte aus einem ursprünglich einheitlichen Materialabschnitt hergestellt werden. In diesem Fall kann in ein langgestrecktes streifenförmiges Ausgangsmaterial zumindest ein sich in Längserstreckung des Ausgangsmaterials erstreckender mäanderförmiger Schlitz eingebracht werden, durch den das Ausgangsmaterial in die zwei separaten Längsabschnitte geteilt wird.
- In beiden Fällen kann die Steckverbindung zwischen den beiden Längsabschnitten durch ein entsprechendes Auseinanderbewegen der Längsabschnitte erreicht werden. Während bei der Herstellung aus einem ursprünglich einteiligen Ausgangsmaterial die beiden Längsabschnitte nach Einbringen des mäanderförmigen Schlitzes bereits in ihrer Ausgangsposition zum Auseinanderbewegen angeordnet sein können, können bei der Herstellung aus zwei unterschiedlichen Materialabschnitten die beiden Längsabschnitte zunächst in eine entsprechende Ausgangsposition zueinander gebracht werden, in der beispielsweise Kantenabschnitte der mäanderförmigen Längskanten der beiden Längsabschnitte in einer Richtung quer zur Längserstreckung des Profilelements bzw. der Längsabschnitte Hinterschneidungen bilden. In beiden Fällen kann durch die Auseinanderbewegung der Längsabschnitte in einer Richtung quer zu ihrer Längserstreckung die gewünschte Steckverbindung automatisch erreicht werden, da während des Überlappens der Bereiche der beiden Längsabschnitte beim Auseinanderbewegen die entsprechenden Verbindungsmittel automatisch in Eingriff gebracht werden. Zusätzlich ist durch die Verbindungsmittel gewährleistet, dass die Längsabschnitte nicht vollständig auseinander gezogen werden können, sondern nach vollständigem Zusammenstecken der Längsabschnitte durch aneinander anliegende Kanten der Verbindungsmittel die Bewegung begrenzt wird.
- Es ist auch möglich, dass vor dem Auseinanderbewegen der Längsabschnitte quer zu ihrer Längserstreckung die Längsabschnitte im Wesentlichen in Längsrichtung gegeneinander verschoben werden, um eine gewünschte Ausgangsposition für das Auseinanderbewegen zu erreichen. Die Ausgangsposition wird dabei vorteilhaft so gewählt, dass beim anschließenden Auseinanderbewegen der Längsabschnitte die zu überlappenden Bereiche so zur Überlappung gelangen, dass die Verbindungsmittel ineinander eingreifen.
- Vorteilhaft werden vor dem Auseinanderbewegen die die zu überlappenden Bereiche der Längsabschnitte zumindest bereichsweise aufgestellt, beispielsweise aufgebogen. Dadurch wird sichergestellt, dass die vorgesehenen Verbindungsmittel tatsächlich ineinander greifen und nicht die beiden Längsabschnitte ohne gegenseitiges Eingreifen der Verbindungsmittel auseinander bewegt werden können.
- Weitere vorteilhafte Ausgestaltungen der Erfindung sind in den Unteransprüchen angegeben.
- Die Erfindung wird nachfolgend anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen näher beschrieben; in diesen zeigen:
- Fig. 1
- eine schematische Perspektivdarstellung eines erfindungsgemäß ausgebildeten Profilelements,
- Fig. 2 bis 7
- verschiedene Zwischenschritte bei der Herstellung eines erfindungsgemäß ausgebildeten Profilelements gemäß
Fig. 1 , - Fig. 8
- einen Zwischenzustand eines Materialabschnitts zur Bildung eines zweiten erfindungsgemäß ausgebildeten Profilelements,
- Fig. 9
- eine perspektivische Detailansicht der Darstellung nach
Fig. 8 , - Fig. 10
- eine perspektivische Detailansicht des zweiten Profilelements in einem zweiten Zwischenschritt der Herstellung,
- Fig. 11
- eine weitere Ausführungsform der Erfindung,
- Fig. 12
- die Ausführungsform nach
Fig. 11 in zusammengestecktem Zustand, - Fig. 13
- eine weitere Ausführungsform der Erfindung,
- Fig. 14
- die Ausführungsform nach
Fig. 13 in zusammengestecktem Zustand, - Fig. 15
- eine weitere Ansicht der Ausführungsform nach den
Fig. 2 bis 7 und - Fig. 16
- eine weitere Ausführungsform der Erfindung.
-
Fig. 1 zeigt ein Profilelement 1, das als C-Profil ausgebildet ist. Das Profilelement 1 umfasst einen Profilkörper 2, der einen Profilsteg 3 sowie zwei seitlich daran anschließende Profilschenkel 4 aufweist, die jeweils im rechten Winkel gegenüber dem Profilsteg 3 abgewinkelt sind. Die freien Längskanten der Profilschenkel 4 sind jeweils wiederum um 90° zur Bildung des C-Profils abgewinkelt. Grundsätzlich kann das erfindungsgemäße Profilelement 1 beispielsweise auch als U-Profil, L-Profil, T-Profil, H-Profil, Hutprofil oder Z-Profil ausgebildet sein. - In dem Profilsteg 3 ist eine Vielzahl von Öffnungen 5 ausgebildet, die beispielsweise als Durchgangsöffnungen für Kabel oder sonstige zu verlegende Elemente dienen können.
- Die Öffnungen 5 des Profilelements 1 werden erfindungsgemäß ohne Materialverlust hergestellt, wie es im Folgenden anhand der
Fig. 2 bis 7 näher erläutert wird. -
Fig. 2 zeigt einen Materialstreifen 6, beispielsweise einen Blechstreifen, der als Ausgangsmaterial für den Profilkörper 2 dient. Während in denFig. 2 bis 7 jeweils nur ein relativ schmaler Bereich des Materialstreifens 6 dargestellt ist, der letztlich zur Bildung des Profilstegs 3 verwendet wird, können sich an dessen Außenkanten 7, 8 jeweils weitere Materialbereiche anschließen, durch die durch entsprechendes Umbiegen beispielsweise die Profilschenkel 4 gebildet werden. - In dem Materialstreifen 6 ist ein sich in Längserstreckung des Materialstreifens 6 verlaufender mäanderförmiger Schlitz 9 ausgebildet, durch den der Materialstreifen 6 und damit der Profilkörper 2 in zwei separate Längsabschnitte 10, 11 aufgeteilt ist. Durch den mäanderförmigen Schlitz 9 erhalten die Längsabschnitte 10, 11 je eine mäanderförmige Längskante 12, 13, die in der Darstellung gemäß
Fig. 2 nahtlos aneinander anliegen. Die mäanderförmigen Längskanten 12, 13 umfassen jeweils in Längsrichtung verlaufende sowie senkrecht dazu verlaufende Kantenabschnitte, wobei Kantenabschnitte 14 der Längskante 12 mit Kantenabschnitten 15 der Längskante 13 in einer Richtung quer zur Längserstreckung des Materialstreifens 6 und damit auch des Profilelements 1 Hinterschneidungen bilden. - Gemäß
Fig. 3 werden zusätzlich zu dem mäanderförmigen Schlitz 9 jeweils quer zur Längserstreckung der Längsabschnitte 10, 11 verlaufende Schlitze 16, 17 in die Längsabschnitte 10, 11 eingebracht. Die Schlitze 16 erstrecken sich dabei jeweils ausgehend von den hinterschnittenen Kanten 14 in Bereiche 28 des Längsabschnitts 10 hinein, während sich die Schlitze 17, jeweils ausgehend von den hinterschnittenen Kanten 15 in Bereiche 29 des Längsabschnitts 11 hinein erstrecken. Je ein Schlitz 16 und ein Schlitz 17 sind dabei so angeordnet, dass sie miteinander fluchten. - Durch die mäanderförmigen Längskanten 12, 13 werden jeweils T-förmige Abschnitte 18, 19 der Längsabschnitte 10, 11 gebildet, wobei die in Längsrichtung des Materialstreifens 6 überstehenden Teile der Querbalkens der T-förmigen Abschnitte 18, 19 jeweils die Bereiche 28, 29 bilden, in denen die Schlitze 16, 17 ausgebildet sind. Weiterhin umfassen die T-förmigen Abschnitte 18, 19 stegförmige Bereiche 33, 34, über die die Querbalken der T-förmigen Abschnitte 18, 19 mit geradlinigen Längsstreifen 36 der Längsabschnitte 10, 11 verbunden sind.
- Zur Erzeugung der endgültigen Form des Profilstegs 3 werden zunächst die hinterschnittenen Kantenabschnitte 14, 15 jeweils in die gleiche Richtung aus der Ebene des Materialstreifens 6 heraus aufgestellt bzw. aufgebogen, wie es in
Fig. 4 dargestellt ist. - Anschließend werden die beiden Längsabschnitte 10, 11 entsprechend zweier Pfeile 20, 21 quer zur Längserstreckung des Materialstreifens 6 auseinander gezogen, wobei aufgrund der fluchtenden Anordnung der Schlitze 16, 17 die Längsabschnitte 10, 11 ineinander gesteckt werden, bis die Bereiche 28, 29 der Längsabschnitte 10, 11 einander überlappen und die innerhalb der Abschnitte 28, 29 liegenden Enden 22, 23 der Schlitze 16, 17 aneinander zur Anlage kommen, wodurch ein weiteres Auseinanderziehen der Längsabschnitte 10, 11 verhindert wird. Der entsprechende Zustand bei vollständig auseinander gezogenen Längsabschnitten 10, 11 ist in
Fig. 6 dargestellt. - Durch das Auseinanderziehen der Längsabschnitte 10, 11 werden gleichzeitig die von Abschnitten 24, 25 der mäanderförmigen Längskanten 12, 13 berandeten Öffnungen 5 gebildet, ohne dass ein Materialausschuss erzeugt wird.
- Zusätzlich zu der Steckverbindung der Längsabschnitte 10, 11 können diese gemäß
Fig. 7 durch weitere Verbindungsmittel wie beispielsweise Schweißnähte 27 miteinander verbunden werden. Die Schweißnähte 27 bzw. sonstige geeignete Verbindungsmittel erstrecken sich dabei insbesondere auch über die Schlitze 16, 17 sowie über die überlappende Bereiche 28, 29 der Längsabschnitte 10, 11 hinweg. - Wie es in
Fig. 7 angedeutet ist, können in dem Materialabschnitt 6 Versteifungssicken 32 ausgebildet sein. Insbesondere können diese Versteifungssicken in den stegförmigen Bereichen 33, 34 der T-förmigen Abschnitte 18, 19 ausgebildet sein und quer zur Längserstreckung des Materialabschnitts 6 verlaufen. Auch im Bereiche der Längskanten 7, 8 können entsprechende in Längsrichtung des Materialabschnitts 6 verlaufende Versteifungssicken 35 ausgebildet sein, die insbesondere mit den Versteifungssicken 32 in Verbindung stehen können, wie es inFig. 7 dargestellt ist. - Die in den
Fig. 8 bis 10 dargestellte Ausführungsform unterscheidet sich von der bisher beschriebenen Ausführungsform lediglich dadurch, dass anstelle der Schlitze 16, 17 Stecklaschen 30 sowie Stecköffnungen 31 in den Bereichen 28, 29 der Längsabschnitte 10, 11 ausgebildet sind. - Die Stecklaschen 30 können dabei beispielsweise direkt aus den Abschnitten 28, 29 herausgeformt sein, wie es insbesondere aus
Fig. 9 erkennbar ist. Beim Auseinanderbewegen der Längsabschnitte 10, 11 quer zu ihrer Längserstreckung treten die freien Enden der Stecklaschen 30 in die Stecköffnungen 31 ein, bis der inFig. 10 dargestellte Endzustand erreicht ist, in dem die Stecklaschen 30 durch die Stecköffnungen 31 hindurch ragen und ein weiteres Auseinanderbewegen der Längsabschnitte 10, 11 gegeneinander verhindern. Um ein Einführen der Stecklaschen 30 in die Stecköffnungen 31 zu erleichtern, können vor dem Auseinanderziehen der Längsabschnitte 10, 11 die die Stecklaschen 30 sowie die Stecköffnungen 31 enthaltenden Bereiche 28, 29 der Längsabschnitte 10, 11 aus der Ebene des Materialstreifens 6 in entgegengesetzten Richtungen herausgebogen werden. - Bei der Ausführungsform nach
Fig. 11 sind die in den Bereichen 29 vorgesehenen Stecklaschen als Rastlaschen 37 ausgebildet. Die Rastlaschen 37 sind aus dem Material des Längsabschnitts 11 in den Bereichen 29 herausgeformt und besitzen eine ein freies Ende aufweisende Anlaufschräge 38 sowie eine sich daran anschließende mit dem Längsabschnitt 11 verbundene Rastschräge 39. - Die in den Bereichen 28 vorgesehenen Stecköffnungen sind als brückenförmige Laschen 40 ausgebildet, die aus dem Material des Längsabschnitts 10 herausgeprägt sind.
- Wie aus
Fig. 12 zu erkennen ist, treten die Rastlaschen 37 beim Auseinanderbewegen der Längsabschnitte 10, 11 durch die brückenförmigen Laschen 40 hindurch, wodurch eine Rastverbindung der Längsabschnitte 10 und 11 erreicht wird. - Entsprechende brückenförmige Laschen 40 können beispielsweise auch bei der Ausgestaltung nach den
Fig. 8 bis 10 anstelle der Stecköffnungen 31 vorgesehen sein. In diesem Fall können sich die brückenförmigen Laschen 40 ausgehend von den Bereichen 28 jeweils nach unten aus dem Material heraus erstrecken, sodass die Stecklaschen 30 beim Auseinanderbewegen der Längsabschnitte 10 und 11 unmittelbar in die brückenförmigen Laschen 40 eintreten können. - In den
Fig. 13 und 14 ist eine weitere Ausführungsform der Erfindung gezeigt, bei der durch den mäanderförmigen Schlitz 9 keine T-förmigen, sondern stegförmige Abschnitte 41, 42 gebildet werden, die jeweils von den geradlinigen Längsstreifen 36 der Längsabschnitte 10, 11 abstehen und sich quer zur Längserstreckung des Materialabschnitts 6 erstrecken. Die stegförmigen Abschnitte 41, 42 umfassen bei dieser Ausführungsform die Bereiche 28, 29, in denen die Verbindungsmittel, im Beispiel als Stecklaschen 30 und Stecköffnungen 31 ausgebildet, vorgesehen sind. Grundsätzlich können die Verbindungsmittel auch in diesem Fall beispielsweise als Rastlaschen und als brückenförmige Laschen oder auf sonstige geeignete Weise ausgebildet sein. - Um die Bereiche 28, 29 beim Auseinanderbewegen der Längsabschnitte 10, 11 in Überlappung zu bringen, werden bei dieser Ausführungsform die Längsabschnitte 10, 11 zunächst gemäß Pfeilen 43, 44 in Längsrichtung gegeneinander verschoben, bis jeweils ein stegförmiger Abschnitt 41 mit einem stegförmigen Abschnitt 42 überlappt. Anschließend werden die Längsabschnitte 10, 11 gemäß Pfeilen 45, 46 auseinander bewegt, bis die Stecklaschen 30 in die Stecköffnungen 31 eingreifen, wie es in
Fig. 14 dargestellt ist. Im Gegensatz zu den bisher beschriebenen Ausführungsformen sind bei dieser Ausführungsform die Öffnungen 5 nicht versetzt alternierend, sondern in Längsrichtung unmittelbar hintereinander liegend ausgebildet und besitzen eine größere Breite, wie es ausFig. 14 erkennbar ist. - Aus der Darstellung nach
Fig. 15 ist zu erkennen, dass das Aufstellen der Bereiche 28, 29 vor dem Auseinanderbewegen der Längsabschnitte 10, 11 auch derart erfolgen kann, dass die durch die Schlitze 16, 17 entstehenden außenliegenden Teilbereiche 28', 29' an ihren freien Enden angehoben werden, sodass die Schlitze 16, 17 etwas aufgeweitet werden. Auf diese Weise ist ein sicheres Zusammenstecken der Längsabschnitte 10, 11 beim Auseinanderbewegen gewährleistet. -
Fig. 16 zeigt eine Ausführungsform der Erfindung, die zwar einerseits auf dem inFig. 2 dargestellten Schnittmuster basiert, d. h. dass der mäanderförmige Schlitz 9 derart ausgebildet ist, dass T-förmige Abschnitte 18, 19 erzeugt werden. - Zum Herstellen des Profilelements 1 werden jedoch andererseits die Längsabschnitte 10, 11 wie zu den
Fig. 13 und 14 beschrieben zunächst entsprechend den Pfeilen 43, 44 in Längsrichtung gegeneinander verschoben, bis die stegförmigen Bereiche 33, 34 der T-förmigen Abschnitte 18, 19 aufeinander liegen. Erst im nächsten Schritt werden die Längsabschnitte 10, 11 quer zu ihrer Längserstreckung auseinander bewegt, bis sie mittels der Schlitze 16, 17 ineinander gesteckt sind, wie es inFig. 16 gezeigt ist. - Bei dieser Variante besitzen die entstehenden Öffnungen 5 gegenüber den bisher beschriebenen Ausführungsformen sowohl in Längs- als auch in Querrichtung vergrößerte Abmessungen.
- Auch bei dieser Variante können die Verbindungsmittel, wie bei allen übrigen Varianten, nicht nur durch Schlitze, sondern auch durch die übrigen beschriebenen Arten von Verbindungsmitteln ausgebildet sein.
- Im Übrigen können die Ausführungsformen gemäß den
Fig. 8 bis 16 alle zu der Ausführungsform gemäß denFig. 2 bis 7 beschriebenen Merkmale umfassen. Insbesondere können auch die Längsabschnitte 10, 11 dieser weiteren Ausführungsformen durch zusätzliche Verbindungsmittel nach dem vollständigen Auseinanderziehen miteinander verbunden werden, wie es bereits zu dem ersten Ausführungsbeispiel beschrieben wurde. -
1 Profilelement 2 Profilkörper 3 Profilsteg 4 Profilschenkel 5 Öffnungen 6 Materialstreifen 7 Außenkante 8 Außenkante 9 mäanderförmiger Schlitz 10 Längsabschnitt 11 Längsabschnitt 12 mäanderförmige Längskante 13 mäanderförmige Längskante 14 Kantenabschnitte 15 Kantenabschnitte 16 Schlitze 17 Schlitze 18 T-förmige Abschnitte 19 T-förmige Abschnitte 20 Pfeil 21 Pfeil 22 Ende des Schlitzes 16 23 Ende des Schlitzes 17 24 Abschnitte der mäanderförmigen Längskanten 12, 13 25 Abschnitte der mäanderförmigen Längskanten 12, 13 27 Schweißnähte 28 überlappende Bereiche 28' Teilbereich von 28 29 überlappende Bereiche 29' Teilbereich von 29 30 Stecklaschen 31 Stecköffnungen 32 Versteifungssicken 33 stegförmige Bereiche 34 stegförmige Bereiche 35 Versteifungssicken 36 Längsstreifen 37 Rastlasche 38 Anlaufschräge 39 Rastschräge 40 brückenförmige Laschen 41 stegförmige Abschnitte 42 stegförmige Abschnitte 43 Pfeil 44 Pfeil 45 Pfeil 46 Pfeil
Claims (16)
- Profilelement, insbesondere Bauprofil, beispielsweise Trockenbau-, Fassaden-, Putz-, Estrich-, Fliesen- oder Kabelträgerprofil oder Regal- oder Entwässerungsschiene, mit einem insbesondere metallischen oder aus Kunststoff bestehenden lang gestreckten Profilkörper (2), in dem eine Vielzahl von Öffnungen (5) ausgebildet ist, wobei der Profilkörper (2) zumindest zwei separat ausgebildete Längsabschnitte (10, 11) umfasst,
jeder Längsabschnitt (10, 11) eine mäanderförmig ausgebildete Längskante (12, 13) umfasst,
die Längsabschnitte (10, 11) einander überlappende Bereiche (28, 29) aufweisen, die von den mäanderförmigen Längskanten (12, 13) bereichsweise begrenzt sind,
in den überlappenden Bereichen (28, 29) Verbindungsmittel (16, 17; 30, 31; 37, 40) ausgebildet sind, über die die Längsabschnitte (10, 11) in einer Richtung quer zu ihrer Längserstreckung zusammengesteckt sind
und die Öffnungen (5) zwischen Abschnitten (24, 25) der mäanderförmigen Längskanten (12, 13) der beiden Längsabschnitte (10, 11) ausgebildet sind,
dadurch gekennzeichnet,
dass sich jeweils ausgehend von der mäanderförmigen Längskante (12, 13) in die überlappenden Bereiche (28, 29) der Längsabschnitte (10, 11) quer zur Längserstreckung des jeweiligen Längsabschnitts (10, 11) verlaufende Schlitze (16, 17) hinein erstrecken und dass die Längsabschnitte (10, 11) mittels der Schlitze (16, 17) zusammengesteckt sind. - Profilelement, insbesondere Bauprofil, beispielsweise Trockenbau-, Fassaden-, Putz-, Estrich-, Fliesen- oder Kabelträgerprofil oder Regal- oder Entwässerungsschiene, mit einem insbesondere metallischen oder aus Kunststoff bestehenden lang gestreckten Profilkörper (2), in dem eine Vielzahl von Öffnungen (5) ausgebildet ist, wobei der Profilkörper (2) zumindest zwei separat ausgebildete Längsabschnitte (10, 11) umfasst,
jeder Längsabschnitt (10, 11) eine mäanderformig ausgebildete Längskante (12, 13) umfasst,
die Längsabschnitte (10, 11) einander überlappende Bereiche (28, 29) aufweisen, die von den mäanderförmigen Längskanten (12, 13) bereichsweise begrenzt sind,
in den überlappenden Bereichen (28, 29) Verbindungsmittel (16, 17; 30, 31; 37, 40) ausgebildet sind, über die die Längsabschnitte (10, 11) in einer Richtung quer zu ihrer Längserstreckung zusammengesteckt sind
und die Öffnungen (5) zwischen Abschnitten (24, 25) der mäanderförmigen Längskanten (12, 13) der beiden Längsabschnitte (10, 11) ausgebildet sind,
dadurch gekennzeichnet,
dass in den überlappenden Bereichen (28, 29) eines oder beider Längsabschnitte (10, 11) Stecklaschen (30, 37) ausgebildet sind, die in in den überlappenden Bereichen (28, 29) des jeweils anderen Längsabschnittes (10, 11) ausgebildete Stecköffnungen (31, 40) hineinragen. - Profilelement nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass jeder Längsabschnitt (10, 11) eine Vielzahl von insbesondere T-förmigen oder stegförmigen Abschnitten (18, 19, 41, 42) umfasst, die von den mäanderförmigen Längskanten (12, 13) berandet sind und von einem insbesondere als geradliniger Längsstreifen (36) ausgebildeten Bereich des jeweiligen Längsabschnitts (10, 11) abstehen. - Profilelement nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die Verbindungsmittel als Rastverbindungsmittel (37, 40) ausgebildet sind. - Profilelement nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die Längsabschnitte (10, 11) zusätzlich zu der Steckverbindung über die Verbindungsmittel (16, 17; 30, 31, 37, 40) durch weitere Verbindungsmittel (27) miteinander verbunden sind. - Profilelement nach Anspruch 5,
dadurch gekennzeichnet,
dass die Längsabschnitte (10, 11), insbesondere durch ein Druckfügeverfahren wie Verclinchen oder Vercrimpen, durch Verklemmen, Verquetschen, Verpressen, Verschweißen, Verschrauben, Verkleben oder Vernieten, zusätzlich miteinander verbunden sind. - Verfahren zum Herstellen eines Profilelements, insbesondere eines Bauprofils, beispielsweise Trockenbau-, Fassaden-, Putz-, Estrich-, Fliesen- oder Kabelträgerprofils oder einer Regal- oder Entwässerungsschiene, mit einem insbesondere metallischen oder aus Kunststoff bestehenden lang gestreckten Profilkörper (2), in dem eine Vielzahl von Öffnungen (5) ausgebildet ist,
bei dem zur Erzeugung des Profilkörpers (2) zwei separate Längsabschnitte (10, 11) mit je einer mäanderförmigen Längskante (12, 13) bereitgestellt werden, wobei die Längsabschnitte (10, 11) Bereiche (28, 29) aufweisen, die von den mäanderförmigen Längskanten (12, 13) bereichsweise begrenzt werden,
in den Bereichen (28, 29) Verbindungsmittel (16, 17; 30, 31, 37, 40) zum Zusammenstecken der Längsabschnitte (10, 11) ausgebildet werden und
die Längsabschnitte (10, 11) quer zu ihrer Längserstreckung so auseinander bewegt werden, dass sich die Bereiche der beiden Längsabschnitte (10, 11) überlappen, die Längsabschnitte (10, 11) über die Verbindungsmittel (16, 17; 30, 31, 37, 40) zusammengesteckt werden und zwischen Abschnitten (24, 25) der mäanderförmigen Längskanten (12, 13) der beiden Längsabschnitte (10, 11) die Öffnungen (5) gebildet werden,
dadurch gekennzeichnet,
dass zur Erzeugung der Verbindungsmittel jeweils sich von der mäanderförmigen Längskante (12, 13) in die Bereiche (28, 29) der Längsabschnitte (10, 11) hinein erstreckende, quer zur Längserstreckung des jeweiligen Längsabschnitts (10, 11) verlaufende Schlitze (16, 17) ausgebildet werden. - Verfahren nach Anspruch 7,
dadurch gekennzeichnet,
dass die Längsabschnitte (10, 11) entlang der Schlitze (16, 17) zusammengesteckt werden. - Verfahren zum Herstellen eines Profilelements, insbesondere eines Bauprofils, beispielsweise Trockenbau-, Fassaden-, Putz-, Estrich-, Fliesen- oder Kabelträgerprofils oder einer Regal- oder Entwässerungsschiene, mit einem insbesondere metallischen oder aus Kunststoff bestehenden lang gestreckten Profilkörper (2), in dem eine Vielzahl von Öffnungen (5) ausgebildet ist,
bei dem zur Erzeugung des Profilkörpers (2) zwei separate Längsabschnitte (10, 11) mit je einer mäanderförmigen Längskante (12, 13) bereitgestellt werden, wobei die Längsabschnitte (10, 11) Bereiche (28, 29) aufweisen, die von den mäanderförmigen Längskanten (12, 13) bereichsweise begrenzt werden,
in den Bereichen (28, 29) Verbindungsmittel (16, 17; 30, 31, 37, 40) zum Zusammenstecken der Längsabschnitte (10, 11) ausgebildet werden und
die Längsabschnitte (10, 11) quer zu ihrer Längserstreckung so auseinander bewegt werden, dass sich die Bereiche der beiden Längsabschnitte (10, 11) überlappen, die Längsabschnitte (10, 11) über die Verbindungsmittel (16, 17; 30, 31, 37, 40) zusammengesteckt werden und zwischen Abschnitten (24, 25) der mäanderförmigen Längskanten (12, 13) der beiden Längsabschnitte (10, 11) die Öffnungen (5) gebildet werden,
dadurch gekennzeichnet,
dass zur Erzeugung der Verbindungsmittel in den Bereichen der Längsabschnitte (10, 11) Stecklaschen (30, 37) und Stecköffnungen (31, 40) ausgebildet werden und dass beim Auseinanderbewegen der Längsabschnitte (10, 11) die Stecklaschen (30, 37) in die Stecköffnungen (31, 40) eingreifen. - Verfahren nach zumindest einem der Ansprüche 7 bis 9,
dadurch gekennzeichnet,
dass in ein langgestrecktes streifenförmiges Ausgangsmaterial (6) zumindest ein sich in Längserstreckung des Ausgangsmaterials (6) erstreckender mäanderförmiger Schlitz (9) eingebracht wird, durch den das Ausgangsmaterial (6) in die zwei separaten Längsabschnitte (10, 11) geteilt wird. - Verfahren nach zumindest einem der Ansprüche 7 bis 10,
dadurch gekennzeichnet,
dass die Längsabschnitte (10, 11) im Wesentlichen senkrecht zu ihrer Längserstreckung auseinander bewegt werden. - Verfahren nach zumindest einem der Ansprüche 7 bis 11,
dadurch gekennzeichnet,
dass vor dem Auseinanderbewegen der Längsabschnitte (10, 11) quer zu ihrer Längserstreckung die Längsabschnitte (10, 11) im Wesentlichen in Längsrichtung gegeneinander verschoben werden. - Verfahren nach zumindest einem der Ansprüche 7 bis 12,
dadurch gekennzeichnet,
dass die Längsabschnitte (10, 11) miteinander verrastet werden. - Verfahren nach zumindest einem der Ansprüche 7 bis 13,
dadurch gekennzeichnet,
dass vor dem Auseinanderbewegen die Bereiche (28, 29) der Längsabschnitte (10, 11) zumindest bereichsweise aufgestellt werden. - Verfahren nach zumindest einem der Ansprüche 7 bis 14,
dadurch gekennzeichnet,
dass die Längsabschnitte (10, 11) nach dem Auseinanderbewegen, insbesondere durch ein Druckfügeverfahren wie Verclinchen oder Vercrimpen, durch Verklemmen, Verquetschen, Verpressen, Verschweißen, Verschrauben, Verkleben oder Vernieten, zusätzlich miteinander verbunden werden. - Verfahren nach zumindest einem der Ansprüche 7 bis 15,
dadurch gekennzeichnet,
dass das Verfahren zum Herstellen eines Profilelements (1) nach zumindest einem der Ansprüche 1 bis 6 ausgebildet ist.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MEP-2013-100A ME01563B (me) | 2009-10-01 | 2010-09-23 | Profilni element i postupak za izradu profilnog elementa |
| SI201030333T SI2467545T1 (sl) | 2009-10-01 | 2010-09-23 | Profilni element in postopek za izdelavo profilnega elementa |
| PL10763123T PL2467545T3 (pl) | 2009-10-01 | 2010-09-23 | Element profilowy i sposób wytwarzania elementu profilowego |
| CY20131100779T CY1114682T1 (el) | 2009-10-01 | 2013-09-10 | Στοιχειο προφιλ και μεθοδος κατασκευης ενος στοιχειου προφιλ |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009047958 | 2009-10-01 | ||
| PCT/EP2010/005834 WO2011038860A1 (de) | 2009-10-01 | 2010-09-23 | Profilelement und verfahren zum herstellen eines profilelements |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2467545A1 EP2467545A1 (de) | 2012-06-27 |
| EP2467545B1 true EP2467545B1 (de) | 2013-06-12 |
Family
ID=43415242
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10763123.6A Active EP2467545B1 (de) | 2009-10-01 | 2010-09-23 | Profilelement und verfahren zum herstellen eines profilelements |
Country Status (32)
| Country | Link |
|---|---|
| US (1) | US20120231201A1 (de) |
| EP (1) | EP2467545B1 (de) |
| JP (1) | JP2013506771A (de) |
| KR (1) | KR20120091128A (de) |
| CN (1) | CN102648322A (de) |
| AP (1) | AP2012006235A0 (de) |
| AR (1) | AR079190A1 (de) |
| AU (1) | AU2010301529A1 (de) |
| BR (1) | BR112012007061A2 (de) |
| CA (1) | CA2775954A1 (de) |
| CL (1) | CL2012000785A1 (de) |
| CR (1) | CR20120160A (de) |
| CY (1) | CY1114682T1 (de) |
| DE (2) | DE102009048152A1 (de) |
| DK (1) | DK2467545T3 (de) |
| EA (1) | EA201270482A1 (de) |
| EC (1) | ECSP12011754A (de) |
| ES (1) | ES2425632T3 (de) |
| HK (1) | HK1169846A1 (de) |
| HR (1) | HRP20130863T1 (de) |
| IL (1) | IL218953A0 (de) |
| IN (1) | IN2012DN02565A (de) |
| ME (1) | ME01563B (de) |
| MX (1) | MX2012003704A (de) |
| PL (1) | PL2467545T3 (de) |
| PT (1) | PT2467545E (de) |
| RS (1) | RS52981B (de) |
| SI (1) | SI2467545T1 (de) |
| TW (1) | TW201116752A (de) |
| UA (2) | UA105066C2 (de) |
| WO (1) | WO2011038860A1 (de) |
| ZA (1) | ZA201202303B (de) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010026320A1 (de) * | 2010-07-07 | 2012-01-12 | Protektorwerk Florenz Maisch Gmbh & Co. Kg | Dünnwandig kaltverformtes Profilelement und Verfahren zum Herstellen eines solchen Profilelements |
| DK2483492T3 (da) | 2009-10-01 | 2013-04-02 | Maisch F Protektorwerk | Tyndvægget kolddeformeret letvægtsprofilelement og fremgangsmåde til fremstilling af et sådant profilelement |
| DE102010006860A1 (de) | 2010-02-04 | 2011-08-04 | Protektorwerk Florenz Maisch GmbH & Co. KG, 76571 | Verfahren zum Herstellen eines Profilelements |
| DE102010047310A1 (de) | 2010-10-01 | 2012-04-05 | Protektorwerk Florenz Maisch Gmbh & Co. Kg | Vorrichtung und Verfahren zum Aufweiten von Metallelementen |
| DE102011018284A1 (de) * | 2011-04-20 | 2012-10-25 | Protektorwerk Florenz Maisch Gmbh & Co Kg | Profilelement und Verfahren zum Herstellen eines Profilelements |
| GB201202273D0 (en) * | 2012-02-09 | 2012-03-28 | Modular Walling Systems Ltd | Modular construction system |
| CN113036443B (zh) * | 2021-03-04 | 2022-01-28 | 西安电子科技大学 | 一种用于宽带和宽角rcs减缩的光学透明电磁超表面 |
| USD1021151S1 (en) * | 2021-04-26 | 2024-04-02 | Jaimes Industries, Inc. | Framing member |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB680022A (en) * | 1950-01-18 | 1952-10-01 | Braithwaite & Company Engineer | Improvements in and relating to elements for use in constructional engineering |
| US2831739A (en) * | 1956-02-28 | 1958-04-22 | Gadget Of The Month Club Inc | Adjustably extendable and lockable table leg or the like |
| US2990038A (en) * | 1959-05-29 | 1961-06-27 | Diamond Harry | Structural beams |
| US3349977A (en) * | 1966-08-18 | 1967-10-31 | Anthony D Caminiti | Spare tire carriers and/or luggage racks |
| US3393433A (en) * | 1967-07-18 | 1968-07-23 | Pontonier Inc | Safety seat belt buckle |
| US3588969A (en) * | 1968-09-11 | 1971-06-29 | Robert Cripps Fisher | Seat belt buckle |
| US3562877A (en) * | 1968-10-07 | 1971-02-16 | Robbins Seat Belt Co | Miniature buckle |
| US3609933A (en) * | 1968-11-22 | 1971-10-05 | Chicago Metallic Corp | Spaced panel wall construction |
| US4071995A (en) * | 1972-10-10 | 1978-02-07 | Farmer Melville E | Wall construction member |
| DE2303466C2 (de) * | 1973-01-25 | 1975-03-20 | Stanislaus Dipl.-Ing. 7340 Geislingen Malik | Verfahren zur Herstellung eines Wabenträgers |
| US4122666A (en) * | 1976-07-19 | 1978-10-31 | Jessop Quenton W | Chain |
| US4152873A (en) * | 1977-09-14 | 1979-05-08 | National Gypsum Company | Bonded two piece metal stud |
| JPS5671680A (en) * | 1979-11-16 | 1981-06-15 | Mitsubishi Heavy Ind Ltd | Manufacture of beam material with opening |
| US4930287A (en) * | 1981-05-14 | 1990-06-05 | National Gypsum Company | Distortion-free vinyl siding |
| WO1986006431A1 (en) * | 1985-05-02 | 1986-11-06 | Donn Incorporated | Expanded metal products |
| EP0324206B1 (de) * | 1988-01-12 | 1993-04-21 | Wescol Structures Limited | Lochwandstegträger |
| US5088514A (en) * | 1988-06-13 | 1992-02-18 | House J C | Tanning and screening apparatus |
| US5079884A (en) * | 1990-06-04 | 1992-01-14 | National Gypsum Company | Extendible interconnected Z-studs |
| US5464302A (en) * | 1993-08-23 | 1995-11-07 | National Gypsum Company | Extendible interconnected C-studs |
| US5524410A (en) * | 1994-01-31 | 1996-06-11 | National Gypsum Company | Framing components of expanded metal, and method of making such components |
| US6453973B1 (en) * | 1998-08-28 | 2002-09-24 | Ralph Russo | Modular panel structure |
| DE10259307A1 (de) * | 2002-12-18 | 2004-07-08 | Protektorwerk Florenz Maisch Gmbh & Co Kg | Flächiges Metallelement und Profilelement |
| GB0510975D0 (en) * | 2005-05-31 | 2005-07-06 | Westok Ltd | Floor construction method and system |
| AR054817A1 (es) * | 2005-09-01 | 2007-07-18 | Rojas Ubilla Jose | Perfil con seccion desplegable |
| CN201011045Y (zh) * | 2007-03-30 | 2008-01-23 | 世仓物流设备(上海)有限公司 | 钢平台主次梁 |
| CN201024563Y (zh) * | 2007-04-03 | 2008-02-20 | 上海丸瑞新型建材有限公司 | 一种可节省材料又可弯曲变化的u型轻钢龙骨 |
| CN101105065A (zh) * | 2007-08-08 | 2008-01-16 | 河南大学 | 一种类椭圆孔蜂窝梁腹板的制备方法 |
| DE102007053471A1 (de) * | 2007-11-09 | 2009-05-14 | Protektorwerk Florenz Maisch Gmbh & Co. Kg | Metallprofil |
-
2009
- 2009-10-02 DE DE102009048152A patent/DE102009048152A1/de not_active Withdrawn
- 2009-10-02 DE DE102009048153A patent/DE102009048153A1/de not_active Withdrawn
-
2010
- 2010-09-10 US US13/497,603 patent/US20120231201A1/en not_active Abandoned
- 2010-09-23 AU AU2010301529A patent/AU2010301529A1/en not_active Abandoned
- 2010-09-23 CA CA2775954A patent/CA2775954A1/en not_active Abandoned
- 2010-09-23 EA EA201270482A patent/EA201270482A1/ru unknown
- 2010-09-23 BR BR112012007061A patent/BR112012007061A2/pt not_active Application Discontinuation
- 2010-09-23 UA UAA201205295A patent/UA105066C2/uk unknown
- 2010-09-23 WO PCT/EP2010/005834 patent/WO2011038860A1/de active Application Filing
- 2010-09-23 CN CN2010800438980A patent/CN102648322A/zh active Pending
- 2010-09-23 AP AP2012006235A patent/AP2012006235A0/xx unknown
- 2010-09-23 DK DK10763123.6T patent/DK2467545T3/da active
- 2010-09-23 ME MEP-2013-100A patent/ME01563B/me unknown
- 2010-09-23 JP JP2012531271A patent/JP2013506771A/ja active Pending
- 2010-09-23 MX MX2012003704A patent/MX2012003704A/es not_active Application Discontinuation
- 2010-09-23 SI SI201030333T patent/SI2467545T1/sl unknown
- 2010-09-23 RS RS20130393A patent/RS52981B/en unknown
- 2010-09-23 ES ES10763123T patent/ES2425632T3/es active Active
- 2010-09-23 PL PL10763123T patent/PL2467545T3/pl unknown
- 2010-09-23 KR KR1020127010746A patent/KR20120091128A/ko not_active Application Discontinuation
- 2010-09-23 PT PT107631236T patent/PT2467545E/pt unknown
- 2010-09-23 EP EP10763123.6A patent/EP2467545B1/de active Active
- 2010-09-27 UA UAA201205294A patent/UA108086C2/ru unknown
- 2010-09-30 AR ARP100103567A patent/AR079190A1/es unknown
- 2010-09-30 TW TW099133235A patent/TW201116752A/zh unknown
-
2012
- 2012-03-23 IN IN2565DEN2012 patent/IN2012DN02565A/en unknown
- 2012-03-28 EC ECSP12011754 patent/ECSP12011754A/es unknown
- 2012-03-29 CR CR20120160A patent/CR20120160A/es unknown
- 2012-03-29 IL IL218953A patent/IL218953A0/en unknown
- 2012-03-29 ZA ZA2012/02303A patent/ZA201202303B/en unknown
- 2012-03-29 CL CL2012000785A patent/CL2012000785A1/es unknown
- 2012-10-24 HK HK12110559.8A patent/HK1169846A1/xx not_active IP Right Cessation
-
2013
- 2013-09-10 CY CY20131100779T patent/CY1114682T1/el unknown
- 2013-09-12 HR HRP20130863AT patent/HRP20130863T1/hr unknown
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2467545B1 (de) | Profilelement und verfahren zum herstellen eines profilelements | |
| EP2573291B1 (de) | Dünnwandig kaltverformtes Leichtbauprofilelement und Verfahren zum Herstellen eines solchen Profilelements | |
| WO2013079221A1 (de) | Anschlussklemme mit einer stegförmigen leiterführung | |
| EP1587195A2 (de) | Kabelkanalsystem | |
| DE19728582A1 (de) | Verfahren zum Herstellen eines Metallformteils | |
| EP2868827B1 (de) | Profilschiene | |
| DE202016105953U1 (de) | Einfassung von Rasenflächen und Beeten | |
| EP2227609B1 (de) | Metallprofil | |
| EP2899324B1 (de) | Entwässerungsrinne mit dichtem Stoßbereich | |
| EP2454422A2 (de) | Profilelement und verfahren zum herstellen eines profilelements | |
| EP1956174B1 (de) | Profilschiene zum Positionieren eines Befestigungselements und Verfahren zum Herstellen einer Mehrfachverglasungseinheit | |
| DE102015108298B4 (de) | Steckbarer Gitterrost und Verfahren zu seiner Herstellung | |
| EP1646756B1 (de) | Verbindungssystem für profilschienen | |
| WO2002020931A1 (de) | Geradverbindungsstück für als distanzhalter für isolierglasscheiben dienende hohlprofile | |
| EP3954838A1 (de) | Verbindungselementsystem für bodengleich zu installierende flachprofile in nasszellen | |
| DE20014789U1 (de) | Geradverbindungsstück für als Distanzhalter für Isolierglasscheiben dienende Hohlprofile | |
| WO2013017128A1 (de) | Belag aus mechanisch miteinander verbindbaren paneelen und verfahren zur herstellung solcher paneele sowie verlegeverfahren | |
| AT526778B1 (de) | Lösbare Verbindung für einen Stahlmantel eines Swimmingpools, Stahlblech hierfür sowie Verfahren zu dessen Herstellung | |
| EP3315018A1 (de) | Blechformteil, verwendung des blechformteils, rasenkantenset und verfahren zum setzen von rasenkanten | |
| EP2689078B1 (de) | Profilelement und verfahren zum herstellen eines profilelements | |
| EP1959070B1 (de) | Dachrinnenstück und Dachrinnen-Verbindungsanordnung | |
| DE102010026320A1 (de) | Dünnwandig kaltverformtes Profilelement und Verfahren zum Herstellen eines solchen Profilelements | |
| EP3243968A1 (de) | Schlitzrinne | |
| DE202019103487U1 (de) | Spreizbarer Eckwinkel | |
| EP1220400A1 (de) | Installationskanal mit Stossstellenverbinder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120322 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1169846 Country of ref document: HK |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 616749 Country of ref document: AT Kind code of ref document: T Effective date: 20130615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010003673 Country of ref document: DE Effective date: 20130808 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: DR. GRAF AND PARTNER AG INTELLECTUAL PROPERTY, CH |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20130820 |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: TUEP Ref document number: P20130863 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: FG4A Ref document number: E008306 Country of ref document: EE Effective date: 20130808 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2425632 Country of ref document: ES Kind code of ref document: T3 Effective date: 20131016 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20130401796 Country of ref document: GR Effective date: 20130920 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: T1PR Ref document number: P20130863 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20130612 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: MC Payment date: 20130911 Year of fee payment: 4 Ref country code: IS Payment date: 20130821 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 14847 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: GR Ref document number: 1169846 Country of ref document: HK |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140313 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CY Payment date: 20130913 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010003673 Country of ref document: DE Effective date: 20140313 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E019031 Country of ref document: HU |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AL Payment date: 20130917 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20130863 Country of ref document: HR Payment date: 20140829 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20140918 Year of fee payment: 5 Ref country code: RO Payment date: 20140829 Year of fee payment: 5 Ref country code: CZ Payment date: 20140918 Year of fee payment: 5 Ref country code: EE Payment date: 20140911 Year of fee payment: 5 Ref country code: BG Payment date: 20140911 Year of fee payment: 5 Ref country code: LT Payment date: 20140821 Year of fee payment: 5 Ref country code: GR Payment date: 20140919 Year of fee payment: 5 Ref country code: CH Payment date: 20140919 Year of fee payment: 5 Ref country code: FI Payment date: 20140911 Year of fee payment: 5 Ref country code: NO Payment date: 20140912 Year of fee payment: 5 Ref country code: DK Payment date: 20140919 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20140919 Year of fee payment: 5 Ref country code: HU Payment date: 20140918 Year of fee payment: 5 Ref country code: LU Payment date: 20141001 Year of fee payment: 5 Ref country code: HR Payment date: 20140829 Year of fee payment: 5 Ref country code: PL Payment date: 20140822 Year of fee payment: 5 Ref country code: LV Payment date: 20140911 Year of fee payment: 5 Ref country code: SE Payment date: 20140918 Year of fee payment: 5 Ref country code: GB Payment date: 20140919 Year of fee payment: 5 Ref country code: SK Payment date: 20140919 Year of fee payment: 5 Ref country code: SI Payment date: 20140827 Year of fee payment: 5 Ref country code: ES Payment date: 20140926 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20140324 Year of fee payment: 5 Ref country code: IT Payment date: 20140924 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20140918 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140930 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20140919 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140923 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130612 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: MT Payment date: 20130827 Year of fee payment: 4 Ref country code: MK Payment date: 20130923 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20160323 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: PBON Ref document number: P20130863 Country of ref document: HR Effective date: 20150923 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MM4D Effective date: 20150923 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: MMEP Ref country code: DK Ref legal event code: EBP Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: MM4A Ref document number: E008306 Country of ref document: EE Effective date: 20150930 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150924 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: LV Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160323 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 14847 Country of ref document: SK Effective date: 20150923 Ref country code: NL Ref legal event code: MM Effective date: 20151001 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: ML Ref document number: 20130401796 Country of ref document: GR Effective date: 20160405 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 Ref country code: NO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 Ref country code: HR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160405 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20160603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151001 Ref country code: EE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150924 Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: SI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150924 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20161027 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 616749 Country of ref document: AT Kind code of ref document: T Effective date: 20150923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150924 Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140923 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230522 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231128 Year of fee payment: 14 |