EP2467545B1 - Élément profilé et procédé de fabrication d'un élément profilé - Google Patents
Élément profilé et procédé de fabrication d'un élément profilé Download PDFInfo
- Publication number
- EP2467545B1 EP2467545B1 EP10763123.6A EP10763123A EP2467545B1 EP 2467545 B1 EP2467545 B1 EP 2467545B1 EP 10763123 A EP10763123 A EP 10763123A EP 2467545 B1 EP2467545 B1 EP 2467545B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- longitudinal
- section
- portions
- longitudinal portions
- meandering
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 18
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 239000007858 starting material Substances 0.000 claims description 8
- 238000010276 construction Methods 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 239000011505 plaster Substances 0.000 claims description 5
- 238000002788 crimping Methods 0.000 claims description 4
- 238000004026 adhesive bonding Methods 0.000 claims description 3
- 238000003466 welding Methods 0.000 claims description 3
- 238000005304 joining Methods 0.000 claims 2
- 238000003825 pressing Methods 0.000 claims 2
- 239000000463 material Substances 0.000 description 31
- 238000003780 insertion Methods 0.000 description 14
- 230000037431 insertion Effects 0.000 description 14
- 239000011324 bead Substances 0.000 description 6
- 230000013011 mating Effects 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 238000004080 punching Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000012774 insulation material Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images










Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C3/08—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal with apertured web, e.g. with a web consisting of bar-like components; Honeycomb girders
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C3/08—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal with apertured web, e.g. with a web consisting of bar-like components; Honeycomb girders
- E04C3/083—Honeycomb girders; Girders with apertured solid web
- E04C3/086—Honeycomb girders; Girders with apertured solid web of the castellated type
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C3/08—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal with apertured web, e.g. with a web consisting of bar-like components; Honeycomb girders
- E04C3/09—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal with apertured web, e.g. with a web consisting of bar-like components; Honeycomb girders at least partly of bent or otherwise deformed strip- or sheet-like material
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0408—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by assembly or the cross-section
- E04C2003/0413—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by assembly or the cross-section being built up from several parts
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0426—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by material distribution in cross section
- E04C2003/0434—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by material distribution in cross section the open cross-section free of enclosed cavities
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0443—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by substantial shape of the cross-section
- E04C2003/0473—U- or C-shaped
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/19—Sheets or webs edge spliced or joined
Definitions
- the present invention relates to a profile element, in particular a construction profile, for example a drywall, facade, plaster, screed, tile or cable carrier profile or a shelf or drainage rail, with a particular metallic or plastic elongated profile body in which a A plurality of openings is formed, according to the preamble of claim 1 or 2. Furthermore, the invention is directed to a method for producing such a profile element.
- a construction profile for example a drywall, facade, plaster, screed, tile or cable carrier profile or a shelf or drainage rail
- a particular metallic or plastic elongated profile body in which a A plurality of openings is formed according to the preamble of claim 1 or 2.
- the invention is directed to a method for producing such a profile element.
- Profile elements of this type are used, for example, as C-shaped upright profiles for drywall, wherein the openings provided in the profile body of the profile element can serve, for example, as leadthrough openings for cables, lines or other elongate, band or cord-shaped elements, as well as pipes or other hollow bodies. Furthermore, these openings can also serve for ventilation or allow the penetration of fillers such as insulation material.
- a profile element of the type mentioned is from the US 5,661,881 A known. To produce the profile element, the two longitudinal sections in overlapping areas welded together or crimped together.
- the production of the inventively embodied profile element is very easy to carry out, since despite the originally separate formation of the two longitudinal sections they are automatically connected to each other when moving apart again by the longitudinal sections are collapsed when moving apart.
- the term "across" is any direction to understand that does not extend exclusively in the longitudinal direction of the profile element or its longitudinal sections.
- transverse can thus mean perpendicularly but also obliquely to the longitudinal extension of the profile element or of the longitudinal sections.
- the connecting means may preferably be formed integrally with the longitudinal sections. However, it is also conceivable that the connecting means are formed as separate components which are attached to the overlapping regions of the longitudinal sections.
- the connecting means are thus formed in this embodiment by simple slots, which allows a very simple and inexpensive manufacturing process.
- plug-in tabs may be formed, which project into plug-in openings formed in the overlapping regions of the respective other longitudinal section.
- the plug-in tabs can be molded out, for example, directly from the material of the longitudinal sections. Also in this embodiment, a very simple and cost-effective design of the connecting means in the form of insertion tabs and plug-in openings is possible.
- each longitudinal section comprises a plurality of in particular T-shaped or web-shaped sections which are bounded by the meander-shaped longitudinal edges and by one in particular as a straight line Protrude longitudinal strips trained area of the respective longitudinal section.
- said overlapping regions are formed, which protrude transversely to the longitudinal extent of the longitudinal sections relative to the adjoining longitudinal regions of the longitudinal sections.
- the overlapping portions are longitudinally opposed to the central webs of the T-shaped portions in the longitudinal direction of the longitudinal portions.
- the connecting means are designed as latching connection means.
- the connecting means are designed as latching connection means.
- the longitudinal sections are connected to each other in addition to the connector via the connecting means by further connecting means.
- the longitudinal sections for example, by a Druckgesgeclar as Verclinchen or crimping, by jamming, crimping, compression, welding, screwing, gluing or riveting or another suitable connection method additionally be interconnected.
- This additional connection can be provided in particular in the overlapping areas and optionally additional areas of the longitudinal sections.
- the separate longitudinal sections can already be produced originally from separate material sections. These can be, for example have the same or different thicknesses and consist of the same or different materials.
- the separate longitudinal sections can be produced from an originally uniform material section.
- at least one meander-shaped slot extending in the longitudinal extent of the starting material can be introduced into an elongated strip-shaped starting material, by means of which the starting material is divided into the two separate longitudinal sections.
- the connector between the two longitudinal sections can be achieved by a corresponding movement apart of the longitudinal sections.
- the two longitudinal sections can be arranged after introduction of the meandering slot already in their starting position for moving apart, the two longitudinal sections can be initially brought into a corresponding starting position to each other in the production of two different material sections, in the example Form edge portions of the meandering longitudinal edges of the two longitudinal sections in a direction transverse to the longitudinal extension of the profile element or the longitudinal sections undercuts.
- the desired connector can be achieved automatically, since during the overlapping of the regions of the two longitudinal sections when moving apart the corresponding connecting means are automatically engaged.
- the longitudinal sections prior to moving the longitudinal sections apart transversely to their longitudinal extent, the longitudinal sections are displaced substantially in the longitudinal direction relative to each other in order to achieve a desired starting position for the moving apart.
- the starting position is advantageously chosen so that the overlapping areas to overlap so overlap in the subsequent moving apart of the longitudinal sections so that the connecting means engage with each other.
- the regions of the longitudinal sections to be overlapped are at least partially set up, for example bent up. This ensures that the provided connecting means actually engage with one another and that the two longitudinal sections can not be moved apart without mutual engagement of the connecting means.
- Fig. 1 shows a profile element 1, which is designed as a C-profile.
- the profile element 1 comprises a profile body 2, which has a profile web 3 and two laterally adjoining profile leg 4, which are each angled at right angles to the profile web 3.
- the free longitudinal edges of the profile legs 4 are each angled in turn by 90 ° to form the C-profile.
- the profile element 1 according to the invention can also be designed, for example, as U-profile, L-profile, T-profile, H-profile, top-hat profile or Z-profile.
- a plurality of openings 5 is formed, which can serve for example as through holes for cables or other elements to be laid.
- the openings 5 of the profile element 1 are produced according to the invention without loss of material, as described below with reference to the Fig. 2 to 7 is explained in more detail.
- Fig. 2 shows a strip of material 6, for example, a metal strip, which serves as a starting material for the profile body 2. While in the Fig. 2 to 7 in each case only a relatively narrow region of the material strip 6 is shown, which is ultimately used to form the profile web 3, at the outer edges 7, 8 each further material areas adjoin, for example, the profile legs 4 are formed by corresponding bending.
- a meandering slot 9 extending in the longitudinal extent of the material strip 6 is formed, through which the material strip 6 and thus the profile body 2 is divided into two separate longitudinal sections 10, 11.
- the longitudinal sections 10, 11 each receive a meander-shaped longitudinal edge 12, 13, which in the illustration according to FIG Fig. 2 fit seamlessly together.
- the meandering longitudinal edges 12, 13 each comprise longitudinally extending and perpendicularly extending edge portions, with edge portions 14 of the longitudinal edge 12 with edge portions 15 of the longitudinal edge 13 in a direction transverse to the longitudinal extent of the material strip 6 and thus also the profile element 1 undercuts form.
- Fig. 3 are in addition to the meandering slot 9 each transverse to the longitudinal extent of the longitudinal sections 10, 11 extending slots 16, 17 introduced into the longitudinal sections 10, 11.
- the slots 16 each extend from the undercut edges 14 into regions 28 of the longitudinal section 10, while the slots 17 each extend from the undercut edges 15 into regions 29 of the longitudinal section 11.
- a slot 16 and a slot 17 are arranged so that they are aligned.
- T-shaped sections 18, 19 of the longitudinal sections 10, 11 are formed by the meander-shaped longitudinal edges 12, 13, the parts of the transverse bars of the T-shaped sections 18, 19 projecting in the longitudinal direction of the strip of material 6 in each case forming the areas 28, 29, in which the slots 16, 17 are formed. Furthermore, the T-shaped sections 18, 19 comprise web-shaped regions 33, 34, by way of which the transverse bars of the T-shaped sections 18, 19 are connected to straight longitudinal strips 36 of the longitudinal sections 10, 11.
- the undercut edge portions 14, 15 are first in the same direction set up or bent out of the plane of the material strip 6, as in Fig. 4 is shown.
- the two longitudinal sections 10, 11 are pulled apart according to two arrows 20, 21 transversely to the longitudinal extent of the material strip 6, wherein due to the aligned arrangement of the slots 16, 17, the longitudinal sections 10, 11 are inserted into each other until the areas 28, 29 of the longitudinal sections 10, 11 overlap each other and the lying within the sections 28, 29 ends 22, 23 of the slots 16, 17 abut each other, whereby a further pulling apart of the longitudinal sections 10, 11 is prevented.
- the corresponding state when the longitudinal sections 10, 11 are pulled apart completely is shown in FIG Fig. 6 shown.
- Fig. 7 In addition to the connector of the longitudinal sections 10, 11, these can according to Fig. 7 be connected by other connecting means such as welds 27 with each other.
- the welds 27 or other suitable connection means extend in particular also over the slots 16, 17 and over the overlapping regions 28, 29 of the longitudinal sections 10, 11 away.
- stiffening beads 32 may be formed in the material portion.
- these stiffening beads may be formed in the web-shaped regions 33, 34 of the T-shaped sections 18, 19 and transversely to the longitudinal extent of the material section 6 run.
- corresponding stiffening beads 35 extending in the longitudinal direction of the material section 6 may be formed, which may in particular be in connection with the reinforcing beads 32, as shown in FIG Fig. 7 is shown.
- Fig. 8 to 10 illustrated embodiment differs from the previously described embodiment only in that instead of the slots 16, 17, insertion tabs 30 and insertion openings 31 in the areas 28, 29 of the longitudinal sections 10, 11 are formed.
- the plug-in tabs 30 can, for example, be formed directly out of the sections 28, 29, as can be seen in particular Fig. 9 is recognizable.
- the insertion tabs 30 and the insertion openings 31 containing portions 28, 29 of the longitudinal sections 10, 11 may be bent out of the plane of the material strip 6 in opposite directions before pulling apart the longitudinal sections 10, 11 become.
- the tabs provided in the areas 29 are formed as latching tabs 37.
- the locking tabs 37 are formed out of the material of the longitudinal section 11 in the regions 29 and have a free end having starting slope 38 and an adjoining connected to the longitudinal portion 11 detent slope 39th
- the insertion openings provided in the regions 28 are formed as bridge-shaped tabs 40, which are stamped out of the material of the longitudinal section 10.
- Fig. 12 How out Fig. 12 can be seen, the locking tabs 37 pass when moving apart of the longitudinal sections 10, 11 through the bridge-shaped tabs 40, whereby a latching connection of the longitudinal sections 10 and 11 is achieved.
- bridge-shaped tabs 40 for example, in the embodiment of the Fig. 8 to 10 be provided instead of the insertion openings 31.
- the bridge-shaped tabs 40 can extend downwards out of the material, starting from the regions 28, so that the plug-in tabs 30 can enter the bridge-shaped tabs 40 when the longitudinal sections 10 and 11 move apart.
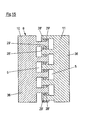
- FIGS. 13 and 14 a further embodiment of the invention is shown in which no T-shaped but web-shaped sections 41, 42 are formed by the meandering slot 9, each of the rectilinear longitudinal strips 36 of the longitudinal sections 10, 11 protrude and transversely to the longitudinal extent of the material section. 6 extend.
- the web-shaped sections 41, 42 comprise the regions 28, 29 in which the connecting means, in the example designed as plug-in tabs 30 and plug-in openings 31, are provided.
- the connecting means can also be used in this case, for example be designed as latching tabs and as bridge-shaped tabs or in any other suitable manner.
- the longitudinal sections 10, 11 are initially displaced in the longitudinal direction relative to one another according to arrows 43, 44, until a web-shaped section 41 overlaps a web-shaped section 42 , Subsequently, the longitudinal sections 10, 11 according to arrows 45, 46 are moved apart until the tabs 30 engage in the insertion openings 31, as in Fig. 14 is shown.
- the openings 5 are not offset from one another in this embodiment, but formed in the longitudinal direction immediately behind one another and have a greater width, as it is made Fig. 14 is recognizable.
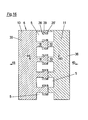
- Fig. 16 shows an embodiment of the invention, on the one hand on the in Fig. 2 illustrated, that is, that the meandering slot 9 is formed such that T-shaped portions 18, 19 are generated.
- the longitudinal sections 10, 11 as to FIGS. 13 and 14 described first in accordance with the arrows 43, 44 in the longitudinal direction against each other until the web-shaped portions 33, 34 of the T-shaped sections 18, 19 are superimposed. Only in the next step, the longitudinal sections 10, 11 are moved apart transversely to their longitudinal extent, until they are inserted into each other by means of the slots 16, 17, as in Fig. 16 is shown.
- the resulting openings 5 have compared to the previously described embodiments both in the longitudinal and in the transverse direction of enlarged dimensions.
- connecting means as in all other variants, not only be formed by slots, but also by the other described types of connecting means.
- the embodiments according to the Fig. 8 to 16 all to the embodiment according to the Fig. 2 to 7 include described features.
- the longitudinal sections 10, 11 of these further embodiments can be connected to each other by additional connecting means after the complete pulling apart, as has already been described to the first embodiment.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Finishing Walls (AREA)
- Floor Finish (AREA)
- Details Of Indoor Wiring (AREA)
- Installation Of Indoor Wiring (AREA)
- Joining Of Building Structures In Genera (AREA)
- Fencing (AREA)
- Building Environments (AREA)
- Reinforcement Elements For Buildings (AREA)
- Rod-Shaped Construction Members (AREA)
- Toys (AREA)
Claims (16)
- Élément profilé, en particulier profilé de construction, par exemple profilé pour la construction posée à sec, profilé de façade, profilé de crépi, profilé de ragréage, profilé pour carrelage ou profilé porte-câbles, ou rail pour étagère ou pour assèchement, comprenant un corps de profilé étiré en longueur (2) en particulier en métal ou en matière plastique, dans lequel sont ménagées une pluralité d'ouvertures (5), dans lequel le corps de profilé (2) comprend au moins deux tronçons longitudinaux (10, 11) réalisés séparément,
chaque tronçon longitudinal (10, 11) comporte une arête longitudinale (12, 13) réalisée en forme de méandres,
les tronçons longitudinaux (10, 11) comprennent des zones (28, 29) qui se recouvrent mutuellement et qui sont délimitées localement par les arêtes longitudinales (12, 13) en forme de méandres,
dans les zones qui se recouvrent (28, 29) sont réalisés des moyens de liaison (16, 17 ; 30, 31 ; 37, 40), au moyen desquels les tronçons longitudinaux (10, 11) sont enfichés ensemble dans une direction transversale à leur extension longitudinale,
et les ouvertures (5) sont réalisées entre des tronçons (24, 25) des arêtes longitudinales (12, 13) en forme de méandres des deux tronçons longitudinaux (10, 11),
caractérisé en ce que
des fentes (16, 17) qui s'étendent respectivement en partant de l'arête longitudinale (12, 13) en forme de méandres s'étendent en pénétration dans les zones qui se recouvrent (28, 29) des tronçons longitudinaux (10, 11) transversalement à l'extension longitudinale du tronçon longitudinal respectif (10, 11), et en ce que les tronçons longitudinaux (10, 11) sont enfichés ensemble au moyen des fentes (16, 17). - Élément profilé, en particulier profilé de construction, par exemple profilé pour la construction posée à sec, profilé de façade, profilé de crépi, profilé de ragréage, profilé pour carrelage ou profilé porte-câble, ou rail pour étagère ou pour assèchement, comprenant un corps de profilé (2) étiré en longueur en particulier en métal ou en matière plastique, dans lequel sont ménagées une pluralité d'ouvertures (5), dans lequel le corps de profilé (2) comprend au moins deux tronçons longitudinaux (10, 11) réalisés séparément,
chaque tronçon longitudinal (10, 11) comporte une arête longitudinale (12, 13) réalisée en forme de méandres,
les tronçons longitudinaux (10, 11) comportent des zones (28, 29) qui se recouvrent mutuellement et qui sont délimitées localement par les arêtes longitudinales (12, 13) en forme de méandres,
dans les zones (28, 29) qui se recouvrent, sont réalisés des moyens de liaison (16, 17 ; 30, 31 ; 37, 40), au moyen desquels les tronçons longitudinaux (10, 11) sont enfichés ensemble dans une direction transversale à leur extension longitudinale,
et les ouvertures (5) sont réalisées entre des tronçons (24, 25) des arêtes longitudinales (12, 13) en forme de méandres des deux tronçons longitudinaux (10, 11),
caractérisé en ce que
dans les zones (28, 29) qui se recouvrent de l'un ou des deux tronçons longitudinaux (10, 11) sont réalisées des pattes à enficher (30, 37), qui pénètre dans des ouvertures d'enfichage (31, 40) ménagées dans les zones (28, 29) qui se recouvrent de l'autre tronçon longitudinal respectif (10, 11). - Élément profilé selon l'une au moins des revendications précédentes, caractérisé en ce que chaque tronçon longitudinal (10, 11) comprend une pluralité de tronçons (18, 19, 41, 42) en forme de T ou en forme de barrette, qui sont bordés par les arêtes longitudinales (12, 13) en forme de méandres et qui dépassent d'une région, réalisée en particulier comme un ruban allongé rectiligne (36), du tronçon longitudinal respectif (10, 11).
- Élément profilé selon l'une au moins des revendications précédentes, caractérisé en ce que les moyens de liaison sont réalisés comme des moyens de liaison à enclenchement (37, 40).
- Élément profilé selon l'une au moins des revendications précédentes, caractérisé en ce que, en supplément à la liaison par enfichage via les moyens de liaison (16, 17 ; 30, à, 37, 40), les tronçons longitudinaux (10, 11) sont reliés l'un à l'autre par d'autres moyens de liaison (27).
- Élément profilé selon la revendication 5,
caractérisé en ce que les tronçons longitudinaux (10, 11) sont reliés l'un à l'autre additionnellement, en particulier par un procédé d'assemblage sous pression, comme par enclenchement ou par sertissage, par coincement, par écrasement, par pressage, par soudage, par vissage, par collage ou par rivetage. - Procédé pour fabriquer un élément profilé, en particulier un profilé de construction, par exemple un profilé pour la construction posée à sec, profilé de façade, profilé de crépi, profilé de ragréage, profilé pour carrelage ou profilé porte-câbles, ou rail pour étagère ou pour assèchement, comprenant un corps de profilé (2) étiré en longueur en particulier en métal ou en matière plastique, dans lequel sont ménagées une pluralité d'ouvertures (5),
dans lequel pour produire le corps de profilé (2), on prépare deux tronçons longitudinaux séparés (10, 11) avec chacun une arête longitudinale (12, 13) en forme de méandres, tels que les tronçons longitudinaux (10, 11) comportent des zones (28, 29) qui sont localement délimitées par les arêtes longitudinales (12, 13) en forme de méandres,
dans les zones (28, 29) sont réalisés des moyens de liaison (16, 17 ; 30, 31, 37, 40) pour l'assemblage des tronçons longitudinaux (10, 11) par enfichage, et
les tronçons longitudinaux (10, 11) sont déplacés en éloignement l'un de l'autre transversalement à leur extension longitudinale de telle manière que les zones des deux tronçons longitudinaux (10, 11) se recouvrent, les tronçons longitudinaux (10, 11) sont enfichés ensemble via les moyens de liaison (16, 17 ; 30, 31, 37, 40), et les ouvertures (5) sont ménagées entre des tronçons (24, 25) des arrêtes longitudinales (12, 13) en forme de méandres des deux tronçons longitudinaux (10, 11),
caractérisé en ce que, pour engendrer les moyens de liaison, on réalise des fentes (16, 17) s'étendant transversalement à l'extension longitudinale du tronçon longitudinal respectif (10, 11), qui s'étendent depuis les arêtes longitudinales (12, 13) en forme de méandres en pénétration dans les zones (28, 29) des tronçons longitudinaux (10, 11). - Procédé selon la revendication 7,
caractérisé en ce que les tronçons longitudinaux (10, 11) sont enfichés ensemble le long des fentes (16, 17). - Procédé pour fabriquer un élément profilé, en particulier un profilé de construction, par exemple profilé pour la construction posée à sec, profilé de façade, profilé de crépi, profilé de ragréage, profilé pour carrelage ou profilé porte-câbles, ou rail pour étagère ou pour assèchement, comprenant un corps de profilé (2) étiré en longueur en particulier en métal ou en matière plastique, dans lequel sont ménagées une pluralité d'ouvertures (5),
dans lequel, pour produire le corps de profilé (2), on prépare deux tronçons longitudinaux séparés (10, 11) avec chacun une arête longitudinale (12, 13) en forme de méandres, telles que les tronçons longitudinaux (10, 11) comportent des zones (28, 29) qui sont localement délimitées par les arêtes longitudinales (12, 13) en forme de méandres,
dans les zones (28, 29) sont réalisés des moyens de liaison (16, 17 ; 30, 31, 37, 40) pour enficher ensemble les tronçons longitudinaux (10, 11), et
les tronçons longitudinaux (10, 11) sont déplacés en éloignement l'un de l'autre transversalement à leur extension longitudinale de telle façon que les zones des deux tronçons longitudinaux (10, 11) se recouvrent, les tronçons longitudinaux (10, 11) sont enfichés ensemble via les moyens de liaison (16, 17 ; 30, 31, 37, 40), et les ouvertures (5) sont formées entre des tronçons (24, 25) des arêtes longitudinales (12, 13) en forme de méandres,
caractérisé en ce que
pour engendrer les moyens de liaison dans les zones des tronçons longitudinaux (10, 11), on réalise des pattes d'enfichage (30, 37) et des ouvertures d'enfichage (31, 40), et en ce que lors du déplacement des tronçons longitudinaux (10, 11) en éloignement l'un de l'autre, les pattes d'enfichage (30, 37) s'engagent dans les ouvertures d'enfichage (31, 40). - Procédé selon l'une au moins des revendications 7 à 9,
caractérisé en ce que, dans un matériau de départ (6) en forme de ruban étiré en longueur, on ménage au moins une fente (9) en forme de méandres qui s'étend dans l'extension longitudinale du matériau de départ (6), fente par laquelle le matériau de départ (6) est subdivisé pour donner les deux tronçons longitudinaux séparés (10, 11). - Procédé selon l'une au moins des revendications 7 à 10,
caractérisé en ce que les tronçons longitudinaux (10, 11) sont déplacés en éloignement l'un de l'autre sensiblement perpendiculairement à leur extension longitudinale. - Procédé selon l'une au moins des revendications 7 à 11,
caractérisé en ce que, avant de déplacer les tronçons longitudinaux (10, 11) en éloignement l'un de l'autre transversalement à leur extension longitudinale, les tronçons longitudinaux (10, 11) sont déplacés l'un par rapport à l'autre sensiblement en direction longitudinale. - Procédé selon l'une au moins des revendications 7 à 12,
caractérisé en ce que les tronçons longitudinaux (10, 11) sont enclenchés l'un avec l'autre. - Procédé selon l'une au moins des revendications 7 à 13,
caractérisé en ce que, avant le déplacement en l'éloignement l'un de l'autre, les zones (28, 29) des tronçons longitudinaux (10, 11) sont au moins localement redressées. - Procédé selon l'une au moins des revendications 7 à 14,
caractérisé en ce que, après le déplacement en éloignement l'un de l'autre, les tronçons longitudinaux (10, 11) sont reliés additionnellement l'un à l'autre par un procédé d'assemblage sous pression, comme par enclenchement ou par sertissage, par coincement, par écrasement, par pressage, par soudage, par vissage, par collage ou par rivetage. - Procédé selon l'une au moins des revendications 7 à 15,
caractérisé en ce que le procédé est conçu pour fabriquer un élément profilé (1) selon l'une au moins des revendications 1 à 6.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI201030333T SI2467545T1 (sl) | 2009-10-01 | 2010-09-23 | Profilni element in postopek za izdelavo profilnega elementa |
| PL10763123T PL2467545T3 (pl) | 2009-10-01 | 2010-09-23 | Element profilowy i sposób wytwarzania elementu profilowego |
| MEP-2013-100A ME01563B (me) | 2009-10-01 | 2010-09-23 | Profilni element i postupak za izradu profilnog elementa |
| CY20131100779T CY1114682T1 (el) | 2009-10-01 | 2013-09-10 | Στοιχειο προφιλ και μεθοδος κατασκευης ενος στοιχειου προφιλ |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009047958 | 2009-10-01 | ||
| PCT/EP2010/005834 WO2011038860A1 (fr) | 2009-10-01 | 2010-09-23 | Élément profilé et procédé de fabrication d'un élément profilé |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2467545A1 EP2467545A1 (fr) | 2012-06-27 |
| EP2467545B1 true EP2467545B1 (fr) | 2013-06-12 |
Family
ID=43415242
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10763123.6A Active EP2467545B1 (fr) | 2009-10-01 | 2010-09-23 | Élément profilé et procédé de fabrication d'un élément profilé |
Country Status (32)
| Country | Link |
|---|---|
| US (1) | US20120231201A1 (fr) |
| EP (1) | EP2467545B1 (fr) |
| JP (1) | JP2013506771A (fr) |
| KR (1) | KR20120091128A (fr) |
| CN (1) | CN102648322A (fr) |
| AP (1) | AP2012006235A0 (fr) |
| AR (1) | AR079190A1 (fr) |
| AU (1) | AU2010301529A1 (fr) |
| BR (1) | BR112012007061A2 (fr) |
| CA (1) | CA2775954A1 (fr) |
| CL (1) | CL2012000785A1 (fr) |
| CR (1) | CR20120160A (fr) |
| CY (1) | CY1114682T1 (fr) |
| DE (2) | DE102009048153A1 (fr) |
| DK (1) | DK2467545T3 (fr) |
| EA (1) | EA201270482A1 (fr) |
| EC (1) | ECSP12011754A (fr) |
| ES (1) | ES2425632T3 (fr) |
| HK (1) | HK1169846A1 (fr) |
| HR (1) | HRP20130863T1 (fr) |
| IL (1) | IL218953A0 (fr) |
| IN (1) | IN2012DN02565A (fr) |
| ME (1) | ME01563B (fr) |
| MX (1) | MX2012003704A (fr) |
| PL (1) | PL2467545T3 (fr) |
| PT (1) | PT2467545E (fr) |
| RS (1) | RS52981B (fr) |
| SI (1) | SI2467545T1 (fr) |
| TW (1) | TW201116752A (fr) |
| UA (2) | UA105066C2 (fr) |
| WO (1) | WO2011038860A1 (fr) |
| ZA (1) | ZA201202303B (fr) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010026320A1 (de) * | 2010-07-07 | 2012-01-12 | Protektorwerk Florenz Maisch Gmbh & Co. Kg | Dünnwandig kaltverformtes Profilelement und Verfahren zum Herstellen eines solchen Profilelements |
| EP2573291B1 (fr) | 2009-10-01 | 2014-11-12 | Protektorwerk Florenz Maisch GmbH & Co. KG | Élément de profilé de construction légère formé à froid à paroi mince et procédé de fabrication d'un tel élément de profilé |
| DE102010006860A1 (de) | 2010-02-04 | 2011-08-04 | Protektorwerk Florenz Maisch GmbH & Co. KG, 76571 | Verfahren zum Herstellen eines Profilelements |
| DE102010047310A1 (de) * | 2010-10-01 | 2012-04-05 | Protektorwerk Florenz Maisch Gmbh & Co. Kg | Vorrichtung und Verfahren zum Aufweiten von Metallelementen |
| DE102011018284A1 (de) * | 2011-04-20 | 2012-10-25 | Protektorwerk Florenz Maisch Gmbh & Co Kg | Profilelement und Verfahren zum Herstellen eines Profilelements |
| GB201202273D0 (en) * | 2012-02-09 | 2012-03-28 | Modular Walling Systems Ltd | Modular construction system |
| CN113036443B (zh) * | 2021-03-04 | 2022-01-28 | 西安电子科技大学 | 一种用于宽带和宽角rcs减缩的光学透明电磁超表面 |
| USD1021151S1 (en) * | 2021-04-26 | 2024-04-02 | Jaimes Industries, Inc. | Framing member |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB680022A (en) * | 1950-01-18 | 1952-10-01 | Braithwaite & Company Engineer | Improvements in and relating to elements for use in constructional engineering |
| US2831739A (en) * | 1956-02-28 | 1958-04-22 | Gadget Of The Month Club Inc | Adjustably extendable and lockable table leg or the like |
| US2990038A (en) * | 1959-05-29 | 1961-06-27 | Diamond Harry | Structural beams |
| US3349977A (en) * | 1966-08-18 | 1967-10-31 | Anthony D Caminiti | Spare tire carriers and/or luggage racks |
| US3393433A (en) * | 1967-07-18 | 1968-07-23 | Pontonier Inc | Safety seat belt buckle |
| US3588969A (en) * | 1968-09-11 | 1971-06-29 | Robert Cripps Fisher | Seat belt buckle |
| US3562877A (en) * | 1968-10-07 | 1971-02-16 | Robbins Seat Belt Co | Miniature buckle |
| US3609933A (en) * | 1968-11-22 | 1971-10-05 | Chicago Metallic Corp | Spaced panel wall construction |
| US4071995A (en) * | 1972-10-10 | 1978-02-07 | Farmer Melville E | Wall construction member |
| DE2303466C2 (de) * | 1973-01-25 | 1975-03-20 | Stanislaus Dipl.-Ing. 7340 Geislingen Malik | Verfahren zur Herstellung eines Wabenträgers |
| US4122666A (en) * | 1976-07-19 | 1978-10-31 | Jessop Quenton W | Chain |
| US4152873A (en) * | 1977-09-14 | 1979-05-08 | National Gypsum Company | Bonded two piece metal stud |
| JPS5671680A (en) * | 1979-11-16 | 1981-06-15 | Mitsubishi Heavy Ind Ltd | Manufacture of beam material with opening |
| US4930287A (en) * | 1981-05-14 | 1990-06-05 | National Gypsum Company | Distortion-free vinyl siding |
| WO1986006431A1 (fr) * | 1985-05-02 | 1986-11-06 | Donn Incorporated | Produit en metal deploye |
| DE3880469T2 (de) * | 1988-01-12 | 1993-12-09 | Wescol Structures Ltd | Lochwandstegträger. |
| US5088514A (en) * | 1988-06-13 | 1992-02-18 | House J C | Tanning and screening apparatus |
| US5079884A (en) * | 1990-06-04 | 1992-01-14 | National Gypsum Company | Extendible interconnected Z-studs |
| US5464302A (en) * | 1993-08-23 | 1995-11-07 | National Gypsum Company | Extendible interconnected C-studs |
| US5524410A (en) * | 1994-01-31 | 1996-06-11 | National Gypsum Company | Framing components of expanded metal, and method of making such components |
| US6453973B1 (en) * | 1998-08-28 | 2002-09-24 | Ralph Russo | Modular panel structure |
| DE10259307A1 (de) * | 2002-12-18 | 2004-07-08 | Protektorwerk Florenz Maisch Gmbh & Co Kg | Flächiges Metallelement und Profilelement |
| GB0510975D0 (en) * | 2005-05-31 | 2005-07-06 | Westok Ltd | Floor construction method and system |
| AR054817A1 (es) * | 2005-09-01 | 2007-07-18 | Rojas Ubilla Jose | Perfil con seccion desplegable |
| CN201011045Y (zh) * | 2007-03-30 | 2008-01-23 | 世仓物流设备(上海)有限公司 | 钢平台主次梁 |
| CN201024563Y (zh) * | 2007-04-03 | 2008-02-20 | 上海丸瑞新型建材有限公司 | 一种可节省材料又可弯曲变化的u型轻钢龙骨 |
| CN101105065A (zh) * | 2007-08-08 | 2008-01-16 | 河南大学 | 一种类椭圆孔蜂窝梁腹板的制备方法 |
| DE102007053471A1 (de) * | 2007-11-09 | 2009-05-14 | Protektorwerk Florenz Maisch Gmbh & Co. Kg | Metallprofil |
-
2009
- 2009-10-02 DE DE102009048153A patent/DE102009048153A1/de not_active Withdrawn
- 2009-10-02 DE DE102009048152A patent/DE102009048152A1/de not_active Withdrawn
-
2010
- 2010-09-10 US US13/497,603 patent/US20120231201A1/en not_active Abandoned
- 2010-09-23 ES ES10763123T patent/ES2425632T3/es active Active
- 2010-09-23 PT PT107631236T patent/PT2467545E/pt unknown
- 2010-09-23 EP EP10763123.6A patent/EP2467545B1/fr active Active
- 2010-09-23 ME MEP-2013-100A patent/ME01563B/me unknown
- 2010-09-23 CN CN2010800438980A patent/CN102648322A/zh active Pending
- 2010-09-23 BR BR112012007061A patent/BR112012007061A2/pt not_active Application Discontinuation
- 2010-09-23 CA CA2775954A patent/CA2775954A1/fr not_active Abandoned
- 2010-09-23 KR KR1020127010746A patent/KR20120091128A/ko not_active Application Discontinuation
- 2010-09-23 DK DK10763123.6T patent/DK2467545T3/da active
- 2010-09-23 SI SI201030333T patent/SI2467545T1/sl unknown
- 2010-09-23 EA EA201270482A patent/EA201270482A1/ru unknown
- 2010-09-23 WO PCT/EP2010/005834 patent/WO2011038860A1/fr active Application Filing
- 2010-09-23 RS RS20130393A patent/RS52981B/en unknown
- 2010-09-23 AU AU2010301529A patent/AU2010301529A1/en not_active Abandoned
- 2010-09-23 MX MX2012003704A patent/MX2012003704A/es not_active Application Discontinuation
- 2010-09-23 PL PL10763123T patent/PL2467545T3/pl unknown
- 2010-09-23 AP AP2012006235A patent/AP2012006235A0/xx unknown
- 2010-09-23 JP JP2012531271A patent/JP2013506771A/ja active Pending
- 2010-09-23 UA UAA201205295A patent/UA105066C2/uk unknown
- 2010-09-27 UA UAA201205294A patent/UA108086C2/ru unknown
- 2010-09-30 AR ARP100103567A patent/AR079190A1/es unknown
- 2010-09-30 TW TW099133235A patent/TW201116752A/zh unknown
-
2012
- 2012-03-23 IN IN2565DEN2012 patent/IN2012DN02565A/en unknown
- 2012-03-28 EC ECSP12011754 patent/ECSP12011754A/es unknown
- 2012-03-29 CL CL2012000785A patent/CL2012000785A1/es unknown
- 2012-03-29 CR CR20120160A patent/CR20120160A/es unknown
- 2012-03-29 IL IL218953A patent/IL218953A0/en unknown
- 2012-03-29 ZA ZA2012/02303A patent/ZA201202303B/en unknown
- 2012-10-24 HK HK12110559.8A patent/HK1169846A1/xx not_active IP Right Cessation
-
2013
- 2013-09-10 CY CY20131100779T patent/CY1114682T1/el unknown
- 2013-09-12 HR HRP20130863AT patent/HRP20130863T1/hr unknown
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2467545B1 (fr) | Élément profilé et procédé de fabrication d'un élément profilé | |
| EP2573291B1 (fr) | Élément de profilé de construction légère formé à froid à paroi mince et procédé de fabrication d'un tel élément de profilé | |
| EP2786447A1 (fr) | Borne de connexion à guidage de conducteur en forme d'élément de liaison | |
| EP1587195A2 (fr) | Système de canalisation pour câble | |
| DE19728582A1 (de) | Verfahren zum Herstellen eines Metallformteils | |
| EP2868827B1 (fr) | Rail profilé | |
| DE202016105953U1 (de) | Einfassung von Rasenflächen und Beeten | |
| EP2227609B1 (fr) | Profilé métallique | |
| EP2899324B1 (fr) | Système d'étanchéification | |
| EP2454422A2 (fr) | Élément profilé et procédé de fabrication d'un élément profilé | |
| EP1956174B1 (fr) | Rail de profilé destiné au positionnement d'un élément de fixation et procédé de fabrication d'une unité de vitrification multiple | |
| DE102015108298B4 (de) | Steckbarer Gitterrost und Verfahren zu seiner Herstellung | |
| EP1646756B1 (fr) | Systeme d'assemblage pour rails profiles | |
| WO2002020931A1 (fr) | Piece de raccord droite destinee a des profiles creux utilises comme ecarteurs de vitres isolantes | |
| EP3954838A1 (fr) | Système d'éléments de raccordement pour profilés plats à installer au niveau du sol dans des cellules sanitaires | |
| DE20014789U1 (de) | Geradverbindungsstück für als Distanzhalter für Isolierglasscheiben dienende Hohlprofile | |
| WO2013017128A1 (fr) | Revêtement fait de panneaux pouvant être assemblés mécaniquement les uns aux autres et procédé de fabrication de tels panneaux ainsi que procédé de pose | |
| AT526778B1 (de) | Lösbare Verbindung für einen Stahlmantel eines Swimmingpools, Stahlblech hierfür sowie Verfahren zu dessen Herstellung | |
| EP3315018A1 (fr) | Cornière, utilisation de ladite cornière comme bordure, ensemble de bordure et procédé de pose de bordures | |
| EP2689078B1 (fr) | Élément profilé et dispositif permettant de produire un élément profilé | |
| EP1959070B1 (fr) | Pièce de gouttière et dispositif de raccordement de gouttière | |
| DE102010026320A1 (de) | Dünnwandig kaltverformtes Profilelement und Verfahren zum Herstellen eines solchen Profilelements | |
| EP3243968A1 (fr) | Caniveau à fente | |
| DE202019103487U1 (de) | Spreizbarer Eckwinkel | |
| EP1220400A1 (fr) | Conduit d'installation avec connection de jonction |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120322 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1169846 Country of ref document: HK |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 616749 Country of ref document: AT Kind code of ref document: T Effective date: 20130615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010003673 Country of ref document: DE Effective date: 20130808 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: DR. GRAF AND PARTNER AG INTELLECTUAL PROPERTY, CH |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20130820 |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: TUEP Ref document number: P20130863 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: FG4A Ref document number: E008306 Country of ref document: EE Effective date: 20130808 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2425632 Country of ref document: ES Kind code of ref document: T3 Effective date: 20131016 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20130401796 Country of ref document: GR Effective date: 20130920 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: T1PR Ref document number: P20130863 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20130612 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: MC Payment date: 20130911 Year of fee payment: 4 Ref country code: IS Payment date: 20130821 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 14847 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: GR Ref document number: 1169846 Country of ref document: HK |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140313 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CY Payment date: 20130913 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010003673 Country of ref document: DE Effective date: 20140313 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E019031 Country of ref document: HU |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AL Payment date: 20130917 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20130863 Country of ref document: HR Payment date: 20140829 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20140918 Year of fee payment: 5 Ref country code: RO Payment date: 20140829 Year of fee payment: 5 Ref country code: CZ Payment date: 20140918 Year of fee payment: 5 Ref country code: EE Payment date: 20140911 Year of fee payment: 5 Ref country code: BG Payment date: 20140911 Year of fee payment: 5 Ref country code: LT Payment date: 20140821 Year of fee payment: 5 Ref country code: GR Payment date: 20140919 Year of fee payment: 5 Ref country code: CH Payment date: 20140919 Year of fee payment: 5 Ref country code: FI Payment date: 20140911 Year of fee payment: 5 Ref country code: NO Payment date: 20140912 Year of fee payment: 5 Ref country code: DK Payment date: 20140919 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20140919 Year of fee payment: 5 Ref country code: HU Payment date: 20140918 Year of fee payment: 5 Ref country code: LU Payment date: 20141001 Year of fee payment: 5 Ref country code: HR Payment date: 20140829 Year of fee payment: 5 Ref country code: PL Payment date: 20140822 Year of fee payment: 5 Ref country code: LV Payment date: 20140911 Year of fee payment: 5 Ref country code: SE Payment date: 20140918 Year of fee payment: 5 Ref country code: GB Payment date: 20140919 Year of fee payment: 5 Ref country code: SK Payment date: 20140919 Year of fee payment: 5 Ref country code: SI Payment date: 20140827 Year of fee payment: 5 Ref country code: ES Payment date: 20140926 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20140324 Year of fee payment: 5 Ref country code: IT Payment date: 20140924 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20140918 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140930 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20140919 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140923 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130612 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: MT Payment date: 20130827 Year of fee payment: 4 Ref country code: MK Payment date: 20130923 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20160323 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: PBON Ref document number: P20130863 Country of ref document: HR Effective date: 20150923 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MM4D Effective date: 20150923 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: MMEP Ref country code: DK Ref legal event code: EBP Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: MM4A Ref document number: E008306 Country of ref document: EE Effective date: 20150930 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150924 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: LV Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160323 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 14847 Country of ref document: SK Effective date: 20150923 Ref country code: NL Ref legal event code: MM Effective date: 20151001 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: ML Ref document number: 20130401796 Country of ref document: GR Effective date: 20160405 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 Ref country code: NO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 Ref country code: HR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160405 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20160603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151001 Ref country code: EE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150924 Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: SI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150924 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20161027 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 616749 Country of ref document: AT Kind code of ref document: T Effective date: 20150923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150924 Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140923 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230522 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231128 Year of fee payment: 14 |