EP2199443A1 - Mobile Einzieheinheit - Google Patents
Mobile Einzieheinheit Download PDFInfo
- Publication number
- EP2199443A1 EP2199443A1 EP08405309A EP08405309A EP2199443A1 EP 2199443 A1 EP2199443 A1 EP 2199443A1 EP 08405309 A EP08405309 A EP 08405309A EP 08405309 A EP08405309 A EP 08405309A EP 2199443 A1 EP2199443 A1 EP 2199443A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- warp
- unit
- thread
- draw
- elements
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 claims abstract description 17
- 241000446313 Lamella Species 0.000 claims abstract description 5
- 235000014676 Phragmites communis Nutrition 0.000 claims description 33
- 230000008569 process Effects 0.000 claims description 8
- 230000033001 locomotion Effects 0.000 claims description 7
- 238000004891 communication Methods 0.000 claims description 2
- 238000002360 preparation method Methods 0.000 description 7
- 238000009941 weaving Methods 0.000 description 7
- 230000008901 benefit Effects 0.000 description 4
- 239000004744 fabric Substances 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
Images






Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03J—AUXILIARY WEAVING APPARATUS; WEAVERS' TOOLS; SHUTTLES
- D03J1/00—Auxiliary apparatus combined with or associated with looms
- D03J1/14—Apparatus for threading warp stop-motion droppers, healds, or reeds
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D3/00—Woven fabrics characterised by their shape
- D03D3/02—Tubular fabrics
Definitions
- the invention relates to a mobile Einziehü for retraction of warp threads of a warp in elements of a woven harness according to claim 1, a Einziehmaschine with a stationary and a mobile part according to claim 10, a corresponding Einziehvin according to claim 12 and a preferred use of the Einziehong according to claim 15.
- the elements of the harness usually include healds, healds, Kettfadenwumbleterlamellen and the reed.
- Retraction here means to pass each individual warp thread, which is normally wound on a warp beam in the required length, respectively into the thread eye of a warp stop guard, a heald and a gap between two teeth of the reed, so that the end of the drawn warp thread subsequently emerges from the reed protrudes.
- the fabric pattern is given by the heald is assigned to a particular heald or is introduced into such.
- warp threads are usually wound up to several thousand over a certain width in parallel on a warp beam, this process must be repeated just as often until a warp is completely pulled into a harness. This has been and still is done by hand, but there are also machines available in various designs that either automatically carry out some of the operations (semi-automatic drawing-in machines) or the entire process (automatic drawing-in machines).
- Automatic drawing-in machines are known and available on the market in various embodiments. They have an automatic control system for all operations necessary for pulling warp threads into a harness. The tasks of the operating personnel are limited to the preparation and monitoring of the sequence and the functions as well as the supply and removal of the starting material. As a result, productivity can be increased many times over manual feeding and the error rate can be greatly reduced.
- An advantage of the present invention is that it overcomes the above drawbacks and, more particularly, allows a particularly flexible drawing of warp threads in a simple and cost-effective manner.
- draw-in unit according to the invention is flexible with respect to the location and also requires a small footprint.
- Their capacity is expandable, i. already suitable for a small requirement, but expandable up to high performance. Furthermore, only low initial investment costs for their purchase and operation are necessary.
- the elements of the woven harness comprise at least a pair of Litzentragschienen and stranded on these Litzentragschienen strands, and the Litzentragschienen in a receiving device can be received and the strands are provided in a supply device, and wherein the Einziehmodul for placing the strands is formed on the Litzentragschienen.
- the Litzentragschienen can already be prepared so that they are held in lateral WebMften and are used together with these in the receiving device. This allows the basic elements of a harness to record on the Einziehaji and retract. The set-up times are limited to this unit and not to the preparation of a warp beam, which carries the retracting warp. The unit can be made particularly fast and flexible for drawing in further thread layers available.
- the elements of the woven harness comprise at least one slat support rail and slats that can be placed on this slat support rail, in which the slat support rail can be received in a receiving device and the slats can be provided in a supply device, and the pull-in module for placement the lamellae is formed on the slat support rail.
- the elements of the woven harness comprise a reed, which is receivable in a receiving device, which is arranged behind the strands in the direction in which the warp threads are pulled in, and the draw-in module for pulling in the respective warp thread associated gaps of the reed and for stepwise movement of the reed is formed around a respective gap.
- a control module may also be provided for automatic control of the draw-in unit, in particular e.g. from their feeding module.
- a particularly easy movement of the Einziehü is preferably ensured by this is equipped with an electric motor for driving. Both provide a largely automated management of the unit in a production facility with e.g. supports several spatially separated weaving machines and warp beams.
- the Einziehü must have no specific chassis. It can e.g. be moved on tracks, however, require a prior installation. To move the unit but this is preferably equipped with wheels, do that a particularly great flexibility is guaranteed.
- a drawing-in machine comprising a stationary and a mobile part, wherein first comprises a tensioning unit for a warp thread layer and last the draw-in unit.
- the stationary part of the drawing-in machine preferably comprises a clamping device for the warp thread layer.
- a holding unit may be provided for a reed.
- the draw-in unit is movable for drawing in the warp threads in elements of the woven harness along the thread layer and the reed, and the draw-in module is designed to draw the respective warp thread into strands and / or lamellae and / or associated gaps of the reed.
- each of the warp threads is pulled by respectively associated strand and / or in each case an associated lamella and / or a respectively associated gap of a reed.
- the woven harness is removed with the retracted warp threads from the Einziehmaschine and the Einziehü preferably positioned on another thread layer or Aufspannech.
- the Einziehü is thus particularly fast again for another Einziehvorgang available, where it is spatially very flexible.
- the mobile draw-in unit according to the invention should also be used to operate spatially distributed mounting units with warp threads stretched in a thread layer.
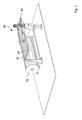
- FIG. 1 shows a perspective view of a clamping unit 60 with a warp thread layer 21 of a warp beam 61 inserted therein in the preparation position.
- the normally fixed clamping unit 60 has a pivotable in the vertical or horizontal bars thread frame 62 for mounting a warp thread layer 21 of individual warp threads 20, 20 'of the warp beam 61.
- the width corresponds to at least the widest to be processed thread layer 21.
- the thread frame 62 has means, the thread layer 21 to provide the necessary voltage for processing.
- the clamping unit 60 may, on the side of the thread frame 62 in addition to a holder 70, in FIG. 7 shown to be provided for a reed, in which the warp threads 20, 20 'can be fed simultaneously during retraction.
- FIG. 2 shows the clamping unit 60 of FIG. 2 in Einziehgna, for positioning a novel Einziehü 10.
- the thread frame 62 is folded with the tensioned warp thread layer 21 for pulling the individual threads 21, 21 'vertically downwards.
- FIG. 3 shows a perspective view of a drawing machine according to the invention with a Einziehong 10 and the clamping unit 60 of FIGS. 1 and 2 ,
- the draw-in unit is constructed on a mobile chassis with wheels 12 ... 12 "and consists of a holding device 32 for heald bars 30, 30 'on which healds 31 can be placed 33 for the strands 31 and the receiving device 32 for the strands with retracted warp thread 20, 20 ', a pull-in module 11 is arranged, which is a separation of the strands 31 from the supply device 33, the retraction of a respective warp thread 20, 20' in thread eyes of the strands 31st , and a distribution of the strands 31 to the individual heddle support rails 30, 30 '.
- the unit 11 furthermore has means for programming, operation and control of the drawing-in machine.
- FIG. 4 shows an enlarged view of Einziehmoduls 11 of the Einziehiata 10 of FIG. 3 Spatially behind, the clamping unit 60 is shown, in whose vertically positioned thread frame 62, a thread layer 21 of individual warp threads 20, 20 'is clamped.
- the threads 20, 20 'seized successively from the thread layer 21 by the pull-in module 11 are pulled into the strands 31, which are separated from the provision device 33 and finally distributed with the warp threads 20, 20' on the shaft support rails 30, 30 '.
- FIG. 5 shows a perspective view of the inventive drawing-in the Figures 3 and 4
- a reed 50 When such a reed 50 is to be used, it is inserted or clamped in the holding unit 70 and accommodated in a receptacle 51 of the pull-in module 11 when the draw-in unit 10 is positioned in front of the mounting unit 60.
- the drawing machine now consists of the stationary Aufspannrahmen 60 and the stationary holding unit 70 (with reed 50) and the mobile Einziehmaschine 10.
- the Einziehmodul 11 is designed so that with stepwise process of Einziehmaschine 10 along the thread layer 21 each warp 20, 20 ' is drawn into a strand 31 and into a sheet gap of the reed 50.
- FIG. 6 shows an enlarged view of Einziehmoduls 11 of the Einziehiata 10 of FIGS. 3 to 5 with a receiving device 51 for the reed 50, which in turn is held on the holding unit 70.
- the draw-in module 11 separates individual strands 31 from the supply unit 33, takes a warp thread 20 from the thread layer 21 on the clamping unit 60, pulls this thread 20 into a thread eye of the separated strand 31 and into a gap 52 of the reed 50 and places the strand 31 on the heddle support rails 30, 30 'of the fixture 32. Thereafter, the retraction unit 10 advances to the next warp 20' and repeats the drawing operation until finally the last warp of the layer 21 is processed.
- the FIG. 7 shows a perspective view of the drawing machine of FIGS. 3 to 6
- the draw-in module is also for gradually separating the slats 41 and for drawing a warp thread 20 from the thread layer 21 of the clamping unit 60 in a strand 31, a lamella 41 and also in a gap 52 of the reed 50, as well as for placing the blade 41 formed on a slat support rail 40 of the receiving device 42.
- the module 11 can also make a cutting of the warp threads 20, 20 'and be provided with a corresponding cutting device.
- the warp to be recovered is brought to the clamping unit 60 and the warp thread layer 21 is clamped on the thread frame 62.
- this can be done in the horizontal or vertical position of the thread frame 62.
- After completion of the thread frame 62 is pivoted in the vertical.
- this can be clamped in the designated holding unit 70.
- the draw-in unit 10 is moved to the beginning of the warp thread layer 21.
- the Einziehü is prepared for feeding by a required number of Litzentragschienen or heald frames 30, 30 'and slat support rails 40 in accordance with a Einzugsrapports provided for receiving device 32, 42 are inserted.
- the provision device 33 or 43 for strand pile and lamination stack is filled and made a programming and / or input of the Einzugsrapports.
- the drawing of the warp threads 20, 20 ' is carried out in a known manner in strands 31, fins 41 and the reed 50 to the last programmed according to Einzugsrapport warp.
- the strands 31 and lamellae 41 with warp threads 20, 20 'drawn in are distributed to the litz support rails 30, 30' or lamella support rails 40 provided for this according to the pull-in repeat.
- the last in the blade gaps 52 of the reed 50 retracted warp threads 20, 20 'protrude front of reed 50 out.
- the draw-in unit 10 moves laterally from the beginning to the end of the warp thread layer 21 during drawing in accordance with the drawing-in progress.
- the pull-in unit 10 stands directly in front of the warp beam 61.
- the reed 50 are released from the holding unit 70, the heddle support rails 30, 30 'lifted out with the strands 31 and the slat support rails 40 with the slats 41 and removed together with the warp of the mounting unit 60.
- the draw-in unit 10 can be moved away.
- Aufspannech 60 and Einziehtechnik 10 are thus free again for a next Einziehlui or its preparation.
- the maintenance of the machine can be carried out in any place and under optimal conditions. Maintenance work is done very efficiently and in a short time.
- the Einziehü 10 can be designed self-propelled.
- the draw-in unit 10 can also be designed to be self-steering and find its next place of use independently and without accompaniment by an operator.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Auxiliary Weaving Apparatuses, Weavers' Tools, And Shuttles (AREA)
- Looms (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
Description
- Die Erfindung betrifft eine mobile Einzieheinheit zum Einziehen von Kettfäden einer Webkette in Elemente eines Webgeschirrs nach Anspruch 1, eine Einziehmaschine mit einem stationären und einem mobilen Teil nach Anspruch 10, ein entsprechendes Einziehverfahren nach Anspruch 12 und eine bevorzugte Verwendung der Einzieheinheit nach Anspruch 15.
- Bevor auf einer Webmaschine durch die Verbindung von Kettfäden und Schussfäden ein Gewebe oder ein Stoff entsteht, müssen die Kettfäden, einer bestimmten Ordnung folgend, in ein Webgeschirr eingezogen werden. Zu den Elementen des Webgeschirrs zählen normalerweise Webschäfte, Weblitzen, Kettfadenwächterlamellen sowie das Webblatt. Einziehen bedeutet dabei, jeden einzelnen Kettfaden, der normalerweise auf einem Kettbaum in der benötigten Länge aufgewickelt ist, jeweils in das Fadenauge einer Kettfadenwächterlamelle, einer Weblitze sowie einer Lücke zwischen zwei Zähnen des Webblatts hindurchzuführen, so dass das Ende des eingezogenen Kettfadens anschliessend aus dem Webblatt herausragt. Das Gewebemuster wird dabei vorgegeben, indem die Weblitze einem bestimmten Webschaft zugeordnet ist bzw. in einen solchen eingeführt wird.
- Da Kettfäden normalerweise zu mehreren Hundert bis mehreren Tausend über eine bestimmte Breite parallel auf einem Kettbaum aufgewickelt sind, muss dieser Vorgang genauso oft wiederholt werden, bis eine Webkette vollständig in ein Webgeschirr eingezogen ist. Dies wurde und wird nach wie vor von Hand ausgeführt, es stehen aber auch Maschinen in verschiedenen Ausführungen zur Verfügung, die entweder einen Teil der Vorgänge (halbautomatische Einziehmaschinen) oder den ganzen Ablauf automatisch ausführen (automatische Einziehmaschinen).
- Halbautomatische Einziehmaschinen sind zwar relativ kostengünstig, haben gegenüber automatischen Einziehmaschinen aber den grossen Nachteil, dass eine Bedienperson zu 100% an der Maschine beschäftigt ist und den Einziehvorgang teilweise manuell ausführt. Auf diese Weise lässt sich gegenüber dem Einziehen von Hand nur eine geringe Produktivitätssteigerung erreichen, und die Fehlerrate ist relativ hoch.
- Automatische Einziehmaschinen sind bekannt und auf dem Markt in verschiedenen Ausführungsformen erhältlich. Sie verfügen über eine selbsttätige Steuerung für alle Vorgänge, die für das Einziehen von Kettfäden in ein Webgeschirr notwendig sind. Die Aufgaben des Bedienpersonals beschränken sich auf die Vorbereitung und Überwachung des Ablaufs und der Funktionen sowie die Zu- und Abfuhr des Ausgangsmaterials. Die Produktivität kann damit gegenüber dem Einziehen von Hand um ein Mehrfaches gesteigert und die Fehlerrate stark reduziert werden.
- Aus der Patentschrift
EP 0 460 129 ist eine Einziehmaschine bekannt, die ein oszillierend antreibbares, nadelförmiges Einziehorgan mit einem flexiblen Greiferband aufweist, das einen Klemmgreifer trägt, und die eine kanalartige Führung für das Einziehorgan aufweist. Dadurch soll ein sicherer und zuverlässiger Einzug von Kettfäden aller Art gewährleistet sein. - Bekannte Nachteile solch automatischer Einziehmaschinen sind allerdings ihr hoher Preis, ihr relativ hoher Platzbedarf und der fixe Standort innerhalb der Weberei. Dieser muss so gewählt werden, dass ein rationeller Materialfluss möglich ist. Eine spätere Veränderung des Standorts einer Einziehmaschine ist nur mit erheblichem Installations- und Zeitaufwand sowie Produktionsunterbruch möglich. Dies führt zu hohen Initialkosten und grossen Kapazitäten, die u.U. nicht genutzt werden.
- Ein Vorteil der vorliegenden Erfindung besteht darin, dass die vorstehenden Nachteile überwunden und insbesondere ein besonders flexibles Einziehen von Webketten auf zudem einfache und kostengünstige Art und Weise ermöglicht wird.
- Dies wird zunächst durch eine Einzieheinheit nach Anspruch 1 erreicht.
- Ein wesentlicher Punkt der Erfindung besteht dabei darin, dass die erfindungsgemässe Einzieheinheit flexibel bezüglich des Standorts ist und zudem einen geringen Platzbedarf erfordert. Ihre Kapazität ist dabei ausbaubar, d.h. schon für einen geringen Bedarf geeignet, aber bis zu hohen Leistungen erweiterungsfähig. Weiterhin sind nur geringe Grundinvestitionskosten für deren Anschaffung und Betrieb notwendig.
- Vorteilhafte Ausführungsformen der Einzieheinheit sind in den abhängigen Ansprüchen angegeben.
- So ist in einer vorteilhaften Ausführungsform der Einzieheinheit vorgesehen, dass die Elemente des Webgeschirrs wenigstens ein Paar Litzentragschienen und an diesen Litzentragschienen platzierbare Litzen umfassen, und die Litzentragschienen in einer Aufnahmevorrichtung aufnehmbar und die Litzen in einer Bereitstellungsvorrichtung bereitstellbar sind, und bei welcher das Einziehmodul zum Platzieren der Litzen an den Litzentragschienen ausgebildet ist. Die Litzentragschienen können dabei auch bereits so vorbereitet sein, dass sie in seitlichen Webschäften gehalten sind und zusammen mit diesen in die Aufnahmevorrichtung eingesetzt werden. Damit lassen sich die Grundelemente eines Webgeschirrs an der Einzieheinheit aufnehmen und einziehen. Die Rüstzeiten beschränken sich dadurch auf diese Einheit und nicht auf die Vorbereitung eines Kettbaums, der die einzuziehende Webkette trägt. Die Einheit kann dadurch besonders schnell und flexibel zum Einziehen weiterer Fadenschichten zur Verfügung gestellt werden.
- In einer weiteren bevorzugten Ausführungsform der Einzieheinheit ist es zudem vorgesehen, dass die Elemente des Webgeschirrs wenigstens eine Lamellentragschiene und an dieser Lamellentragschiene platzierbare Lamellen umfassen, bei welcher die Lamellentragschiene in einer Aufnahmevorrichtung aufnehmbar und die Lamellen in einer Bereitstellungsvorrichtung bereitstellbar sind, und das Einziehmodul zum Platzieren der Lamellen an der Lamellentragschiene ausgebildet ist. Dadurch werden weitere Elemente eines Webgeschirrs an der Einzieheinheit aufnehmbar und einziehbar, abhängig von den jeweiligen Anforderungen des gewünschten Webvorgangs. Die Einzieheinheit wird dadurch noch flexibler einsetzbar.
- In einer noch weiteren bevorzugten Ausführungsform der Einzieheinheit ist es ausserdem vorgesehen, dass die Elemente des Webgeschirrs ein Webblatt umfassen, das in einer Aufnahmevorrichtung aufnehmbar ist, die in Einziehrichtung der Kettfäden gesehen hinter den Litzen angeordnet ist, und das Einziehmodul zum Einziehen des jeweiligen Kettfadens in zugehörige Lücken des Webblatts und zum schrittweisen Weiterbewegen des Webblatts um eine jeweilige Lücke ausgebildet ist. Auch dadurch wird die Einzieheinheit flexibel einsetzbar. Das Webblatt kann dabei in der Aufnahmevorrichtung gehalten sein und durch einen geeigneten Mechanismus des Einziehmoduls z.B. entgegen der Verfahrrichtung der Einzieheinheit weiterbewegt werden, so dass es praktisch raumfest zu der Webkette positioniert bleibt.
- Zum Betrieb der Einzieheinheit wird diese bevorzugt mit einer autonomen Druckluftversorgung und/oder einer elektrischen Energiequelle ausgestattet. Dadurch steigt deren Flexibilität erheblich, da sie von Kabeln befreit und von externen Anschlüssen unabhängig, also autonom betreibbar und damit räumlich flexibel ist.
- Darüber hinaus kann auch ein Steuermodul zur automatischen Steuerung der Einzieheinheit vorgesehen sein, insbesondere z.B. von deren Einziehmodul. Ein besonders leichtes Fortbewegen der Einzieheinheit wird bevorzugt dadurch gewährleistet, indem diese mit einem elektrischen Motor für den Fahrbetrieb ausgestattet ist. Durch beides wird eine weitgehend automatisierte Führung der Einheit in einem Produktionsbetrieb mit z.B. mehreren räumlich getrennten Webmaschinen und Kettbäumen unterstützt.
- Zur Führung einer solchen Einzieheinheit ist diese bevorzugt mit einem Kommunikationsmodul zu deren draht- und/oder funkbasierten Steuerung ausgestattet. In besonders bevorzugter Weise sind dabei Führungskabel für die Einzieheinheit im Boden einer Produktionsstätte verlegt, entlang sich die Einheit drahtlos autonom fortbewegt. Fahraufträge können der Einheit dabei drahtlos via Funksignal übermittelt werden.
- Grundsätzlich muss die Einzieheinheit kein bestimmtes Fahrwerk aufweisen. Sie kann z.B. auf Gleisen bewegt werden, die allerdings eine vorherige Verlegung erfordern. Zur Fortbewegung der Einheit ist diese aber bevorzugt mit Rädern ausgestattet, do dass eine besonders grosse Flexibilität gewährleistet ist.
- Der eingangs genannte Vorteil der vorliegenden Erfindung wird auch durch eine Einziehmaschine nach Anspruch 11 erzielt, die einen stationären und einen mobilen Teil aufweist, wobei erster eine Aufspanneinheit für eine Kettfadenschicht und letzter die Einzieheinheit umfasst.
- Ein wesentlicher Punkt der Einziehmaschine besteht dabei darin, dass die Position der Aufspanneinheit so gewählt werden kann, dass sie optimal auf den Materialfluss in der Weberei abgestimmt ist. Durch den erfindungsgemässen Aufbau der Maschine entsteht somit eine besonders grosse Flexiblität.
- Der stationäre Teil der Einziehmaschine umfasst dabei bevorzugt eine Aufspannvorrichtung für die Kettfadenschicht. Ausserdem kann eine Halteeinheit für ein Webblatt vorgesehen sein. Die Einzieheinheit ist zum Einziehen der Kettfäden in Elemente des Webgeschirrs entlang der Fadenschicht und des Webblatts verfahrbar, und das Einziehmodul ist zum Einziehen des jeweiligen Kettfadens in Litzen und/oder Lamellen und/oder zugehörige Lücken des Webblatts ausgebildet.
- Der eingangs genannte Vorteil der vorliegenden Erfindung wird auch durch ein Verfahren nach Anspruch 12 gelöst.
- Bevorzugte Ausprägungen des Verfahrens sind in den abhängigen Ansprüchen angegeben.
- In einer bevorzugten Ausprägung des Verfahrens wird jeder der Kettfäden durch jeweils zugehörige Litze und/oder jeweils eine zugehörige Lamelle und/oder eine jeweils zugehörige Lücke eines Webblatts gezogen. Damit sind optional alle wesentliche Elemente eines Webgeschirrs in den Einziehprozess integrierbar, wodurch eine erhebliche Flexibilität hinsichtlich der Anforderungen des gewünschten Webvorgangs gewährleistet ist.
- Im Anschluss an das Einziehen der Webkette in die Elemente des Webgeschirrs wird das Webgeschirr mit den eingezogenen Kettfäden aus der Einziehmaschine entnommen und die Einzieheinheit bevorzugt an einer weiteren Fadenschicht bzw. Aufspanneinheit positioniert. Die Einzieheinheit steht damit besonders schnell wieder für einen weiteren Einziehvorgang zur Verfügung, wobei sie räumlich völlig flexibel einsetzbar ist.
- Die erfindungsgemässe mobile Einzieheinheit soll demgemäss auch zum Bedienen räumlich verteilter Aufspanneinheiten mit in einer Fadenschicht aufgespannten Kettfäden Verwendung finden.
- Die Erfindung wird im Folgenden unter Bezugnahme auf die beigefügten Figuren näher erläutert werden. Die Figuren verdeutlichen die einzelnen Verfahrensschritte samt den dabei zur Anwendung kommenden Einheiten. Auf Grund der Vielzahl gleicher oder gleichwirkender Teile sind diese mit gleichen Bezugsziffern gekennzeichnet, so dass ein guter Überblick gewahrt bleibt. Es zeigen:
- Figur 1
- eine perspektivische Ansicht einer Aufspanneinheit mit einer darin eingelegten Kettfadenschicht eines Kettbaums in Vorbereitungsstellung;
- Figur 2
- die Aufspanneinheit der
Figur 1 in Einziehstellung, zum Positionieren einer erfindungsgemässen Einzieheinheit; - Figur 3
- eine perspektivische Ansicht einer erfindungsgemässen Einziehmaschine mit einer Einzieheinheit und der Aufspanneinheit der
Figuren 1 und2 ; - Figur 4
- eine vergrösserte Ansicht des Einziehmoduls der Einzieheinheit der
Figur 3 mit einer Bereitstellungs- und Aufnahmevorrichtung für Litzen; - Figur 5
- eine perspektivische Ansicht der erfindungsgemässen Einziehmaschine der
Figuren 3 und4 mit einer Halteeinheit für ein Webblatt; - Figur 6
- eine vergrösserte Ansicht des Einziehmoduls der Einzieheinheit der
Figuren 3 bis 5 mit einer Aufnahmevorrichtung für das Webblatt, und - Figur 7
- eine perspektivische Ansicht der Einziehmaschine der
Figuren 3 bis 6 mit einer Bereitstellungs- und Aufnahmevorrichtung für Lamellen. - Die
Figur 1 zeigt eine perspektivische Ansicht einer Aufspanneinheit 60 mit einer darin eingelegten Kettfadenschicht 21 eines Kettbaums 61 in Vorbereitungsstellung. Die normalerweise ortsfeste Aufspanneinheit 60 verfügt über einen in die Senkrechte oder Wagrechte schwenkbaren Fadenrahmen 62 zum Aufspannen einer Kettfadenschicht 21 aus einzelnen Kettfäden 20, 20' des Kettbaums 61. Die Breite entspricht mindestens der breitesten zu verarbeitenden Fadenschicht 21. Der Fadenrahmen 62 verfügt über Mittel, die Fadenschicht 21 mit der für die Verarbeitung notwendigen Spannung zu versehen. Die Aufspanneinheit 60 kann auf der Seite des Fadenrahmens 62 zusätzlich mit einer Halterung 70, inFigur 7 gezeigt, für ein Webblatt versehen werden, in das die Kettfäden 20, 20' während des Einziehens simultan eingezogen werden können. - Die
Figur 2 zeigt die Aufspanneinheit 60 derFigur 2 in Einziehstellung, zum Positionieren einer erfindungsgemässen Einzieheinheit 10. Dabei ist der Fadenrahmen 62 mit der aufgespannten Kettfadenschicht 21 zum Einziehen der einzelnen Fäden 21, 21' senkrecht nach unten geklappt. - Die
Figur 3 zeigt eine perspektivische Ansicht einer erfindungsgemässen Einziehmaschine mit einer Einzieheinheit 10 und der Aufspanneinheit 60 derFiguren 1 und2 . Die Einzieheinheit ist auf einem fahrbaren Chassis mit Rädern 12 ... 12" aufgebaut und besteht aus einer Aufnahmevorrichtung 32 für Litzentragschienen 30, 30', an denen Weblitzen 31 platzierbar sind. Zur Magazinierung der Litzen 31 ist eine Bereitstellungsvorrichtung 33 vorgesehen. Zwischen der Bereitstellungsvorrichtung 33 für die Litzen 31 und der Aufnahmevorrichtung 32 für die Litzen mit eingezogenem Kettfaden 20, 20' ist ein Einziehmodul 11 angeordnet, das eine Separierung der Litzen 31 aus der Bereitstellungsvorrichtung 33, das Einziehen eines jeweiligen Kettfadens 20, 20' in Fadenaugen der Litzen 31, und eine Verteilung der Litzen 31 an die einzelnen Litzentragschienen 30, 30' vornimmt. Die Einheit 11 verfügt dabei weiterhin über Mittel zur Programmierung, Bedienung und Steuerung der Einziehmaschine. - Die
Figur 4 zeigt eine vergrösserte Ansicht des Einziehmoduls 11 der Einzieheinheit 10 derFigur 3 mit einer Bereitstellungsvorrichtung 33 und Aufnahmevorrichtung 32 für Litzen 31. Räumlich dahinter ist die Aufspanneinheit 60 dargestellt, in deren senkrecht gestellten Fadenrahmen 62 eine Fadenschicht 21 aus einzelnen Kettfäden 20, 20' aufgespannt ist. Die von dem Einziehmodul 11 aus nacheinander aus der Fadenschicht 21 gegriffenen Fäden 20, 20' werden in die Litzen 31 eingezogen, die dazu einzeln aus der Bereitstellungsvorrichtung 33 separiert und schliesslich mit eingezogenem Kettfaden 20, 20' an Litzentragschienen 30, 30' verteilt werden. - Die
Figur 5 zeigt eine perspektivische Ansicht der erfindungsgemässen Einziehmaschine derFiguren 3 und4 mit einer Halteeinheit 70 für ein Webblatt 50. Wenn ein solches Webblatt 50 verwendet werden soll, wird es in die Halteeinheit 70 eingelegt oder eingespannt und in einer Aufnahmevorrichtung 51 des Einziehmoduls 11 aufgenommen, wenn die Einzieheinheit 10 vor der Aufspanneinheit 60 positioniert wird. Die Einziehmaschine besteht nun aus dem stationären Aufspannrahmen 60 und der stationären Halteeinheit 70 (mit Webblatt 50) sowie der mobilen Einzieheinheit 10. Der Einziehmodul 11 ist dabei so ausgelegt, dass mit schrittweisen Verfahren der Einzieheinheit 10 entlang der Fadenschicht 21 jeder Kettfaden 20, 20' in eine Litze 31 und in eine Blattlücke des Webblatts 50 eingezogen wird. - Die
Figur 6 zeigt eine vergrösserte Ansicht des Einziehmoduls 11 der Einzieheinheit 10 derFiguren 3 bis 5 mit einer Aufnahmevorrichtung 51 für das Webblatt 50, das wiederum an der Halteeinheit 70 gehalten ist. Das Einziehmodul 11 separiert einzelne Litzen 31 aus der Bereitstellungseinheit 33, ergreift einen Kettfaden 20 aus der Fadenschicht 21 an der Aufspanneinheit 60, zieht diesen Faden 20 in ein Fadenauge der separierten Litze 31 und in eine Lücke 52 des Webblatts 50 ein und platziert die Litze 31 an den Litzentragschienen 30, 30' der Aufnahmevorrichtung 32. Danach rückt die Einzieheinheit 10 zum nächsten Kettfaden 20' weiter und wiederholt den Einziehvorgang, bis schliesslich der letzte Kettfaden der Schicht 21 verarbeitet ist. - Die
Figur 7 zeigt eine perspektivische Ansicht der Einziehmaschine derFiguren 3 bis 6 mit einer Bereitstellungs- und Aufnahmevorrichtung 43, 42 für Lamellen 41. Das Einziehmodul ist dabei zudem zum schrittweisen Separieren der Lamellen 41 und zum Einziehen eines Kettfadens 20 aus der Fadenschicht 21 der Aufspanneinheit 60 in eine Litze 31, eine Lamelle 41 und auch in eine Lücke 52 des Webblatts 50, sowie zum Platzieren der Lamelle 41 an einer Lamellentragschiene 40 der Aufnahmevorrichtung 42 ausgebildet. Grundsätzlich kann das Modul 11 dabei auch ein Schneiden der Kettfäden 20, 20' vornehmen und mit einer entsprechenden Schneidvorrichtung versehen sein. - Ein Einziehvorgang unter Verwendung der vorstehend beschriebenen Einziehmaschine kann dementsprechend wie folgt vorbereitet und durchgeführt werden.
- Zunächst wird die einzuziehende Webkette zur Aufspanneinheit 60 gebracht und die Kettfadenschicht 21 auf dem Fadenrahmen 62 aufgespannt. Je nach bevorzugter Arbeitsweise kann dies in horizontaler oder vertikaler Lage des Fadenrahmens 62 geschehen. Nach Fertigstellung wird der Fadenrahmen 62 in die Senkrechte geschwenkt. Bei Verwendung eines Webblatts 50 kann dieses in die dafür vorgesehene Halteeinheit 70 eingespannt werden.
- Danach wird die Einzieheinheit 10 an den Anfang der Kettfadenschicht 21 gefahren. Spätestens jetzt wird die Einzieheinheit für das Einziehen vorbereitet, indem gemäss eines Einzugsrapports eine benötigte Anzahl von Litzentragschienen oder Webschäfte 30, 30' bzw. Lamellentragschienen 40 in die dafür vorgesehene Aufnahmevorrichtung 32, 42 eingelegt werden. Zudem wird die Bereitstellungsvorrichtung 33 bzw. 43 für Litzenstapel und Lamellenstapel aufgefüllt und eine Programmierung und / oder Eingabe des Einzugsrapports vorgenommen.
- Danach wird der Start des Einziehprozesses ausgelöst. Das Einziehen der Kettfäden 20, 20' erfolgt auf an sich bekannte Weise in Litzen 31, Lamellen 41 und das Webblatt 50 bis zum letzten gemäss Einzugsrapport programmierten Kettfaden. Die Litzen 31 und Lamellen 41 mit darin eingezogenen Kettfäden 20, 20' werden an die dafür gemäss Einzugsrapport vorgesehenen Litzentragschienen 30, 30' bzw. Lamellentragschienen 40 verteilt. Die zuletzt in die Blattlücken 52 des Webblatts 50 eingezogenen Kettfäden 20, 20' ragen vorne aus Webblatt 50 heraus.
- Die Einzieheinheit 10 bewegt sich während des Einziehens seitwärts vom Anfang zum Ende der Kettfadenschicht 21 entsprechend des Einzugsfortschritts. Ist das Ende der Kettfadenschicht 21 erreicht und der letzte Kettfaden 20, 20' eingezogen, steht die Einzieheinheit 10 direkt vor dem Kettbaum 61.
- Zum Abrüsten werden das Webblatt 50 aus der Halteeinheit 70 gelöst, die Litzentragschienen 30, 30' mit den Litzen 31 sowie die Lamellentragschienen 40 mit den Lamellen 41 herausgehoben und samt der Webkette von der Aufspanneinheit 60 entfernt. Gleichzeitig kann die Einzieheinheit 10 weggefahren werden. Aufspanneinheit 60 und Einzieheinheit 10 sind damit wieder frei für einen nächsten Einziehprozess bzw. dessen Vorbereitung.
- Mit einer einzigen Einzieheinheit 10 können damit eine oder mehrere Aufspanneinheiten 60 bedient werden. Dies hat den Vorteil, dass die Kapazität der Einzieheinheit 10 im Bedarfsfall voll genutzt werden kann, indem praktisch ohne Unterbrechung an einer der Aufspanneinheiten 60 eingezogen werden kann und nur kurz für das Vorbereiten und Abrüsten und Umplatzieren der Einzieheinheit 10 unterbrochen werden muss.
- Während des Einziehens bleiben die oft schweren Kettbäume 61 stationär. Motorische Antriebe zu deren Vorwärtsbewegung entfallen dadurch.
- Je nach Materialfluss oder topologischer Auslegung der Weberei kann eine Einzieheinheit 10 mehrere, auch voneinander entfernte wie z.B. in unterschiedlichen Websälen befindliche Aufspanneinheiten 60 bedienen. Damit können Investitionskosten niedrig gehalten und lange Transportwege beispielsweise für schwere Webketten vermieden werden.
- Dank der Mobilität der Einzieheinheit 10 kann die Wartung der Maschine an beliebigem Ort und unter optimalen Bedingungen durchgeführt werden. Wartungsarbeiten werden dadurch sehr effizient und in kurzer Zeit erledigt.
- Zudem kann die Einzieheinheit 10 selbstfahrend ausgelegt werden. In einem entsprechend gestalteten Umfeld und mit der zugehörigen Installation kann die Einzieheinheit 10 auch selbstlenkend ausgeführt werden und ihren nächsten Einsatzort selbständig und ohne Begleitung durch eine Bedienperson finden.
- Zur Bedienung ist nur für die Vorbereitung und das Abrüsten eine solche Person erforderlich. Während des Einziehens läuft die Anlage autonom. Eine Person kann somit mehrere Einzieheinheiten 10 oder Aufspanneinheiten 60 bedienen.
Claims (15)
- Mobile Einzieheinheit (10) zum Einziehen von Kettfäden (20) einer Webkette in Elemente eines Webgeschirrs, mit wenigstens einer Bereitstellungsvorrichtung (33, 43, 51) zum Bereitstellen von Elementen des Webgeschirrs;
wenigstens einer Aufnahmevorrichtung (32, 42, 51) zur Aufnahme von Elementen des Webgeschirrs mit eingezogenem Kettfaden (20);
einem Einziehmodul (11), das zum Separieren eines Elements aus der wenigstens einen Bereitstellungsvorrichtung (33, 43), zum Ergreifen eines jeweiligen Kettfadens (20), zum Einziehen dieses Kettfadens (20) in das separierte Element, und zum Plazieren des Elements mit dem eingezogenem Kettfaden (20) an einer der Aufnahmevorrichtungen (32, 42) ausgebildet ist, wobei
die Einzieheinheit (10) zum Einziehen einzelner Kettfäden (20) räumlich verfahrbar ist. - Einzieheinheit (10) nach Anspruch 1, bei welcher die Elemente des Webgeschirrs wenigstens ein Paar Litzentragschienen (30, 30') und an diesen Litzentragschienen (30, 30') platzierbare Litzen (31) umfassen, und die Litzentragschienen (30, 30') in einer Aufnahmevorrichtung (32) aufnehmbar und die Litzen (31) in einer Bereitstellungsvorrichtung (33) bereitstellbar sind, und bei welcher das Einziehmodul (11) zum Platzieren der Litzen (31) an den Litzentragschienen (30, 30') ausgebildet ist.
- Einzieheinheit nach Anspruch 1 oder 2, bei welcher die Elemente des Webgeschirrs wenigstens eine Lamellentragschiene (40) und an dieser Lamellentragschiene (40) platzierbare Lamellen (41) umfassen, bei welcher die Lamellentragschiene (40) in einer Aufnahmevorrichtung (42) aufnehmbar und die Lamellen (41) in einer Bereitstellungsvorrichtung (43) bereitstellbar sind, und bei welcher das Einziehmodul (11) zum Platzieren der Lamellen (41) an der Lamellentragschiene (40) ausgebildet ist.
- Einzieheinheit (10) nach Anspruch 2 oder 3, bei welcher die Elemente des Webgeschirrs ein Webblatt (50) umfassen, das in einer Aufnahmevorrichtung (51) aufnehmbar ist, die in Bewegungsrichtung der Kettfäden (20) gesehen hinter den Litzen (31) angeordnet ist, und das Einziehmodul (11) zum Einziehen des jeweiligen Kettfadens (20) in zugehörige Lücken (52) des Webblatts (50) und zum schrittweisen Weiterbewegen des Webblatts (50) um eine jeweilige Lücke (52) ausgebildet ist.
- Einzieheinheit (10) nach einem der vorstehenden Ansprüche, die mit einer autonomen Druckluftversorgung und/oder einer elektrischen Energiequelle zu deren Betrieb ausgestattet ist.
- Einzieheinheit (10) nach einem der vorstehenden Ansprüche, die mit einem Steuermodul zu deren automatischer Steuerung ausgestattet ist.
- Einzieheinheit (10) nach einem der vorstehenden Ansprüche, die mit einem elektrischen Motor zu deren Fortbewegung ausgestattet ist.
- Einzieheinheit (10) nach einem der vorstehenden Ansprüche, die mit einem Kommunikationsmodul zu deren draht- und/oder funkbasierten Steuerung ausgestattet ist.
- Einzieheinheit (10) nach einem der vorstehenden Ansprüche, die mit Rädern (12, 12', 12") zu deren Fortbewegung ausgestattet ist.
- Einziehmaschine zum Einziehen von Kettfäden (20) einer Webkette in Elemente eines Webgeschirrs, mit einem stationären Teil und einem mobilen Teil, wobei der stationäre Teil eine Aufspanneinheit (60) zum Aufspannen der Kettfäden (20) in einer Fadenschicht (21) umfasst, und der mobile Teil eine Einzieheinheit (10) nach einem der Ansprüche 1 bis 3, wobei die Einzieheinheit (10) zum Einziehen der Kettfäden (20) in Elemente des Webgeschirrs entlang der Fadenschicht (21) verfahrbar ist.
- Einziehmaschine nach Anspruch 10, bei welcher der stationäre Teil weiterhin eine Halteeinheit (70) für ein Webblatt (50) umfasst, und die Einzieheinheit (10) zum Einziehen der Kettfäden (20) in Elemente des Webgeschirrs entlang von Fadenschicht (21) und Webblatt (50) verfahrbar ist, und das Einziehmodul (11) zum Einziehen des jeweiligen Kettfadens (20) in zugehörige Lücken (52) des Webblatts (50) ausgebildet ist.
- Verfahren zum Einziehen von Kettfäden (20) einer Webkette in Elemente eines Webgeschirrs, umfassend die Schritte:Aufspannen von Kettfäden (20) in einer Fadenschicht (21) und Positionieren einer mobilen Einzieheinheit (10) an der Fadenschicht (21);Separieren eines Elements aus wenigstens einer Bereitstellungsvorrichtung (33, 43), Ergreifen eines ersten Kettfadens (20), Einziehen dieses Kettfadens (20) in das separierte Element, und Plazieren des Elements mit dem eingezogenem Kettfaden (20) in einer Aufnahmevorrichtung (32, 42);Räumliches Verfahren der Einzieheinheit (10) entlang der Fadenschicht (21) von einem Kettfaden (20) zum nächsten Kettfaden (20') unter jeweiliger Durchführung des vorstehenden Schritts, bis der letzte Kettfaden (20) der Webkette eingezogen ist.
- Verfahren nach Anspruch 12, bei dem jeder der Kettfäden (20) durch jeweils eine zugehörige Litze (31) und/oder jeweils eine zugehörige Lamelle (41) und/oder eine jeweils zugehörige Lücke (52) eines Webblatts (50) gezogen wird.
- Verfahren nach Anspruch 12 oder 13, bei dem das Webgeschirr mit den eingezogenen Kettfäden (20) aus der Einziehmaschine (10) entnommen und die Einziehmaschine (10) an einer weiteren Fadenschicht positioniert wird.
- Verwendung einer mobilen Einzieheinheit (10) nach einem der Ansprüche 1 bis 9 zum Bedienen räumlich verteilter Aufspanneinheiten (60) mit in einer Fadenschicht (21) aufgespannten Kettfäden (20).
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08405309.9A EP2199443B1 (de) | 2008-12-19 | 2008-12-19 | Mobile Einzieheinheit |
| BRPI0922478-5A BRPI0922478B1 (pt) | 2008-12-19 | 2009-11-30 | unidade móvel de remeteção, máquina de remeteção e arranjo |
| CN200980155421.9A CN102292485B (zh) | 2008-12-19 | 2009-11-30 | 可移动的穿经单元 |
| US13/140,499 US8875360B2 (en) | 2008-12-19 | 2009-11-30 | Mobile drawing-in unit |
| KR1020117016390A KR101452183B1 (ko) | 2008-12-19 | 2009-11-30 | 이동식 통경 유닛 |
| MYPI2011002839A MY159627A (en) | 2008-12-19 | 2009-11-30 | Mobile drawing-in unit |
| PCT/CH2009/000381 WO2010069086A1 (de) | 2008-12-19 | 2009-11-30 | Mobile einzieheinheit |
| JP2011541054A JP2012512337A (ja) | 2008-12-19 | 2009-11-30 | 可動性の引通しユニット |
| TW098143640A TWI491774B (zh) | 2008-12-19 | 2009-12-18 | 移動式穿經單元、由移動式穿經單元組成之配置、穿經機、用於將經紗穿經到織造裝具的元件中之方法、以及上述配置之用途 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08405309.9A EP2199443B1 (de) | 2008-12-19 | 2008-12-19 | Mobile Einzieheinheit |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2199443A1 true EP2199443A1 (de) | 2010-06-23 |
| EP2199443B1 EP2199443B1 (de) | 2016-03-16 |
Family
ID=40821763
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08405309.9A Active EP2199443B1 (de) | 2008-12-19 | 2008-12-19 | Mobile Einzieheinheit |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US8875360B2 (de) |
| EP (1) | EP2199443B1 (de) |
| JP (1) | JP2012512337A (de) |
| KR (1) | KR101452183B1 (de) |
| CN (1) | CN102292485B (de) |
| BR (1) | BRPI0922478B1 (de) |
| MY (1) | MY159627A (de) |
| TW (1) | TWI491774B (de) |
| WO (1) | WO2010069086A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102747519A (zh) * | 2012-07-16 | 2012-10-24 | 烟台宋和宋科学技术应用工程有限责任公司 | 停经片移动装置 |
| CN106012253A (zh) * | 2016-07-29 | 2016-10-12 | 江阴市通源纺机有限公司 | 穿综机快速送纱机构 |
| EP3771758A1 (de) | 2019-07-31 | 2021-02-03 | Stäubli Sargans AG | Fadenklemmvorrichtung und webmaschine mit solch einer fadenklemmvorrichtung |
| CN112323229A (zh) * | 2019-08-05 | 2021-02-05 | 史陶比尔萨尔甘斯股份公司 | 穿经梭夹,包含该穿经梭夹的穿经机以及在该穿经机上穿引经纱的方法 |
| EP4033020A1 (de) | 2021-01-25 | 2022-07-27 | Stäubli Sargans AG | Garneinspannvorrichtung, garnrahmen und einziehmaschine mit solch einer garneinspannvorrichtung, verfahren zum einspannen von garnen mit solch einer garneinspannvorrichtung |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104178866B (zh) * | 2014-08-15 | 2016-07-06 | 深圳市海弘装备技术有限公司 | 梳线张紧架 |
| CN105970453B (zh) * | 2016-01-29 | 2018-09-21 | 江苏工程职业技术学院 | 一种智能分区分色穿经机构 |
| CN106087210B (zh) * | 2016-07-29 | 2017-10-24 | 江阴市通源纺机有限公司 | 自动纱线穿综设备 |
| CN106702578B (zh) * | 2016-12-30 | 2019-01-25 | 常州信息职业技术学院 | 一种钢筘开筘机 |
| CN106987988B (zh) * | 2017-05-10 | 2018-07-20 | 深圳市海弘装备技术有限公司 | 一种在地面上移动作业的自动穿经装置 |
| CN108505199B (zh) * | 2018-06-08 | 2020-04-14 | 李吉 | 喷气式纱线排出装置 |
| ES2913789T3 (es) * | 2019-06-19 | 2022-06-06 | Groz Beckert Kg | Dispositivo y procedimiento para manipular accesorios de tejeduría |
| PT3754072T (pt) * | 2019-06-19 | 2022-04-05 | Groz Beckert Kg | Dispositivo para manusear elementos de jogo de liços e máquina de remeter |
| CN117144537B (zh) * | 2023-10-31 | 2023-12-29 | 江苏环鼎纺织科技有限公司 | 一种面料用穿综装置及方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH506643A (de) * | 1969-02-25 | 1971-04-30 | Guido Herrmann Maschf | Verfahren zum halbautomatischen Einziehen der Kettfäden von Webketten und Vorrichtung zur Durchführung des Verfahrens |
| EP0460129A1 (de) | 1989-12-22 | 1991-12-11 | Zellweger Uster Ag | Vorrichtung zum einziehen von kettfäden. |
| US5136762A (en) * | 1989-09-28 | 1992-08-11 | Fabrizio Gironi | Method of automatic drawing-in and machine for carrying out the said method |
| JPH0657595A (ja) | 1992-05-15 | 1994-03-01 | Daiichi Denryoku Kensetsushiya:Kk | ドローイング装置 |
| WO2000015888A1 (de) * | 1998-09-14 | 2000-03-23 | Stäubli Ag Pfäffikon | Litzen- oder lamellenzuführung |
| WO2000061847A1 (en) * | 1999-04-14 | 2000-10-19 | Patcorp S.A. | Method and apparatus for drawing in warp threads |
| WO2000068479A1 (de) * | 1999-05-07 | 2000-11-16 | Stäubli Ag Pfäffikon | Vorrichtung und verfahren zur übergabe von vereinzelten webgeschirrelementen an eine transporteinrichtung |
| EP1384801A1 (de) * | 2001-05-15 | 2004-01-28 | Kikuchi Kogyo Co., Ltd. | Vorrichtung und Verfahren zum automatischen Einziehen |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1716549A (en) * | 1927-01-21 | 1929-06-11 | Firm Zellweger A G | Device for separating and supplying threads particularly to warpheddling machines |
| US3136025A (en) * | 1961-10-05 | 1964-06-09 | T D Noone Woven Products Propr | Apparatus for selecting and separating threads of a warp |
| US5274894A (en) * | 1989-10-04 | 1994-01-04 | Zellweger Uster Ag | Machine for the automatic drawing-in of warp threads |
| CH680933A5 (de) * | 1990-03-06 | 1992-12-15 | Zellweger Uster Ag | |
| CH682577A5 (de) * | 1990-09-17 | 1993-10-15 | Zellweger Uster Ag | Vorrichtung zur Handhabung von Litzen oder Lamellen in einer Kettfadeneinziehmaschine. |
| CH686961A5 (de) * | 1992-03-16 | 1996-08-15 | Staeubli Ag Zweigwerk Sargans | Verfahren und Vorrichtung zum Fixieren der Enden einer auf einem Baum geordnet aufgewickelten Fadenschicht. |
| CH687881A5 (de) * | 1993-09-13 | 1997-03-14 | Staeubli Ag Zweigwerk Sargans | Litzensepariervorrichtung fuer Kettfadeneinziehmaschinen. |
| CH687714A5 (de) * | 1993-09-13 | 1997-01-31 | Stsubli Ag Zweigwerk Sargans | Vorrichtung zur Handhabung von Litzen fuer Kettfadeneinziehmaschinen. |
| BE1008059A3 (nl) * | 1994-02-02 | 1996-01-03 | Picanol Nv | Werkwijze en inrichting voor het trekken op kettingdraden. |
| JPH09137342A (ja) * | 1995-11-10 | 1997-05-27 | Hashizume Kenkyusho:Kk | 経糸の筬通し方法、および同方法に用いる高精度筬通し機 |
| AU8797098A (en) * | 1997-09-15 | 1999-04-05 | Staubli Ag Pfaffikon | Device for tensioning warp threads on a drawer-in for warp threads |
| CN201172722Y (zh) * | 2008-01-17 | 2008-12-31 | 宋培彦 | 一种用于穿经机的自动供片装置 |
-
2008
- 2008-12-19 EP EP08405309.9A patent/EP2199443B1/de active Active
-
2009
- 2009-11-30 US US13/140,499 patent/US8875360B2/en active Active
- 2009-11-30 WO PCT/CH2009/000381 patent/WO2010069086A1/de active Application Filing
- 2009-11-30 CN CN200980155421.9A patent/CN102292485B/zh not_active Ceased
- 2009-11-30 MY MYPI2011002839A patent/MY159627A/en unknown
- 2009-11-30 BR BRPI0922478-5A patent/BRPI0922478B1/pt active IP Right Grant
- 2009-11-30 JP JP2011541054A patent/JP2012512337A/ja not_active Withdrawn
- 2009-11-30 KR KR1020117016390A patent/KR101452183B1/ko active IP Right Grant
- 2009-12-18 TW TW098143640A patent/TWI491774B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH506643A (de) * | 1969-02-25 | 1971-04-30 | Guido Herrmann Maschf | Verfahren zum halbautomatischen Einziehen der Kettfäden von Webketten und Vorrichtung zur Durchführung des Verfahrens |
| US5136762A (en) * | 1989-09-28 | 1992-08-11 | Fabrizio Gironi | Method of automatic drawing-in and machine for carrying out the said method |
| EP0460129A1 (de) | 1989-12-22 | 1991-12-11 | Zellweger Uster Ag | Vorrichtung zum einziehen von kettfäden. |
| JPH0657595A (ja) | 1992-05-15 | 1994-03-01 | Daiichi Denryoku Kensetsushiya:Kk | ドローイング装置 |
| WO2000015888A1 (de) * | 1998-09-14 | 2000-03-23 | Stäubli Ag Pfäffikon | Litzen- oder lamellenzuführung |
| WO2000061847A1 (en) * | 1999-04-14 | 2000-10-19 | Patcorp S.A. | Method and apparatus for drawing in warp threads |
| WO2000068479A1 (de) * | 1999-05-07 | 2000-11-16 | Stäubli Ag Pfäffikon | Vorrichtung und verfahren zur übergabe von vereinzelten webgeschirrelementen an eine transporteinrichtung |
| EP1384801A1 (de) * | 2001-05-15 | 2004-01-28 | Kikuchi Kogyo Co., Ltd. | Vorrichtung und Verfahren zum automatischen Einziehen |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102747519A (zh) * | 2012-07-16 | 2012-10-24 | 烟台宋和宋科学技术应用工程有限责任公司 | 停经片移动装置 |
| CN106012253A (zh) * | 2016-07-29 | 2016-10-12 | 江阴市通源纺机有限公司 | 穿综机快速送纱机构 |
| EP3771758A1 (de) | 2019-07-31 | 2021-02-03 | Stäubli Sargans AG | Fadenklemmvorrichtung und webmaschine mit solch einer fadenklemmvorrichtung |
| CN112323229A (zh) * | 2019-08-05 | 2021-02-05 | 史陶比尔萨尔甘斯股份公司 | 穿经梭夹,包含该穿经梭夹的穿经机以及在该穿经机上穿引经纱的方法 |
| EP3772549A1 (de) | 2019-08-05 | 2021-02-10 | Stäubli Sargans AG | Einziehgreifer, einziehmaschine mit solch einem greifer und verfahren zum einziehen von kettfäden auf solch einer einziehmaschine |
| EP4033020A1 (de) | 2021-01-25 | 2022-07-27 | Stäubli Sargans AG | Garneinspannvorrichtung, garnrahmen und einziehmaschine mit solch einer garneinspannvorrichtung, verfahren zum einspannen von garnen mit solch einer garneinspannvorrichtung |
| EP4033021A1 (de) | 2021-01-25 | 2022-07-27 | Stäubli Sargans AG | Garneinspannvorrichtung, garnrahmen und einziehmaschine mit solch einer garneinspannvorrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI491774B (zh) | 2015-07-11 |
| KR20110102462A (ko) | 2011-09-16 |
| TW201031778A (en) | 2010-09-01 |
| BRPI0922478A8 (pt) | 2019-02-05 |
| US8875360B2 (en) | 2014-11-04 |
| US20110283498A1 (en) | 2011-11-24 |
| BRPI0922478A2 (pt) | 2018-06-05 |
| JP2012512337A (ja) | 2012-05-31 |
| CN102292485A (zh) | 2011-12-21 |
| KR101452183B1 (ko) | 2014-10-22 |
| BRPI0922478B1 (pt) | 2019-10-29 |
| WO2010069086A1 (de) | 2010-06-24 |
| EP2199443B1 (de) | 2016-03-16 |
| CN102292485B (zh) | 2015-11-25 |
| MY159627A (en) | 2017-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2199443B1 (de) | Mobile Einzieheinheit | |
| DE3025909C2 (de) | Verfahren und Vorrichtung zum Herstellen einer Webnaht zwischen zwei Gewebeenden | |
| DE102012200835B3 (de) | Webmaschine mit einer Vorrichtung zur Bildung von Zusatzschusseffekten | |
| EP3347513B1 (de) | Modul und webmaschine mit einer vorrichtung sowie verfahren zum halten, zubringen und eintragen von schussfäden in ein webfach | |
| EP3616309B1 (de) | Wickelschablone, wickelvorrichtung und verfahren zu deren betrieb jeweils zum erzeugen von spulenwicklungen, die zum einziehen in einen stator gedacht sind | |
| DE2938902C2 (de) | ||
| DE102015222142B3 (de) | Verfahren und Vorrichtung zur Produktion und zum Abzug eines bahnförmigen Produktes | |
| EP0368801B1 (de) | Verfahren und Vorrichtung zur Fadenteilung an einer Schärmaschine | |
| EP0501222A1 (de) | Vorrichtung zum Einziehen von Kettfäden in ein Webblatt | |
| DE1939089B2 (de) | Webketteneinziehmaschine | |
| EP2388362B1 (de) | Spannvorrichtung und Verfahren zum Nachspannen von Kettfäden einer Kettfadenschicht | |
| DE60116289T3 (de) | Weben von teppichen | |
| DE4132696C2 (de) | Breithalter und dessen Verwendung bei einer Webmaschine | |
| EP1375715B1 (de) | Verfahren und Doppelflor-Webmaschine zur Herstellung von gemustertem Polgewebe | |
| EP0403430A1 (de) | Schärmaschine mit einem zur Fadenkreuzbildung höhenverstellbaren Kreuzriet und Verfahren zu deren Betrieb | |
| EP1595010A1 (de) | Verfahren zum herstellen eines gewebes in leinwand- und dreherbindungen sowie webmaschine zur verfahrensdurchführung | |
| EP0620304A1 (de) | Verfahren und Vorrichtung zum Wechseln eines Artikels | |
| DE102004061550A1 (de) | Schärmaschine, Garnänderungsvorrichtung, und Schärverfahren | |
| DE4115059C2 (de) | Vorrichtung zum Begrenzen der Fadenballons an einem Spulengatter | |
| EP0615560B1 (de) | Fadenklemm-einrichtung und -verfahren | |
| DE4325905C1 (de) | Vorrichtung zum Zuführen von Schußfäden zu einem Schußfadeneintragorgan in Webmaschinen | |
| DE102004059087A1 (de) | Wickelvorrichtung für eine Feldspule, Fertigungsvorrichtung und elektrische Maschine | |
| EP3208369A1 (de) | Vorzwirnspindelsegment, vorzwirnspindeleinheit und verfahren zum aufbau einer zweistufigen zwirn- oder kabliermaschine | |
| EP0868236B1 (de) | Verfahren und anlage zum herstellen von gittermatten | |
| DE2120190A1 (en) | Warp knitting - drop wire positioning on warps outside the loom |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20101204 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20111207 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20151001 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 781347 Country of ref document: AT Kind code of ref document: T Effective date: 20160415 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008013922 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160616 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160617 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160716 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160718 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008013922 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| 26N | No opposition filed |
Effective date: 20161219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161231 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20161219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170831 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170102 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161219 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161219 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161219 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20161231 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 781347 Country of ref document: AT Kind code of ref document: T Effective date: 20161219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161219 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20081219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230825 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20231207 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231229 Year of fee payment: 16 |