EP2165956A2 - Device and method for folding sheets - Google Patents
Device and method for folding sheets Download PDFInfo
- Publication number
- EP2165956A2 EP2165956A2 EP09169699A EP09169699A EP2165956A2 EP 2165956 A2 EP2165956 A2 EP 2165956A2 EP 09169699 A EP09169699 A EP 09169699A EP 09169699 A EP09169699 A EP 09169699A EP 2165956 A2 EP2165956 A2 EP 2165956A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- folding
- sheets
- sheet
- station
- transport direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 17
- 239000000123 paper Substances 0.000 claims description 5
- 238000007664 blowing Methods 0.000 claims description 3
- 238000010276 construction Methods 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 206010040844 Skin exfoliation Diseases 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000035618 desquamation Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000004826 seaming Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/14—Buckling folders
- B65H45/142—Pocket-type folders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/24—Feeding articles in overlapping streams, i.e. by separation of articles from a pile
Definitions
- the invention relates to a method for folding sheets according to claim 1 and a folding machine for folding sheets according to the preamble of claim 5.
- the object of the present invention is therefore to describe a folding method and to provide a folding machine, which overcomes the disadvantages of the prior art and does not require any structural modifications of existing folding units.
- the invention relates to a method for the shingled folding of sheet-shaped elements, in particular of printed sheets of paper, cardboard and the like in a folding machine.
- the folding machine has at least one folding station with at least one folding unit.
- the arcuate elements are fed in a transport direction with its front edge ahead with a Unterschuppung the folding station.
- the Unterschuppung corresponds according to the invention at most the first fold length.
- a fold break is produced transversely to the transport direction in a respective arcuate element, and the arcuate elements are folded down with a first fold length, ie the leading edge of a respective arcuate element is deposited on its underside.
- the fold is such that the distance between the stored front edge of a first arcuate element and the front edge of a subsequent not yet folded arcuate element is greater than or equal to zero. That is, the leading edges are spaced from each other even after the first fold or lie in the limit case to each other.
- the leading edge of a first arcuate element is thus located in the transport direction downstream of the leading edge of a subsequent not yet folded arcuate element. This is ensures that a first incoming arcuate element and a subsequent incoming arcuate element does not meet
- the underschuppte folding according to the invention can be carried out in a Taschenfalzstation or a Parallelhistfalzstation.
- the Parallelhistfalzstation has a lower and acting from below folding blade.
- the folded product produced in this case can be further processed by further folding, whether in subsequent folding units of the same folding station and / or in subsequent folding stations, by further folding.
- the invention also relates to a folding machine for folding sheet-like elements such as sheets of paper, cardboard and the like with at least a first folding station and a flaker.
- the first folding station has at least one folding unit.
- the flake feeder serves for the shallow feeding of arcuate elements via an alignment table to the first folding station in a first transport direction.
- the shed feeder has a device for separating the arcuate elements and a suction device adjustable in and counter to the first transport direction.
- the degree of Unterschuppung the arcuate elements can be adjusted by adjusting the suction device.
- the suction device is operated clocked and by a change in the clock, the Unterschuppungsgrad is changeable.
- the timing can be achieved in a manner known to those skilled in the art by a pulsed air supply and / or by a lifting movement of the suction device.
- the device for separating the arcuate elements is a suction head with lifting suction and blowing air assistance.
- the suction device can advantageously be designed as a drag sucker or as a suction wheel.
- this transport means has to transport the arcuate elements, such as conveyor belts or Schrägrollentician.
- the feeder, the at least one folding station and the means of transport are controlled in an advantageous manner by a common control unit.
- the first folding station is followed by a second folding station.
- This can have pocket folders or Schwertfalzwerke.
- at least one folding station is preceded by a device for applying adhesive to the products.
- at least one folding station is arranged downstream of a device for trimming the products. By the device for applying adhesive and the device for trimming the products, it is possible in an advantageous manner to produce small books, so-called booklets, from the sheets.
- at least one folding station is arranged downstream of a device for pressing the products. By squeezing the products can be prevented bulging of the products in an advantageous manner.
- Fig. 1a are two arcuate elements, here two sheets 7a, 7b shown, which are transported in the transport direction T by a feeder 2 to a first folding station.
- the distance b between the first sheet 7a and the second sheet 7b is usually in the range of 5 to 8 cm.
- the sheets 7a and 7b are folded three times, whereby sheet parts arise with the same dimension.
- the arch parts are in Fig. 1a indicated by the folds in the first folding station 3, a respective sheet 7a, 7b divided into four equal parts.
- Fig. 1b are two sheets 7a, 7b shown, which are transported by a feeder 2 coming in the direction of transport T to a first folding station 3.
- the sheets 7a and 7b are transported underfoot.
- the downstream end of the sheet 7b is covered by the first sheet 7a.
- Three folds are generated so that a respective sheet 7a, 7b is divided into four equal parts of the sheet.
- the Unterschuppung d is one quarter of the length of the bow 7a, 7b.
- spaced transport of the two sheets 7a and 7b was for the underschuppten transport according to Fig.
- the second sheet 7b is displaced in the transporting direction T by the sum of the sheet spacing b and the shingling d.
- the sheets 7a, 7b have to travel a smaller distance. Ie. at constant machine speed, ie transport speed, more sheets can be processed to finished folded products and the output of the folding machine 1 can be increased.
- the application of the folding machine 1 can be maintained and the transport speed of the sheets 7a, 7b can be reduced, especially if it is difficult to process material, which requires a lower transport speed to ensure a high quality of the products.
- FIG. 2a to 2c is shown how the underschuppten sheet 7a, 7b are folded in the pocket folders of the first folding station 3.
- a first snapshot is shown.
- the sheets 7a, 7b are supplied from a feeder 2 via a feed table 9 in the transport direction T of the first folding station 3.
- the sheets 7a, 7b have a Unterschuppung d.
- the first sheet 7a has already been transported past the first upper folding pocket 11 into the second folding folder 11 located below.
- a sheet diverter 13 prevents the entry of the first sheet 7a in the first folding pocket 11.
- the pocket stop 12 of the second folding pocket 11 has been set to the inlet length (folding length) 14.
- the inlet length 14 corresponds to one third of the length of the sheets 7a, 7b.
- Fig. 2b a second snapshot is shown.
- the first sheet 7a has already left the second folding pocket 11, wherein a first fold break was produced by the folding rollers 15.
- the first sheet 7a is already in the third, upwardly located folding pocket 11.
- the second sheet 7b is running straight into the second folding pocket located at the bottom.
- the setting of the inlet lengths 14 of the folding pockets 11 and the dipping with the size d ensures that the sheets 7a and 7b do not meet in the first folding station 3 in such a way that relative speeds occur between the first sheet 7a and the second sheet 7b.
- the front edge 30a of the first sheet 7a is deposited by the fold so that it has a distance greater than zero to the front edge 30b of the subsequent second sheet 7b.
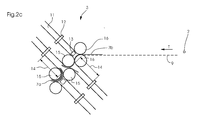
- Fig. 2c represents a third snapshot.
- the first sheet 7a is already folded and is discharged from the first folding station 3.
- a first fold break has just been generated by the folding rollers 15.
- the first arc 7a and the second arc 7b do not meet and there is no relative movement between the two sheets 7a, 7b.
- the folding station 3 has according to the Figures 2a-c four pocket folders on. However, according to the invention, the number of folding units can be varied as desired.
- Fig. 3a a possible construction of a folding machine 1 is shown.
- the folding machine 1 has a flaker 2 and a subsequent first folding station 3.
- the folding station 3 is a Taschenfalzstation with at least three folding pockets.
- the run-in lengths of the respective folding pockets are given in brackets and refer to the length of each incoming bow.
- the sheets are fed from the shed feeder in Unterschuppter way the folding station 3.
- three zig-zag folds are created, with the first zig-zag fold being created in the first lower fold pocket.
- folding station 3 has three folding pockets 11. According to the invention, however, the folding station 3 could have any desired number of folding pockets 11.
- Fig. 3b Another possible construction of a folding machine 1 is shown.
- the folding station 3 is designed as Parallelhistfalzstation with a sword acting from below. In order to be able to execute a plurality of parallel folds in this station, further parallel sword folds or pocket folders can follow according to the illustrated parallel sword fold.
- FIGS. 4a to 4c is the Schuppenanleger 2, the separation of sheets 7, 7a, 7b and the awakeschuppte removal of the sheets 7, 7a, 7b shown.
- Arches 7 located on a stack of sheets 8 are raised individually by a lifting vacuum 19 in the area of their upstream end.
- a suction roller 21 By a suction roller 21, the separated sheets 7 are transferred in the transport direction T to a downstream feed table 9.
- the suction roller 21 is, as shown by the double arrow a, in and against the transport direction T adjustable.
- the position of the suction roller 21 determines the degree of Unterschuppung d.
- Fig. 4a and Fig. 4b is the distance from the center of the suction roller 21 to the upstream leading edge of the sheet pile 8 of size d. This also corresponds to the desquamation of the sheets 7a and 7b.
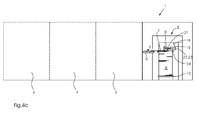
- FIG. 4c an alternative embodiment of a flaker feeder 2 is shown.
- a sheet 7 processing folding machine 1 has a flaker 2, at least one Taschenfalzstation 3, possibly a further folding station 4 and a boom 6.
- the sheets 7 are removed from a stack of sheets 8 and fed in a scaly manner via a feed table 9 to the first pocket folder of the folding station 3.
- the sheet stack 8 rests on a controllably liftable stacking plate 10.
- the removal of the sheet 7 takes place from the top of the sheet pile 8 by means of a so-called suction head 18, which has, inter alia, a number of lifting and Schleppsaugern 19, 21 for the separation of the sheet 7.
- a blowing device 22 is provided for loosening the upper sheet as well as sensing elements 23 for stack tracking.
- a number of lateral and rear stops 24 are provided for aligning the sheet stack 8, in particular the upper sheet 7 of the sheet pile 8.
- the Unterschuppung can be generated by different investor types.
- FIGS. 4 illustrated pallet feeder or by flat pile feeder or round pile feeder.
Abstract
Description
Die Erfindung betrifft ein Verfahren zum Falzen von Bogen gemäß Anspruch 1 und eine Falzmaschine zum Falzen von Bogen gemäß dem Oberbegriff von Anspruch 5.The invention relates to a method for folding sheets according to
Aus dem Stand sind zum einen Taschenfalzmaschinen bekannt. Der Aufbau einer Taschenfalzmaschine mit einer Vielzahl von Taschenfalzwerken geht aus der
Um die Ausbringung von Falzmaschinen, sprich deren Produktivität, zu erhöhen, wird die Durchlaufgeschwindigkeit der Bogen durch die Falzmaschine üblicherweise erhöht. Durch die Erhöhung der Geschwindigkeit erfährt ein jeweiliger Falzbogen jedoch Deformierungen und Beschädigungen, was zu deutlichen Qualitätseinbußen führt.In order to increase the output of folding machines, ie their productivity, the speed of passage of the sheets is usually increased by the folding machine. By increasing the speed, however, a respective folded sheet undergoes deformations and damage, which leads to significant quality losses.
Aus der
Aufgabe der vorliegenden Erfindung ist es deshalb, ein Falzverfahren zu beschreiben und eine Falzmaschine zu schaffen, welche die Nachteile des Standes der Technik behebt und keine konstruktiven Abänderungen bestehender Falzwerke erfordert.The object of the present invention is therefore to describe a folding method and to provide a folding machine, which overcomes the disadvantages of the prior art and does not require any structural modifications of existing folding units.
Gelöst wird diese Aufgabe durch ein Verfahren zum Falzen gemäß Anspruch 1 und eine Falzmaschine mit den kennzeichnenden Merkmalen von Anspruch 5.This object is achieved by a method for folding according to
Die Erfindung betrifft ein Verfahren zum unterschuppten Falzen von bogenförmigen Elementen, insbesondere von bedruckten Bogen aus Papier, Pappe und dergleichen in einer Falzmaschine. Die Falzmaschine weist dazu mindestens eine Falzstation mit mindestens einem Falzwerk auf. Die bogenförmigen Elemente werden in einer Transportrichtung mit ihrer Vorderkante voraus mit einer Unterschuppung der Falzstation zugeführt. Die Unterschuppung entspricht dabei erfindungsgemäß maximal der ersten Falzlänge.
In dem Falzwerk wird in einem jeweiligen bogenförmigen Element ein Falzbruch quer zur Transportrichtung erzeugt und die bogenförmigen Elemente werden mit einer ersten Falzlänge nach unten gefalzt, d.h. die Vorderkante eines jeweiligen bogenförmigen Elements wird auf dessen Unterseite abgelegt. Dabei ist der Falz derart, dass der Abstand zwischen der abgelegten Vorderkante eines ersten bogenförmigen Elements und der Vorderkante eines nachfolgenden noch nicht gefalzten bogenförmigen Elements größer oder gleich Null ist. D.h. die Vorderkanten sind auch nach dem ersten Falz beabstandet voneinander oder liegen im Grenzfall aufeinander. Die Vorderkante eines ersten bogenförmigen Elements liegt damit in Transportrichtung betrachtet stromabwärtig der Vorderkante eines nachfolgenden noch nicht gefalzten bogenförmigen Elements. Damit ist sichergestellt, dass sich ein erstes einlaufendes bogenförmiges Element und ein nachfolgend einlaufendes bogenförmiges Element nicht begegnenThe invention relates to a method for the shingled folding of sheet-shaped elements, in particular of printed sheets of paper, cardboard and the like in a folding machine. For this purpose, the folding machine has at least one folding station with at least one folding unit. The arcuate elements are fed in a transport direction with its front edge ahead with a Unterschuppung the folding station. The Unterschuppung corresponds according to the invention at most the first fold length.
In the folding unit, a fold break is produced transversely to the transport direction in a respective arcuate element, and the arcuate elements are folded down with a first fold length, ie the leading edge of a respective arcuate element is deposited on its underside. In this case, the fold is such that the distance between the stored front edge of a first arcuate element and the front edge of a subsequent not yet folded arcuate element is greater than or equal to zero. That is, the leading edges are spaced from each other even after the first fold or lie in the limit case to each other. The leading edge of a first arcuate element is thus located in the transport direction downstream of the leading edge of a subsequent not yet folded arcuate element. This is ensures that a first incoming arcuate element and a subsequent incoming arcuate element does not meet
Das erfindungsgemäße unterschuppte Falzen kann dabei in einer Taschenfalzstation oder einer Parallelschwertfalzstation durchgeführt werden. Die Parallelschwertfalzstation weist dabei ein unteres und von unten wirkendes Falzschwert auf. Nach dem oben beschriebenen unterschuppten Falzen kann das dabei erzeugte Falzprodukt durch weiteres Falzen, sei es in nachfolgenden Falzwerken derselben Falzstation und / oder in nachfolgenden Falzstationen, durch weiteres Falzen weiter bearbeitet werden.The unterschuppte folding according to the invention can be carried out in a Taschenfalzstation or a Parallelschwertfalzstation. The Parallelschwertfalzstation has a lower and acting from below folding blade. After the underfolded seaming described above, the folded product produced in this case can be further processed by further folding, whether in subsequent folding units of the same folding station and / or in subsequent folding stations, by further folding.
Beim Falzen von Bogen in ungeschuppter Weise nach dem Stand der Technik muss zwischen den einem Falzwerk zugeführten Bogen jeweils ein Abstand von ca. 5 bis 8 cm vorliegen. Dadurch wird erreicht, dass der Falzvorgang im ersten Falzwerk bereits abgeschlossen ist, bevor ein nachfolgender Bogen in das Falzwerk einläuft. Durch Anwendung des erfindungsgemäßen Verfahrens kann in vorteilhafter Weise auf den Abstand der Bogen beim Einlauf in die Falzstation verzichtet werden, die Bogen werden mit einer Unterschuppung gefahren. Durch die Unterschuppung der Bogen können bei gleicher Geschwindigkeit und Qualität mehr Bogen gefalzt werden und die Ausbringung der Falzmaschine wird erhöht. Eine Anpassung der Falzwerke ist dabei nicht notwendig.When folding sheets in an unpaved manner according to the prior art, a distance of approximately 5 to 8 cm must be present between the sheets fed to a folding unit. This ensures that the folding in the first folder is already completed before a subsequent sheet enters the folder. By applying the method according to the invention can advantageously be dispensed with the distance of the sheet when entering the folding station, the sheets are driven with a Unterschuppung. By submerging the sheet more sheets can be folded at the same speed and quality and the output of the folding machine is increased. An adaptation of the folding units is not necessary.
Die Erfindung betrifft auch eine Falzmaschine zum Falzen von bogenförmigen Elementen wie Bogen aus Papier, Pappe und dergleichen mit mindestens einer ersten Falzstation und einem Schuppenanleger. Die erste Falzstation weist mindestens ein Falzwerk auf. Der Schuppenanleger dient dem unterschuppten Zuführen von bogenförmigen Elemente über einen Ausrichttisch zur ersten Falzstation in einer ersten Transportrichtung. Der Schuppenanleger besitzt eine Einrichtung zum Vereinzeln der bogenförmigen Elemente und eine in und entgegen der ersten Transportrichtung verstellbare Saugvorrichtung. Vorteilhafter Weise lässt sich der Grad der Unterschuppung der bogenförmigen Elemente durch Verstellen der Saugvorrichtung einstellen.The invention also relates to a folding machine for folding sheet-like elements such as sheets of paper, cardboard and the like with at least a first folding station and a flaker. The first folding station has at least one folding unit. The flake feeder serves for the shallow feeding of arcuate elements via an alignment table to the first folding station in a first transport direction. The shed feeder has a device for separating the arcuate elements and a suction device adjustable in and counter to the first transport direction. Advantageously, the degree of Unterschuppung the arcuate elements can be adjusted by adjusting the suction device.
In einer vorteilhaften Weiterbildung der Falzmaschine wird die Saugvorrichtung getaktet betrieben und durch eine Änderung des Taktes ist der Unterschuppungsgrad veränderbar. Die Taktung kann in dem Fachmann bekannter Weise durch eine getaktete Luftzufuhr und/ oder durch eine Hubbewegung der Saugvorrichtung erreicht werden.In an advantageous embodiment of the folding machine, the suction device is operated clocked and by a change in the clock, the Unterschuppungsgrad is changeable. The timing can be achieved in a manner known to those skilled in the art by a pulsed air supply and / or by a lifting movement of the suction device.
In einer vorteilhaften Weiterbildung handelt es sich bei der Einrichtung zum Vereinzeln der bogenförmigen Elemente um einen Saugkopf mit Hubsauger und Blasluftunterstützung. Die Saugvorrichtung kann dabei vorteilhafter Weise als Schleppsauger oder als Saugrad ausgebildet sein.In an advantageous development, the device for separating the arcuate elements is a suction head with lifting suction and blowing air assistance. The suction device can advantageously be designed as a drag sucker or as a suction wheel.
In einer vorteilhaften Weiterbildung der Falzmaschine besitzt diese Transportmittel zum Transport der bogenförmigen Elemente, wie beispielsweise Förderbänder oder Schrägrollentische. Der Anleger, die mindestens eine Falzstation und die Transportmittel werden in vorteilhafter Weise von einer gemeinsamen Steuereinheit angesteuert.In an advantageous development of the folding machine this transport means has to transport the arcuate elements, such as conveyor belts or Schrägrollentische. The feeder, the at least one folding station and the means of transport are controlled in an advantageous manner by a common control unit.
In einer vorteilhaften Weiterbildung der erfindungsgemäßen Falzmaschine ist der ersten Falzstation eine zweite Falzstation nachgeordnet. Diese kann Taschenfalzwerke oder Schwertfalzwerke aufweisen.
In einer vorteilhaften Weiterbildung der erfindungsgemäßen Falzmaschine ist mindestens einer Falzstation eine Vorrichtung zum Aufbringen von Klebstoff auf die Produkte vorangestellt. In einer weiteren vorteilhaften Ausführungsform ist mindestens einer Falzstation eine Vorrichtung zum Beschneiden der Produkte nachgeordnet. Durch die Vorrichtung zum Aufbringen von Klebstoff und die Vorrichtung zum Beschneiden der Produkte ist es in vorteilhafter Weise möglich, aus den Bogen kleine Bücher, sogenannte Booklets, herzustellen.
In einer vorteilhaften Weiterbildung der erfindungsgemäßen Falzmaschine ist mindestens einer Falzstation eine Vorrichtung zum Pressen der Produkte nachgeordnet. Durch ein Abpressen der Produkte kann in vorteilhafter Weise ein Aufbauchen der Produkte verhindert werden.In an advantageous development of the folding machine according to the invention, the first folding station is followed by a second folding station. This can have pocket folders or Schwertfalzwerke.
In an advantageous development of the folding machine according to the invention, at least one folding station is preceded by a device for applying adhesive to the products. In a further advantageous embodiment, at least one folding station is arranged downstream of a device for trimming the products. By the device for applying adhesive and the device for trimming the products, it is possible in an advantageous manner to produce small books, so-called booklets, from the sheets.
In an advantageous development of the folding machine according to the invention, at least one folding station is arranged downstream of a device for pressing the products. By squeezing the products can be prevented bulging of the products in an advantageous manner.
Hinsichtlich weiterer vorteilhafter Ausgestaltungen der Erfindung wird auf die Unteransprüche sowie die Beschreibung eines Ausführungsbeispiels unter Bezugnahme auf die beiliegenden Zeichnungen verwiesen.With regard to further advantageous embodiments of the invention, reference is made to the dependent claims and the description of an embodiment with reference to the accompanying drawings.
Das erfindungsgemäße Verfahren zum unterschuppten Falzen von Bogen aus Papier, Pappe und dergleichen in einer Falzmaschine kann beispielsweise wie nachfolgend beschrieben umgesetzt werden:
- In einem ersten Schritt werden Bogen von einem Schuppenanleger zu einer Taschenfalzwerke aufweisenden ersten Falzstation in einer ersten Transportrichtung transportiert und der Falzstation zugeführt. Die längere Seite eines jeweiligen Bogens ist dabei parallel zur ersten Transportrichtung ausgerichtet. Die Bogen werden unterschuppt transportiert und der ersten Falzstation unterschuppt zugeführt. D. h., das stromaufwärtige Ende eines ersten Bogens überdeckt das stromabwärtige Ende eines nachfolgenden Bogens. Im zweiten Schritt erfolgt ein zweimaliges Falzen in der ersten Falzstation. Dabei entstehen erste Falzprodukte. Bei den Falzen handelt es sich um außermittige Zick-Zack-, Zick-Zack-Wickel- oder Wickelfalze mit Falzbrüchen in gleichen Abständen. Zur Erzeugung des ersten Falzes laufen die Bogen jeweils in eine untere Falztasche ein.
- Das erste Falzprodukt kann zu einer zweiten Falzstation weitertransportiert werden. Dort entsteht durch weiteres Falzen des ersten Falzproduktes ein zweites Falzprodukt. Auf die zweite Falzstation kann sich eine dritte Falzstation anschließen, in welcher das zweite Falzprodukt weiter gefalzt wird und ein drittes Falzprodukt entsteht.
- In a first step, sheets are transported from a shed feeder to a first folding station having a pocket folder in a first transport direction and fed to the folding station. The longer side of each sheet is aligned parallel to the first transport direction. The sheets are transported underneath and fed to the first folding station underfolded. That is, the upstream end of a first sheet covers the downstream end of a succeeding sheet. In the second step, two folds are made in the first folding station. This results in first folded products. The folds are off-center zig-zag, zig-zag winding or winding folds with fold breaks at equal intervals. To produce the first fold, the sheets each run into a lower folding pocket.
- The first folded product can be transported on to a second folding station. There is formed by further folding of the first folded product, a second folded product. On the second folding station, a third folding station can follow, in which the second folded product is further folded and a third folded product is formed.
Die Erfindung soll anhand eines Ausführungsbeispiels noch näher erläutert werden. Es zeigen in schematischer Darstellung
- Fig. 1a
- zwei beabstandete Bogen
- Fig. 1b
- zwei unterschuppte Bogen
- Fig. 2a
- die Situation beim Einlaufen eines ersten Bogens in die Falzstation
- Fig. 2b
- die Situation beim Einlaufen eines zweiten Bogens in die Falzstation
- Fig. 2c
- die Situation mit beiden Bogen in der Falzstation
- Fig. 3a
- eine erste mögliche Falzwerksanordnung
- Fig. 3b
- eine zweite mögliche Falzwerksanordnung
- Fig. 4a
- eine Draufsicht im Bereich des Anlegers
- Fig.4b
- eine Ansicht im Bereich des Anlegers
- Fig.4c
- eine mögliche Ausführungsform eines Anlegers
- Fig. 1a
- two spaced bows
- Fig. 1b
- two shingled bow
- Fig. 2a
- the situation when entering a first sheet in the folding station
- Fig. 2b
- the situation when a second sheet enters the folding station
- Fig. 2c
- the situation with both sheets in the folder
- Fig. 3a
- a first possible folder arrangement
- Fig. 3b
- a second possible folder arrangement
- Fig. 4a
- a plan view in the area of the investor
- 4b
- a view in the area of the investor
- 4c
- a possible embodiment of an investor
In
In
In den
Die Falzstation 3 weist gemäß den
The
In
In
In
In den
Sich auf einem Bogenstapel 8 befindliche Bogen 7 werden im Bereich ihres stromaufwärtigen Endes von einem Hubsauger 19 einzeln angehoben. Durch eine Saugrolle 21 werden die vereinzelten Bogen 7 in Transportrichtung T an einen stromabwärtigen Zuführtisch 9 übergeben. Die Saugrolle 21 ist dabei, wie durch den Doppelpfeil a dargestellt, in und entgegen der Transportrichtung T verstellbar. Die Position der Saugrolle 21 bestimmt dabei den Grad der Unterschuppung d. Im dargestellten Beispiel von
In
Die Bogen 7 werden von einem Bogenstapel 8 entnommen und schuppenförmig über einen Zuführtisch 9 dem ersten Taschenfalzwerk der Falzstation 3 zugeführt. Der Bogenstapel 8 liegt auf einer gesteuert anhebbaren Stapelplatte 10 auf. Die Entnahme der Bogen 7 erfolgt von der Oberseite des Bogenstapels 8 mittels eines sogenannten Saugkopfes 18, der unter anderem eine Anzahl von Hub- und Schleppsaugern 19, 21 für die Vereinzelung der Bogen 7 aufweist. Darüber hinaus ist eine Blaseinrichtung 22 zur Auflockerung der oberen Bogen als auch Tastelemente 23 zur Stapelnachführung vorgesehen. Zur Ausrichtung des Bogenstapels 8, insbesondere der oberen Bogen 7 des Bogenstapels 8 sind eine Anzahl von seitlichen und hinteren Anschlägen 24 vorgesehen.The sheets 7 are removed from a stack of
In Abhängigkeit vom Papierformat und der Maschinenkonfiguration sowie durch unterschiedliche Unterschuppungen können durch die Anwendung der Erfindung verschiedenartigste Signaturen hergestellt werden:
- So kann ein 32-Seiter durch dreifachen Zick-Zack-Falz und nachfolgenden zweifachen Mittenfalz bei einer Unterschuppung von maximal 1/4, ein 12-Seiter durch zweifachen Zick-Zack-Falz und nachfolgenden Mittenfalz bei einer Unterschuppung von maximal 1/3, ein 24-Seiter durch zweifachen Zick-Zack-Falz und nachfolgenden zweifachen Mittenfalz bei einer Unterschuppung von maximal 1/3 und ein 18-Seiter durch zweifachen Zick-Zack-Falz und nachfolgend zweifachen Wickelfalz mit einer Unterschuppung von maximal 1/3 in der ersten Falzstation hergestellt werden. Die Angaben zur Unterschuppung beziehen sich jeweils auf die erste Falzstation.
- Diese Aufzählung ist dabei nicht als abschließend zu verstehen, sondern soll vielmehr die vielfältigen Möglichkeiten bei Anwendung der Erfindung illustrieren.
Eine Unterschuppung von 1/4 ist in derFig.1b dargestellt, inFig. 2a beträgt dieUnterschuppung 1/3.
- For example, a 32-ply can perform a triple zig-zag fold and subsequent double center fold for a maximum of 1/4 skim, a 12 pager for a double zigzag fold, and a subsequent center fold for a skim of 1/3 or less 24-side by double zig-zag fold and subsequent two-fold center fold at a Unterschuppung of a maximum of 1/3 and a 18-Seiter by double zig-zag fold and subsequent double Wickelfalz with a Unterschuppung of a maximum of 1/3 in the first folding station getting produced. The information about the descaling refers in each case to the first folding station.
- This list is not to be understood as exhaustive, but rather is intended to illustrate the many possibilities of using the invention. A subshadow of 1/4 is in the
1b shows shown inFig. 2a the degree of descent is 1/3.
Die Unterschuppung kann dabei durch unterschiedliche Anlegertypen erzeugt werden. So z.B. durch in den
- 11
- Falzmaschinefolding machine
- 22
- Anlegerinvestor
- 33
- 1. Falzstation1st folding station
- 44
- 2. Falzstation2nd folding station
- 1616
- Transportwalzetransport roller
- 66
- Auslegerboom
- 77
- Bogenbow
- 7a7a
- erstes Bogenförmiges Element (erster Bogen / erste Signatur)first arched element (first arch / first signature)
- 7b7b
- zweites bogenförmiges Element (zweiter Bogen / zweite Signatur)second arcuate element (second arc / second signature)
- 88th
- Bogenstapelsheet pile
- 99
- Zuführtischfeed
- 1010
- Stapelplattestacking plate
- 1111
- Falztaschefolding pocket
- 1212
- Taschenanschlagpocket stop
- 1313
- BogenweicheBogenweiche
- 1414
- Einlauflänge Falztasche / FalzlängeInfeed length fold pocket / fold length
- 1515
- Falzwalzefolding roller
- 1818
- Saugkopfsuction head
- 1919
- Hubsaugerlifting sucker
- 2121
- Saugelement (Schleppsauger / Saugrolle)Suction element (drag sucker / suction roller)
- 2222
- Blaseinrichtungblower
- 2323
- Tastelementscanning element
- 2424
- Anschlagattack
- 30a30a
- Vorderkante des ersten bogenförmigen ElementsLeading edge of the first arcuate element
- 30b30b
- Vorderkante des zweiten bogenförmigen ElementsLeading edge of the second arcuate element
- aa
- Verstellbewegung des SchleppsaugersAdjusting movement of the towed sucker
- bb
- Bogenabstand / SignaturabstandArc distance / signature spacing
- dd
- UnterschuppungUnterschuppung
- TT
- Transportrichtungtransport direction
Claims (10)
wobei die bogenförmigen Elemente (7a, 7b) in einer Transportrichtung (T) mit ihrer Vorderkante (30a, 30b) voraus mit einer Unterschuppung (d) der Falzstation (3) zugeführt werden,
dadurch gekennzeichnet,
dass die bogenförmigen Elemente (7a, 7b) in dem zumindest einen Falzwerk mit einer ersten Falzlänge (14) nach unten gefalzt werden,
wobei ein Falzbruch quer zur Transportrichtung (T) erzeugt wird und wobei ein erstes Falzprodukt entsteht,
so dass jeweils der Abstand zwischen der Vorderkante (30a) eines ersten gefalzten bogenförmigen Elements (7a) und der Vorderkante (30b) eines nachfolgenden bogenförmigen Elements (7b) größer oder gleich Null ist,
und wobei die Unterschuppung (d) maximal der ersten Falzlänge (14) entspricht.Method for folding arch-shaped elements (7a, 7b) in a folding station (3, 4) of a folding machine (1), which has at least one folding unit,
wherein the arcuate elements (7a, 7b) in a transport direction (T) with its leading edge (30a, 30b) ahead with a Unterschuppung (d) of the folding station (3) are supplied
characterized,
in that the arch-shaped elements (7a, 7b) are folded downwards in the at least one folding unit with a first folding length (14),
whereby a fold break is produced transversely to the transport direction (T) and a first folded product results,
such that in each case the distance between the front edge (30a) of a first folded arcuate element (7a) and the front edge (30b) of a subsequent arcuate element (7b) is greater than or equal to zero,
and wherein the Unterschuppung (d) corresponds to a maximum of the first fold length (14).
dadurch gekennzeichnet,
dass es sich bei dem mindestens einen Falzwerk um ein Taschenfalzwerk handelt.A method of folding according to claim 1,
characterized,
in that the at least one folding unit is a pocket folder.
dadurch gekennzeichnet,
dass es sich bei dem mindestens einen Falzwerk um ein Parallelschwertfalzwerk handelt.A method of folding according to claim 1,
characterized,
in that the at least one folding unit is a parallel sash folder.
dadurch gekennzeichnet,
dass das erste Falzprodukt durch nachfolgendes weiteres Falzen weiterverarbeitet wird.Folding method according to one of the preceding claims,
characterized,
that the first folded product is further processed by subsequent further folding.
dadurch gekennzeichnet,
dass der Schuppenanleger (2) eine Einrichtung (19) zum Vereinzeln der Bogen (7, 7a, 7b) und eine in und entgegen der ersten Transportrichtung (T) verstellbare Saugvorrichtung (21) aufweist zum unterschuppten Übergeben von Bogen (7, 7a, 7b) von einem Bogenstapel (8) des Schuppenanlegers (2) an den Ausrichttisch (9) und dass der Grad der Unterschuppung (d) durch Verstellen (a) der Saugvorrichtung (21) einstellbar ist.Folding machine (1) for folding sheets (7) of paper, cardboard and the like, in particular for carrying out the method according to claim 1, with at least one at least one folding unit having first folding station (3) and a flaker (2) for feeding sheets (7, 7a, 7b) with a Unterschuppung (d) via an alignment table (9) to the first folding station (3) in a first transport direction (T )
characterized,
in that the flaky feeder (2) has a device (19) for singulating the sheets (7, 7a, 7b) and a suction device (21) which can be adjusted in and against the first transport direction (T) for submitting sheets (7, 7a, 7b ) from a stack of sheets (8) of the shed feeder (2) to the alignment table (9) and that the degree of descaling (d) is adjustable by adjusting (a) the suction device (21).
dadurch gekennzeichnet,
dass die Saugvorrichtung (21) getaktet betrieben wird und der Grad der Unterschuppung (d) durch verändern des Takts änderbar ist.Folding machine according to claim 5,
characterized,
in that the suction device (21) is operated clocked and the degree of descaling (d) can be changed by changing the clock.
dadurch gekennzeichnet,
dass es sich bei der Einrichtung (19) zum Vereinzeln der Bogen um einen Saugkopf (18) mit Hubsauger und Blasluftunterstützung (22) handelt.Folding machine according to one of claims 5 to 6,
characterized,
in that the device (19) for separating the sheets is a suction head (18) with lifting suction and blowing air assistance (22).
dadurch gekennzeichnet,
dass es sich bei der Saugvorrichtung (21) um mindestens einen Schleppsauger handelt.Folding machine according to one of claims 5 to 7,
characterized,
in that the suction device (21) is at least one drag sucker.
dadurch gekennzeichnet,
dass es sich bei der Saugvorrichtung (21) um mindestens ein Saugrad handelt.Folding machine according to one of claims 5 to 7,
characterized,
in that the suction device (21) is at least one suction wheel.
dadurch gekennzeichnet,
dass die Falzmaschine (1) Transportmittel (9) zum Transport der Bogen (7, 7a, 7b) aufweist und dass Anleger (2), die mindestens eine Falzstation (3, 4) und die Transportmittel (9) von einer gemeinsamen Steuereinheit angesteuert werden.Folding machine according to one of claims 5 to 9,
characterized,
that the folding machine (1) transport means (9) for transport of the sheets (7, 7a, 7b) and in that feeder (2), the at least one folding station (3, 4) and the transport means (9) are driven by a common control unit ,
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008048287A DE102008048287A1 (en) | 2008-09-22 | 2008-09-22 | Apparatus and method for folding sheets |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2165956A2 true EP2165956A2 (en) | 2010-03-24 |
| EP2165956A3 EP2165956A3 (en) | 2012-11-28 |
| EP2165956B1 EP2165956B1 (en) | 2015-05-27 |
Family
ID=41351681
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09169699.7A Active EP2165956B1 (en) | 2008-09-22 | 2009-09-08 | Method for folding sheets |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8628457B2 (en) |
| EP (1) | EP2165956B1 (en) |
| CN (1) | CN101683940B (en) |
| DE (1) | DE102008048287A1 (en) |
| PT (1) | PT2165956E (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2444344A1 (en) * | 2010-10-20 | 2012-04-25 | Heidelberger Druckmaschinen AG | Sheet folding machine and method for operating same |
| CN110526001A (en) * | 2019-09-17 | 2019-12-03 | 杜彩凤 | A kind of file production equipment |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008048286A1 (en) * | 2008-09-22 | 2010-03-25 | Heidelberger Druckmaschinen Ag | Method and device for folding sheets |
| WO2011024266A1 (en) * | 2009-08-26 | 2011-03-03 | ホリゾン・インターナショナル株式会社 | Paper folding device |
| DE102011011322A1 (en) | 2011-02-16 | 2012-08-16 | Heidelberger Druckmaschinen Ag | Feeder for printing machine and method for operating such |
| DE102012016831A1 (en) | 2011-09-22 | 2013-03-28 | Heidelberger Druckmaschinen Ag | Sheet feeder for use in sheet folding machine for separating sheets from sheet stack, has lifting sucker movable such that lifting cycle is shortly executed before suction cycle of suction wheel |
| DE102011116365A1 (en) * | 2011-10-19 | 2013-04-25 | Heidelberger Druckmaschinen Aktiengesellschaft | Sheet processing machine with sheet feeder with suction belt module |
| DE102011120476A1 (en) | 2011-12-08 | 2013-06-13 | Heidelberger Druckmaschinen Aktiengesellschaft | Unround suction wheel |
| DE102011120475A1 (en) | 2011-12-08 | 2013-06-13 | Heidelberger Druckmaschinen Aktiengesellschaft | Sheet feeder with two suction wheels |
| DE102012207038B4 (en) * | 2012-04-27 | 2014-07-10 | Maschinenbau Oppenweiler Binder Gmbh & Co. Kg | Falztaschenvorrichtung for a pocket folding machine |
| EP2660177B1 (en) | 2012-04-30 | 2016-03-23 | Heidelberger Druckmaschinen AG | Method for folding and buckle plate folding machine |
| JP6252239B2 (en) | 2013-05-13 | 2017-12-27 | 株式会社リコー | Paper processing apparatus and image forming system |
| CN103387152B (en) * | 2013-08-08 | 2015-12-02 | 南京工业职业技术学院 | A kind of automatic layboy |
| CN104285826A (en) * | 2014-10-27 | 2015-01-21 | 江苏中恒宠物用品股份有限公司 | Foldable pet urinal pad convenient to take, manufacturing method and fabricating device |
| DE102015213336A1 (en) * | 2015-07-16 | 2017-01-19 | Heidelberger Druckmaschinen Ag | Pocket folder and Bogenfalzmaschine with such a pocket folder |
| DE102015213334A1 (en) | 2015-07-16 | 2017-01-19 | Heidelberger Druckmaschinen Ag | Pocket folder and Bogenfalzmaschine with such a pocket folder |
| CN115557311B (en) * | 2022-10-24 | 2023-07-14 | 东莞市浩信精密机械有限公司 | High-speed intelligent folding machine |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB437809A (en) | 1934-04-06 | 1935-11-06 | Brehmer Geb | Improvements in or relating to sheet feeding mechanism for sheet folding machines |
| DE2940360A1 (en) | 1979-10-05 | 1981-04-23 | Stahl Gmbh & Co Maschinenfabrik, 7140 Ludwigsburg | SINGLE FOLDING PLANT |
| DE10105991A1 (en) | 2001-02-09 | 2002-08-14 | Heidelberger Druckmasch Ag | Method for controlling sheet supply to a printer and in particular for clearing paper jams in which paper is allowed to continue along a supply path until it is in a position where it can more easily be cleared |
| DE102004041471A1 (en) | 2003-09-24 | 2005-04-21 | Heidelberger Druckmasch Ag | Drive for pocket folding machine has first folding rolls driven together by drive motor via longitudinal shaft and transmissions |
| DE10336757A1 (en) | 2002-08-16 | 2006-02-09 | Dirk Gabriel | Method for folding optionally overlapping sheets comprises gradually increasing folding force by reducing nip between folding rollers and then activating e.g. vacuum rollers |
| EP1840059A1 (en) | 2006-03-27 | 2007-10-03 | IG EL Maschinenbau GmbH | Feeder and method for feeding sheets |
| DE102006055301A1 (en) | 2006-11-23 | 2008-05-29 | Heidelberger Druckmaschinen Ag | Sword folding machine with a pocket folder located upstream and method for folding sheets from flat printing material |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2253446A (en) * | 1938-03-28 | 1941-08-19 | Spiess Georg | Buckling folding machine |
| US3975009A (en) * | 1974-12-23 | 1976-08-17 | Brown Frank H | Machine for folding flexible sheets |
| CH580023A5 (en) * | 1975-04-01 | 1976-09-30 | Ferag Ag | |
| CH652697A5 (en) * | 1981-09-18 | 1985-11-29 | Ferag Ag | DEVICE FOR EXTENDING FLAT PRODUCTS INCLUDING IN A DOMESTIC FLOW, IN PARTICULAR PRINTED PRODUCTS. |
| DE3860529D1 (en) * | 1988-01-13 | 1990-10-04 | Ferag Ag | METHOD AND DEVICE FOR CHANGING THE OVERLAP OVERLAP LEVEL OF PRINTING PRODUCTS CONTAINED IN A DOMESTIC FLOW. |
| ATE90648T1 (en) * | 1988-11-11 | 1993-07-15 | Ferag Ag | METHOD AND DEVICE FOR CONVEYING PRINTING PRODUCTS. |
| EP0417620B1 (en) * | 1989-09-13 | 1995-06-21 | Ferag AG | Method and device for handling overlapping printed articles |
| DE4007333A1 (en) * | 1990-03-08 | 1991-09-12 | Will E C H Gmbh & Co | DEVICE FOR FORMING GAPS BETWEEN SECTIONS OF A ZIGZAG FOLDED SHEET |
| DE4033759A1 (en) * | 1990-10-24 | 1992-04-30 | Roland Man Druckmasch | DEVICE FOR OPENING AND SPRAYING DELIVERY OF FOLDED PRODUCTS |
| DE4101399A1 (en) * | 1991-01-18 | 1992-07-23 | Kodak Ag | DEVICE FOR FOLDING LEAFS |
| DE4203511A1 (en) * | 1992-02-07 | 1993-08-12 | Roland Man Druckmasch | DEVICE FOR PROMOTING A SCALED FLOW CURRENT TO A BOW PROCESSING MACHINE |
| US5554094A (en) * | 1994-05-05 | 1996-09-10 | Gunther International, Ltd. | Folding apparatus |
| DE29516265U1 (en) * | 1995-10-13 | 1995-12-07 | Baeuerle Gmbh Mathias | Upsizing machine with a saddle folder |
| DE19543152C2 (en) * | 1995-11-18 | 1999-09-02 | Kodak Ag | Device for folding sheets |
| DE29820796U1 (en) * | 1998-11-20 | 1999-02-11 | Baeuerle Gmbh Mathias | Upsetting folding machine with adjustable gap widths |
| EP1055620B1 (en) * | 1999-05-28 | 2004-11-03 | Ferag AG | Device for picking up and/or transporting flexible and flat products |
| US6645134B2 (en) * | 2001-09-12 | 2003-11-11 | Vijuk Equipment, Inc. | Outsert-forming apparatus |
| DE10063528B4 (en) * | 2000-12-20 | 2011-05-19 | Goss International Montataire S.A. | Method for determining the accuracy of a folded position |
| GB0123405D0 (en) * | 2001-09-28 | 2001-11-21 | Pitney Bowes Ltd | Apparatus for collating sheets |
| EP1432633A1 (en) * | 2001-10-05 | 2004-06-30 | Ferag AG | Method for processing flat products and device for carrying out said method |
| EP1321411B1 (en) * | 2001-12-11 | 2005-05-11 | MASCHINENBAU OPPENWEILER BINDER GmbH & Co. KG | Method for the adjustment of the folding nips of a plurality of folding roller pairs. |
| ITMI20020460A1 (en) * | 2002-03-06 | 2003-09-08 | Sitma Spa | AUTOMATIC FEEDER DEVICE FOR SINGLE PUBLISHING PRODUCTS |
| US6843369B2 (en) * | 2003-03-26 | 2005-01-18 | Bobbye Ford Daniels | Pop-up toilet paper dispenser |
| ATE467564T1 (en) * | 2004-06-02 | 2010-05-15 | Ferag Ag | METHOD AND DEVICE FOR CREATING A SERIES OF FLAT OBJECTS |
| DE102004058647A1 (en) * | 2004-12-06 | 2006-06-14 | Heidelberger Druckmaschinen Ag | Device for folding flat workpieces |
| US20070096382A1 (en) * | 2005-11-01 | 2007-05-03 | Tetsuo Komori | Sheet convey apparatus |
| EP1834913A1 (en) * | 2006-03-17 | 2007-09-19 | Ferag AG | Device for picking up and conveying of flat products |
| DE102006028123A1 (en) * | 2006-06-15 | 2007-12-20 | JÜRG PAUL Haller | Device for manipulating flat piece goods, such as sheets of paper, plastic, cardboard and the like |
| DE102006033940A1 (en) * | 2006-07-22 | 2008-01-24 | Koenig & Bauer Aktiengesellschaft | Apparatus for feeding a scaly arc stream |
-
2008
- 2008-09-22 DE DE102008048287A patent/DE102008048287A1/en not_active Withdrawn
-
2009
- 2009-09-08 PT PT91696997T patent/PT2165956E/en unknown
- 2009-09-08 EP EP09169699.7A patent/EP2165956B1/en active Active
- 2009-09-22 CN CN200910178673.5A patent/CN101683940B/en active Active
- 2009-09-22 US US12/564,142 patent/US8628457B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB437809A (en) | 1934-04-06 | 1935-11-06 | Brehmer Geb | Improvements in or relating to sheet feeding mechanism for sheet folding machines |
| DE2940360A1 (en) | 1979-10-05 | 1981-04-23 | Stahl Gmbh & Co Maschinenfabrik, 7140 Ludwigsburg | SINGLE FOLDING PLANT |
| DE10105991A1 (en) | 2001-02-09 | 2002-08-14 | Heidelberger Druckmasch Ag | Method for controlling sheet supply to a printer and in particular for clearing paper jams in which paper is allowed to continue along a supply path until it is in a position where it can more easily be cleared |
| DE10336757A1 (en) | 2002-08-16 | 2006-02-09 | Dirk Gabriel | Method for folding optionally overlapping sheets comprises gradually increasing folding force by reducing nip between folding rollers and then activating e.g. vacuum rollers |
| DE102004041471A1 (en) | 2003-09-24 | 2005-04-21 | Heidelberger Druckmasch Ag | Drive for pocket folding machine has first folding rolls driven together by drive motor via longitudinal shaft and transmissions |
| EP1840059A1 (en) | 2006-03-27 | 2007-10-03 | IG EL Maschinenbau GmbH | Feeder and method for feeding sheets |
| DE102006055301A1 (en) | 2006-11-23 | 2008-05-29 | Heidelberger Druckmaschinen Ag | Sword folding machine with a pocket folder located upstream and method for folding sheets from flat printing material |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2444344A1 (en) * | 2010-10-20 | 2012-04-25 | Heidelberger Druckmaschinen AG | Sheet folding machine and method for operating same |
| CN110526001A (en) * | 2019-09-17 | 2019-12-03 | 杜彩凤 | A kind of file production equipment |
| CN110526001B (en) * | 2019-09-17 | 2021-03-12 | 广州网诚科技信息有限公司 | Folder production equipment |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101683940A (en) | 2010-03-31 |
| US20100075821A1 (en) | 2010-03-25 |
| EP2165956A3 (en) | 2012-11-28 |
| PT2165956E (en) | 2015-08-21 |
| CN101683940B (en) | 2015-04-29 |
| DE102008048287A1 (en) | 2010-03-25 |
| US8628457B2 (en) | 2014-01-14 |
| EP2165956B1 (en) | 2015-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2165956B1 (en) | Method for folding sheets | |
| EP2727869B1 (en) | Device and method for folding printed sheets | |
| EP0722415B1 (en) | Process and device for forming and moving stacks of printed sheets | |
| EP2277812B1 (en) | Method for lateral alignment of products with level base, in particular printed products and transport device for carrying out the method | |
| EP1880960A2 (en) | Device for feeding a stream of overlapping sheets | |
| EP2165957B1 (en) | Device and method for folding sheets | |
| EP2517995B1 (en) | Folding machine with transport device | |
| EP1456106B1 (en) | Method and device for forming groups of flat articles | |
| EP2423137B1 (en) | Transport device | |
| EP2444344A1 (en) | Sheet folding machine and method for operating same | |
| EP3533609B1 (en) | Device and method for processing sequentially printed sheets | |
| EP2165954B1 (en) | Machine for processing sheets and method for delivering sheets | |
| EP0169489B1 (en) | Device for folding and processing prints | |
| DE102016119577A1 (en) | Method and apparatus for forming product stacks | |
| EP3059195B1 (en) | Folding device and method | |
| DE102016203043B4 (en) | Method for folding sheet and folding machine | |
| EP1612174B1 (en) | Device for aligning a stack of sheets arranged one above the other | |
| EP1808392B1 (en) | Method and device for processing a printing material web for collectibles | |
| EP3118147B1 (en) | Buckling folder and sheet folding machine with such a buckling folder | |
| EP2086292B1 (en) | Method and device for electrostatic discharge of multiple paged printer products | |
| DE202008012564U1 (en) | Device for folding bows | |
| DE102012112718A1 (en) | Apparatus and method for turning flat goods | |
| EP0016260A1 (en) | Process and device for the production of inner books | |
| DE2941558A1 (en) | Automatic unbound book collation - has pages parallel folded to form rims then interleaved in layers and fanned out prior to grouping and stapling | |
| DE102006009785A1 (en) | Apparatus, method and apparatus for collecting flat parts into stacks |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 5/24 20060101ALI20121019BHEP Ipc: B65H 45/14 20060101ALI20121019BHEP Ipc: B65H 45/12 20060101AFI20121019BHEP |
|
| 17P | Request for examination filed |
Effective date: 20130528 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20131216 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20141223 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 728716 Country of ref document: AT Kind code of ref document: T Effective date: 20150615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009011066 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20150702 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150827 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150828 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150827 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150527 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009011066 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150908 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| 26N | No opposition filed |
Effective date: 20160301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150908 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090908 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20180921 Year of fee payment: 8 Ref country code: NL Payment date: 20180924 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20191001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191001 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 728716 Country of ref document: AT Kind code of ref document: T Effective date: 20190908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190908 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230425 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20230920 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20230829 Year of fee payment: 15 Ref country code: FR Payment date: 20230922 Year of fee payment: 15 Ref country code: DE Payment date: 20230930 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20231001 Year of fee payment: 15 |