EP2165956A2 - Dispositif et procédé destinés à plier des feuilles - Google Patents
Dispositif et procédé destinés à plier des feuilles Download PDFInfo
- Publication number
- EP2165956A2 EP2165956A2 EP09169699A EP09169699A EP2165956A2 EP 2165956 A2 EP2165956 A2 EP 2165956A2 EP 09169699 A EP09169699 A EP 09169699A EP 09169699 A EP09169699 A EP 09169699A EP 2165956 A2 EP2165956 A2 EP 2165956A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- folding
- sheets
- sheet
- station
- transport direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 17
- 239000000123 paper Substances 0.000 claims description 5
- 238000007664 blowing Methods 0.000 claims description 3
- 238000010276 construction Methods 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 206010040844 Skin exfoliation Diseases 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000035618 desquamation Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000004826 seaming Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/14—Buckling folders
- B65H45/142—Pocket-type folders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/24—Feeding articles in overlapping streams, i.e. by separation of articles from a pile
Definitions
- the invention relates to a method for folding sheets according to claim 1 and a folding machine for folding sheets according to the preamble of claim 5.
- the object of the present invention is therefore to describe a folding method and to provide a folding machine, which overcomes the disadvantages of the prior art and does not require any structural modifications of existing folding units.
- the invention relates to a method for the shingled folding of sheet-shaped elements, in particular of printed sheets of paper, cardboard and the like in a folding machine.
- the folding machine has at least one folding station with at least one folding unit.
- the arcuate elements are fed in a transport direction with its front edge ahead with a Unterschuppung the folding station.
- the Unterschuppung corresponds according to the invention at most the first fold length.
- a fold break is produced transversely to the transport direction in a respective arcuate element, and the arcuate elements are folded down with a first fold length, ie the leading edge of a respective arcuate element is deposited on its underside.
- the fold is such that the distance between the stored front edge of a first arcuate element and the front edge of a subsequent not yet folded arcuate element is greater than or equal to zero. That is, the leading edges are spaced from each other even after the first fold or lie in the limit case to each other.
- the leading edge of a first arcuate element is thus located in the transport direction downstream of the leading edge of a subsequent not yet folded arcuate element. This is ensures that a first incoming arcuate element and a subsequent incoming arcuate element does not meet
- the underschuppte folding according to the invention can be carried out in a Taschenfalzstation or a Parallelhistfalzstation.
- the Parallelhistfalzstation has a lower and acting from below folding blade.
- the folded product produced in this case can be further processed by further folding, whether in subsequent folding units of the same folding station and / or in subsequent folding stations, by further folding.
- the invention also relates to a folding machine for folding sheet-like elements such as sheets of paper, cardboard and the like with at least a first folding station and a flaker.
- the first folding station has at least one folding unit.
- the flake feeder serves for the shallow feeding of arcuate elements via an alignment table to the first folding station in a first transport direction.
- the shed feeder has a device for separating the arcuate elements and a suction device adjustable in and counter to the first transport direction.
- the degree of Unterschuppung the arcuate elements can be adjusted by adjusting the suction device.
- the suction device is operated clocked and by a change in the clock, the Unterschuppungsgrad is changeable.
- the timing can be achieved in a manner known to those skilled in the art by a pulsed air supply and / or by a lifting movement of the suction device.
- the device for separating the arcuate elements is a suction head with lifting suction and blowing air assistance.
- the suction device can advantageously be designed as a drag sucker or as a suction wheel.
- this transport means has to transport the arcuate elements, such as conveyor belts or Schrägrollentician.
- the feeder, the at least one folding station and the means of transport are controlled in an advantageous manner by a common control unit.
- the first folding station is followed by a second folding station.
- This can have pocket folders or Schwertfalzwerke.
- at least one folding station is preceded by a device for applying adhesive to the products.
- at least one folding station is arranged downstream of a device for trimming the products. By the device for applying adhesive and the device for trimming the products, it is possible in an advantageous manner to produce small books, so-called booklets, from the sheets.
- at least one folding station is arranged downstream of a device for pressing the products. By squeezing the products can be prevented bulging of the products in an advantageous manner.
- Fig. 1a are two arcuate elements, here two sheets 7a, 7b shown, which are transported in the transport direction T by a feeder 2 to a first folding station.
- the distance b between the first sheet 7a and the second sheet 7b is usually in the range of 5 to 8 cm.
- the sheets 7a and 7b are folded three times, whereby sheet parts arise with the same dimension.
- the arch parts are in Fig. 1a indicated by the folds in the first folding station 3, a respective sheet 7a, 7b divided into four equal parts.
- Fig. 1b are two sheets 7a, 7b shown, which are transported by a feeder 2 coming in the direction of transport T to a first folding station 3.
- the sheets 7a and 7b are transported underfoot.
- the downstream end of the sheet 7b is covered by the first sheet 7a.
- Three folds are generated so that a respective sheet 7a, 7b is divided into four equal parts of the sheet.
- the Unterschuppung d is one quarter of the length of the bow 7a, 7b.
- spaced transport of the two sheets 7a and 7b was for the underschuppten transport according to Fig.
- the second sheet 7b is displaced in the transporting direction T by the sum of the sheet spacing b and the shingling d.
- the sheets 7a, 7b have to travel a smaller distance. Ie. at constant machine speed, ie transport speed, more sheets can be processed to finished folded products and the output of the folding machine 1 can be increased.
- the application of the folding machine 1 can be maintained and the transport speed of the sheets 7a, 7b can be reduced, especially if it is difficult to process material, which requires a lower transport speed to ensure a high quality of the products.
- FIG. 2a to 2c is shown how the underschuppten sheet 7a, 7b are folded in the pocket folders of the first folding station 3.
- a first snapshot is shown.
- the sheets 7a, 7b are supplied from a feeder 2 via a feed table 9 in the transport direction T of the first folding station 3.
- the sheets 7a, 7b have a Unterschuppung d.
- the first sheet 7a has already been transported past the first upper folding pocket 11 into the second folding folder 11 located below.
- a sheet diverter 13 prevents the entry of the first sheet 7a in the first folding pocket 11.
- the pocket stop 12 of the second folding pocket 11 has been set to the inlet length (folding length) 14.
- the inlet length 14 corresponds to one third of the length of the sheets 7a, 7b.
- Fig. 2b a second snapshot is shown.
- the first sheet 7a has already left the second folding pocket 11, wherein a first fold break was produced by the folding rollers 15.
- the first sheet 7a is already in the third, upwardly located folding pocket 11.
- the second sheet 7b is running straight into the second folding pocket located at the bottom.
- the setting of the inlet lengths 14 of the folding pockets 11 and the dipping with the size d ensures that the sheets 7a and 7b do not meet in the first folding station 3 in such a way that relative speeds occur between the first sheet 7a and the second sheet 7b.
- the front edge 30a of the first sheet 7a is deposited by the fold so that it has a distance greater than zero to the front edge 30b of the subsequent second sheet 7b.
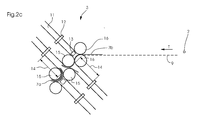
- Fig. 2c represents a third snapshot.
- the first sheet 7a is already folded and is discharged from the first folding station 3.
- a first fold break has just been generated by the folding rollers 15.
- the first arc 7a and the second arc 7b do not meet and there is no relative movement between the two sheets 7a, 7b.
- the folding station 3 has according to the Figures 2a-c four pocket folders on. However, according to the invention, the number of folding units can be varied as desired.
- Fig. 3a a possible construction of a folding machine 1 is shown.
- the folding machine 1 has a flaker 2 and a subsequent first folding station 3.
- the folding station 3 is a Taschenfalzstation with at least three folding pockets.
- the run-in lengths of the respective folding pockets are given in brackets and refer to the length of each incoming bow.
- the sheets are fed from the shed feeder in Unterschuppter way the folding station 3.
- three zig-zag folds are created, with the first zig-zag fold being created in the first lower fold pocket.
- folding station 3 has three folding pockets 11. According to the invention, however, the folding station 3 could have any desired number of folding pockets 11.
- Fig. 3b Another possible construction of a folding machine 1 is shown.
- the folding station 3 is designed as Parallelhistfalzstation with a sword acting from below. In order to be able to execute a plurality of parallel folds in this station, further parallel sword folds or pocket folders can follow according to the illustrated parallel sword fold.
- FIGS. 4a to 4c is the Schuppenanleger 2, the separation of sheets 7, 7a, 7b and the awakeschuppte removal of the sheets 7, 7a, 7b shown.
- Arches 7 located on a stack of sheets 8 are raised individually by a lifting vacuum 19 in the area of their upstream end.
- a suction roller 21 By a suction roller 21, the separated sheets 7 are transferred in the transport direction T to a downstream feed table 9.
- the suction roller 21 is, as shown by the double arrow a, in and against the transport direction T adjustable.
- the position of the suction roller 21 determines the degree of Unterschuppung d.
- Fig. 4a and Fig. 4b is the distance from the center of the suction roller 21 to the upstream leading edge of the sheet pile 8 of size d. This also corresponds to the desquamation of the sheets 7a and 7b.
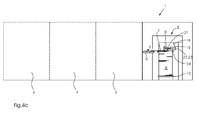
- FIG. 4c an alternative embodiment of a flaker feeder 2 is shown.
- a sheet 7 processing folding machine 1 has a flaker 2, at least one Taschenfalzstation 3, possibly a further folding station 4 and a boom 6.
- the sheets 7 are removed from a stack of sheets 8 and fed in a scaly manner via a feed table 9 to the first pocket folder of the folding station 3.
- the sheet stack 8 rests on a controllably liftable stacking plate 10.
- the removal of the sheet 7 takes place from the top of the sheet pile 8 by means of a so-called suction head 18, which has, inter alia, a number of lifting and Schleppsaugern 19, 21 for the separation of the sheet 7.
- a blowing device 22 is provided for loosening the upper sheet as well as sensing elements 23 for stack tracking.
- a number of lateral and rear stops 24 are provided for aligning the sheet stack 8, in particular the upper sheet 7 of the sheet pile 8.
- the Unterschuppung can be generated by different investor types.
- FIGS. 4 illustrated pallet feeder or by flat pile feeder or round pile feeder.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008048287A DE102008048287A1 (de) | 2008-09-22 | 2008-09-22 | Vorrichtung und Verfahren zum Falzen von Bogen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2165956A2 true EP2165956A2 (fr) | 2010-03-24 |
| EP2165956A3 EP2165956A3 (fr) | 2012-11-28 |
| EP2165956B1 EP2165956B1 (fr) | 2015-05-27 |
Family
ID=41351681
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09169699.7A Active EP2165956B1 (fr) | 2008-09-22 | 2009-09-08 | Procédé destinés à plier des feuilles |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8628457B2 (fr) |
| EP (1) | EP2165956B1 (fr) |
| CN (1) | CN101683940B (fr) |
| DE (1) | DE102008048287A1 (fr) |
| PT (1) | PT2165956E (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2444344A1 (fr) * | 2010-10-20 | 2012-04-25 | Heidelberger Druckmaschinen AG | Plieuse de feuilles et procédé de fonctionnement d'une plieuse |
| CN110526001A (zh) * | 2019-09-17 | 2019-12-03 | 杜彩凤 | 一种文件夹生产设备 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008048286A1 (de) * | 2008-09-22 | 2010-03-25 | Heidelberger Druckmaschinen Ag | Verfahren und Vorrichtung zum Falzen von Bogen |
| US9079744B2 (en) * | 2009-08-26 | 2015-07-14 | Horizon International Inc. | Sheet folding apparatus |
| DE102011011322A1 (de) | 2011-02-16 | 2012-08-16 | Heidelberger Druckmaschinen Ag | Anleger für drucktechnische Maschine und Verfahren zum Betreiben eines solchen |
| DE102012016831A1 (de) | 2011-09-22 | 2013-03-28 | Heidelberger Druckmaschinen Ag | Bogenanleger und Falzmaschine mit einem solchen Bogenanleger |
| DE102011116365A1 (de) * | 2011-10-19 | 2013-04-25 | Heidelberger Druckmaschinen Aktiengesellschaft | Bogenbearbeitungsmaschine mit Bogenanleger mit Saugbandmodul |
| DE102011120475A1 (de) | 2011-12-08 | 2013-06-13 | Heidelberger Druckmaschinen Aktiengesellschaft | Bogenanleger mit zwei Saugrädern |
| DE102011120476A1 (de) | 2011-12-08 | 2013-06-13 | Heidelberger Druckmaschinen Aktiengesellschaft | Unrundes Saugrad |
| DE102012207038B4 (de) * | 2012-04-27 | 2014-07-10 | Maschinenbau Oppenweiler Binder Gmbh & Co. Kg | Falztaschenvorrichtung für eine Taschenfalzmaschine |
| EP2660177B1 (fr) | 2012-04-30 | 2016-03-23 | Heidelberger Druckmaschinen AG | Procédé de pliage et machine à faire des poches pliées |
| JP6252239B2 (ja) * | 2013-05-13 | 2017-12-27 | 株式会社リコー | 用紙処理装置及び画像形成システム |
| CN103387152B (zh) * | 2013-08-08 | 2015-12-02 | 南京工业职业技术学院 | 一种自动折叠机 |
| CN104285826A (zh) * | 2014-10-27 | 2015-01-21 | 江苏中恒宠物用品股份有限公司 | 便取式折叠宠物尿垫、制造方法及加工设备 |
| DE102015213334A1 (de) | 2015-07-16 | 2017-01-19 | Heidelberger Druckmaschinen Ag | Taschenfalzwerk und Bogenfalzmaschine mit einem solchen Taschenfalzwerk |
| DE102015213336A1 (de) * | 2015-07-16 | 2017-01-19 | Heidelberger Druckmaschinen Ag | Taschenfalzwerk und Bogenfalzmaschine mit einem solchen Taschenfalzwerk |
| CN115557311B (zh) * | 2022-10-24 | 2023-07-14 | 东莞市浩信精密机械有限公司 | 高速智能折页机 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB437809A (en) | 1934-04-06 | 1935-11-06 | Brehmer Geb | Improvements in or relating to sheet feeding mechanism for sheet folding machines |
| DE2940360A1 (de) | 1979-10-05 | 1981-04-23 | Stahl Gmbh & Co Maschinenfabrik, 7140 Ludwigsburg | Einzelfalzwerk |
| DE10105991A1 (de) | 2001-02-09 | 2002-08-14 | Heidelberger Druckmasch Ag | Verfahren zur Steuerung der Bogenzufuhr zu einer drucktechnischen Maschine |
| DE102004041471A1 (de) | 2003-09-24 | 2005-04-21 | Heidelberger Druckmasch Ag | Antrieb für eine Taschenfalzmaschine |
| DE10336757A1 (de) | 2002-08-16 | 2006-02-09 | Dirk Gabriel | Taschenfalzverfahren |
| EP1840059A1 (fr) | 2006-03-27 | 2007-10-03 | IG EL Maschinenbau GmbH | Margeur et procédé de transport de feuilles |
| DE102006055301A1 (de) | 2006-11-23 | 2008-05-29 | Heidelberger Druckmaschinen Ag | Schwertfalzmaschine mit vorgelagertem Taschenfalzwerk und Verfahren zum Falzen von Bogen aus flächigem Bedruckstoff |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2253446A (en) * | 1938-03-28 | 1941-08-19 | Spiess Georg | Buckling folding machine |
| US3975009A (en) * | 1974-12-23 | 1976-08-17 | Brown Frank H | Machine for folding flexible sheets |
| CH580023A5 (fr) * | 1975-04-01 | 1976-09-30 | Ferag Ag | |
| CH652697A5 (de) * | 1981-09-18 | 1985-11-29 | Ferag Ag | Vorrichtung zum auseinanderziehen von in einem schuppenstrom anfallenden flaechigen erzeugnissen, insbesondere druckprodukten. |
| ATE55965T1 (de) * | 1988-01-13 | 1990-09-15 | Ferag Ag | Verfahren und vorrichtung zum veraendern des ueberlappungsgrades von in einem schuppenstrom gefoerderten druckereiprodukten. |
| DE58904720D1 (de) * | 1988-11-11 | 1993-07-22 | Ferag Ag | Verfahren und vorrichtung zum foerdern von druckereiprodukten. |
| EP0417620B1 (fr) * | 1989-09-13 | 1995-06-21 | Ferag AG | Procédé et dispositif de traitement de produits imprimés se déplaçant en formation imbriquée |
| DE4007333A1 (de) * | 1990-03-08 | 1991-09-12 | Will E C H Gmbh & Co | Vorrichtung zum bilden von luecken zwischen bahnabschnitten einer zick-zack-foermig gefalteten bahn |
| DE4033759A1 (de) * | 1990-10-24 | 1992-04-30 | Roland Man Druckmasch | Vorrichtung zum oeffnen und zum gespreitzen uebergeben von falzprodukten |
| DE4101399A1 (de) * | 1991-01-18 | 1992-07-23 | Kodak Ag | Vorrichtung zum falten von blaettern |
| DE4203511A1 (de) * | 1992-02-07 | 1993-08-12 | Roland Man Druckmasch | Vorrichtung zum foerdern eines geschuppten bogenstroms zu einer bogen verarbeitenden maschine |
| US5554094A (en) * | 1994-05-05 | 1996-09-10 | Gunther International, Ltd. | Folding apparatus |
| DE29516265U1 (de) * | 1995-10-13 | 1995-12-07 | Mathias Bäuerle GmbH, 78112 St Georgen | Stauchfalzmaschine mit einer Sammelfalztasche |
| DE19543152C2 (de) * | 1995-11-18 | 1999-09-02 | Kodak Ag | Vorrichtung zum Falten von Blättern |
| DE29820796U1 (de) * | 1998-11-20 | 1999-02-11 | Mathias Bäuerle GmbH, 78112 St Georgen | Stauchfalzmaschine mit einstellbaren Falzspaltweiten |
| EP1055620B1 (fr) * | 1999-05-28 | 2004-11-03 | Ferag AG | Dispositif pour prélever et/ou transporter des produits flexibles et plats |
| US6645134B2 (en) * | 2001-09-12 | 2003-11-11 | Vijuk Equipment, Inc. | Outsert-forming apparatus |
| DE10063528B4 (de) * | 2000-12-20 | 2011-05-19 | Goss International Montataire S.A. | Verfahren zur Bestimmung der Genauigkeit einer Falzlage |
| GB0123405D0 (en) * | 2001-09-28 | 2001-11-21 | Pitney Bowes Ltd | Apparatus for collating sheets |
| AU2002362799B2 (en) * | 2001-10-05 | 2007-06-07 | Ferag Ag | Method for processing flat products and device for carrying out said method |
| DE50106223D1 (de) * | 2001-12-11 | 2005-06-16 | Oppenweiler Binder Gmbh Maschb | Verfahren zur Einstellung der Falzspaltenweite mehrerer Falzwalzenpaare. |
| ITMI20020460A1 (it) * | 2002-03-06 | 2003-09-08 | Sitma Spa | Dispositivo alimentatore automatico di singoli prodotti editoriali |
| US6843369B2 (en) * | 2003-03-26 | 2005-01-18 | Bobbye Ford Daniels | Pop-up toilet paper dispenser |
| ATE388892T1 (de) * | 2004-06-02 | 2008-03-15 | Ferag Ag | Verfahren und einrichtung zur verpackung von flachen objekten |
| DE102004058647A1 (de) * | 2004-12-06 | 2006-06-14 | Heidelberger Druckmaschinen Ag | Vorrichtung zum Falzen flacher Werkstücke |
| US20070096382A1 (en) * | 2005-11-01 | 2007-05-03 | Tetsuo Komori | Sheet convey apparatus |
| EP1834913A1 (fr) * | 2006-03-17 | 2007-09-19 | Ferag AG | Dispositif pour ramasser et convoyer des produits plats |
| DE102006028123A1 (de) * | 2006-06-15 | 2007-12-20 | JÜRG PAUL Haller | Vorrichtung zur Manipulation von flachem Stückgut, wie Bogen aus Papier, Kunststoff, Karton und dergleichen |
| DE102006033940A1 (de) * | 2006-07-22 | 2008-01-24 | Koenig & Bauer Aktiengesellschaft | Vorrichtung zum Zuführen eines geschuppten Bogenstroms |
-
2008
- 2008-09-22 DE DE102008048287A patent/DE102008048287A1/de not_active Withdrawn
-
2009
- 2009-09-08 PT PT91696997T patent/PT2165956E/pt unknown
- 2009-09-08 EP EP09169699.7A patent/EP2165956B1/fr active Active
- 2009-09-22 CN CN200910178673.5A patent/CN101683940B/zh active Active
- 2009-09-22 US US12/564,142 patent/US8628457B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB437809A (en) | 1934-04-06 | 1935-11-06 | Brehmer Geb | Improvements in or relating to sheet feeding mechanism for sheet folding machines |
| DE2940360A1 (de) | 1979-10-05 | 1981-04-23 | Stahl Gmbh & Co Maschinenfabrik, 7140 Ludwigsburg | Einzelfalzwerk |
| DE10105991A1 (de) | 2001-02-09 | 2002-08-14 | Heidelberger Druckmasch Ag | Verfahren zur Steuerung der Bogenzufuhr zu einer drucktechnischen Maschine |
| DE10336757A1 (de) | 2002-08-16 | 2006-02-09 | Dirk Gabriel | Taschenfalzverfahren |
| DE102004041471A1 (de) | 2003-09-24 | 2005-04-21 | Heidelberger Druckmasch Ag | Antrieb für eine Taschenfalzmaschine |
| EP1840059A1 (fr) | 2006-03-27 | 2007-10-03 | IG EL Maschinenbau GmbH | Margeur et procédé de transport de feuilles |
| DE102006055301A1 (de) | 2006-11-23 | 2008-05-29 | Heidelberger Druckmaschinen Ag | Schwertfalzmaschine mit vorgelagertem Taschenfalzwerk und Verfahren zum Falzen von Bogen aus flächigem Bedruckstoff |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2444344A1 (fr) * | 2010-10-20 | 2012-04-25 | Heidelberger Druckmaschinen AG | Plieuse de feuilles et procédé de fonctionnement d'une plieuse |
| CN110526001A (zh) * | 2019-09-17 | 2019-12-03 | 杜彩凤 | 一种文件夹生产设备 |
| CN110526001B (zh) * | 2019-09-17 | 2021-03-12 | 广州网诚科技信息有限公司 | 一种文件夹生产设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| US8628457B2 (en) | 2014-01-14 |
| DE102008048287A1 (de) | 2010-03-25 |
| CN101683940A (zh) | 2010-03-31 |
| US20100075821A1 (en) | 2010-03-25 |
| CN101683940B (zh) | 2015-04-29 |
| EP2165956A3 (fr) | 2012-11-28 |
| PT2165956E (pt) | 2015-08-21 |
| EP2165956B1 (fr) | 2015-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2165956B1 (fr) | Procédé destinés à plier des feuilles | |
| EP2727869B1 (fr) | Dispositif et procédé destinés à plier des feuilles imprimées | |
| EP0722415B1 (fr) | Procede et dispositif permettant de former et de deplacer des piles de feuilles imprimees | |
| EP1880960A2 (fr) | Dispositif d'alimentation d'un courant de feuilles se chevauchant | |
| EP2277812B1 (fr) | Procédé d'alignement latéral de produits ayant une surface de base plane, notamment de produits d'impression, et dispositif de transport destiné à l'exécution du procédé | |
| EP2423137B1 (fr) | Dispositif de transport | |
| EP2444344A1 (fr) | Plieuse de feuilles et procédé de fonctionnement d'une plieuse | |
| EP2165957B1 (fr) | Procédé et dispositif destinés à plier des feuilles | |
| EP3533609B1 (fr) | Dispositif et procédé de traitement ultérieur séquentiel de feuilles imprimées | |
| EP2517995B1 (fr) | Plieuse avec dispositif de transport | |
| EP1456106B1 (fr) | Procede et dispositif pour former des groupes d'objets plats | |
| EP2165954B1 (fr) | Machine de traitement de feuilles et procédé de dépôt de feuilles | |
| EP0169489B1 (fr) | Dispositif pour plier et transformer des imprimés | |
| DE102016119577A1 (de) | Verfahren und Vorrichtung zum Bilden von Produktstapeln | |
| EP3059195B1 (fr) | Dispositif de pliage et procédé | |
| DE102016203043B4 (de) | Verfahren zum Falzen von Bogen und Falzmaschine | |
| EP1612174B1 (fr) | Dispositif d'alignement de feuilles empilées | |
| EP1808392B1 (fr) | Procédé et dispositif destinés au traitement d'une bande de matériau à imprimer en produits accumulés | |
| EP3118147B1 (fr) | Plieuse a poches et plieuse comprenant une telle plieuse a poches | |
| EP3597429A2 (fr) | Procédé de fabrication d'un produit d'imprimerie pourvu d'au moins quatre faces imprimées | |
| DE202008012564U1 (de) | Vorrichtung zum Falzen von Bogen | |
| DE102012112718A1 (de) | Vorrichtung und Verfahren zum Drehen von flachen Gütern | |
| EP0016260A1 (fr) | Procédé et dispositif pour la production de blocs de livres | |
| DE2941558A1 (de) | Verfahren zur herstellung von buchblocks | |
| DE102006009785A1 (de) | Vorrichtung, Verfahren und Anlage zum Ansammeln von Flachteilen zu Stapeln |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 5/24 20060101ALI20121019BHEP Ipc: B65H 45/14 20060101ALI20121019BHEP Ipc: B65H 45/12 20060101AFI20121019BHEP |
|
| 17P | Request for examination filed |
Effective date: 20130528 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20131216 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20141223 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 728716 Country of ref document: AT Kind code of ref document: T Effective date: 20150615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009011066 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20150702 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150827 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150828 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150827 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150527 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009011066 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150908 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| 26N | No opposition filed |
Effective date: 20160301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150908 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090908 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150527 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20180921 Year of fee payment: 8 Ref country code: NL Payment date: 20180924 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20191001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191001 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 728716 Country of ref document: AT Kind code of ref document: T Effective date: 20190908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190908 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230425 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20231001 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240930 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240922 Year of fee payment: 16 Ref country code: PT Payment date: 20240828 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240924 Year of fee payment: 16 |