EP1055620B1 - Dispositif pour prélever et/ou transporter des produits flexibles et plats - Google Patents
Dispositif pour prélever et/ou transporter des produits flexibles et plats Download PDFInfo
- Publication number
- EP1055620B1 EP1055620B1 EP00110601A EP00110601A EP1055620B1 EP 1055620 B1 EP1055620 B1 EP 1055620B1 EP 00110601 A EP00110601 A EP 00110601A EP 00110601 A EP00110601 A EP 00110601A EP 1055620 B1 EP1055620 B1 EP 1055620B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- gripper
- suction
- grippers
- receiving
- transfer region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6609—Advancing articles in overlapping streams forming an overlapping stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/42—Separating articles from piles by two or more separators mounted for movement with, or relative to, rotary or oscillating bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/08—Feeding articles separated from piles; Feeding articles to machines by grippers, e.g. suction grippers
- B65H5/085—Feeding articles separated from piles; Feeding articles to machines by grippers, e.g. suction grippers by combinations of endless conveyors and grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4472—Suction grippers, e.g. moved in paths enclosing an area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4473—Belts, endless moving elements on which the material is in surface contact
- B65H2301/44732—Belts, endless moving elements on which the material is in surface contact transporting articles in overlapping stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4474—Pair of cooperating moving elements as rollers, belts forming nip into which material is transported
Definitions
- the invention relates to a device for removal and / or further transportation of flexible, flat products, especially printed products, with a plurality movable along a gripper conveyor line, in the direction of transport successive grippers and one A plurality of suction elements that can be moved along a suction element conveying path for the reception in a reception and transfer area one product at a time and for handing over the recorded product Product to a gripper.
- Such devices are known from EP-A-0 628 505 and are suitable for being arranged in a stack or products delivered in scale form individually using the absorbing devices mentioned and the absorbed products to hand over to grippers, who then grasp the gripped products Carry out further processing.
- Each of the suction organs Always pass the gripper exactly one product, so that it is the one named Device allows to take the products individually and them to be fed individually for further processing.
- An object of the invention is that described above Develop devices in such a way that with economically justifiable Effort on the one hand increases the security of an error-free Acceptance and delivery of the products can be guaranteed and on the other hand an increase in the speed of recording and Transfer process becomes possible.
- this object is achieved in that the from the swivel axes of the suction heads in the pick-up and transfer area, the path along or parallel to the gripper conveyor line.
- suction organs and grippers during the process of receiving and transferring products uniformly along an at least largely common trajectory forth.
- This has compared to known devices in which suction elements and grippers during the pick-up and transfer process move on different trajectories, the advantage that no relative movements caused by different trajectory curves occur between suction elements and grippers, so that the invention corresponding to each other at the same speed Suction elements and grippers with trajectory curves with their base or Carrier units are arranged largely stationary to one another.
- the length of the along or parallel to the gripper conveyor line running section of the suction member conveyor line so is dimensioned that at least two successive grippers in this Find a section.
- the gripper conveyor line and the suction element conveyor line can in Pick-up and transfer area, for example on concentric circular paths run. This enables an easy funding opportunity for Suction elements and grippers, since in both cases a drive by means of or several transport wheels is possible.
- Grippers and a suction element are assigned to each other.
- the gripper corresponds to the distance between two successive suction elements. So a gripper and a suction element with optimized Distance from each other the receiving and transfer area on their go through corresponding trajectories, which in terms of the overall arrangement to be operated mechanical effort minimized and the correctness and speed of the recording and transfer process optimized.
- the suction member conveyor section and the gripper conveyor section preferably run in the receiving and transfer area approximately in the middle, in particular centered over the products to be picked up. This ensures that laterally next to the products to be picked up and picked up no mechanical devices have to be provided.
- suction elements and grippers can be conveyed by a transport wheel in the receiving and transfer area. It is also possible to provide only a single transport wheel, which conveys both the suction elements and the grippers in the receiving and transfer area.
- the grippers are conveyed by means of a separate or common transport wheel, they can either be releasably or non-releasably coupled to the transport wheel during transport. If the coupling cannot be detached, the grippers generally describe a circular path around the transport wheel, a section of this circular path forming the receiving and transfer area. In another section of the circular path, the products previously transferred to the grippers are then delivered to a downstream conveying device or any other processing station.
- the grippers can leave the circular path of the transport wheel after picking up a product in order to convey the picked products into an area spaced apart from the transport wheel.
- the grippers are preferably coupled to a conveying means which runs in the receiving and transfer area along the corresponding section of the transport wheel.
- the suction elements are each pivotable between one Pick-up and a transfer position on the suction organ transport wheel or on the respectively assigned base or carrier unit, which in turn is firmly coupled to the transport wheel, are held.
- the suction elements can be swiveled during recording and
- the transfer process can be controlled in such a way that between the suction element and the associated gripper creates a relative movement, which is why ensures that a sucked product is handed over to the gripper.
- the suction elements are in their transfer position effective leadership means for a defined leadership not product held by suction between the guide means and have a back pressure device.
- This leadership tool is used for the already picked up and transferred to a gripper Products defined according to their pick-up and transfer process and ensure that the section of the product that is not held by a gripper, not uncontrolled can move and also preferably not with one or in contact with several grippers running in the conveying direction comes.
- the interaction of the guide means with the back pressure device also make sure that on a gripper transferred products are still safely managed when the respective grippers for the purpose of further transport or further processing has already released again.
- each associated with a suction element Gripper is designed as a pair of grippers, the suction member in the pick-up and transfer area between the two grippers of each assigned gripper pair is arranged.
- each suction member assigned to a gripper is designed as a pair of suction members with the gripper in the receiving and transfer area then between the two suction elements of the respectively associated suction element pair is arranged.
- the gripper movements, the suction member movements as well as the activation of the suction elements preferably from control links and / or toothed belt drives controlled.
- Fig. 1 shows a side view of a device according to the invention a transport wheel 1 rotating in the direction of the arrow, which runs along its Circumferentially at equidistant intervals with suction elements 2 and grippers 3 is coupled.
- the number of suction elements coupled to the transport wheel 1 2 is equal to the number of those coupled to the transport wheel 1 Gripper 3.
- Suction elements 2 and 3 are along the circumference of the Transport wheels 1 arranged offset from one another such that a Suction element 2 between two grippers 3 or a gripper 3 between two Suction elements 2 comes to rest.
- the suction elements 2 each have a base or carrier unit 4, which is firmly and rigidly coupled to the transport wheel 1.
- Gripper 3 a base or carrier unit 5, which is rigid and rigid with the Transport wheel 1 is coupled.
- Base or carrier units 4 and 5 of the suction elements 2 and the grippers 3 are thus arranged and guide with respect to the transport wheel 1 even when the transport wheel 1 rotates, no relative movements to one another out.
- the suction members 2 each have a suction head 6, which by one Axis 7 pivotable on the base or support unit 4 of the respective Suction device 2 is stored.
- the axis 7 extends in turn perpendicular to the direction of rotation of the transport wheel 1.
- a product stack 8 below the transport wheel 1 is a product stack 8, in particular a Stack of printed matter 9 arranged, of which by means of in Fig. 1 device shown products 9 individually from the suction elements 2 picked up and transferred to a gripper 3.
- the admission and transfer process takes place in the lower one Area of the transport wheel 1.
- the products handed over to the grippers 3 are turned counterclockwise by rotating the transport wheel 1 on a circular orbit in the upper area of the Transport wheels 1 promoted, which are not held by the grippers 3 Sections of the products 9 due to gravity freely after hanging down.
- the suction members 2 each have a guide surface 11, against which the named sections of the products can come to rest.
- these guide surfaces 11 could also be designed as guide rollers, for example.
- the guide surfaces 11 support the products 9 in the upper region of the transport wheel from below, with the product length shown in FIG. 1 ultimately supporting a product 9 by two guide surfaces 11 of adjacent suction members 2.
- a spring-loaded pressure belt 12 provided, which ensures that the products 9 against the guide surfaces 11 of the suction elements 2 are pressed so that the products 9 ultimately between these guide surfaces 11 and the pressure belt 12 are defined. This leadership role will also still executed when the grippers 3 are already open and the Products 9 have released, which ultimately means that the products 9 in the upper area of the transport wheel 1, in which the grippers 3 are opened are exclusively from the guide surfaces 11 and the pressure belt 12 are held and guided.
- a dashed line runs radially inward from the pressure band 12, only schematically indicated ribbon conveyor 13, which ensures that the leading end portions of the between guide surfaces 11 and pressure belt 12 held products 9 raised and thus radially outward from the orbit of the transport wheel 1 be guided away in order in this way to a downstream of the transport wheel 1 Conveyor belt 14 can be fed.
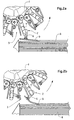
- Fig. 2a illustrates that the suction head 6 one.
- Suction device 2 for recording of a product 9 relative to the base or carrier unit 4 is pivoted that the suction direction of the suction head 6 essentially is oriented perpendicular to the product surface.
- the one Suction head 6 having bellows suction cups so close to the one to be accommodated Product 9 introduced that a suction of the product 9 takes place.
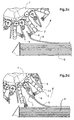
- the sucked product 9 is replaced by a product in the direction of the arrow Rotation of the transport wheel 1 as well as by a clockwise Swiveling movement of the suction head 6 relative to the base or Carrier unit 4 increasingly lifted off the product stack 8, what can be seen from FIGS. 2b and 2c.
- This lifting process is ongoing such that the sucked end of the product 9 into the receiving area of the suction element 2 in the direction of rotation of the transport wheel 1 downstream gripper 3 arrives (Fig. 2c).
- the gripper 3 can then be closed and switched off the suction of the suction head 6 take place, which leads to the fact that the product 9 originally picked up by the suction head 6 to the gripper 3 was passed and accordingly only held by the gripper 3 will (Fig. 2d).
- Fig. 3 shows a side view of a second embodiment of an inventive Contraption.
- the suction members 2 are fixed with a transport wheel 15 coupled, while the grippers 3 releasably engaged with the transport wheel 15 are feasible.
- the grippers 3 are only schematically dash-dotted with one indicated funding 16 coupled, which is suitable is the gripper 3 of the lower half of the orbit of the transport wheel 15 feed (arrow A) and remove them from this area (Arrow B).
- the transport wheel 15 is distributed along its circumference with equidistant Grooves 17 provided for receiving the pivot axes 18 of the grippers 3 serve. Relative to the circumference of the transport wheel 15 is one Groove 17 is provided in the middle between two adjacent suction elements 2.
- the pivot axes 18 of the grippers 3 are with the conveyor 16 coupled and thus form the basic or Carrier units of the grippers 3.
- the device shown in FIG. 3 ensures that the arrangement of suction elements 2 and grippers 3 in the receiving and transfer section of the transport wheel 15 corresponds exactly to the arrangement that has already been explained with reference to FIG. 1.
- the functional sequence of the recording and transfer process is accordingly the same for the two devices according to FIGS. 1 and 3.
- the essential difference between the two devices is that the products transferred from the suction elements 2 to the grippers 3 can be conveyed away from the area of the transport wheel 15 together with the respectively assigned grippers 3 with a device according to FIG. 3, so that accordingly in the area of the transport wheel 15, in contrast to the device according to FIG. 1, the grippers 3 are not opened after picking up a product.
- Fig. 4 illustrates that both the device of Fig. 1 and 3 not only for receiving stacked products, but also to accommodate delivered in scale formation Products 9 can serve.
- the admission and handover process is essentially identical here, the only difference is in that the products themselves during the reception and Transfer process in the direction of arrow C are promoted.
- Fig. 5 shows a side view of a usable according to the invention Gripper 3.
- This gripper 3 has a base or carrier unit 5, which is firmly coupled to the transport wheel 1, which is only shown in certain areas.
- the leg 19 leading in the direction of rotation of the transport wheel 1 is made of rigid material, while the corresponding trailing Leg 20 is resilient, so the recording is different thicker products 9 without significant changes in control to enable the gripper 3.
- Both legs 19, 20 each have one at their radially inner end Guide roller 21, 22, at least in the receiving and transfer area of the transport wheel 1 along guide links, not shown run and thus the desired opening and closing movements of the gripper 3.
- FIG. 6 shows a frontal view of a gripper designed as a pair of grippers 3.
- the gripper 3 accordingly consists of two side by side arranged gripper elements 23, each gripper element 23 each has two legs 19, 20 for gripping a product 9.
- leading leg of the two gripper elements 23 are fixed coupled with each other, their movement from the common leadership role 22 is triggered, which is in the receiving and transfer area of the Transport wheels 1 runs along a guide link, not shown.
- suction head 6 of a suction element 2 is arranged centrally between the two gripper elements 23, so that the suction head 6 easily defines and controls a product 9 can move the area of the open gripper legs without The suction head 6 and gripper elements 23 collide with one another.
- the ribbon conveyor 13 according to FIG. 1 can be formed as a pair of ribbons in this embodiment, whereby it is achieved that a lifting of the product 9 from both Gripper elements 23 can be done easily.
- Fig. 7 shows schematically that alternatively to the embodiment according to 6, only a single gripper 25 can be used, which has two gripper legs 26 and 27, between which a product 9 is held.
- a suction member 28 is arranged on the right next to the individual gripper 25 is the necessary for the recording and transfer process pivoting movements Execute in parallel and synchronously with each other. Is preferred it occurs when both suction elements 28 are mechanically rigidly coupled to one another become. Just like the movements of the suction elements 28, this takes place Activation of the suction function in both suction elements 28 in a time-synchronous manner Wise.
- FIG. 7 can be particularly advantageous in an arrangement according to FIG. 3 with rotating on a transport wheel 15 Suction elements 2 and grippers conveyed along a conveying means 16 3 are used.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Specific Conveyance Elements (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Massaging Devices (AREA)
- Surface Heating Bodies (AREA)
- Refuse Collection And Transfer (AREA)
- External Artificial Organs (AREA)
- Discharge By Other Means (AREA)
Claims (13)
- Dispositif pour prélever et/ou transporter des produits flexibles plats, en particulier des produits d'imprimerie (9), qui présente plusieurs pinces (3; 25) qui peuvent être déplacées le long d'un parcours de transport de pinces, qui sont agencées les unes derrière les autres et qui présentent toutes des branches (19, 20; 26, 27) qui peuvent pivoter l'une par rapport à l'autre entre une position ouverte et une position fermée, ainsi qu'une pluralité d'organes d'aspiration (2) qui peuvent être déplacés le long d'un parcours de transport d'organes d'aspiration, qui sont transportés dans une zone de réception et de transfert au moyen d'une roue (1, 15) de transport d'organes d'aspiration entraínée en rotation et qui présentent chacun une tête d'aspiration (6) qui peut pivoter entre une position de réception et une position de transfert autour d'un axe de pivotement (7) relié à la roue (1, 15) de transport des organes d'aspiration et qui se déplace avec celle-ci, tandis que dans la zone de réception et de transfert, chaque tête aspire une extrémité d'un produit (9) placée en position de réception, que dans la position de transfert, elle transfère l'extrémité aspirée de ce produit (9) à une pince (3, 25) ouverte et qu'après la fermeture de cette pince (3; 25), elle libère l'extrémité du produit (9) qui est alors maintenue par la pince (3; 25), caractérisé en ce qu'est prévue une roue (1, 15) de transport de pinces entraínée en rotation, qui transporte les pinces (3; 25) dans la zone de réception et de transfert, à laquelle les pinces (3; 25) peuvent être couplées de façon libérable ou de façon non libérable et en ce que le trajet suivi par l'axe de pivotement (7) dans la zone de réception et de transfert s'étend le long du parcours de transport des pinces ou parallèlement à ce dernier.
- Dispositif selon la revendication 1, caractérisé en ce que la longueur de la partie du trajet de l'axe de pivotement (7) qui s'étend le long du parcours de transport des pinces ou parallèlement à ce dernier a une dimension telle qu'au moins deux pinces (3) consécutives peuvent prendre place dans cette partie.
- Dispositif selon la revendication 1 ou 2, caractérisé en ce que dans la zone de réception et de transfert, le parcours de transport des pinces et le trajet des axes de pivotement (7) suivent des trajets circulaires concentriques.
- Dispositif selon l'une des revendications 1 à 3, caractérisé en ce que dans la zone de réception et de transfert, une pince (3) et un organe d'aspiration (2) sont chaque fois associés l'une à l'autre.
- Dispositif selon l'une des revendications 1 à 4, caractérisé en ce que dans la zone de réception et de transfert, la distance entre deux pinces (3) consécutives correspond à la distance entre deux organes d'aspiration (2) consécutifs.
- Dispositif selon l'une des revendications 1 à 5, caractérisé en ce que dans la zone de réception et de transfert, le parcours de transport des organes d'aspiration et le parcours de transport des pinces s'étendent le long du milieu des produits (9) à saisir et en particulier au-dessus de ce milieu.
- Dispositif selon la revendication 1, caractérisé en ce que le parcours de transport des pinces est formé par un moyen de transport (16) dont des parties s'étendent le long de la roue de transport (15) et auquel sont couplées des pinces (3).
- Dispositif selon la revendication 1 ou 7, caractérisé en ce que la roue de transport d'organes d'aspiration et la roue de transport de pinces sont configurées comme unique roue de transport (1, 15), en particulier à double paroi qui fait avancer à la fois les organes d'aspiration (2) et les pinces (3).
- Dispositif selon l'une des revendications 1 à 8, caractérisé en ce que les organes d'aspiration présentent un moyen de guidage (11) qui agit lorsqu'elles sont dans leur position de transfert pour guider de façon définie entre le moyen de guidage (11) et un dispositif (12) de contre-poussée un produit (9) qui n'est pas maintenu par aspiration.
- Dispositif selon la revendication 9, caractérisé en ce que le dispositif de contre-poussée est configuré en bande (12) de poussée.
- Dispositif selon l'une quelconque des revendications 1 à 5 et 7 à 10, caractérisé en ce que chaque pince (3) associée à un organe d'aspiration (2) est configurée en paire de pinces (23), chaque organe d'aspiration (2) étant agencé dans la zone de réception et de transfert située entre les deux pinces de la paire de pinces (23) qui lui est associée.
- Dispositif selon l'une quelconque des revendications 1 à 5 et 7 à 10, caractérisé en ce que chaque organe d'aspiration associé à une pince (25) est configuré en paire (28) d'organes d'aspiration, chaque pince (25) étant agencée dans la zone de réception et de transfert située entre les deux organes d'aspiration de la paire (28) d'organes d'aspiration qui lui est associée.
- Dispositif selon l'une quelconque des revendications 1 à 12, caractérisé en ce que les déplacements des pinces, les déplacements des organes d'aspiration ainsi que l'activation des organes d'aspiration sont commandés par des coulisses de guidage et/ou par des transmissions à courroie crantée.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DK00110601T DK1055620T3 (da) | 1999-05-28 | 2000-05-18 | Indretning til bort- og/eller videretransport af fleksible, flade emner |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH99899 | 1999-05-28 | ||
| CH99899 | 1999-05-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1055620A1 EP1055620A1 (fr) | 2000-11-29 |
| EP1055620B1 true EP1055620B1 (fr) | 2004-11-03 |
Family
ID=4200074
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00110601A Expired - Lifetime EP1055620B1 (fr) | 1999-05-28 | 2000-05-18 | Dispositif pour prélever et/ou transporter des produits flexibles et plats |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US6554268B1 (fr) |
| EP (1) | EP1055620B1 (fr) |
| JP (1) | JP4921631B2 (fr) |
| AT (1) | ATE281389T1 (fr) |
| AU (1) | AU764208B2 (fr) |
| CA (1) | CA2309239C (fr) |
| DE (1) | DE50008473D1 (fr) |
| DK (1) | DK1055620T3 (fr) |
| ES (1) | ES2226648T3 (fr) |
| RU (1) | RU2260554C2 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2006310965B2 (en) * | 2005-11-01 | 2010-10-14 | Ferag Ag | Method of, and apparatus for, transferring sheet-like products from a stack of products to a conveying belt |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE50001939D1 (de) * | 1999-09-24 | 2003-06-05 | Ferag Ag | Vorrichtung zum Transport von flexiblen, flächigen Erzeugnissen |
| US6755412B1 (en) * | 2002-07-23 | 2004-06-29 | Charles Dwayne Glowner | High speed overlapping insert feeding assembly |
| DE50312736D1 (de) | 2002-09-12 | 2010-07-08 | Ferag Ag | Verfahren und Vorrichtung zum Bearbeiten und Separieren einer schuppenartigen Formation von flexiblen, flächigen Gegenständen |
| US7441764B2 (en) * | 2003-06-13 | 2008-10-28 | Mead Westvaco Packaging Systems, Llc | Feeder mechanism for a packaging machine |
| JP4704203B2 (ja) * | 2005-12-09 | 2011-06-15 | 大日本印刷株式会社 | 梱包装置および梱包方法 |
| JP2007161354A (ja) * | 2005-12-09 | 2007-06-28 | Dainippon Printing Co Ltd | 開包システムおよび開包方法 |
| EP2035308B1 (fr) * | 2006-06-30 | 2016-07-20 | Ferag AG | Dispositif pour séparer différents objets plats d'une pile et pour évacuer les objets séparés |
| DE102008048287A1 (de) * | 2008-09-22 | 2010-03-25 | Heidelberger Druckmaschinen Ag | Vorrichtung und Verfahren zum Falzen von Bogen |
| CH699859A2 (de) * | 2008-11-04 | 2010-05-14 | Ferag Ag | Vorrichtung und verfahren zum fördern und abgeben von flachen gegenständen. |
| CH708427A1 (de) * | 2013-08-12 | 2015-02-13 | Ferag Ag | Vorrichtung und Verfahren zum Separieren von Produktteilen eines mehrteiligen Produktes. |
| CH710449A1 (de) | 2014-12-08 | 2016-06-15 | Ferag Ag | Vorrichtung und Verfahren zum Fördern und Transferieren von flächigen Gegenständen. |
| JP7395623B2 (ja) | 2019-06-26 | 2023-12-11 | ユーグゥァン ヂョン | 造形可変な全方位スキンケアマスク |
| US10745235B1 (en) | 2019-08-16 | 2020-08-18 | Newspaper Solutions, LLC | Inserter hopper device |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE966622C (de) * | 1941-05-29 | 1957-08-29 | Heinrich Rohrbacher Fa | Bogenanleger mit um eine gemeinsame Achse kreisenden Saugern |
| US2827287A (en) * | 1954-03-01 | 1958-03-18 | Package Machinery Co | Blank feeder |
| US2853297A (en) * | 1954-04-22 | 1958-09-23 | Time Inc | Stream feeder device |
| GB1304924A (fr) * | 1970-03-03 | 1973-01-31 | ||
| US4901996A (en) * | 1986-11-10 | 1990-02-20 | Am International Incorporated | Apparatus and method for feeding sheet material from a stack for a collating conveyor |
| DE3769922D1 (de) * | 1986-11-10 | 1991-06-13 | Am Int | Apparat zum handhaben von druckprodukten. |
| US4813662A (en) * | 1988-01-29 | 1989-03-21 | Hall Processing Systems | High speed drum processing apparatus |
| CH676839A5 (fr) * | 1988-03-17 | 1991-03-15 | Grapha Holding Ag | |
| EP0628505B1 (fr) * | 1993-05-21 | 1997-07-23 | Ferag AG | Dispositif pour séparer des produits imprimés empilés |
| DE59605979D1 (de) * | 1995-07-25 | 2000-11-16 | Ferag Ag | Vorrichtung zum Zubringen von Druckereiprodukten zu einer Weiterverarbeitungsstelle |
-
2000
- 2000-05-18 DE DE50008473T patent/DE50008473D1/de not_active Expired - Lifetime
- 2000-05-18 EP EP00110601A patent/EP1055620B1/fr not_active Expired - Lifetime
- 2000-05-18 ES ES00110601T patent/ES2226648T3/es not_active Expired - Lifetime
- 2000-05-18 AT AT00110601T patent/ATE281389T1/de not_active IP Right Cessation
- 2000-05-18 DK DK00110601T patent/DK1055620T3/da active
- 2000-05-22 AU AU36346/00A patent/AU764208B2/en not_active Ceased
- 2000-05-24 CA CA002309239A patent/CA2309239C/fr not_active Expired - Lifetime
- 2000-05-26 US US09/579,634 patent/US6554268B1/en not_active Expired - Lifetime
- 2000-05-26 RU RU2000113598/12A patent/RU2260554C2/ru not_active IP Right Cessation
- 2000-05-26 JP JP2000161146A patent/JP4921631B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2006310965B2 (en) * | 2005-11-01 | 2010-10-14 | Ferag Ag | Method of, and apparatus for, transferring sheet-like products from a stack of products to a conveying belt |
Also Published As
| Publication number | Publication date |
|---|---|
| US6554268B1 (en) | 2003-04-29 |
| DE50008473D1 (de) | 2004-12-09 |
| CA2309239C (fr) | 2007-07-17 |
| ES2226648T3 (es) | 2005-04-01 |
| RU2260554C2 (ru) | 2005-09-20 |
| JP4921631B2 (ja) | 2012-04-25 |
| ATE281389T1 (de) | 2004-11-15 |
| JP2000335760A (ja) | 2000-12-05 |
| AU764208B2 (en) | 2003-08-14 |
| DK1055620T3 (da) | 2004-12-06 |
| EP1055620A1 (fr) | 2000-11-29 |
| AU3634600A (en) | 2000-11-30 |
| CA2309239A1 (fr) | 2000-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1055620B1 (fr) | Dispositif pour prélever et/ou transporter des produits flexibles et plats | |
| DE3041723C2 (de) | Verfahren und Vorrichtung zum Befördern von Stapeln aus bahnförmigen Einheiten | |
| DE69720125T2 (de) | Transporteinheit für Produkte | |
| CH629156A5 (de) | Foerdervorrichtung. | |
| DE19523164A1 (de) | Flexibles Fördersystem | |
| DE3145491C2 (fr) | ||
| CH667620A5 (de) | Verfahren und vorrichtung zum sammeln von gefalzten druckbogen. | |
| EP0606550B1 (fr) | Dispositif pour transporter les objets plats à un dispositif de traitement de produit imprimé | |
| EP3339222B1 (fr) | Dispositif de transport pour ébauches de boîte | |
| EP0510525B1 (fr) | Procédé et dispositif pour traiter des produits imprimés | |
| DE2058606C3 (de) | Vorrichtung zum kontinuierlichen Fördern und Ausrichten von vereinzelten Bogen | |
| AT391821B (de) | Vorrichtung zur herstellung von abstandhalterrahmen fuer isolierglas | |
| DE102008018224A1 (de) | Verfahren und Vorrichtung zur Übergabe von kleinstückigen, insbesondere mit einem Stiel versehenen Produkten an eine Längsfördereinrichtung | |
| EP0242702B1 (fr) | Procédé et dispositif pour tourner des objets plats | |
| EP0210494B1 (fr) | Dispositif de rassemblement pour feuilles pliées | |
| EP1042206A1 (fr) | Dispositif pour recevoir et/ou distribuer des produits plats | |
| EP0514783B1 (fr) | Dispositif pour transporter des piles de feuilles en papier | |
| EP3851281B1 (fr) | Dispositif de manipulation de plaques d'impression sur une machine d'impression | |
| EP0478911A1 (fr) | Dispositif de transfert sélectif d'articles se chevauchant d'un premier chemin de transport à un deuxième chemin de transport | |
| EP0647582A1 (fr) | Dispositif pour ouvrir et transporter des produits imprimés | |
| EP0371276B1 (fr) | Dispositif pour empiler des objets plats | |
| DE19736822A1 (de) | Vorrichtung zum Zusammentragen von Signaturen | |
| DE2915689A1 (de) | Vorrichtung zur lagerichtigen abgabe von von einer materialbahn abgetrennten abschnitten | |
| EP0827930A1 (fr) | Dispositif et méthode pour transporter des produits plats imprimés | |
| EP2418164B1 (fr) | Procédé et dispositif d'assemblage de produits plats avec d'autres produits plats et dispositif de transport de produits plats, notamment de produits d'imprimerie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20001213 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20020816 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041103 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041103 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL & PARTNER AG Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REF | Corresponds to: |
Ref document number: 50008473 Country of ref document: DE Date of ref document: 20041209 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050203 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2226648 Country of ref document: ES Kind code of ref document: T3 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050518 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050518 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050518 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050531 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050531 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050804 |
|
| ET | Fr: translation filed | ||
| BERE | Be: lapsed |
Owner name: FERAG AG Effective date: 20050531 |
|
| BERE | Be: lapsed |
Owner name: *FERAG A.G. Effective date: 20050531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050403 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20160511 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20160519 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50008473 Country of ref document: DE Representative=s name: KLUNKER IP PATENTANWAELTE PARTG MBB, DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20170531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170518 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180522 Year of fee payment: 19 Ref country code: ES Payment date: 20180625 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180522 Year of fee payment: 19 Ref country code: IT Payment date: 20180530 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20180518 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20180518 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20180802 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50008473 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190518 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190518 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190518 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191203 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20200928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190519 |