EP2008736B1 - Werkzeugmaschine und Verfahren zum Ausschleusen eines Werkstückteils - Google Patents
Werkzeugmaschine und Verfahren zum Ausschleusen eines Werkstückteils Download PDFInfo
- Publication number
- EP2008736B1 EP2008736B1 EP20070012867 EP07012867A EP2008736B1 EP 2008736 B1 EP2008736 B1 EP 2008736B1 EP 20070012867 EP20070012867 EP 20070012867 EP 07012867 A EP07012867 A EP 07012867A EP 2008736 B1 EP2008736 B1 EP 2008736B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- opening
- workpiece
- horizontal direction
- machine tool
- boundaries
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007599 discharging Methods 0.000 title claims abstract description 24
- 238000000034 method Methods 0.000 title claims abstract description 12
- 238000003754 machining Methods 0.000 claims description 21
- 230000005484 gravity Effects 0.000 claims description 19
- 238000006073 displacement reaction Methods 0.000 claims description 15
- 230000001133 acceleration Effects 0.000 claims description 10
- 239000002184 metal Substances 0.000 claims 2
- 230000015572 biosynthetic process Effects 0.000 abstract description 2
- 238000012545 processing Methods 0.000 description 25
- 238000005520 cutting process Methods 0.000 description 6
- 238000004080 punching Methods 0.000 description 4
- 238000011161 development Methods 0.000 description 3
- 238000003698 laser cutting Methods 0.000 description 3
- 101100390736 Danio rerio fign gene Proteins 0.000 description 2
- 101100390738 Mus musculus Fign gene Proteins 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 238000012549 training Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D45/00—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass
- B21D45/003—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass in punching machines or punching tools
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/306664—Milling including means to infeed rotary cutter toward work
- Y10T409/30756—Machining arcuate surface
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0448—With subsequent handling [i.e., of product]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0448—With subsequent handling [i.e., of product]
- Y10T83/0453—By fluid application
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0448—With subsequent handling [i.e., of product]
- Y10T83/0467—By separating products from each other
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/202—With product handling means
- Y10T83/2066—By fluid current
- Y10T83/207—By suction means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9411—Cutting couple type
- Y10T83/9423—Punching tool
Definitions
- the present invention relates to a machine tool for the separating machining of preferably plate-like workpieces, in particular of sheets, with a workpiece support and provided on the workpiece support discharge for discharging created as products of the separating workpiece machining workpiece parts, wherein the discharge device has two opening boundaries, which for training a passage opening for discharging workpiece parts relative to each other in the horizontal direction under mutual displacement undeliverable.
- the invention also relates to a method for discharging from a machine tool for the separating machining of preferably plate-like workpieces, in particular of sheets, as products of the parting workpiece machining workpiece parts by means of a discharge device having two opening delimitations, the formation of a passage opening for the discharge of workpiece parts relative be delivered to each other in the horizontal direction with mutual displacement.
- a machine tool in which a first opening limit is arranged fixed in the horizontal direction and a second opening limit can be moved relative to the first opening limit in the horizontal direction and delivered to a fixed position. Due to the movement of the second opening limitation to the fixed position, a passage opening is formed between the opening delimitations, through which the workpiece part can be discharged downwards.
- a flap is provided at the fixed opening limit, which can be pivoted downwards after or during the horizontal movement of the second opening limit, so that the passage opening formed during movement of the second opening limit is additionally widened.
- the displacement of the second opening limit is in this case sized so large that workpiece parts can be discharged up to a maximum dimension in the horizontal direction of typically 500 mm.
- a similar device is from the document JP-A-2003-117762 known.
- the opening delimitations can be delivered in the relative movement in the horizontal direction and in which a passage opening is formed by the relative movement, through which a workpiece part can be discharged.
- the opening limitations can do this, for example be delivered to several different, each spaced-apart fixed positions.
- the machine tool has a control unit for controlling the position of the opening delimitations in dependence on a maximum dimension in the horizontal direction of the workpiece part created during the parting workpiece machining.
- the one position can be selected in which for a respectively juxtaposschleusendes workpiece part, the discharge through the passage opening is just possible, so it is ensured that the opening limitations in the horizontal direction need not be moved further than is required for discharging the respectively created workpiece part ,
- the movement path of the opening delimitations for the discharge of workpiece parts is minimized, whereby the speed increases during the discharge and thus the service life of the machine tool can be reduced during the discharge.
- the information about the maximum dimension of the respective workpiece part to be rejected is in any case present to the control unit of the machine tool, since this is necessary for the control of the separating workpiece machining.
- the machine tool has a movement unit for the path-controlled, continuous movement of at least one of the opening delimitations.
- the different positions over the travel of the opening limit are continuously selectable, so that a precise adjustment of the position on the dimension of the workpiece part in the horizontal direction is made possible.
- the movement unit has a spindle drive for the continuous movement of at least one of the opening delimitations in the direction of the opening movement.
- a spindle drive typically has a gear spindle, which is driven by an electric motor and allows both fast and precise linear movement of the opening boundaries.
- the machine tool Furthermore, a measuring device for determining the distance traveled by the ⁇ ffungsbegrenzonne in the horizontal direction on. As a result, the traveled path can be checked and corrected if necessary.
- At least one opening delimitation has a support, which is mounted so as to be pivotable downwards about a rotation axis extending preferably at right angles to the direction of the opening movement.
- the workpiece part rests on the upper side of the support during the movement of the opening delimitations until the respective position for discharging the workpiece part has been reached. Thereafter, the support is pivoted and the workpiece part can be moved to a discharge position located below the support or the opening limit.
- a superimposed movement is possible in which the support is already pivoted during the movement of the opening boundaries.
- At least one opening delimitation has a support table, which can be displaced in a horizontal direction, on which the support is rotatably mounted.
- the opening limit can in this case be delivered to a position in which the workpiece part rests only on the support and not on the support table.
- the support is then pivoted and the workpiece part can be removed through the passage opening down. If conditions are provided at both opening delimitations, the workpiece part can be discharged by gravity action in the direction of gravity through the passage opening by synchronous pivoting of the supports, without the workpiece part in this case executing a rotary movement.
- the pads with a linear movement accelerated in the direction of gravity lowered is preferably over a distance of at most 10 mm, in particular of at most 8 mm.
- the lowering movement is preferably carried out with an acceleration greater than the gravitational acceleration, so that the workpiece part lifts off the supports.
- At least one opening delimitation has a support table which can be displaced in the horizontal direction, which is preferably accelerated at least at one end facing the passage opening with a linear movement in the direction of gravity, wherein the linear movement preferably over a distance of at most 10 mm, in particular of at most 8 mm.
- the opening delimitations have no pivotable supports, it is advantageous to make a linear lowering movement on the support table itself.
- the linear movement can be effected by a parallel displacement of the support table in the direction of gravity or the support table can preferably be rotatably mounted at the end remote from the passage opening, so that in a support table, which has a sufficient length in the horizontal direction (usually more than 1000 mm, preferably more than 1500 mm) at the end facing the passage opening results in a nearly linear movement in the direction of gravity over the relatively small distance to be traveled in the vertical direction.
- the support table can also be mounted non-rotatably on the end remote from the passage opening and consist of a flexible material.
- the length and weight of the support table also results in a nearly linear lowering movement at the passage opening facing the end. It is understood that in each case the storage of the support table at the end facing the passage opening can be effected by an axis controllable in the vertical direction.
- the opening delimitations are movable relative to each other in the horizontal direction into a closed position in which the opening delimitations completely close an opening in the workpiece support and in which preferably the supports are pivoted downwards Condition with their tops at least partially abut each other.
- the closing position can be assumed if the supports are to be protected or an opening in the workpiece support is to be completely closed. This may be the case, for example, if the machine tool has more than one processing station, ie if, in addition to a laser cutting station, for example, a punching station is provided. If the opening limits are attached to the laser cutting station and the laser processing is completed, the closing position is taken before the punching station takes over the machining of the workpiece part. It is understood that the assumption of a closed position of the two opening delimitations, in which an opening in the workpiece support is completely closed, can also be realized independently of the provision according to the invention of differently further passage openings.
- one of the two opening delimitations is arranged stationary in the horizontal direction.
- this fixed opening limitation is located at a machining position of the machine tool and serves there to support the workpiece during machining, for example, when free cutting a workpiece part from a workpiece at a laser cutting station to prevent bending of the workpiece part during free cutting.
- the separating workpiece machining can be done either before or after the delivery of the opening limits at the respectively intended for discharging position.
- the machine tool has a fixing device for fixing the position of the workpiece part to the stationary opening boundary during the relative movement of the opening delimitations in the horizontal direction. This may be necessary if the workpiece part is displaced too far in the horizontal direction when sliding along on the upper side of the movable opening limitation, which may not be avoided even when the workpiece part is being mounted on the upper side of the opening delimitations by sliding rollers.
- the fixing device can be formed at a punching station, in which the stationary opening limitation serves as a counter die for a punch, by a spring arranged on the punch, for example from Eladur, which fixes the workpiece part when the punch while being moved in the horizontal direction into the counter-die.
- a rigid chute for discharging the workpiece part is arranged in the passage opening below the opening delimitations.
- the workpiece part falls in this case through the passage opening on the rigid chute and slides along this, to be discharged in this way from the machine tool.
- the invention is also realized in a corresponding method having the features of claim 12, in which the opening delimitations are delivered to different positions through different openings for discharging workpiece parts relative to one another with mutual displacement in the horizontal direction.
- Advantageous variants of this method are given in the claims. With regard to the advantages associated with these variants, reference is made to the above description in connection with the machine tool.
- Fig. 1 shows a trained as a laser punch press machine tool 1 , which has a conventional punch 3 and a laser processing head 4 as tools for processing a sheet serving as a workpiece 2 .
- the workpiece 2 to be machined supports during workpiece machining on a workpiece support 5 in the form of a machining table.
- a conventional holding device 6 which has clamps 7 for holding the workpiece 2
- the workpiece 2 can be displaced relative to the stationary punch 3 and the laser processing head 4 in the X direction of the sheet plane (XY plane of an XYZ coordinate system).
- the workpiece 2 In the Y-direction of the sheet plane, the workpiece 2 can be moved by moving the workpiece support 5 together with the holding device 6 relative to a support 8 on which the workpiece support 5 is mounted by means of a conventional guide (not shown).
- the workpiece 2 can thus be displaced in the X- and Y-direction relative to the punch 3 and the laser processing head 4, so that the respectively to be machined portion of the workpiece 2 in a stationary processing area 9 of the punch 3 or through a substantially circular suction opening 10th in the workpiece support 5 limited processing area 11 of the laser processing head 4 can be spent.
- the partial region of the workpiece support 5 in the X direction, on which the processing regions 9, 11 are formed, is stationary in this case and is not displaced in the Y direction relative to the support 8.
- the latter is activated in order to completely cut out, for example, a rectangular workpiece part 12 from the workpiece 2.
- the workpiece part 12 rests in the plane of the sheet on two adjacent supports 13a, 13b positioned in the sheet plane in the form of flaps and on a support table 16.
- the first support 13a is arranged directly below the laser processing head 4 and has the processing region 11 defining suction opening 10.
- the supports 13a, 13b can be pivoted on opposite sides 14a, 14b about two parallel axes of rotation 15a, 15b .
- the axes of rotation 15a, 15b are in this case arranged at a distance which is twice the width (2 b ) of the two supports 13a, 13b in the Y direction.
- the workpiece part 12, the dimension of which is dimensioned larger in the Y direction than this distance can be at the in Fig. 1 shown positioning of the supports 13a, 13b are not spent in the discharge position, without this rotates about its own axis, which would result in a too slow discharge of the workpiece part 12.
- the second support 13b is fastened to the support table 16 and can be moved together with it in the Y-direction, i. horizontally, to be moved in the sheet plane.
- This increases the distance between the two axes of rotation 15a, 15b in the Y direction and between the two supports 13a, 13b, a through opening (not shown) in the workpiece support 5 is formed.
- the support table 16 is displaced in this case until the workpiece part 12 rests only at its opposite ends on the upper sides of the two supports 13a, 13b and no longer on the support table 16 itself.
- FIGS. 2a -d The process of discharging the workpiece part 12 from the in Fig. 1 shown position W1 , in which the workpiece part 12 is located in the plane of the workpiece support 5, in an underlying discharge position W2 will be described below from FIGS. 2a -d explained in more detail.
- the workpiece part 12 is mounted both on the upper side of the first support 13a, which forms a first opening delimitation 17a together with a stationary part of the workpiece support 5a , as well as on the upper side of the second support 13b and the support table 16, which together form a second opening delimitation 17b ,
- the two opening delimitations 17a, 17b form two parts of a discharge device 17 for discharging the workpiece part 12.
- the opening delimitations 17a, 17b are located in Fig. 2a in a position where the two pads 13a, 13b are adjacent to each other.
- the workpiece part 12 rests on the support table 16 and can not be discharged vertically downwards without being displaced in the sheet plane.
- the second opening delimitation 17b is therefore moved in the horizontal direction along the inward direction Fig. 2a is moved by moving the support table in this direction until the second opening limit 17b with the edge of the second support 13b has reached a position A1 in which the workpiece part 12 no longer rests on the support table 16, as in FIG Fig. 2b is shown.
- the position A1 of the second opening limit 17b depends both on the position of the workpiece part 12 relative to the supports 13a, 13b and on the maximum dimension L1 of the workpiece part 12 in the horizontal direction Y. Since the position of that end of the workpiece part 12, which rests on the stationary opening delimitation 17a, corresponds to the position of the processing area 10 after the final free cutting, the discharge position A1 is essentially determined by the maximum dimension L1 of the workpiece part 12 in the horizontal direction and is selected so that that just a discharge of the workpiece part 12 by the double amount 2b of the width of the pads 13a, 13b extended passage D1 can be done.
- a further position A2 of the second opening delimitation 17b is shown in dash-dotted lines, in which a further passage opening D2 is formed whose width is greater than that of the passage opening D1.
- a workpiece part 12 with a larger maximum dimension L2 can be discharged through the through opening D2 extended by twice the amount 2b of the width of the supports 13a, 13b.
- the displacement of the opening delimitations 17a, 17b is calculated as a function of the maximum dimensions L1 and L2 of the workpiece part 12 of the NC control of the machine tool 1 and the support table 16 moves controlled accordingly. It is understood that as an alternative to in Fig. 2a, b shown moving the opening delimitations 17a, 17b after the free cutting of the workpiece part 12 from the workpiece 2, the positions A1, A2 can also be taken before the workpiece part 12 cut from the workpiece 2.
- the two supports 13a, 13b are accelerated from its horizontal position in the sheet plane out with an acceleration in the negative Z direction linearly downwards, which is three times the corresponds to the workpiece part 12 acting gravitational acceleration.
- the supports 13a, 13b By the linear movement of the supports 13a, 13b down over a distance d of about 3 mm in this case the workpiece part 12 is lifted from the supports 13a, 13b, as in Fig. 2c is shown.
- the two supports 13a, 13b pivoted about their respective axes of rotation 15a, 15b, as indicated by arrows in Fig.
- the workpiece part 12 initially on the top of the pads 13a, 13b stored by means of a linear movement by a distance of eg a few millimeters are moved to a position located below the sheet plane to avoid hooking of the workpiece part (not shown) remaining workpiece , From this lowered position out of the above movement can then be performed.
- the supports 13a, 13b they can be moved in other ways from the movement path 18 of the workpiece part 12, for example in a linear movement perpendicular to the direction of gravity, for example by the support table 16 is displaced in the horizontal direction, whereby also the passage opening D1 is extended.
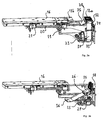
- FIGS. 3a , b respectively detail views of a lower part of the machine tool 1 of Fig. 1 show how the in FIGS. 2a, b described sequence of movements can be realized structurally.
- the support table 16 with a in Fig. 3a shown spindle drive as a movement unit in connection, which has an electric motor 19 and a threaded spindle 20 which extends in the direction of the opening movement (Y-direction).
- the threaded spindle 20 and the electric motor 19 are offset below the plane of the sheet to the support table 16 in the X direction and arranged adjacent thereto.
- a spindle nut 21 attached to the support table 16 is guided in the threaded spindle 20 and serves for the continuous movement of the support table 16 in the horizontal direction.
- the movement path of the spindle nut 21 along the Y direction is via a (in Fig. 1 shown) control unit 22 of the machine tool 1 controlled.
- the control unit 22 also serves to control the movement of the workpiece 2 and the punch 3 and the laser processing head 4 during execution of a
- the control unit 22 also serves to control the displacement of the support table 16 by the current flow through the electric motor 19 in response to the maximum dimension L1, L2 of the workpiece part 12 is controlled.
- the Ausschleusposition A2 along the horizontal direction Y is continuously controllable.
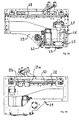
- FIG. 4a, b shown further movement unit provided, which has a further electric motor 23 as a drive, which is coupled via a toothed belt 24 with a guided in an overload-safe bearing 25 , extending in the vertical direction threaded spindle 26 .
- the vertical threaded spindle 26 of the further movement unit has a further spindle nut 27 , which can be moved in and against the direction of gravity (negative Z direction).
- the spindle nut 27 is attached to a guide plate 28 , which in turn is guided in a longitudinal plate 29 in and against the direction of gravity linearly displaceable.
- the guide plate 28 has a horizontally extending guide rail 30 , in which two connecting pieces 31a, 31b are guided linearly displaceable.
- the connecting pieces 31a, 31b respectively engage the supports 13a, 13b in an eccentric manner with respect to the axes of rotation 15a, 15b and are rotatably mounted thereon, while being non-rotatably guided along the guide rail 30. If the spindle nut 27 is moved by means of the drive 23 down, the guide plate 28 lowers and guided on the guide rail 30 connecting pieces 31a, 31 b are taken. During this movement, the connecting pieces 31a, 31b are displaced horizontally along the guide rail 30 due to the non-rotatable mounting.
- the guide rail 30 in this case has a length which allows the second connecting piece 31b during the movement of the second Opening limit 17b in the horizontal direction in the in Fig. 3a, b take shown position.
- the axis of rotation 15a is rotatably mounted on a support plate 32 extending in a vertical, ie in the direction of gravity.
- the support plate 32 is guided on a further, also in the direction of gravity extending plate 33 of a (not shown) transverse frame and biased by applying a force against the direction of gravity by means of a stop unit 34 having a (not shown) spring unit as a shock absorber and a (not shown) Having hydraulic piston.
- the support plate 32 and thus the bearing of the rotation axis 15a is pressed by the force applied by the connecting pieces 31 a, 31 b against the direction of gravity force against the force acting in the direction of gravity spring or hydraulic force upwards, typically with a stroke of approx. 3-5 mm.
- the storage of the second edition 13b on the support table 16 is designed accordingly.
- a chute 35 is attached to the first connector 31 a.
- the chute 35 is taken down and protrudes in the opening position of the supports 13a, 13b in the (not shown) movement path of the workpiece part.
- the connecting piece 31 a mounted chute 35 includes in the opening position of the pads 13 a, 13 b directly to a fixed chute 36 at.
- a free-falling workpiece part thus meets at its discharge position either on the fixed chute 36 or on the first connector 31 a fixed, hereinafter referred to as movable chute 35 and can be removed in a sliding movement of the working area of the machine tool 1.
- the movable chute 35 provided in addition to the fixed chute 36 is required to provide an in Fig. 3a shown suction tube 37 , which in the in Fig. 3a shown horizontal position of the first support 13a with the suction opening 10 of the first support 13a is in communication.
- the suction tube 37 is at the in Fig. 3b attached spindle nut 27 is fixed and is taken along with their displacement in the direction of gravity down.
- An end piece 38 of the suction tube 37 is attached to the first support 13a and is pivoted therewith, as shown in Fig. 3c.
- a (not shown) beam catcher is provided at the lower end thereof to intercept the laser beam passing through the suction opening 10 in the laser mode.
- machine tool 1 may follow the machining of the workpiece 2 with the laser processing head 3 at the processing position 11, a machining of the workpiece 2 at the adjacent processing position 9 of the punch 3.
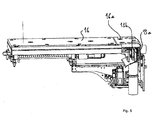
- the opening delimitations 17a, 17b can be moved from the position shown in FIG. 3c into a closed position, which in FIG Fig. 5 is shown.
- the opening delimitations 17a, 17b completely close an opening in the workpiece support 5 and the supports 13a, 13b abut one another on their upper sides in their downwardly pivoted position.
- the supports 13a, 13b are protected from chips generated during machining of the workpiece 2 at the processing position 9 of the punch 3.
- a partial area 16a of the support table 16 the width of which corresponds approximately to the width 2b of the supports 13a, 13b, completely covers the area which is in Fig. 1 was taken from the pads 13a, 13b.
- the punch 3 may additionally serve as a fixing unit for a workpiece part in the movement of the second opening limit 17b by this during the opening movement in engagement in a attached to the processing position 9 on the workpiece support 5
- the punch 3 may additionally serve as a fixing unit for a workpiece part in the movement of the second opening limit 17b by this during the opening movement in engagement in a attached to the processing position 9 on the workpiece support 5
- a discharge in the manner described above can also be advantageously carried out on other machine tools, for example on punching and bending machines, in which the workpiece parts are still bent after cutting free further processed before they are discharged from the machine tool. Also in this case, the discharging can be accelerated by the variable positions of the opening boundaries depending on the individual dimensions of the respective workpiece part expertiseschleusenden and thus downtime during processing can be reduced.
Description
- Die vorliegende Erfindung betrifft eine Werkzeugmaschine zum trennenden Bearbeiten von vorzugsweise plattenartigen Werkstücken, insbesondere von Blechen, mit einer Werkstückauflage und mit einer an der Werkstückauflage vorgesehenen Ausschleuseinrichtung zum Ausschleusen von als Produkte der trennenden Werkstückbearbeitung erstellten Werkstückteilen, wobei die Ausschleuseinrichtung zwei Öffnungsbegrenzungen aufweist, welche zur Ausbildung einer Durchtrittsöffnung zum Ausschleusen von Werkstückteilen relativ zueinander in horizontaler Richtung unter gegenseitigem Verschieben zustellbar sind. Die Erfindung betrifft auch ein Verfahren zum Ausschleusen von an einer Werkzeugmaschine zum trennenden Bearbeiten von vorzugsweise plattenartigen Werkstücken, insbesondere von Blechen, als Produkte der trennenden Werkstückbearbeitung erstellten Werkstückteilen mittels einer Ausschleuseinrichtung, welche zwei Öffnungsbegrenzungen aufweist, die zur Ausbildung einer Durchtrittsöffnung zum Ausschleusen von Werkstückteilen relativ zueinander in horizontaler Richtung unter gegenseitigem Verschieben zugestellt werden.
- Als gattungsgemäßer Stand der Technik ist eine Werkzeugmaschine bekannt, bei der eine erste Öffnungsbegrenzung in horizontaler Richtung ortsfest angeordnet ist und eine zweite Öffnungsbegrenzung relativ zur ersten Öffnungsbegrenzung in horizontaler Richtung bewegt und an einer Festposition zugestellt werden kann. Durch die Bewegung der zweiten Öffnungsbegrenzung an die Festposition bildet sich zwischen den Öffnungsbegrenzungen eine Durchtrittsöffnung aus, durch die das Werkstückteil nach unten ausgeschleust werden kann. Zusätzlich ist an der ortsfesten Öffnungsbegrenzung eine Klappe vorgesehen, welche nach oder bei der horizontalen Bewegung der zweiten Öffnungsbegrenzung nach unten verschwenkt werden kann, sodass sich die beim Bewegen der zweiten Öffnungsbegrenzung ausgebildete Durchtrittsöffnung zusätzlich erweitert. Der Verschiebeweg der zweiten Öffnungsbegrenzung ist hierbei so groß bemessen, dass Werkstückteile bis zu einer maximalen Abmessung in horizontaler Richtung von typischerweise 500 mm ausgeschleust werden können. Eine Ähnliche Vorrichtung ist aus dem Dokument
JP-A-2003-117762 - Es ist die Aufgabe der vorliegenden Erfindung, eine Werkzeugmaschine und ein Verfahren der eingangs genannten Art dahingehend weiterzubilden, dass das Ausschleusen von Werkstückteilen schneller erfolgen und somit die Standzeit der Werkzeugmaschine beim Ausschleusen verringert werden kann.
- Diese Aufgabe wird durch die Merkmale des Anspruchs 1 gelöst.
- Erfindungsgemäß wird vorgeschlagen, mindestens zwei unterschiedliche Positionen vorzusehen, in denen die Öffnungsbegrenzungen bei der Relativbewegung in horizontaler Richtung zugestellt werden können und bei denen durch die Relativbewegung eine Durchtrittsöffnung gebildet ist, durch die ein Werkstückteil ausgeschleust werden kann. Die Öffnungsbegrenzungen können hierzu beispielsweise an mehreren unterschiedlichen, jeweils voneinander beabstandeten Festpositionen zugestellt werden.
- Bei einer bevorzugten Ausführungsform weist die Werkzeugmaschine eine Steuerungseinheit zur Steuerung der Position der Öffnungsbegrenzungen in Abhängigkeit von einer maximalen Abmessung in horizontaler Richtung des bei der trennenden Werkstückbearbeitung erstellten Werkstückteiles auf. Hierdurch kann diejenige Position ausgewählt werden, bei der für ein jeweils auszuschleusendes Werkstückteil das Ausschleusen durch die Durchtrittsöffnung gerade noch möglich ist, sodass sichergestellt ist, dass die Öffnungsbegrenzungen in horizontaler Richtung nicht weiter bewegt werden müssen, als es zum Ausschleusen des jeweils erstellten Werkstückteils erforderlich ist. Dadurch wird der Bewegungsweg der Öffnungsbegrenzungen für das Ausschleusen von Werkstückteilen minimiert, wodurch die Geschwindigkeit beim Ausschleusen erhöht und damit die Standzeit der Werkzeugmaschine beim Ausschleusen verringert werden kann. Die Information über die maximale Abmessung des jeweils auszuschleusenden Werkstückteils liegt hierbei der Steuerungseinheit der Werkzeugmaschine ohnehin vor, da diese für die Steuerung der trennenden Werkstückbearbeitung erforderlich ist.
- Bei einer bevorzugten Ausführungsform weist die Werkzeugmaschine eine Bewegungseinheit zur weggesteuerten, kontinuierlichen Bewegung mindestens einer der Öffnungsbegrenzungen auf. In diesem Fall sind die unterschiedlichen Positionen über den Verfahrweg der Öffnungsbegrenzung hinweg kontinuierlich wählbar, sodass eine genaue Abstimmung der Position auf die Abmessung des Werkstückteils in horizontaler Richtung ermöglicht wird.
- Bei einer besonders bevorzugten Weiterbildung weist die Bewegungseinheit einen Spindelantrieb zur kontinuierlichen Bewegung mindestens einer der Öffnungsbegrenzungen in Richtung der Öffnungsbewegung auf. Ein solcher Spindelantrieb weist typischerweise eine Getriebespindel auf, welche über einen Elektromotor angetrieben wird und ermöglicht eine sowohl schnelle als auch präzise Linearbewegung der Öffnungsbegrenzungen.
- Bei einer besonders vorteilhaften Ausführungsform weist die Werkzeugmaschine weiterhin eine Messeinrichtung zur Bestimmung der von den Öffungsbegrenzungen in horizontaler Richtung zurückgelegten Wegstrecke auf. Hierdurch kann der zurückgelegte Bewegungsweg überprüft und ggf. korrigiert werden.
- Erfindungsgemäß weist mindestens eine Öffnungsbegrenzung eine Auflage auf, welche um eine bevorzugt rechtwinklig zur Richtung der Öffnungsbewegung verlaufende Drehachse nach unten verschwenkbar gelagert ist. Üblicherweise liegt das Werkstückteil bei der Bewegung der Öffnungsbegrenzungen auf der Oberseite der Auflage auf, bis die jeweilige Position zum Ausschleusen des Werkstückteils erreicht ist. Danach wird die Auflage verschwenkt und das Werkstückteil kann an eine unterhalb der Auflage bzw. der Öffnungsbegrenzung befindliche Abfuhrposition verbracht werden. Alternativ ist aber auch eine überlagerte Bewegung möglich, bei welcher die Auflage bereits während der Bewegung der Öffnungsbegrenzungen verschwenkt wird. Durch das Vorsehen von verschwenkbaren Auflagen an den Öffnungsbegrenzungen kann der Bewegungsweg der Öffnungsbegrenzungen reduziert werden, da die Durchtrittsöffnung durch das Verschwenken der Auflagen erweitert werden kann.
- Bei einer bevorzugten Weiterbildung weist mindestens eine Öffnungsbegrenzung einen in horizontaler Richtung verschiebbaren Auflagetisch auf, an welcher die Auflage drehbar gelagert ist. Die Öffnungsbegrenzung kann hierbei an einer Position zugestellt werden, bei der das Werkstückteil nur noch auf der Auflage und nicht mehr auf dem Auflagetisch aufliegt. Die Auflage wird anschließend verschwenkt und das Werkstückteil kann durch die Durchtrittsöffnung nach unten abgeführt werden. Sind an beiden Öffnungsbegrenzungen Auflagen vorgesehen, kann durch synchrones Verschwenken der Auflagen das Werkstückteil unter Schwerkraftwirkung in Schwerkraftrichtung durch die Durchtrittsöffnung ausgeschleust werden, ohne dass das Werkstückteil hierbei eine Drehbewegung ausführt. Werden die Auflagen in den Auflagebereichen, an denen das Werkstückteil an ihren Oberseiten lagert, beim Verschwenken mit einer Beschleunigung nach unten bewegt, welche größer als die des Werkstückteils ist, so hebt das Werkstückteil von den Auflagen ab und kann in freiem Fall an eine unterhalb der Auflagen befindliche Abfuhrposition gelangen.
- Erfindungsgemäß sind die Auflagen mit einer Linearbewegung in Schwerkraftrichtung beschleunigt absenkbar, wobei die Linearbewegung bevorzugt über eine Strecke von höchstens 10 mm, insbesondere von höchstens 8 mm erfolgt. In diesem Fall erfolgt die Absenkbewegung bevorzugt mit einer Beschleunigung größer als die Erdbeschleunigung, sodass das Werkstückteil von den Auflagen abhebt.
- Bei einer besonders bevorzugten Ausführungsform weist mindestens eine Öffnungsbegrenzung einen in horizontaler Richtung verschiebbaren Auflagetisch auf, der bevorzugt zumindest an einem der Durchtrittsöffnung zugewandten Ende mit einer Linearbewegung in Schwerkraftrichtung beschleunigt absenkbar ist, wobei die Linearbewegung bevorzugt über eine Strecke von höchstens 10 mm, insbesondere von höchstens 8 mm erfolgt. Insbesondere wenn die Öffnungsbegrenzungen keine verschwenkbaren Auflagen aufweisen, ist es vorteilhaft, eine lineare Absenkbewegung am Auflagetisch selbst vorzunehmen. Hierbei kann die Linearbewegung durch eine Parallelverschiebung des Auflagetisches in Schwerkraftrichtung erfolgen oder der Auflagetisch kann bevorzugt am der Durchtrittsöffnung abgewandten Ende drehbar gelagert werden, sodass sich bei einem Auflagetisch, der in horizontaler Richtung eine ausreichende Länge aufweist (üblicherweise mehr als 1000 mm, bevorzugt mehr als 1500 mm) am der Durchtrittsöffnung zugewandten Ende eine nahezu lineare Bewegung in Schwerkraftrichtung über die verhältnismäßig kleine in vertikaler Richtung zurückzulegende Strecke ergibt. Der Auflagetisch kann auch am der Durchtrittsöffnung abgewandten Ende unverdrehbar gelagert sein und aus einem biegsamen Material bestehen. Wird er in diesem Fall zur Erzeugung der Absenkbewegung nur am der Durchtrittsöffnung abgewandten Ende unterstützt, ergibt sich bei geeigneter Wahl der elastischen Eigenschaften des Materials, der Länge und des Gewichts des Auflagetisches ebenfalls eine nahezu lineare Absenkbewegung am der Durchtrittsöffnung zugewandten Ende. Es versteht sich, dass hierbei jeweils die Lagerung des Auflagetisches am der Durchtrittsöffnung zugewandten Ende durch eine in vertikaler Richtung steuerbare Achse erfolgen kann.
- Bei einer weiteren bevorzugten Ausführungsform sind die Öffnungsbegrenzungen relativ zueinander in horizontaler Richtung in eine Schließposition bewegbar, in der die Öffnungsbegrenzungen eine Öffnung in der Werkstückauflage vollständig verschließen und bei der bevorzugt die Auflagen im nach unten verschwenkten Zustand mit ihren Oberseiten zumindest teilweise aneinander anliegen. Die Schließposition kann eingenommen werden, wenn die Auflagen geschützt werden bzw. eine Öffnung in der Werkstückauflage vollständig verschlossen werden soll. Dies kann beispielsweise dann der Fall sein, wenn die Werkzeugmaschine mehr als eine Bearbeitungsstation aufweist, d.h. wenn z.B. zusätzlich zu einer Laserschneidstation eine Stanzstation vorgesehen ist. Sind die Öffnungsbegrenzungen an der Laserschneidstation angebracht und ist die Laserbearbeitung abgeschlossen, wird die Schließposition eingenommen, bevor die Stanzstation die Bearbeitung des Werkstückteils übernimmt. Es versteht sich, dass das Einnehmen einer Schließposition der beiden Öffnungsbegrenzungen, bei der eine Öffnung in der Werkstückauflage vollständig verschlossen wird, auch unabhängig vom erfindungsgemäßen Vorsehen unterschiedlich weiter Durchtrittsöffnungen verwirklicht sein kann.
- Bei einer weiteren Ausführungsform ist eine der beiden Öffnungsbegrenzungen in horizontaler Richtung ortsfest angeordnet. In der Regel befindet sich dieses ortsfeste Öffnungsbegrenzung an einer Bearbeitungsposition der Werkzeugmaschine und dient dort der Unterstützung des Werkstücks bei der Bearbeitung, beispielsweise beim Freischneiden eines Werkstückteils von einem Werkstück an einer Laserschneidstation, um ein Durchbiegen des Werkstückteils beim Freischneiden zu verhindern. Die trennende Werkstückbearbeitung kann hierbei entweder vor oder nach dem Zustellen der Öffnungsbegrenzungen an der jeweils zum Ausschleusen vorgesehenen Position erfolgen.
- Bei einer besonders vorteilhaften Weiterbildung weist die Werkzeugmaschine eine Fixiereinrichtung zur Lagefixierung des Werkstückteils an der ortsfesten Öffnungsbegrenzung bei der Relativbewegung der Öffnungsbegrenzungen in horizontaler Richtung auf. Diese ist gegebenenfalls erforderlich, wenn das Werkstückteil beim Entlanggleiten an der Oberseite der beweglichen Öffnungsbegrenzung zu weit in horizontaler Richtung verschoben wird, was auch bei der Lagerung des Werkstückteils an der Oberseite der Öffnungsbegrenzungen durch Gleitrollen ggf. nicht vermieden werden kann. Insbesondere kann die Fixiereinrichtung an einer Stanzstation, bei der die ortsfeste Öffnungsbegrenzung als Gegenmatrize für einen Stanzstempel dient, durch eine an dem Stanzstempel angeordnete Feder z.B. aus Eladur gebildet werden, welche das Werkstückteil fixiert, wenn der Stanzstempel während der Bewegung in horizontaler Richtung in die Gegenmatrize eingeführt bleibt.
- Bei einer vorteilhaften Ausführungsform ist in der Durchtrittsöffnung unterhalb der Öffnungsbegrenzungen eine starre Rutsche zum Ausschleusen des Werkstückteils angeordnet. Das Werkstückteil fällt in diesem Fall durch die Durchtrittsöffnung auf die starre Rutsche und gleitet an dieser entlang, um auf diesem Wege aus der Werkzeugmaschine abgeführt zu werden.
- Die Erfindung ist auch realisiert in einem entsprechenden Verfahren mit den Merkmalen des Anspruchs 12, bei dem die Öffnungsbegrenzungen unter Ausbildung unterschiedlich weiter Durchtrittsöffnungen zum Ausschleusen von Werkstückteilen relativ zueinander unter gegenseitigem Verschieben in horizontaler Richtung in unterschiedliche Positionen zugestellt werden. Vorteilhafte Varianten dieses Verfahrens sind in den Ansprüchen angegeben. Bezüglich der mit diesen Varianten verbundenen Vorteile sei auf die obige Darstellung im Zusammenhang mit der Werkzeugmaschine verwiesen.
- Weitere Vorteile der Erfindung ergeben sich aus der Beschreibung und der Zeichnung. Ebenso können die vorstehend genannten und die noch weiter aufgeführten Merkmale je für sich oder zu mehreren in beliebigen Kombinationen Verwendung finden. Die gezeigten und beschriebenen Ausführungsformen sind nicht als abschließende Aufzählung zu verstehen, sondern haben vielmehr beispielhaften Charakter für die Schilderung der Erfindung.
- Es zeigen:
- Fig. 1
- eine schematische Darstellung einer Ausführungsform einer erfindungsgemäßen Werkzeugmaschine,
- Fign. 2a-d
- schematische Darstellungen von Ablaufschritten einer Variante des erfindungsgemäßen Verfahrens zum Ausschleusen eines Werkstückteils durch eine Durchtrittsöffnung,
- Fign. 3a,b
- schematische Darstellungen von Teilansichten der Werkzeugmaschine von
Fig. 1 mit zwei Öffnungsbegrenzungen und zwei Auflagen vor und nach dem Verschwenken, - Fig. 4a,b
- schematische Darstellungen einer Bewegungseinheit und einer Führung zur Bewegung der Auflagen, und
- Fig. 5
- eine schematische Darstellung einer Teilansicht der Werkzeugmaschine mit den zwei Öffnungsbegrenzungen in einer Schließposition.
-
Fig. 1 zeigt eine als Laser-Stanzpresse ausgebildete Werkzeugmaschine 1, welche als Werkzeuge für das Bearbeiten eines als Werkstück 2 dienenden Bleches eine herkömmlichen Stanzstempel 3 und einen Laserbearbeitungskopf 4 aufweist. Das zu bearbeitende Werkstück 2 lagert während der Werkstückbearbeitung auf einer Werkstückauflage 5 in Form eines Bearbeitungstisches. Mittels einer herkömmlichen Halteeinrichtung 6, welche Klemmen 7 zum Festhalten des Werkstückes 2 aufweist, kann das Werkstück 2 gegenüber dem ortsfesten Stanzstempel 3 und dem Laserbearbeitungskopf 4 in der X-Richtung der Blechebene (X-Y-Ebene eines XYZ-Koordinatensystems) verschoben werden. In der Y-Richtung der Blechebene kann das Werkstück 2 bewegt werden, indem die Werkstückauflage 5 zusammen mit der Halteeinrichtung 6 relativ zu einer Unterlage 8, auf welcher die Werkstückauflage 5 gelagert ist, mittels einer (nicht gezeigten) herkömmlichen Führung verschoben werden. - Das Werkstück 2 lässt sich somit in X- und Y-Richtung gegenüber der Stanzstempel 3 und dem Laserbearbeitungskopf 4 verschieben, sodass der jeweils zu bearbeitende Bereich des Werkstücks 2 in einen ortsfesten Bearbeitungsbereich 9 des Stanzstempels 3 bzw. einen durch eine im Wesentlichen kreisförmige Absaugöffnung 10 in der Werkstückauflage 5 begrenzten Bearbeitungsbereich 11 des Laserbearbeitungskopfs 4 verbracht werden kann. Der Teilbereich der Werkstückauflage 5 in X-Richtung, an dem die Bearbeitungsbereiche 9, 11 gebildet sind, ist hierbei ortsfest und wird nicht in Y-Richtung relativ zur Unterlage 8 verschoben.
- Nachdem ein zu bearbeitender Bereich des Werkstücks 2 wie oben dargestellt in den Bearbeitungsbereich 11 des Laserbearbeitungskopfs 4 verbracht wurde, wird letzterer aktiviert, um aus dem Werkstück 2 ein beispielsweise rechteckiges Werkstückteil 12 vollständig freizuschneiden. Nach dem Freischneiden ruht das Werkstückteil 12 in der Blechebene auf zwei aneinander angrenzenden, in der Blechebene positionierten Auflagen 13a, 13b in Form von Klappen und auf einem Auflagetisch 16. Die erste Auflage 13a ist unmittelbar unter dem Laserbearbeitungskopf 4 angeordnet und weist die den Bearbeitungsbereich 11 definierende Absaugöffnung 10 auf.
- Zum Verbringen des Werkstückteils 12 aus der Blechebene in eine unterhalb der Blechebene befindliche Abfuhrposition (nicht gezeigt) können die Auflagen 13a, 13b an einander gegenüberliegenden Seiten 14a, 14b um zwei parallele Drehachsen 15a, 15b verschwenkt werden. Die Drehachsen 15a, 15b sind hierbei in einem Abstand angeordnet, der dem Doppelten der Breite (2 b) der beiden Auflagen 13a, 13b in Y-Richtung entspricht. Das Werkstückteil 12, dessen Abmessung in Y-Richtung größer dimensioniert ist als dieser Abstand kann bei der in
Fig. 1 gezeigten Positionierung der Auflagen 13a, 13b nicht in die Abfuhrposition verbracht werden, ohne dass dieses sich um die eigene Achse dreht, was ein zu langsames Ausschleusen des Werkstückteils 12 zur Folge hätte. - Um das Werkstückteil 12 ohne die Erzeugung einer Drehbewegung ausschleusen zu können, ist die zweite Auflage 13b an dem Auflagetisch 16 befestigt und kann gemeinsam mit diesem in Y-Richtung, d.h. horizontal, in der Blechebene verschoben werden. Hierdurch vergrößert sich der Abstand zwischen den beiden Drehachsen 15a, 15b in Y-Richtung und zwischen den beiden Auflagen 13a, 13b bildet sich eine (nicht gezeigte) Durchtrittsöffnung in der Werkstückauflage 5 aus. Der Auflagetisch 16 wird hierbei so lange verschoben, bis das Werkstückteil 12 nur noch an seinen gegenüberliegenden Enden an den Oberseiten der beiden Auflagen 13a, 13b und nicht mehr auf dem Auflagetisch 16 selbst aufliegt.
- Der Vorgang des Ausschleusens des Werkstückteils 12 aus der in
Fig. 1 gezeigten Position W1, in der das Werkstückteil 12 sich in der Ebene der Werkstückauflage 5 befindet, in eine darunter befindliche Abfuhrposition W2 wird im Folgenden anhand vonFign. 2a -d näher erläutert. InFig. 2a ist das Werkstückteil 12 sowohl an der Oberseite der ersten Auflage 13a gelagert, welche zusammen mit einem ortsfesten Teil der Werkstückauflage 5a eine erste Öffnungsbegrenzung 17a bildet, als auch an der Oberseite der zweiten Auflage 13b sowie dem Auflagetisch 16, die gemeinsam eine zweite Öffnungsbegrenzung 17b bilden. Die beiden Öffnungsbegrenzungen 17a, 17b bilden zwei Teile einer Ausschleuseinrichtung 17 zum Ausschleusen des Werkstückteils 12. - Die Öffnungsbegrenzungen 17a, 17b befinden sich in
Fig. 2a in einer Position, bei der die beiden Auflagen 13a, 13b aneinander angrenzen. Das Werkstückteil 12 liegt auf dem Auflagetisch 16 auf und kann ohne in der Blechebene verschoben zu werden nicht senkrecht nach unten ausgeschleust werden Zum Ausschleusen des Werkstückteils 12 wird die zweite Öffnungsbegrenzung 17b daher in horizontaler Richtung entlang des inFig. 2a gezeigten Pfeils verschoben, indem der Auflagetisch in dieser Richtung bewegt wird, bis die zweite Öffnungsbegrenzung 17b mit der Kante der zweiten Auflage 13b eine Position A1 erreicht hat, in welcher das Werkstückteil 12 nicht mehr auf dem Auflagetisch 16 aufliegt, wie inFig. 2b gezeigt ist. Bei der Bewegung in horizontaler Richtung bildet sich zwischen den beiden Auflagen 13a, 13b dabei eine Durchtrittsöffnung D1 aus, durch die das Werkstückteil 12 nach unten ausgeschleust werden kann, indem die Auflagen 13a, 13b nach unten verschwenkt werden und hierdurch die Durchtrittsöffnung D1 im Wesentlichen um den doppelten Betrag 2 b der Breite der Auflagen 13a, 13b erweitert wird. - Die Position A1 der zweiten Öffnungsbegrenzung 17b hängt sowohl von der Lage des Werkstückteils 12 relativ zu den Auflagen 13a, 13b als auch von der maximalen Abmessung L1 des Werkstückteils 12 in horizontaler Richtung Y ab. Da die Lage desjenigen Endes des Werkstückteils 12, welches auf der ortsfesten Öffnungsbegrenzung 17a aufliegt, nach dem abschließenden Freischneiden der Position des Bearbeitungsbereichs 10 entspricht, wird die Ausschleusposition A1 im Wesentlichen von der maximalen Abmessung L1 des Werkstückteils 12 in horizontaler Richtung bestimmt und so gewählt, dass gerade noch ein Ausschleusen des Werkstückteils 12 durch die um den doppelten Betrag 2b der Breite der Auflagen 13a, 13b erweiterte Durchtrittsöffnung D1 erfolgen kann.
- In
Fig. 2b ist strichpunktiert eine weitere Position A2 der zweiten Öffnungsbegrenzung 17b gezeigt, bei der eine weitere Durchtrittsöffnung D2 gebildet ist, deren Breite größer ist als die der Durchtrittsöffnung D1. Ein Werkstückteil 12 mit einer größeren maximalen Abmessung L2 kann durch die um den doppelten Betrag 2b der Breite der Auflagen 13a, 13b erweiterte Durchtrittsöffnung D2 ausgeschleust werden. Der Verschiebeweg der Öffnungsbegrenzungen 17a, 17b wird in Abhängigkeit von den maximalen Abmessungen L1 bzw. L2 des Werkstückteils 12 von der NC-Steuerung der Werkzeugmaschine 1 berechnet und der Auflagetisch 16 entsprechend gesteuert bewegt. Es versteht sich, dass alternativ zum inFig. 2a,b gezeigten Bewegen der Öffnungsbegrenzungen 17a, 17b nach dem Freischneiden des Werkstückteils 12 vom Werkstück 2 die Positionen A1, A2 auch eingenommen werden können, bevor das Werkstückteil 12 von dem Werkstück 2 freigeschnitten. - Um das Werkstückteil 12 im freien Fall durch die Durchtrittsöffnung D1 an die Abfuhrposition W2 zu verbringen, werden die beiden Auflagen 13a, 13b aus ihrer horizontalen Position in der Blechebene heraus mit einer Beschleunigung in negativer Z-Richtung linear nach unten beschleunigt, welche dem Dreifachen der auf das Werkstückteil 12 einwirkenden Erdbeschleunigung entspricht. Durch die Linearbewegung der Auflagen 13a, 13b nach unten über eine Strecke d von ca. 3 mm wird hierbei das Werkstückteil 12 von den Auflagen 13a, 13b abgehoben, wie in
Fig. 2c gezeigt ist. Nachfolgend werden die beiden Auflagen 13a, 13b um ihre jeweiligen Drehachsen 15a, 15b verschwenkt, wie durch Pfeile inFig. 2c angedeutet, und hierdurch in eine außerhalb der Bewegungsbahn 18 des Werkstückteils 12 gelegene Öffnungsposition bewegt, wie inFig. 2d dargestellt. Auf diese Weise kann das Werkstückteil 12 im freien Fall seine Abfuhrposition W2 erreichen, von der aus das Werkstückteil 12 nachfolgend aus der Werkzeugmaschine 1 abgeführt werden kann. - Es versteht sich, dass alternativ zur oben beschriebenen Bewegung der Auflagen 13a, 13b, die sich aus einer Linearbewegung und einer Verschwenkung zusammensetzt, dasselbe Ergebnis auch nur durch eine Verschwenkung der Auflagen 13a, 13b erreicht werden kann. In diesem Fall hängt die Beschleunigung, die benötigt wird, um das Werkstückteil 12 von den Auflagen 13a, 13b abzuheben, ohne dass dieses an den Auflagen 13a, 13b entlang gleitet, jedoch von dessen Abstand zu den jeweiligen Drehachsen 15a, 15b ab. Je kleiner der Abstand des Werkstückteils 12 von den Drehachsen 15a, 15b, desto größer muss die Beschleunigung bei der Verschwenkung gewählt werden.
- Weiterhin alternativ zum in Zusammenhang mit
Fig. 2c-d beschriebenen Bewegungsablauf kann das Werkstückteil 12 zunächst auf der Oberseite der Auflagen 13a, 13b lagernd mittels einer linearen Bewegung um eine Strecke von z.B. wenigen Millimetern in eine unterhalb der Blechebene befindliche Position bewegt werden, um ein Verhaken des Werkstückteils am (nicht gezeigten) Restwerkstück zu vermeiden. Aus dieser abgesenkten Position heraus kann dann der oben geschilderte Bewegungsablauf durchgeführt werden. Es versteht sich, dass alternativ zum Verschwenken der Auflagen 13a, 13b diese auch auf andere Weise aus der Bewegungsbahn 18 des Werkstückteils 12 bewegt werden können, z.B. in einer linearen Bewegung rechtwinklig zur Schwerkraftrichtung, z.B. indem der Auflagetisch 16 in horizontaler Richtung verschoben wird, wodurch ebenfalls die Durchtrittsöffnung D1 erweitert wird. - Nachfolgend wird anhand der
Fign. 3a ,b, welche jeweils Detailansichten eines Unterteils der Werkzeugmaschine 1 vonFig. 1 zeigen, erläutert, wie der inFign. 2a,b beschriebene Bewegungsablauf bautechnisch realisiert werden kann. Um die Öffnungsbegrenzungen 17a, 17b an die in die inFig. 2b gezeigte Position A1 zu bewegen, steht der Auflagetisch 16 mit einem inFig. 3a gezeigten Spindelantrieb als Bewegungseinheit in Verbindung, welcher einen Elektromotor 19 und eine Gewindespindel 20 aufweist, die sich in Richtung der Öffnungsbewegung (Y-Richtung) erstreckt. Die Gewindespindel 20 und der Elektromotor 19 sind unterhalb der Blechebene zum Auflagetisch 16 in X-Richtung versetzt und benachbart zu diesem angeordnet. Eine am Auflagetisch 16 befestigte Spindelmutter 21 ist in der Gewindespindel 20 geführt und dient der kontinuierlichen Bewegung des Auflagetisches 16 in horizontaler Richtung. - Der Bewegungsweg der Spindelmutter 21 entlang der Y-Richtung wird über eine (in
Fig. 1 gezeigte) Steuerungseinheit 22 der Werkzeugmaschine 1 gesteuert. Die Steuerungseinheit 22 dient daneben zur Steuerung der Bewegung des Werkstücks 2 und des Stanzstempels 3 bzw. des Laserbearbeitungskopfs 4 beim Abarbeiten eines Bearbeitungsprogramms zum Freischneiden der Werkstückteils 12 aus dem Werkstück 2. Die Steuerungseinheit 22 dient auch zur Wegsteuerung des Auflagetisches 16, indem der Stromfluss durch den Elektromotor 19 in Abhängigkeit von der maximalen Abmessung L1, L2 des Werkstückteils 12 gesteuert wird. Durch die Gewindespindel 20 ist die Ausschleusposition A2 entlang der horizontalen Richtung Y kontinuierlich steuerbar. - Aus der in
Fig. 3a gezeigten horizontalen Position werden die Auflagen 13a, 13b nachfolgen in eine inFig. 3b gezeigte, nach unten verschwenkte Position verbracht, um das inFig. 2 gezeigte Werkstückteil 12 auszuschleusen. Hierzu ist eine inFig. 4a,b gezeigte weitere Bewegungseinheit vorgesehen, welche einen weiteren Elektromotor als Antrieb 23 aufweist, der über einen Zahnriemen 24 mit einer in einem überlastsicheren Lager 25 geführten, in vertikaler Richtung verlaufenden Gewindespindel 26 bewegungsgekoppelt ist. Die vertikale Gewindespindel 26 der weiteren Bewegungseinheit weist eine weitere Spindelmutter 27 auf, welche in und entgegen der Schwerkraftrichtung (negativen Z-Richtung) bewegt werden kann. Die Spindelmutter 27 ist an einer Führungsplatte 28 befestigt, welcher ihrerseits in einer Längsplatte 29 in und entgegen der Schwerkraftrichtung linear verschiebbar geführt ist. - Wie in
Fig. 4b gezeigt, weist die Führungsplatte 28 eine in horizontaler Richtung verlaufende Führungsschiene 30 auf, in welcher zwei Verbindungsstücke 31a, 31b linear verschiebbar geführt sind. Die Verbindungsstücke 31a, 31 b greifen an den Auflagen 13a, 13b jeweils exzentrisch zu den Drehachsen 15a, 15b an und sind an diesen drehbar gelagert, während sie entlang der Führungsschiene 30 unverdrehbar geführt sind. Wird die Spindelmutter 27 mittels des Antriebs 23 nach unten bewegt, senkt sich die Führungsplatte 28 ab und die an der Führungsschiene 30 geführten Verbindungsstücke 31a, 31 b werden mitgenommen. Bei dieser Bewegung werden die Verbindungsstücke 31a, 31 b aufgrund der unverdrehbaren Lagerung horizontal entlang der Führungsschiene 30 verschoben. Durch die exzentrisch zu den Drehachsen 15a, 15b angreifenden Verbindungsstücke 31a, 31 b werden bei dieser Bewegung die Auflagen 13a, 13b aus ihrer horizontalen Position nach unten verschwenkt. Die Führungsschiene 30 weist hierbei eine Länge auf, welche es erlaubt, das zweite Verbindungsstück 31b bei der Bewegung der zweiten Öffnungsbegrenzung 17b in horizontaler Richtung in die inFig. 3a,b gezeigte Position mitzunehmen. - Um zusätzlich zur Verschwenkungsbewegung auch die Linearbewegung im ersten Teil des in
Fig. 2c und Fig. 2d gezeigten Bewegungsablaufs zu realisieren, ist es erforderlich, die Drehachsen 15a, 15b in bzw. entgegen der Schwerkraftrichtung zu bewegen. Dies wird erreicht, indem die Verbindungsstücke 31a, 31b weiter nach oben bewegt werden, als dies für die horizontale Ausrichtung der Auflagen 13a, 13b erforderlich wäre. Die Auflagen 13a, 13b werden hierbei gegen einen (nicht gezeigten) Anschlag angedrückt, welcher ein Verschwenken der Auflagen 13a, 13b aus der horizontalen Position nach oben verhindert. Hierbei wird eine Kraft auf die Auflagen 13a, 13b und somit auch auf die Lager der Drehachsen 15a, 15b ausgeübt. - Wie in
Fig. 3a gezeigt, ist die Drehachse 15a an einer in vertikaler, d.h. in Schwerkraftrichtung verlaufenden Stützplatte 32 drehbar gelagert. Die Stützplatte 32 ist an einer weiteren, ebenfalls in Schwerkraftrichtung verlaufenden Platte 33 eines (nicht gezeigten) Querrahmens geführt und unter Aufbringung einer Kraft entgegen der Schwerkraftrichtung mittels einer Anschlageinheit 34 vorspannbar, welche eine (nicht gezeigte) Federeinheit als Stoßdämpfer sowie einen (nicht gezeigten) Hydraulikkolben aufweist. Die Stützplatte 32 und damit das Lager der Drehachse 15a wird durch die von den Verbindungsstücken 31 a, 31 b entgegen der Schwerkraftrichtung aufgebrachte Kraft gegen die in Schwerkraftrichtung wirkende Feder- bzw. hydraulische Kraft nach oben gedrückt, und zwar typischerweise mit einem Hub von ca. 3-5 mm. Die Lagerung der zweiten Auflage 13b an dem Auflagetisch 16 ist entsprechend ausgestaltet. - Werden die Verbindungsstücke 31 a, 31 b in der in
Fig. 4a,b gezeigten Position durch den Antrieb 23 nach unten bewegt, bewegen sich aufgrund der Vorspannung auch die Drehachsen 15a, 15b synchron dazu nach unten, sodass die Auflagen 13a, 13b sich über die Strecke der Vorspannung hinweg in einer Linearbewegung parallel zur Blechebene bewegen. Sobald die Verbindungsstücke 31a, 31b weiter nach unten bewegt werden, schließt sich die oben beschriebene Verschwenkung der Auflagen 13a, 13b unmittelbar an die Linearbewegung an. Die Geschwindigkeit der Verschwenkung ist hierbei derart auf die vorherige Linearbewegung abgestimmt, dass das Werkstückteil nach dem Abheben nicht mehr auf die Auflagen 13a, 13b auftreffen kann. Fig. 3c zeigt die Auflagen 13a, 13b nach dem Abschluss der obigen Bewegung in einer Öffnungsposition, in der sie vollständig verschwenkt wurden und einen Winkel von ca. 80° mit der Blechebene einschließen. - Um ein Werkstückteil nach der in
Fign. 2c-d gezeigten, frei fallenden Bewegung aus dem Arbeitsbereich der Werkzeugmaschine 1 abzuführen, ist an dem ersten Verbindungsstück 31 a eine Rutsche 35 angebracht. Durch die Parallelverschiebung des Verbindungsstücks 31a wird die Rutsche 35 nach unten mitgenommen und ragt in der Öffnungsposition der Auflagen 13a, 13b in die (nicht gezeigte) Bewegungsbahn des Werkstückteils hinein. An die am Verbindungsstück 31 a angebrachte Rutsche 35 schließt in der Öffnungsposition der Auflagen 13a, 13b unmittelbar eine feste Rutsche 36 an. Ein frei fallendes Werkstückteil trifft somit an seiner Abfuhrposition entweder auf die feste Rutsche 36 oder auf die am ersten Verbindungsstück 31a befestigte, im Folgenden als beweglich bezeichnete Rutsche 35 und kann in einer gleitenden Bewegung aus dem Arbeitsbereich der Werkzeugmaschine 1 abgeführt werden. - Die zusätzlich zur festen Rutsche 36 vorgesehene bewegliche Rutsche 35 wird benötigt, um ein in
Fig. 3a gezeigtes Absaugrohr 37 abzudecken, welches in der inFig. 3a gezeigten horizontalen Position der ersten Auflage 13a mit der Absaugöffnung 10 der ersten Auflage 13a in Verbindung steht. Das Absaugrohr 37 ist an der inFig. 3b gezeigten Spindelmutter 27 befestigt und wird bei deren Verschiebung in Schwerkraftrichtung nach unten mitgenommen. Ein Endstück 38 des Absaugrohrs 37 ist an der ersten Auflage 13a angebracht und wird mit dieser verschwenkt, wie in Fig. 3c gezeigt ist. Im Absaugrohr 37 ist an dessen unterem Ende ein (nicht gezeigter) Strahlfänger vorgesehen, um den im Laserbetrieb durch die Absaugöffnung 10 hindurchtretenden Laserstrahl abzufangen. - Bei der in
Fig. 1 gezeigten Werkzeugmaschine 1 kann auf die Bearbeitung des Werkstücks 2 mit dem Laserbearbeitungskopf 3 an der Bearbeitungsposition 11 eine Bearbeitung des Werkstücks 2 an der benachbarten Bearbeitungsposition 9 des Stanzstempels 3 folgen. Hierzu können die Öffnungsbegrenzungen 17a, 17b aus der in Fig. 3c gezeigten Stellung in eine Schließposition bewegt werden, welche inFig. 5 gezeigt ist. In der Schließposition verschließen die Öffnungsbegrenzungen 17a, 17b eine Öffnung in der Werkstückauflage 5 vollständig und die Auflagen 13a, 13b liegen in ihrer nach unten verschwenkten Stellung an ihren Oberseiten aneinander an. Hierdurch werden die Auflagen 13a, 13b vor bei der Bearbeitung des Werkstücks 2 an der Bearbeitungsposition 9 des Stanzstempels 3 entstehenden Spänen etc. geschützt. Ein Teilbereich 16a des Auflagetisches 16, dessen Breite in etwa der Breite 2b der Auflagen 13a, 13b entspricht, deckt hierbei den Bereich vollständig ab, der inFig. 1 von den Auflagen 13a, 13b eingenommen wurde. - Der oben beschriebene Bewegungsablauf kann nicht nur zum Ausschleusen von Werkstückteilen aus dem Bearbeitungsbereich 11 des Laserbearbeitungskopfs 4, sondern auch zum Ausschleusen von Werkstückteilen aus dem Bearbeitungsbereich 9 des Stanzstempels 3 Verwendung finden. Hierbei kann der Stanzstempel 3 zusätzlich als Fixiereinheit für ein Werkstückteil bei der Bewegung der zweiten Öffnungsbegrenzung 17b dienen, indem dieser während der Öffnungsbewegung im Eingriff in einer an der Bearbeitungsposition 9 an der Werkstückauflage 5 angebrachten Gegenmatrize verbleibt und hierbei das auszuschleusende Werkstückteil z.B. mittels einer Eladurfeder gegen die Werkstückauflage 5 andrückt.
- Es versteht sich, dass ein Ausschleusen auf die oben beschriebene Weise auch an anderen Werkzeugmaschinen vorteilhaft durchgeführt werden kann, beispielsweise an Stanz-Biegemaschinen, bei denen die Werkstückteile nach dem Freischneiden noch biegend weiter bearbeitet werden, bevor sie aus der Werkzeugmaschine ausgeschleust werden. Auch in diesem Fall kann durch die variablen Positionen der Öffnungsbegrenzungen in Abhängigkeit von den individuellen Abmessungen des jeweils auszuschleusenden Werkstückteils das Ausschleusen beschleunigt werden und so Standzeiten bei der Bearbeitung reduziert werden.
Claims (14)
- Werkzeugmaschine (1) zum trennenden Bearbeiten von vorzugsweise plattenartigen Werkstücken (12), insbesondere von Blechen, mit einer Werkstückauflage (5) und mit einer an der Werkstückauflage (5) vorgesehenen Ausschleuseinrichtung (17) zum Ausschleusen von als Produkte der trennenden Werkstückbearbeitung erstellten Werkstücktellen (12), wobei die Ausschleuselnrichtung (17) zwei Öffnungsbegrenzungen (17a, 17b) aufweist; welche zur Ausbildung einer Durchtrittsöffnung zum Ausschleusen von Werkstückteilen (12) relative zueinander in horizontaler Richtung (Y) unter gegenseitigem Verschieben zustellbar sind, wobei
die öffnungsbegrenzungen (17a,17b) unter Ausbildung untesrschiedlich weiter Durchtrittsöffnungen (D1, D2) zum Ausschleusen von Werkstückteilen (12) relativ zueinander unter gegenseitigem Verschieben in horizontaler Richtung in unterschiedliche Positionen (A1, A2) zustellbar sind,
dadurch gekennzeichnet, dass
die Öffnungsbegrenzungen (17a, 17b) jeweils eine Auflage (13a, 13b) aufweisen wobei meindestens eine Auflage (13a,13b) zum Erweitem der Durchtrittsöffnung (d1, d2) um eine bevorzugt rechtwinklig zur horizontalen Richtung (Y) verlaufende Drehachse (15a, 15b) nach unten verschwenkbar gelagert ist, wobei die Auflagen (13a, 13b) mit einer Linearbewegung in Schwerkraftrichtung (Z) beschleunigt absenkbar sind, wobei die Linearbewegung bevorzugt über eine Strecke von höchstens 10 mm, insbesondere von höchstens 8 mm erfolgt. - Werkzeugmaschine nach Anspruch 1, gekennzeichnet durch eine Steuerungseinheit (22) zur Steuerung der Position (A1, A2) der Öffnungsbegrenzungen (17a, 17b) in Ahängigkeit von einer maximalen Abmessung (L1, L2) in horizontaler Richtung (Y) des bei der trennenden Werkstückbearbeitung erstellten Werkstückteiles (12).
- Werkzeugmaschine nach Anspruch 1 oder 2, gekennzeichnet durch eine Bewegungseinheit (19, 20) zur weggesteuerten, kontinuierlichen Bewegung mindestens einer der Öffnungsbegrenzungen (17a, 17b) in horizontaler Richtung
- Werkzeugmaschine nach Anspruch 3, dadurch gekennzeichnet, dass die Bewegungseinheit (19, 20) einen Spindelantrieb zur kontinuierlichen Bewegung mindestens einer der Öffnungsbegrenzungen (17b) in horizontaler Richtung (Y) aufweist.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, gekennzeichnet durch eine Messeinrichtung zur Bestimmung der von den Öffnungsbegrenzungen (17a, 17b) in horizontaler Richtung (Y) zurückgelegten Wegstrecke.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass mindestens eine Auflage (13b) an einem in horizontaler Richtung (Y) verschiebbaren Auflagetisch (16) befestigt ist, an welcher die Auflage (13b) drehbar gelagert ist.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass mindestens eine öffnungsbegrenzung (17b) einen in horizontaler Richtung (Y) verschiebbaren Auflagetisch (16) aufweist, der bevorzugt zumindest an einem der Durchtrittsöffnung zugewandten Ende mit einer Linearbewegung in Schwerkraftrichtung (Z) beschleunigt absenkbar ist, wobei die Linearbewegung bevorzugt über eine Strecke von höchstens 10 mm, insbesondere von höchstens 8 mm erfolgt.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Öffnungsbegrenzungen (17a, 17b) relativ zueinander in horizontaler Richtung (Y) in eine Schließposition (A3) bewegbar sind, in der die Öffnungsbegrenzungen (17a, 17b) eine Öffnung in der Werkstückauflage (5) vollständig verschließen und bevorzugt die Auflagen (13a, 13b) im nach unten verschwenkten Zustand mit ihren Oberseiten zumindest teilweise aneinander anliegen.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine der beiden Öffnungsbegrenzungen (17a) in horizontaler Richtung (Y) ortsfest angeordnet ist.
- Werkzeugmaschine nach Anspruch 9, dadurch gekennzeichnet, dass die Werkzeugmaschine eine Fixiereinrichtung (3) zur Lagefixierung des Werkstückteils (12) an der ortsfesten Offnungsbegrenzung (17a) bei der Relativbewegung der Öffnungsbegrenzungen (17a, 17b) In horizontaler Richtung (Y) aufweist.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass in der Durchtrittsöffnung (D1, D2) unterhalb der Öffnungsbegrenzungen (17a. 17b) eine starre Rutsche (36) zum Ausschleusen des Werkstückteils (12) anbeordnet ist.
- Verfaren zum Ausschleusen von an einer Werkzeugmaschine (1) zum trennenden Bearbeiten von vorzugsweise plattenartigen Werkstücken (2), insbesondere von Blechen, als Produkte der trennenden Werkstückbearbeitung erstellten Werkstücktellen (12) mittels einer Ausschleuseinrichtung (17), welche zwei Öffnungsbegrenzungen (17a, 17b) aufweist, die zur Ausbildung einer Durchtrittsöffnung zum Ausschleusen von Werkstücktellen (12) relativ zueinander in horizontaler Richtung (Y) unter gegenseitigem Verschieben zugestellt werden, wobei
die Öffungsbegrenzungen (17a, 17b) unter Ausbildung unterschiedlich weiter Durchtrittsöffnungen (D1, D2) zum Ausschleusen von Werkstückteillen (12) relativ zueinander unter gegenseitigem Verschieben in horizontaler Richtung in unterschiedliche Positionen (A1, A2) zugestellt werden,
dadurch gekennzeichnet, dass
die Öffnungsbegrenzungen (17a, 17b) jeweils eine Auflage (13a, 13b) aufweisen wobei mindestens eine Auflage (13a,13b) zum Erweitern der Durchtrittsöffnung (d1, d2) um eine bevorzugt rechtwinklig zur horizontalen Richtung (Y) verlaufende Drehachse (15a, 15b) nach unten verschwenkt wird, wobei die Auflagen (13a, 13b) mit einer Linearbewegung in Schwerkraftrichtung (Z) beschleunigt absenkbar sind, wobei die Linearbewegung bevorzugt über eine Strecke von höchstens 10 mm, insbesondere von höchstens 8 mm erfolgt. - Verfahren nach Anspruch 12, dadurch gekennzeichnet, dass die Position (A1, A2) der Öffnungsbegrenzungen (17a, 17b) in Abhängigkeit von einer maximalen Abmessung (L1, L2) in horizontaler Richtung (Y) des bei der trennenden Werkstückbearbeitung erstellten Werkstückteiles (12) gesteuert wird.
- Verfahren nach Anspruch 12, oder 13, dadurch gekennzeichnet, dass mindestens eine der Öffnungsbegrenzungen (17a, 17b) in horizontaler Richtung (Y) weggesteuert und kontinuierlich bewegt wird.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200720018546 DE202007018546U1 (de) | 2007-06-30 | 2007-06-30 | Werkzeugmaschine zum trennenden Bearbeiten von Werkstücken |
| AT07012867T ATE517705T1 (de) | 2007-06-30 | 2007-06-30 | Werkzeugmaschine und verfahren zum ausschleusen eines werkstückteils |
| PL07012867T PL2008736T3 (pl) | 2007-06-30 | 2007-06-30 | Obrabiarka i sposób wyrzucania części przedmiotu obrabianego |
| EP20070012867 EP2008736B1 (de) | 2007-06-30 | 2007-06-30 | Werkzeugmaschine und Verfahren zum Ausschleusen eines Werkstückteils |
| CNU2008201139948U CN201346719Y (zh) | 2007-06-30 | 2008-06-30 | 用于分离加工工件的机床 |
| US12/164,386 US8618433B2 (en) | 2007-06-30 | 2008-06-30 | Workpiece part discharge system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20070012867 EP2008736B1 (de) | 2007-06-30 | 2007-06-30 | Werkzeugmaschine und Verfahren zum Ausschleusen eines Werkstückteils |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2008736A1 EP2008736A1 (de) | 2008-12-31 |
| EP2008736B1 true EP2008736B1 (de) | 2011-07-27 |
Family
ID=38694884
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20070012867 Active EP2008736B1 (de) | 2007-06-30 | 2007-06-30 | Werkzeugmaschine und Verfahren zum Ausschleusen eines Werkstückteils |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8618433B2 (de) |
| EP (1) | EP2008736B1 (de) |
| CN (1) | CN201346719Y (de) |
| AT (1) | ATE517705T1 (de) |
| PL (1) | PL2008736T3 (de) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8251471B2 (en) * | 2003-08-18 | 2012-08-28 | Fujifilm Dimatix, Inc. | Individual jet voltage trimming circuitry |
| US7556327B2 (en) * | 2004-11-05 | 2009-07-07 | Fujifilm Dimatix, Inc. | Charge leakage prevention for inkjet printing |
| EP2008735B1 (de) * | 2007-06-30 | 2011-05-04 | TRUMPF Werkzeugmaschinen GmbH + Co. KG | Werkzeugmaschine und Verfahren zum Verbringen eines Werkstückteils aus einer Auflageposition in eine Abfuhrposition |
| EP2359952B1 (de) * | 2010-07-09 | 2012-09-12 | TRUMPF Werkzeugmaschinen GmbH + Co. KG | Vorrichtung und Verfahren zum Ausschleusen von verschiedenen Bearbeitungsprodukten an einer Werkzeugmaschine |
| DE102012207818A1 (de) * | 2012-05-10 | 2013-11-14 | Trumpf Sachsen Gmbh | Verfahren und Vorrichtung zum Trennen von Bearbeitungsprodukten an einer Werkzeugmaschine |
| DE102013226818B4 (de) | 2013-12-20 | 2015-07-30 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Maschine zum trennenden Bearbeiten von plattenförmigen Werkstücken |
| DE102013226821B4 (de) | 2013-12-20 | 2020-09-03 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Maschine zum trennenden Bearbeiten von plattenförmigen Werkstücken, Verfahren zum trennenden Bearbeiten eines Werkstücks und Computerprogrammprodukt |
| DE102013226816A1 (de) | 2013-12-20 | 2015-06-25 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Maschine zum trennenden Bearbeiten von plattenförmigen Werkstücken |
| DE102015204562A1 (de) | 2015-03-13 | 2016-09-15 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Maschine zum trennenden Bearbeiten von plattenförmigen Werkstücken |
| DE102016208872A1 (de) * | 2016-05-23 | 2017-11-23 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Maschine zum trennenden Bearbeiten eines plattenförmigen Werkstücks und Verfahren zum Ausdrücken eines freigetrennten Werkstückteils |
| EP3915707A1 (de) | 2020-05-28 | 2021-12-01 | TRUMPF Werkzeugmaschinen GmbH + Co. KG | Verfahren zur herstellung von werkstückteilen aus einem plattenförmigen werkstück sowie datenbearbeitungsprogramm und bearbeitungsmaschine zu deren herstellung |
| CN117055299A (zh) * | 2021-07-30 | 2023-11-14 | 迪盛(武汉)微电子科技有限公司 | 工作平台的上下料方法 |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2824610A (en) * | 1952-08-23 | 1958-02-25 | Schubert | Mat segregating mechanism and methods |
| US2796128A (en) * | 1954-09-07 | 1957-06-18 | Western Electric Co | Method of detecting a plugged condition of a die |
| US3375744A (en) * | 1966-03-08 | 1968-04-02 | Eastman Kodak Co | Cutting, counting and classifying apparatus |
| US3772948A (en) * | 1970-06-05 | 1973-11-20 | Burton Noonan | Method and apparatus for forming cloth lengths with folded hems |
| CH654777A5 (fr) * | 1983-07-27 | 1986-03-14 | Charmilles Sa Ateliers | Machine pour decouper par electro-erosion. |
| CH660857A5 (fr) * | 1984-10-16 | 1987-05-29 | Charmilles Technologies | Procede pour controler la forme d'une surface usinee par un fil a eroder et dispositif pour sa mise en oeuvre. |
| JPS61295967A (ja) * | 1985-06-21 | 1986-12-26 | Suzuki:Kk | スタツカ装置 |
| JPS6343730A (ja) * | 1986-08-09 | 1988-02-24 | Murata Mach Ltd | 打抜き加工方法および打抜き加工装置 |
| US5088363A (en) * | 1987-08-21 | 1992-02-18 | Aaron U. Jones | Method and apparatus for an automatic sawmill |
| DE3736868A1 (de) * | 1987-10-30 | 1989-05-11 | Benz & Hilgers Gmbh | Stapelvorrichtung an verpackungsmaschinen fuer beutel od. dgl. |
| JPH0297524U (de) * | 1988-08-31 | 1990-08-03 | ||
| JP2970883B2 (ja) * | 1991-04-02 | 1999-11-02 | 株式会社ソディック | ワイヤ放電加工機 |
| JPH05192725A (ja) * | 1992-01-20 | 1993-08-03 | Shiroyama Sangyo Kk | プレス機のワーク取出装置 |
| FR2695057B1 (fr) * | 1992-09-01 | 1994-11-18 | Lectra Systemes Sa | Dispositif d'aspiration pour machine de coupe automatique et procédé de découpe mettant en Óoeuvre ledit dispositif. |
| JP2921727B2 (ja) * | 1994-01-27 | 1999-07-19 | 株式会社アマダ | レーザ加工装置 |
| US5687205A (en) * | 1995-09-15 | 1997-11-11 | General Electric Company | Underwater remote drilling tool and methods |
| JPH10216860A (ja) * | 1997-02-07 | 1998-08-18 | Amada Co Ltd | レーザ・パンチ複合機におけるスクラップ排出装置 |
| DE19739059A1 (de) * | 1997-09-07 | 1999-03-11 | 3R Syst Int Ab | Halteplatte für ein Werkstück |
| DE19981060T1 (de) * | 1998-05-13 | 2000-08-03 | Mitsubishi Electric Corp | Elektrode für eine Entladungsoberflächenbehandlung, Herstellungsverfahren dafür, Entladungsoberflächenbehandlungsverfahren und Vorrichtung dafür |
| JP4004666B2 (ja) * | 1998-10-12 | 2007-11-07 | 株式会社ソディック | ワイヤカット放電加工機 |
| US6339203B1 (en) * | 1998-10-27 | 2002-01-15 | Sodick Co., Ltd. | Spindle system for diesink type electric discharge machine |
| DE19932645C5 (de) * | 1999-07-13 | 2007-01-11 | Agie S.A., Losone | Funkenerosionsmaschine und Modulsatz für den Zusammenbau von Werkzeugmaschinen, insbesondere Funkenerosionsmaschinen |
| JP2002059329A (ja) * | 2000-08-23 | 2002-02-26 | Sankyo Mfg Co Ltd | 工具マガジン |
| EP2018924B1 (de) * | 2000-12-25 | 2013-03-06 | Fanuc Corporation | Steuerung für eine elektrische Drahterodiermaschine |
| JP3968461B2 (ja) * | 2001-10-09 | 2007-08-29 | 株式会社アマダ | ワークシュータ装置及び製品加工・搬出方法 |
| JP3968462B2 (ja) * | 2002-02-20 | 2007-08-29 | 株式会社アマダ | ワークシュータ装置及び製品・スクラップ搬出方法 |
| US6739244B1 (en) * | 2002-03-19 | 2004-05-25 | Prestocraft Co. | Punch and emboss tool with interchangeable dies |
| JP3842279B2 (ja) * | 2002-08-30 | 2006-11-08 | 三菱電機株式会社 | ワイヤ放電加工機 |
| JP2004142027A (ja) * | 2002-10-24 | 2004-05-20 | Fanuc Ltd | ワイヤ放電加工機 |
| JP2004330329A (ja) * | 2003-05-02 | 2004-11-25 | Fanuc Ltd | ワイヤ放電加工機 |
| DE10393400B4 (de) * | 2003-05-20 | 2009-02-26 | Mitsubishi Denki K.K. | Mit elektrischer Entladung arbeitendes Gerät |
| JP2005153128A (ja) * | 2003-11-28 | 2005-06-16 | Fanuc Ltd | ワイヤ放電加工機における手動送り装置 |
| EP1721693B1 (de) * | 2004-01-23 | 2012-03-14 | Mitsubishi Denki K.K. | Elektroerosionsbearbeitungsvorrichtung |
| JP2005211990A (ja) * | 2004-01-27 | 2005-08-11 | Fanuc Ltd | ワイヤカット放電加工装置 |
| US20070011861A1 (en) * | 2004-03-26 | 2007-01-18 | Yasuhisa Kosuge | Cutting method and apparatus and rib electrode for electric discharge machining |
| US6998562B2 (en) * | 2004-06-02 | 2006-02-14 | Fanuc Ltd | Controller for a wire electrical discharge machine |
| JP4008435B2 (ja) * | 2004-06-29 | 2007-11-14 | ファナック株式会社 | ワイヤ放電加工機のワイヤ切断装置 |
| JP4015148B2 (ja) * | 2004-10-28 | 2007-11-28 | ファナック株式会社 | ワイヤ放電加工機の制御装置 |
| JP2006159396A (ja) * | 2004-11-15 | 2006-06-22 | Fanuc Ltd | ワイヤ放電加工機及びワイヤ放電加工方法 |
| TWI277846B (en) * | 2004-12-23 | 2007-04-01 | Ind Tech Res Inst | Method of 3D electric discharge machining and program generating apparatus therefor |
| US6979795B1 (en) * | 2005-03-18 | 2005-12-27 | Sodick Co., Ltd. | Sinker electric discharge machine jump control device |
| JP4072548B2 (ja) * | 2005-09-26 | 2008-04-09 | ファナック株式会社 | ワイヤ放電加工機 |
| US7654183B2 (en) * | 2006-01-23 | 2010-02-02 | Worktools, Inc. | Compact heavy duty hole punch |
| JP4077844B2 (ja) * | 2006-02-14 | 2008-04-23 | ファナック株式会社 | 制動装置を備えた工作機械 |
| JP5026027B2 (ja) * | 2006-08-29 | 2012-09-12 | ヤマザキマザック株式会社 | レーザ加工機の自動工具交換装置 |
| EP2352381A4 (de) * | 2008-11-10 | 2012-04-04 | Ross Ind Inc | Vorrichtung und verfahren für effizientes schmierfreies aufschneiden von fleisch, geflügel und ähnlichen lebensmitteln |
| EP2566670B1 (de) * | 2010-05-01 | 2016-07-06 | Formax, Inc. | Hochgeschwindigkeits-schneidemaschine |
-
2007
- 2007-06-30 PL PL07012867T patent/PL2008736T3/pl unknown
- 2007-06-30 AT AT07012867T patent/ATE517705T1/de active
- 2007-06-30 EP EP20070012867 patent/EP2008736B1/de active Active
-
2008
- 2008-06-30 US US12/164,386 patent/US8618433B2/en active Active
- 2008-06-30 CN CNU2008201139948U patent/CN201346719Y/zh not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ATE517705T1 (de) | 2011-08-15 |
| EP2008736A1 (de) | 2008-12-31 |
| CN201346719Y (zh) | 2009-11-18 |
| US20090010731A1 (en) | 2009-01-08 |
| PL2008736T3 (pl) | 2011-11-30 |
| US8618433B2 (en) | 2013-12-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2008736B1 (de) | Werkzeugmaschine und Verfahren zum Ausschleusen eines Werkstückteils | |
| EP2008735B1 (de) | Werkzeugmaschine und Verfahren zum Verbringen eines Werkstückteils aus einer Auflageposition in eine Abfuhrposition | |
| EP2022601B1 (de) | Laserbearbeitungsmaschine zum Bearbeiten von Werkstücken sowie maschinelles Verfahren zum Bearbeiten von Werkstücken mittels eines Laserstrahls | |
| WO2017202767A1 (de) | Maschine zum trennenden bearbeiten eines plattenförmigen werkstücks und verfahren zum ausdrücken eines freigetrennten werkstückteils | |
| DE1777355B2 (de) | Transporteinrichtung zum Transportieren von Werkstücken zwischen zwei Pressen | |
| EP3515626B1 (de) | Werkzeugmaschine und verfahren zum bearbeiten von plattenförmigen werkstücken | |
| EP3219429B1 (de) | Werkzeugmaschine mit einer stanzvorrichtung und einer laserbearbeitungsvorrichtung sowie verfahren zum bearbeiten von werkstücken mittels einer derartigen werkzeugmaschine | |
| WO2015048836A1 (de) | Biegepresse und biegeverfahren | |
| WO2018055190A1 (de) | Verfahren; werkzeugmaschine und schlitzwerkzeug zum mehrhubig fortschreitenden schlitzen von plattenförmigen werkstücken | |
| WO2018055184A1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken | |
| EP3515621A1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zur bearbeitung von plattenförmigen werkstücken | |
| DE3539852A1 (de) | Mechanische schweisspresse | |
| EP3515617B1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken | |
| EP3515622B1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zum schneiden und/oder umformen von plattenförmigen werkstücken | |
| DE102016120139B4 (de) | Verfahren, Werkzeugmaschine und Schlitzwerkzeug zum mehrhubig fortschreitenden Schlitzen von plattenförmigen Werkstücken | |
| EP0585576B1 (de) | Lochstanze | |
| DE102016119435A1 (de) | Werkzeug und Werkzeugmaschine sowie Verfahren zum Bearbeiten von plattenförmigen Werkstücken | |
| DE102016119464B4 (de) | Werkzeug und Werkzeugmaschine sowie Verfahren zur Bearbeitung von plattenförmigen Werkstücken | |
| DE102016120151A1 (de) | Verfahren und Werkzeugmaschine zum Bearbeiten von plattenförmigen Werkstücken, insbesondere von Blechen | |
| DE202007018546U1 (de) | Werkzeugmaschine zum trennenden Bearbeiten von Werkstücken | |
| DE102016119457A1 (de) | Werkzeug und Werkzeugmaschine sowie Verfahren zur Bearbeitung von plattenförmigen Werkstücken | |
| WO2018055178A1 (de) | Verfahren und werkzeugmaschine zum bearbeiten von plattenförmigen werkstücken, insbesondere von blechen | |
| EP3025803B1 (de) | Antriebsvorrichtung für eine Werkzeugmaschine sowie Werkzeugmaschine mit einer derartigen Antriebsvorrichtung | |
| DE202007018547U1 (de) | Laserbearbeitungsmaschine zum Bearbeiten von Werkstücken sowie maschinelles Verfahren zum Bearbeiten von Werkstücken mittels eines Laserstrahls | |
| EP2726227B1 (de) | Biegepresse mit einer falzvorrichtung und verfahren zur durchführung einer falzung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20081222 |
|
| 17Q | First examination report despatched |
Effective date: 20090210 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007007760 Country of ref document: DE Effective date: 20110915 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110727 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111127 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111128 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111028 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 |
|
| 26N | No opposition filed |
Effective date: 20120502 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007007760 Country of ref document: DE Effective date: 20120502 |
|
| BERE | Be: lapsed |
Owner name: TRUMPF WERKZEUGMASCHINEN G.M.B.H. + CO. KG Effective date: 20120630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111107 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111027 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20210622 Year of fee payment: 15 Ref country code: IT Payment date: 20210625 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20210618 Year of fee payment: 15 Ref country code: AT Payment date: 20210621 Year of fee payment: 15 Ref country code: PL Payment date: 20210524 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20210630 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 517705 Country of ref document: AT Kind code of ref document: T Effective date: 20220630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20230620 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 |