WO2018055184A1 - Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken - Google Patents
Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken Download PDFInfo
- Publication number
- WO2018055184A1 WO2018055184A1 PCT/EP2017/074299 EP2017074299W WO2018055184A1 WO 2018055184 A1 WO2018055184 A1 WO 2018055184A1 EP 2017074299 W EP2017074299 W EP 2017074299W WO 2018055184 A1 WO2018055184 A1 WO 2018055184A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tool
- axis
- along
- lifting
- workpiece
- Prior art date
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/34—Perforating tools; Die holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/08—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/12—Punching using rotatable carriers
- B21D28/125—Punching using rotatable carriers with multi-tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/001—Shaping combined with punching, e.g. stamping and perforating
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Punching Or Piercing (AREA)
- Milling Processes (AREA)
Abstract
Die Erfindung betrifft ein Werkzeug und eine Werkzeugmaschine sowie ein Verfahren zum Bearbeiten von plattenförmigen Werkstücken (10), insbesondere von Blechen, mit einem Oberwerkzeug (11) und mit einem Unterwerkzeug (9), die zur Bearbeitung eines dazwischen angeordneten Werkstücks (10) aufeinander zu bewegbar sind, wobei das Oberwerkzeug (11) einen Einspannschaft (34) und einen Grundkörper (33) aufweist, die eine gemeinsame Positionsachse (35) umfassen, und ein Bearbeitungswerkzeug (37) umfasst, welches dem Einspannschaft (34) gegenüberliegend an dem Grundkörper (33) angeordnet ist und wobei das Unterwerkzeug (9) einen Grundkörper (41) aufweist, welcher eine Auflagefläche (47) für das Werkstück (10) und eine innerhalb der Auflagefläche (47) liegende Öffnung (46) umfasst, wobei ein das Bearbeitungswerkzeug (37) aufnehmender Werkzeugkörper (39) eine Längsachse (40) aufweist, die gegenüber der Positionierachse (35) des Oberwerkzeugs (11) geneigt ist.
Description
Werkzeug und Werkzeugmaschine sowie Verfahren zum
Bearbeiten von plattenförmigen Werkstücken
Bearbeiten von plattenförmigen Werkstücken
Die Erfindung betrifft ein Werkzeug und eine Werkzeugmaschine sowie ein Verfahren zum Bearbeiten von plattenförmigen Werkstücken, vorzugsweise von Blechen.
Eine derartige Werkzeugmaschine ist aus der EP 2 527 058 B1 bekannt. Diese Druckschrift offenbart eine Werkzeugmaschine in Form einer Presse zum Bearbeiten von Werkstücken, wobei ein Oberwerkzeug an einer Hubvorrichtung vorgesehen ist, welche gegenüber einem zu bearbeitenden Werkstück entlang einer Hubachse in Richtung auf das Werkstück und in der Gegenrichtung verfahrbar ist. In der Hubachse und dem Oberwerkzeug gegenüberliegend ist ein Unterwerkzeug vorgesehen, welches zu einer Unterseite positioniert ist. Eine Hubantriebsvorrichtung für eine Hubbewegung des Oberwerkzeugs wird durch ein Keilgetriebe angesteuert. Die Hubantriebsvorrichtung mit dem daran angeordneten Oberwerkzeug ist längs einer Positionierachse mit einem motorischen Antrieb verfahrbar. Das Unterwerkzeug wird dabei synchron mit einem motorischen Antrieb zum Oberwerkzeug verfahren.
Aus der DE 10 2006 049 044 A1 ist ein Werkzeug zum Bearbeiten von plattenförmigen Werkstücken bekannt, welches beispielsweise in einer Werkzeugmaschine gemäß der EP 2 527 058 B1 einsetzbar ist. Dieses Werkzeug zum Schneiden und/oder Umformen von plattenförmigen Werkstücken umfasst einen Stanzstempel und eine Stanzmatrize. Zur Bearbeitung eines zwischen dem Stanzstempel und der Stanzmatrize angeordneten Werkstücks werden diese in einer Hubrichtung aufeinander zu bewegt. An dem Stanzstempel ist ein Schneidwerkzeug mit einer Schneidkante angeordnet, und an der Stanzmatrize sind zumindest zwei Gegenschneidkanten vorgesehen. Der Stanzstempel und die Stanzmatrize sind relativ zueinander um eine gemeinsame Positionierachse drehbar. Dabei sind die Gegenschneidkanten derart zur gemeinsamen Positionierachse ausgerichtet, dass durch eine Drehbewegung des Schneidwerkzeuges des Stanzstempels die Schneidkante des Schneidwerkzeugs zu den Gegenschneidkanten positionierbar ist. Die Gegenschneidkanten entsprechen im Abstand zur Positionierachse dem Abstand der Schneidkante zur gemeinsamen Positionierachse.
Aus der EP 2 177 289 B1 ist des Weiteren ein Werkzeug zum Schneiden und/oder Umformen von plattenförmigen Werkstücken bekannt. Dieses Werkzeug umfasst einen Stanzstempel und eine Stanzmatrize, die wiederum zueinander in einer gemeinsamen Positionierachse ausgerichtet sind. Der Stanzstempel ist um diese Positionierachse drehbar gelagert, so dass zumindest eine Schneidkante eines Schneidwerkzeuges am Stanzstempel zur zumindest einen Gegenschneidkante an der Stanzmatrize ausrichtbar ist. Die Stanzmatrize umfasst in einer Auflagefläche für ein Werkstück eine Öffnung, durch welche abgetrennte Werkstückteile ausgeschleust werden können. Benachbart zur Öffnung ist eine weitere Gegenschneidkante vorgesehen, welche denselben Abstand zur Positionierachse wie die weitere Gegenschneidkante in der Öffnung aufweist. An der außerhalb der Öffnung liegenden Gegenschneidkante der Stanzmatrize ist eine Ausschleusfläche des Bleches vorgesehen. Auch bei diesem Werkzeug entspricht der Abstand der Gegenschneidkanten zur Positionierachse dem Abstand der Schneidkante am Schneidwerkzeug des Stanzstempels zur Positionierachse.
Aus der WO O2/043 892 A2 ist ein Werkzeug zum Schneiden von plattenförmigen Werkstücken mit einem Ober- und Unterwerkzeug bekannt. Das Oberwerkzeug umfasst einen Einspannschaft und einen Grundkörper, die in einer gemeinsamen Positionsachse liegen. An dem Grundkörper ist ein Bearbeitungswerkzeug vorgesehen, welches dem Einspannschaft gegenüberliegt. Das Unterwerkzeug umfasst einen Grundkörper mit einer Auflagefläche für das Werkstück und eine innerhalb der Auflagefläche liegende Öffnung. Eine Schneidkante des Bearbeitungswerkzeugs ist gegenüber einer Ebene des Werkstücks geneigt ausgerichtet, um Längsschlitze einzubringen.
Der Erfindung liegt die Aufgabe zugrunde, ein Werkzeug sowie eine Werkzeugmaschine als auch ein Verfahren zum Schneiden und/oder Umformen von plattenförmigen Werkstücken vorzuschlagen, durch welche die Flexibilität in der Bearbeitung von Werkstücken erhöht ist.
Diese Aufgabe wird durch ein Werkzeug zum Schneiden und/oder Umformen von plattenförmigen Werkstücken, insbesondere von Blechen, mit den Merkmalen des Anspruchs 1 gelöst.
Das Werkzeug zum Bearbeiten von plattenförmigen Werkstücken weist ein auf das Werkstück einwirkendes Bearbeitungswerkzeug auf, bei dem ein das Bearbeitungswerkzeug aufnehmender Werkzeugkörper eine Längsachse aufweist, die gegenüber der Werkzeugdrehachse beziehungsweise der Positionierachse des Oberwerkzeuges geneigt ist. Dieses Bearbeitungswerkzeug ist bevorzugt an dem Oberwerkzeug vorgesehen. Durch die Ansteuerung einer Hubbewegung des Oberwerkzeuges, welche durch eine Überlagerung einer Verfahrbewegung in Y-Richtung und in Z-Richtung ansteuerbar ist, kann eine gegenüber einer vertikalen Hubbewegung abweichende, insbesondere geneigte, Hubbewegung durchgeführt werden. Durch eine solche schräg verlaufende Hubbewegung wird ermöglicht, dass an einem Werkstück oder einer Werkstückkante schräge Schnitte gebildet werden können. Dies ermöglicht beispielsweise die Herstellung von schrägen Teilekanten. Ebenso kann eine Schweißkantenvorbereitung an Werkstücken vorgesehen sein. Darüber hinaus ist ermöglicht, dass bei Abkantungen bzw. Aufkantungen, welche gegenüber einer Werkstückebene erhaben sind, eine Bearbeitung, insbesondere ein Stanzhub, durchgeführt werden kann. An einer solchen Abkantung kann eine rechtwinklige Teilekante oder auch eine schräge Teilekante eingebracht werden. Darüber hinaus können durch einen gegenüber der Positionsachse geneigten Werkzeugkörper weitere Bearbeitungen wie beispielsweise Biegen, Gravieren oder Umformen ermöglicht sein.
Durch die Neigung der Längsachse des Werkzeugkörpers kann die Ausrichtung für eine Schnittfläche an dem Werkstück bestimmt sein. Bevorzugt kann auch eine Hubbewegung des Oberwerkzeuges auf das Unterwerkzeug derart angesteuert werden, dass diese längs der Längsachse des Werkzeugkörpers verläuft.
Bevorzugt ist vorgesehen, dass die Längsachse des Bearbeitungswerkzeuges gegenüber der Positionierachse in einem Winkel von bis zu 90° geneigt ist. Dies ermöglicht beispielsweise, dass bei einem auf einer Werkstückauflagefläche aufliegenden Werkstück auch eine Bearbeitung der Stirnfläche oder Stirnseite des Werkstückes ermöglicht ist, welche beispielsweise senkrecht zu einer Auflagefläche des Werkstücks ausgerichtet sein kann.
Gemäß einer ersten Ausführungsform des Bearbeitungswerkzeugs ist vorgesehen, dass dies als Schneidwerkzeug ausgebildet ist und am freien Ende des Werkzeugkörpers zumindest eine Schneidkante aufweist. Durch die Kontur einer solchen Schneidkante und korrespondierend mit einer Gegenschneidkante an der Stanzmatrize können verschiedene Schnittkonturen oder Bearbeitungen durchgeführt werden.
Bevorzugt ist an dem Werkzeugkörper eine Stempelfläche vorgesehen, welche vorzugsweise rechtwinklig zur Längsachse des Werkzeugkörpers ausgerichtet ist, wobei zumindest eine Schneidkante an der Stempelfläche vorgesehen ist. Vorteilhafterweise kann die gesamte Stempelfläche von einer umlaufenden Schneidkante begrenzt sein. Beispielsweise kann mittels eines solchen Werkzeugkörpers, der an einer Stempelfläche eine obenliegende und untenliegende Schneidkante sowie seitliche Schneidkanten aufweist, welche die oben und unten liegende Schneidkante verbindet, sowohl eine untere als auch eine obere Fase an dem Werkstück in einfacher Weise eingebracht werden. Des Weiteren ist bevorzugt vorgesehen, dass eine Gegenschneidkante der Stanzmatrize in der Auflagefläche des Grundkörpers des Unterwerkzeuges liegt. Sofern ein Oberwerkzeug mit einem geneigten Werkzeuggrundkörper auf die Stanzmatrize zu bewegt wird, kann bei dem auf der Stanzmatrize aufliegenden Werkstück eine schräge Schnittkante erzeugt werden.
Alternativ kann vorgesehen sein, dass eine an der Gegenschneidkante angrenzende Abstützfläche gegenüber der Auflagefläche am Grundkörper des Unterwerkzeugs geneigt und vorzugsweise gegenüber dieser in Richtung auf das Oberwerkzeug hervorsteht. Die Neigung der Abstützfläche entspricht vorteilhafterweise der Neigung der Stempelfläche. Bei einer Hubbewegung, welche senkrecht zur Abstützfläche ausgerichtet ist, kann bei einem aufgekanteten Werkstückteil eine rechtwinklige Teilekante hergestellt werden.
Des Weiteren ist bevorzugt vorgesehen, dass an die Gegenschneidkante angrenzend eine Abstanzfläche vorgesehen ist, welche geneigt oder parallel zur Längsachse des Werkzeuggrundkörpers ausgebildet ist. Dabei kann eine Abstützung des Werkzeugkörpers während der Hubbewegung ermöglicht sein. Bevorzugt ist die Abstanzfläche gegenüber der Längsachse des Werkzeugkörpers geneigt, so dass sich die Abstanzfläche mit zunehmendem Arbeitshub des Werkzeugkörpers von diesem entfernt.
Eine weitere Ausführungsform des Werkzeugs sieht vor, dass eine Gegenmatrize vorgesehen ist, welche zur Abstanzfläche beabstandet ist. Dabei ist vorgesehen, dass der Abstand auf die Dicke oder Größe des Werkzeugkörpers angepasst ist, der während einer Hubbewegung zwischen der Abstanzfläche und der Gegenmatrize geführt ist. Durch eine solche Gegenmatrize kann ein ungewünschtes Abheben des Werkstückes von der Auflagefläche der Stanzmatrize verhindert sein.
Die an die Gegenschneidkante angrenzende Abstützfläche der Stanzmatrize ist bevorzugt im Winkel an eine Aufkantung am zu bearbeitenden Werkstück angepasst. Dadurch kann während einer Bearbeitung der Abkantung der zuvor eingebrachte Winkel der Abkantung aufrechterhalten bleiben.
Nach einer alternativen Ausgestaltung des Werkstücks ist vorgesehen, dass dieses als Signier- oder Gravierwerkzeug ausgebildet ist. Durch die geneigte Ausrichtung des Signier- oder Gravierwerkzeuges kann das Einbringen einer Kennzeichnung auf einer Abkantung oder an einer Stirnseite des Werkstücks vorgesehen sein.
Des Weiteren ist alternativ vorgesehen, dass das Werkzeug ein Biege- und/oder Umformwerkzeug ist. Dadurch können verschiedene Konturen in das Werkstück eingebracht werden.
Eine weitere Alternative des Werkzeuges sieht vor, dass dieses als Prägewerkzeug ausgebildet ist.
Die der Erfindung zugrundeliegende Aufgabe wird des Weiteren durch eine Werkzeugmaschine zum Bearbeiten von plattenförmigen Werkstücken gelöst, bei welcher die Verfahrbewegung des Oberwerkzeuges entlang der oberen Positionierachse und die Verfahrbewegung des Unterwerkzeugs entlang der unteren Positionierachse jeweils unabhängig voneinander ansteuerbar sind und zum Bearbeiten von Werkstücken ein Werkzeugkörper vorgesehen ist, bei welchem ein Bearbeitungswerkzeug gegenüber der Positionsachse des Oberwerkzeugs geneigt ist. Durch die Werkzeugmaschine kann eine Hubbewegung des Oberwerkzeuges und/oder des Unterwerkzeuges angesteuert werden, die außerhalb der Z-Achse liegt und durch eine Bewegung entlang der Y-Achse überlagert sein kann. Dadurch wird die Flexibilität sowohl in der Bearbeitung als auch im Einsatz von Werkzeugen erhöht.
Die der Erfindung zugrundeliegende Aufgabe wird des Weiteren durch Verfahren zum Bearbeiten von plattenförmigen Werkstücken gelöst, bei welchem ein Werkzeug eingesetzt wird, welches einen gegenüber der Positionierachse des Werkzeugs geneigt ausgerichtetes Bearbeitungswerkzeug aufweist und bei welchem das Oberwerkzeug und/oder das Unterwerkzeug mit einer außerhalb der Hubachse liegenden Hubbewegung angesteuert wird. Dadurch kann die Vielfalt in der Bearbeitung von Werkstücken erhöht sein.
Bevorzugt ist vorgesehen, dass eine Hubbewegung des Oberwerkzeuges und/oder des Unterwerkzeuges angesteuert wird, welche gegenüber einer Hubachse eine geneigte lineare Hubbewegung aufweist. Beispielsweise kann diese geneigte lineare Hubbewegung entlang einer Längsachse des Werkzeugkörpers am Bearbeitungswerkzeug ausgerichtet sein. Alternativ kann vorgesehen sein, dass eine gegenüber der Hubachse, insbesondere Z-Achse, kurvenförmige oder bogenförmige Hubbewegung angesteuert wird. Durch die entsprechenden Parameter zum Verfahren des Oberwerkzeuges zum Unterwerkzeug können nicht nur Schnitte oder Abscherungen, sondern auch Abrundungen oder Umformungen mit gerundeten oder gebogenen Konturen erzielt werden.
Eine weitere Ausführungsform zur Bearbeitung von Werkstücken sieht bevorzugt vor, dass das Oberwerkzeug durch eine Hubbewegung entlang der Hubachse auf das Unterwerkzeug und anschließend entlang einer oberen Positionierachse verfahren wird, wobei während der Hubbewegung und der darauf folgenden Verfahrbewegung entlang der Positionierachse das Unterwerkzeug ruhend positioniert wird. Dadurch kann beispielsweise eine Schwenk-Biege-Bearbeitung an einer freigeschnittenen Lasche im Werkstück durchgeführt werden. Auch kann dadurch eine Abkantung erzeugt werden. In Abhängigkeit der Verfahrstrecke entlang der Hubachse und entlang der Positionierachse kann der Schwenkwinkel der Abkantung eingestellt werden. Sofern beispielsweise durch eine Hubbewegung des Oberwerkzeugs zum Unterwerkzeug eine Abkantung um 90° erzielt wurde, kann durch eine darauffolgende Verfahrbewegung entlang der oberen Positionierachse eine weitere Schwenkbewegung der Abkantung eingeleitet werden, so dass die Lasche oder Abkantung gegenüber einer Werkstückebene um mehr als 90° gebogen werden kann.
Des Weiteren ist bevorzugt vorgesehen, dass das Oberwerkzeug und/oder Unterwerkzeug durch eine Drehbewegung um deren Positionsachse und/oder durch eine Verfahrbewegung entlang der jeweiligen Positionierachse angesteuert werden, um das Ober- und Unterwerkzeug zu einem Schnittspalt im Werkzeug oder zur Einstellung einer Schnittspaltbreite zwischen der Schneidkante des Stanzstempels und einer Gegenschneidkante der Stanzmatrize oder zum Abtrennen einer Restverbindung eingestellt werden.
Die Erfindung sowie weitere vorteilhafte Ausführungsformen und Weiterbildungen derselben werden im Folgenden anhand der in den Zeichnungen dargestellten Beispiele näher beschrieben und erläutert. Die der Beschreibung und den Zeichnungen zu entnehmenden Merkmale können einzeln für sich oder zu mehreren in beliebiger Kombination erfindungsgemäß angewandt werden. Es zeigen:
Figur 1 eine perspektivische Ansicht der erfindungsgemäßen Werkzeugmaschine,
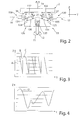
Figur 2 eine schematisierte Darstellung des grundsätzlichen Aufbaus einer Hubantriebsvorrichtung und eines motorischen Antriebes gemäß Figur 1,
Figur 3 ein schematisches Diagramm einer überlagerten Hubbewegung in Y- und Z-Richtung des Stößels gemäß Figur 1,
Figur 4 ein schematisches Diagramm einer weiteren überlagerten Hubbewegung in Y- und Z-Richtung des Stößels gemäß Figur 1,
Figur 5 eine schematische Ansicht von oben auf die Werkzeugmaschine gemäß Figur 1 mit Werkstückauflageflächen,
Figur 6 eine schematische Seitenansicht einer ersten Ausführungsform eines Werkzeugs für einen schrägen Stanzhub,
Figur 7 eine perspektivische Ansicht des Werkzeugs gemäß Figur 6,
Figur 8 eine schematische Seitenansicht einer alternativen Ausführungsform des Werkzeugs zu Figur 6,
Figur 9 eine perspektivische Ansicht des Werkzeugs gemäß Figur 8,
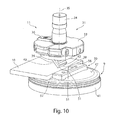
Figur 10 eine schematische Seitenansicht einer weiteren alternativen Ausführungsform des Werkzeugs zu Figur 6,
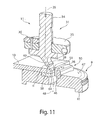
Figur 11 eine perspektivische Ansicht des Werkzeugs gemäß Figur 10 in einer Arbeitsposition,
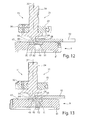
Figur 12 eine perspektivische Ansicht einer weiteren alternativen Ausführungsform des Werkzeugs zu Figur 6,
Figur 13 eine weitere perspektivische Ansicht der Ausführungsform des Werkzeugs in Figur 12,
Figur 14 eine schematische Seitenansicht einer weiteren alternativen Ausführungsform eines Werkzeugs,
Figur 15 eine perspektivische Ansicht einer alternativen Ausführungsform des Werkzeugs zu Figur 8,
Figur 16 eine perspektivische Ansicht eines Werkzeugs zum Prägen des Werkstücks,
Figur 17 eine perspektivische Ansicht eines Werkzeugs zum Umformen des Werkstücks,
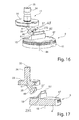
Figur 18 eine perspektivische Ansicht des Werkzeuges zum Schwenk-Biegen des Werkstücks,
Figuren 19 - 22 schematische Seitenansicht zur Darstellung einer Schwenk-Biege-Bearbeitung an einem Werkstück und
Figur 23 eine schematische Schnittansicht einer weiteren alternativen Ausführungsform des Werkzeuges zum Biegen des Werkstücks.
In Figur 1 ist eine Werkzeugmaschine 1 dargestellt, welche als Stanzpresse ausgebildet ist. Diese Werkzeugmaschine 1 umfasst eine Tragstruktur mit einem geschlossenen Maschinenrahmen 2. Dieser umfasst zwei horizontale Rahmenschenkel 3, 4 sowie zwei vertikale Rahmenschenkel 5 und 6. Der Maschinenrahmen 2 umschließt einen Rahmeninnenraum 7, der den Arbeitsbereich der Werkzeugmaschine 1 mit einem Oberwerkzeug 11 und einem Unterwerkzeug 9 bildet.
Die Werkzeugmaschine 1 dient zur Bearbeitung von plattenförmigen Werkstücken 10, welche der Einfachheit halber in Figur 1 nicht dargestellt sind und können zu Bearbeitungszwecken im Rahmeninnenraum 7 angeordnet werden. Ein zu bearbeitendes Werkstück 10 wird auf eine im Rahmeninnenraum 7 vorgesehene Werkstückabstützung 8 abgelegt. In einer Aussparung der Werkstückabstützung 8 ist am unteren horizontalen Rahmenschenkel 4 des Maschinenrahmens 2 das Unterwerkzeug 9 beispielsweise in Form einer Stanzmatrize gelagert. Diese Stanzmatrize kann mit einer Matrizenöffnung versehen sein. Bei einer Stanzbearbeitung taucht in die Matrizenöffnung des als Stanzmatrize ausgebildeten Unterwerkzeuges das als Stanzstempel ausgebildete Oberwerkzeug 11 ein.
Das Oberwerkzeug 11 und Unterwerkzeug 9 kann anstelle von einem Stanzstempel und einer Stanzmatrize auch als ein Biegestempel sowie eine Biegematrize zum Umformen von Werkstücken 10 eingesetzt werden.
Das Oberwerkzeug 11 ist in einer Werkzeugaufnahme an einem unteren Ende eines Stößels 12 fixiert. Der Stößel 12 ist Teil einer Hubantriebsvorrichtung 13, mittels derer das Oberwerkzeug 11 in eine Hubrichtung entlang einer Hubachse 14 bewegt werden kann. Die Hubachse 14 verläuft in Richtung der Z-Achse des Koordinatensystems einer in Figur 1 angedeuteten numerischen Steuerung 15 der Werkzeugmaschine 1. Senkrecht zur Hubachse 14 kann die Hubantriebsvorrichtung 13 längs einer Positionierachse 16 in Richtung des Doppelpfeils bewegt werden. Die Positionierachse 16 verläuft in Richtung der Y-Richtung des Koordinatensystems der numerischen Steuerung 15. Die das Oberwerkzeug 11 aufnehmende Hubantriebsvorrichtung 13 wird mittels eines motorischen Antriebs 17 längs der Positionierachse 16 verfahren.
Die Bewegung des Stößels 12 entlang der Hubachse 14 und die Positionierung der Hubantriebsvorrichtung 13 entlang der Positionierachse 16 erfolgen mittels eines motorischen Antriebes 17 in Form einer Antriebsanordnung 17, insbesondere Spindelantriebsanordnung, mit einer in Richtung der Positionierachse 16 verlaufenden und mit dem Maschinenrahmen 2 fest verbundenen Antriebsspindel 18. Geführt wird die Hubantriebsvorrichtung 13 bei Bewegungen längs der Positionierachse 16 an drei Führungsschienen 19 des oberen Rahmenschenkels 3, von denen in Figur 1 zwei Führungsschienen 19 zu erkennen sind. Die eine übrige Führungsschiene 19 verläuft parallel zur sichtbaren Führungsschiene 19 und ist von dieser in Richtung X-Achse des Koordinatensystems der numerischen Steuerung 15 beabstandet. Auf den Führungsschienen 19 laufen Führungsschuhe 20 der Hubantriebsvorrichtung 13. Der gegenseitige Eingriff der Führungsschiene 19 und der Führungsschuhe 20 ist dergestalt, dass diese Verbindung zwischen den Führungsschienen 19 und den Führungsschuhen 20 auch eine in vertikaler Richtung wirkende Last aufnehmen kann. Dementsprechend ist die Hubvorrichtung 13 über die Führungsschuhe 20 und die Führungsschienen 19 am Maschinenrahmen 2 aufgehängt. Ein weiterer Bestandteil der Hubantriebsvorrichtung 13 ist ein Keilgetriebe 21, durch welches eine Lage des Oberwerkzeuges 11 relativ zum Unterwerkzeug 9 einstellbar ist.
Das Unterwerkzeug 9 ist entlang einer unteren Positionierachse 25 verfahrbar aufgenommen. Diese untere Positionierachse 25 verläuft in Richtung der Y-Achse des Koordinatensystems der numerischen Steuerung 15. Vorzugsweise ist die untere Positionierachse 25 parallel zur oberen Positionierachse 16 ausgerichtet. Das Unterwerkzeug 9 kann unmittelbar an der unteren Positionierachse 16 mit einer motorischen Antriebsanordnung 26 entlang der Positionierachse 25 verfahren werden. Alternativ oder ergänzend kann das Unterwerkzeug 9 auch an einer Hubantriebsvorrichtung 27 vorgesehen sein, welche entlang der unteren Positionierachse 25 mittels der motorischen Antriebsanordnung 26 verfahrbar ist. Diese Antriebsanordnung 26 ist bevorzugt als Spindelantriebsanordnung ausgebildet. Die untere Hubantriebsvorrichtung 27 kann im Aufbau der oberen Hubantriebsvorrichtung 13 entsprechen. Ebenfalls kann die motorische Antriebsanordnung 26 der motorischen Antriebsanordnung 17 entsprechen.
Die untere Hubantriebsvorrichtung 27 ist ebenfalls an einem unteren horizontalen Rahmenschenkel 4 zugeordneten Führungsschienen 19 verschiebbar gelagert. Auf den Führungsschienen 19 laufen Führungsschuhe 20 der Hubantriebsvorrichtung 27, so dass die Verbindung zwischen den Führungsschienen 19 und Führungsschuhen 20 am Unterwerkzeug 9 auch eine in vertikaler Richtung wirkende Last aufnehmen kann. Dementsprechend ist auch die Hubantriebsvorrichtung 27 über die Führungsschuhe 20 und die Führungsschienen 19 am Maschinenrahmen 2 und beabstandet zu den Führungsschienen 19 und Führungsschuhen 20 der oberen Hubantriebsvorrichtung 13 aufgehängt. Auch die Hubantriebsvorrichtung 27 kann ein Keilgetriebe 21 umfassen, durch welches die Lage beziehungsweise Höhe des Unterwerkzeuges 9 entlang der Z-Achse einstellbar ist.
Durch die numerische Steuerung 15 können sowohl die motorischen Antriebe 17 für eine Verfahrbewegung des Oberwerkzeuges 11 entlang der oberen Positionierachse 16, als auch der oder die motorischen Antriebe 26 für eine Verfahrbewegung des Unterwerkzeuges 9 entlang der unteren Positionierachse 25 unabhängig voneinander angesteuert werden. Somit ist das Ober- und Unterwerkzeug 11, 9 synchron in Richtung der Y-Achse des Koordinatensystems verfahrbar. Ebenso kann eine unabhängige Verfahrbewegung des Ober- und Unterwerkzeuges 11, 9 auch in verschiedene Richtungen angesteuert werden. Diese unabhängige Verfahrbewegung des Ober- und Unterwerkzeuges 11, 9 kann zeitgleich angesteuert werden. Durch die Entkopplung der Verfahrbewegung zwischen dem Oberwerkzeug 11 und dem Unterwerkzeug 9 kann eine erhöhte Flexibilität in der Bearbeitung von Werkstücken 10 erzielt werden. Auch kann das Ober- und Unterwerkzeug 11, 9 zur Bearbeitung der Werkstücke 10 in vielfältiger Weise ausgebildet sein.
Ein Bestandteil der Hubantriebsvorrichtung 13 ist das Keilgetriebe 21, welches in Figur 2 dargestellt ist. Das Keilgetriebe 21 umfasst zwei antriebsseitige Keilgetriebeelemente 122, 123, sowie zwei abtriebsseitige Keilgetriebeelemente 124, 125. Letztere sind konstruktiv zu einer Baueinheit in Form eines abtriebsseitigen Doppelkeils 126 zusammengefasst. An dem abtriebsseitigen Doppelkeil 126 ist der Stößel 12 um die Hubachse 14 drehbar gelagert. Eine motorische Drehantriebsvorrichtung 128 ist in dem abtriebsseitigen Doppelkeil 126 untergebracht und verfährt den Stößel 12 bei Bedarf entlang der Hubachse 14. Dabei ist sowohl eine Links- als auch eine Rechtsdrehung des Stößels 12 gemäß dem Doppelpfeil in Figur 2 möglich. Eine Stößellagerung 129 ist schematisch dargestellt. Zum einen erlaubt die Stößellagerung 129 reibungsarme Drehbewegungen des Stößels 12 um die Hubachse 14, zum anderen lagert die Stößellagerung 129 den Stößel 12 in axialer Richtung und trägt dementsprechend Lasten, die auf den Stößel 12 in Richtung der Hubachse 14 wirken, in den abtriebsseitigen Doppelkeil 126 ab.
Der abtriebsseitige Doppelkeil 126 wird durch eine Keilfläche 130, sowie durch eine Keilfläche 131 des abtriebsseitigen Getriebeelementes 125 begrenzt. Den Keilflächen 130, 131 der abtriebsseitigen Keilgetriebeelemente 124, 125 liegen Keilflächen 132, 133 der antriebsseitigen Keilgetriebeelemente 122, 123 gegenüber. Durch Längsführungen 134, 135 sind das antriebsseitige Keilgetriebeelement 122 und das abtriebsseitige Keilgetriebeelement 124, sowie das antriebsseitige Keilgetriebeelement 123 und das abtriebsseitige Keilgetriebeelement 125 in Richtung der Y-Achse, das heißt in Richtung der Positionierachse 16 der Hubantriebsvorrichtung 13, relativ zueinander bewegbar geführt.
Das antriebsseitige Keilgetriebeelement 122 verfügt über eine motorische Antriebseinheit 138, das antriebsseitige Keilgetriebeelement 123 über eine motorische Antriebseinheit 139. Beide Antriebseinheiten 138, 139 gemeinsam bilden die Spindelantriebsanordnung 17.
Den motorischen Antriebseinheiten 138, 139 gemeinsam ist die in Figur 1 gezeigte Antriebsspindel 18 sowie die an dem Maschinenrahmen 2 gelagerte und folglich tragstrukturseitige Hubantriebsvorrichtung 13, 27.
Zu den motorischen Antriebseinheiten 138, 139 werden die antriebsseitigen Keilgetriebeelemente 122, 123 derart betrieben, dass diese sich entlang der Positionierachse 16 beispielsweise aufeinander zu bewegen, wodurch sich eine Relativbewegung zwischen den antriebsseitigen Keilgetriebeelementen 122, 123 einerseits und den abtriebsseitigen Keilgetriebeelementen 124, 125 anderseits ergibt. Infolge dieser Relativbewegung wird der abtriebsseitige Doppelkeil 126 und der daran gelagerte Stößel 12 entlang der Hubachse 14 nach unten bewegt. Der an dem Stößel 12 beispielsweise als Oberwerkzeug 11 montierte Stanzstempel führt einen Arbeitshub aus und bearbeitet dabei ein auf der Werkstückauflage 28, 29 bzw. der Werkstückabstützung 8 gelagertes Werkstück 10. Durch eine entgegengesetzte Bewegung der Antriebskeilelemente 122, 123 wird der Stößel 12 wiederum entlang der Hubachse 14 angehoben bzw. nach oben bewegt.
Die vorbeschriebene Hubantriebsvorrichtung 13 gemäß Figur 2 ist bevorzugt baugleich als untere Hubantriebsvorrichtung 27 ausgebildet und nimmt das Unterwerkzeug 9 auf.
In Figur 3 ist ein schematisches Diagramm einer möglichen Hubbewegung des Stößels 12 dargestellt. Das Diagramm zeigt einen Hubverlauf entlang der Y-Achse und der Z-Achse. Durch eine überlagerte Ansteuerung einer Verfahrbewegung des Stößels 12 entlang der Hubachse 14 und entlang der Positionierachse 16 kann beispielsweise eine schräg verlaufende Hubbewegung des Hubstößels 12 nach unten auf das Werkstück 10 zu angesteuert werden, wie dies durch die erste Gerade A dargestellt ist. Darauffolgend nach Durchführung des Hubes kann der Stößel 12 beispielsweise senkrecht abgehoben werden, wie dies durch die Gerade B dargestellt ist. Anschließend erfolgt beispielsweise eine ausschließliche Verfahrbewegung entlang der Y-Achse gemäß der Geraden C, um den Stößel 12 für eine neue Arbeitsposition zum Werkstück 10 zu positionieren. Darauffolgend kann sich beispielsweise die zuvor beschriebene Arbeitsabfolge wiederholen. Sofern für einen nachfolgenden Bearbeitungsschritt das Werkstück 10 auf der Werkstückauflagefläche 28, 29 verfahren wird, kann auch eine Verfahrbewegung entlang der Geraden C entfallen.
Die im Diagramm in Figur 3 dargestellte mögliche Hubbewegung des Stößels 12 am Oberwerkzeug 11 ist bevorzugt mit einem stillstehend gehaltenen Unterwerkzeug 9 kombiniert. Dabei ist das Unterwerkzeug 9 derart innerhalb des Maschinenrahmens 2 positioniert, dass am Ende eines Arbeitshubes des Oberwerkzeuges 11 das Ober- und Unterwerkzeug 11, 9 eine definierte Position einnehmen.
Dieser beispielhafte überlagerte Hubverlauf kann sowohl für das Oberwerkzeug 11 als auch das Unterwerkzeug 9 angesteuert werden. In Abhängigkeit der zu erfolgenden Bearbeitung des Werkstückes 10 kann eine überlagerte Hubbewegung des Oberwerkzeuges und/oder Unterwerkzeuges 11, 9 angesteuert werden.
In Figur 4 ist ein schematisches Diagramm dargestellt, welches eine Hubbewegung des Stößels 12 gemäß der beispielhaft dargestellten Linie D entlang einer Y-Achse und einer Z-Achse darstellt. Abweichend zu Figur 3 ist bei diesem Ausführungsbeispiel vorgesehen, dass eine Hubbewegung des Stößels 12 einen Kurvenverlauf oder Bogenverlauf durchlaufen kann, indem eine Überlagerung der Verfahrbewegungen in Y-Richtung und Z-Richtung entsprechend durch die Steuerung 15 angesteuert wird. Durch eine solche flexible Überlagerung der Verfahrbewegungen in X- und Z-Richtung lassen sich spezifische Bearbeitungsaufgaben lösen. Die Ansteuerung eines solchen Kurvenverlaufes kann für das Oberwerkzeug 11 und/oder Unterwerkzeug 9 vorgesehen sein.
In Figur 5 ist eine schematische Ansicht auf die Werkzeugmaschine 1 gemäß Figur 1 dargestellt. An dem Maschinenrahmen 2 der Werkzeugmaschine 1 erstreckt sich seitlich jeweils eine Werkstückauflage 28, 29. Die Werkstückauflage 28 kann beispielsweise einer nicht näher dargestellten Beladestation zugeordnet sein, durch welche unbearbeitete Werkstücke 10 auf die Werkstückauflagefläche 28 aufgelegt werden. An die Werkstückauflagefläche 28, 29 angrenzend ist eine Vorschubeinrichtung 22 vorgesehen, welche mehrere Greifer 23 umfasst, um das auf die Werkstückauflage 28 aufgelegte Werkstück 10 zu greifen. Mittels der Vorschubeinrichtung 22 wird das Werkstück 10 in X-Richtung durch den Maschinenrahmen 2 hindurchgeführt. Vorzugsweise kann die Vorschubeinrichtung 22 auch in Y-Richtung verfahrbar angesteuert werden. Dadurch kann eine freie Verfahrbewegung des Werkstücks 10 in der X-Y Ebene vorgesehen sein. In Abhängigkeit der Arbeitsaufgabe kann das Werkstück 10 durch die Vorschubeinrichtung 22 sowohl in X-Richtung als auch entgegen der X-Richtung bewegbar sein. Diese Verfahrbewegung des Werkstücks 10 kann auf eine Verfahrbewegung des Oberwerkzeuges 11 und Unterwerkzeuges 9 in und entgegen der Y-Richtung für die jeweilige Bearbeitungsaufgabe angepasst sein.
Der Werkstückauflage 28 gegenüberliegend ist die weitere Werkstückauflage 29 am Maschinenrahmen 2 vorgesehen. Diese kann beispielsweise einer Entladestation zugeordnet sein. Alternativ kann die Be- und Entladung des unbearbeiteten Werkstücks 10 und bearbeiteten Werkstücks 10 mit Werkstücken 81 auch derselben Werkstückauflage 28, 29 zugeordnet sein.
Die Werkzeugmaschine 1 kann des Weiteren eine Laserbearbeitungsvorrichtung 201, insbesondere eine Laserschneidmaschine, aufweisen, welche nur schematisch in einer Draufsicht in Figur 5 dargestellt ist. Diese Laserbearbeitungsvorrichtung 201 kann beispielsweise als eine CO2-Laserschneidmaschine ausgebildet sein. Die Laserbearbeitungsvorrichtung 201 umfasst eine Laserquelle 202, welche einen Laserstrahl 203 erzeugt, der mittels einer schematisch dargestellten Strahlführung 204 zu einem Laserbearbeitungskopf, insbesondere Laserschneidkopf 206, geführt und in diesem fokussiert wird. Danach wird der Laserstrahl 204 durch eine Schneiddüse senkrecht zur Oberfläche des Werkstückes 10 ausgerichtet, um das Werkstück 10 zu bearbeiten. Der Laserstrahl 203 wirkt am Bearbeitungsort, insbesondere Schneidort vorzugsweise gemeinsam mit einem Prozessgasstrahl auf das Werkstück 10 ein. Die Schneidstelle, an welcher der Laserstrahl 203 auf das Werkstück 10 auftrifft, ist benachbart zur Bearbeitungsstelle des Oberwerkzeuges 11 und Unterwerkzeuges 9.
Der Laserschneidkopf 206 ist durch einen Linearantrieb 207 mit einem Linearachsensystem zumindest in Y-Richtung, vorzugsweise in Y- und Z-Richtung, verfahrbar. Dieses Linearachsensystem, welches den Laserschneidkopf 206 aufnimmt, kann dem Maschinenrahmen 2 zugeordnet, daran befestigt oder darin integriert sein. Unterhalb eines Arbeitsraumes des Laserschneidkopfes 206 kann eine Strahldurchtrittsöffnung in der Werkstückauflage 28 vorgesehen sein. Vorzugsweise kann unterhalb der Strahldurchtrittsöffnung eine Strahlauffangvorrichtung für den Laserstrahl 21 vorgesehen sein. Die Strahldurchtrittsöffnung und gegebenenfalls die Strahlauffangvorrichtung können auch als eine Baueinheit ausgebildet sein.
Die Laserbearbeitungsvorrichtung 201 kann alternativ auch einen Festkörperlaser als Laserquelle 202 aufweisen, dessen Strahlung mit Hilfe eines Lichtleitkabels zum Laserschneidkopf 206 geführt wird.
Die Werkstückauflage 28, 29 kann sich bis unmittelbar an die Werkstückabstützung 8 erstrecken, welche das Unterwerkzeug 9 zumindest teilweise umgibt. Innerhalb eines sich dazwischen ergebenden Freiraumes ist das Unterwerkzeug 9 entlang der unteren Positionierachse 25 in und entgegen der Y-Richtung verfahrbar.
Auf der Werkstückauflage 28 liegt beispielsweise ein bearbeitetes Werkstück 10 auf, bei welchem ein Werkstückteil 81 von einem Schneidspalt 83 beispielsweise durch eine Stanzbearbeitung oder durch eine Laserstrahlbearbeitung bis auf eine Restverbindung 82 freigeschnitten ist. Durch diese Restverbindung wird das Werkstück 81 in dem Werkstück 10 bzw. dem verbleibenden Restgitter gehalten. Zum Abtrennen des Werkstückteils 81 vom Werkstück 10 wird das Werkstück 10 mittels der Vorschubeinrichtung 22 zum Ober- und Unterwerkzeug 11, 9 für einen Abstanz- und Ausschleusschritt positioniert. Dabei wird die Restverbindung 82 durch einen Stanzhub des Oberwerkzeuges 11 zum Unterwerkzeug 9 getrennt. Das Werkstückteil 81 kann beispielsweise durch teilweises Absenken der Werkstückabstützung 8 nach unten ausgeschleust werden. Alternativ kann bei größeren Werkstückteilen 81 das freigeschnittene Werkstückteil 81 wieder zurück auf die Werkstückauflage 28 oder auf die Werkstückauflage 29 übergeführt werden, um das Werkstückteil 81 und das Restgitter zu entladen. Auch können kleine Werkstückteile 81 gegebenenfalls durch eine Öffnung im Unterwerkzeug 9 ausgeschleust werden.
In Figur 6 ist eine schematische Seitenansicht einer ersten Ausführungsform eines Werkzeugs 31 dargestellt. Die Figur 7 zeigt eine perspektivische Ansicht des Werkzeugs 31 gemäß Figur 6. Das Werkzeug 31 ist als Stanzwerkzeug ausgebildet und umfasst einen Stanzstempel 11, welcher das Oberwerkzeug bildet und eine Stanzmatrize 9, welche das Unterwerkzeug bildet. Der Stanzstempel 11 weist einen Grundkörper 33 mit einem Einspannschaft 34 und einem Justier- oder Indexierelement bzw. einem Justier- oder Indexierkeil 36 auf. Der Einspannschaft 34 dient zum Festlegen des Stanzstempels 11 in der maschinenseitigen oberen Werkzeugaufnahme. Dabei wird die Ausrichtung des Stanzstempels 11 bzw. die Drehstellung des Stanzstempels 11 durch den Indexierkeil 36 bestimmt. Der Stanzstempel 11 wird dabei um eine Positionsachse 35 gedreht. Diese Positionsachse 35 bildet eine Längsachse des Einspannschaftes 34 und vorzugsweise auch eine Längsachse des Grundkörpers 33. Durch die Einnahme der Drehstellung des Stanzstempels 11 in der oberen Werkzeugaufnahme erfolgt eine Ausrichtung eines Bearbeitungswerkzeuges 37, welches im Ausführungsbeispiel als Schneidwerkzeug dargestellt ist, zur Stanzmatrize 9. Die Stanzmatrize 9 umfasst ebenfalls einen Grundkörper 41, der dazu geeignet ist, in der maschinenseitigen unteren Werkzeugaufnahme mit einer definierten Drehstellung festgelegt zu werden, beispielsweise durch zumindest ein Indexierelement 42. Dabei ist die Stanzmatrize 9 um eine Positionsachse 48 drehbar. Diese bildet eine Längsachse bzw. Längsmittelachse des Grundkörpers 41. Zwischen dem Stanzstempel 11 und der Stanzmatrize 9 kann ein Abstreifer bzw. Niederhalter vorgesehen sein, der nicht näher dargestellt ist.
Die Stanzmatrize 9 weist im Grundkörper 41 eine Öffnung 46 auf, welche vorzugsweise durch eine umlaufende Auflagefläche 47 begrenzt ist. Diese Öffnung 46 durchdringt vorzugsweise vollständig den Grundkörper 41, so dass durch diese Öffnung 46 abgestanzte oder freigeschnittene Werkstückteile 81 ausgeschleust werden können.
Das Bearbeitungswerkzeug 37 am Stanzstempel 11 umfasst einen Werkzeugkörper 39, an dessen freiem Ende eine Schneidkante 38 vorgesehen ist. Diese Schneidkante 38 kann umlaufend sein. Alternativ kann die Schneidkante 38 auch nur im Bereich einer Abstanzfläche 56 ausgebildet sein. Eine Längsachse 40 des Werkzeugkörpers 39 ist in einem Winkel α zur Positionsachse 35 geneigt. Die Längsachse 40 des Werkzeugkörpers 39 liegt außerhalb der Positionsachse 35. Im Ausführungsbeispiel ist der Werkzeugkörper 39 als länglich rechteckförmiger Körper ausgebildet. Am freien Ende des Werkzeugkörpers 49 ist eine Stempelfläche 43 vorgesehen, welche von der Schneidkante 38 begrenzt ist. Die Stempelfläche 43 ist bevorzugt rechtwinklig zur Längsachse 40 des Werkzeugkörpers 39 ausgerichtet. Alternativ kann vorgesehen sein, dass anstelle des länglich rechteckförmigen Werkzeugkörpers 39 auch ein quadratischer, runder, elliptischer oder sonst in der Kontur geformter Werkzeugkörper 39 vorgesehen ist, wobei bei allen Formen des Werkzeugkörpers eine Längsachse 40 geneigt zur Positionsachse 35 ausgerichtet ist.
Die Stanzmatrize 9 umfasst in der Öffnung 46 bevorzugt an die Auflagefläche 37 angrenzend eine innenliegende Gegenschneidkante 51. Diese innenliegende Gegenschneidkante 51 ist an einer Abstützfläche 61 vorgesehen, welche gegenüber der Auflagefläche 47 hervorsteht und in einem Winkel geneigt ist, der dem Winkel der Stempelfläche 43 entspricht. Eine an die innenliegende Gegenschneidkante 51 angrenzende Abstanzfläche 56 kann vorteilhafterweise parallel zur Längsachse 40 des Werkzeugkörpers 39 ausgebildet sein bzw. steht senkrecht zur Abstützfläche 61. Bevorzugt ist die Abstanzfläche 56 gegenüber einer Senkrechten zur Abstützfläche 61 geneigt, beispielsweise um 1° bis 2°, so dass die Abstanzfläche 55 in einem Winkel von kleiner 90° zur Abstützfläche 61 ausgerichtet ist. Diese Abstanzfläche 56 entspricht einer die Außenseite des Werkzeugkörpers 39 bildenden Wand, ausgehend von der Schneidkante 38.
Durch dieses Werkzeug 31 wird ermöglicht, dass an einem bearbeiteten Werkstück 10 mit einer darin eingebrachten Abkantung 62 im Bereich der Abkantung 62 eine rechtwinklige Schneidkante beim Abstanzen eines hochgestellten Restteils ermöglicht wird. Die Abstützfläche 61 ist gegenüber der Auflagefläche 47 in einem solchen Winkel ausgerichtet, welcher dem Winkel der Abkantung gegenüber der Werkstückebene des Werkstücks 10 entspricht. Die Längsachse 40 des Werkzeugkörpers 39 am Stanzstempel 11 wiederum ist als Normale zur Abkantung 62 ausgerichtet.
Durch die unabhängige Ansteuerung des Oberwerkzeuges 11 und des Unterwerkzeuges 9 in der Werkzeugmaschine 1 entlang deren Positionierachsen 16, 25 sowie einer voneinander unabhängigen Ansteuerung einer Hubbewegung entlang der Hubachse 14, 30 kann eine lineare Hubbewegung entlang einer geneigten Achse angesteuert werden. Auch kann eine beliebige kurvenförmige Hubbewegung oder eine bogenförmige Hubbewegung angesteuert werden. Bei dem vorliegenden Werkzeug 31 gemäß den Figuren 6 und 7 kann beispielsweise die Stanzmatrize 9 während eines Arbeitsschrittes ruhend in der Werkzeugmaschine 1 angesteuert werden, wohingegen der Stanzstempel 11 mit einer Hubbewegung entlang einer geneigten Achse angesteuert wird. Diese geneigte Achse entspricht der Längsachse 40 des Werkzeugkörpers 39. Dadurch kann eine rechtwinklige Teilekante an der Abkantung 62 erzeugt werden.
In Figur 8 ist eine Seitenansicht einer alternativen Ausführungsform des Werkzeugs 31 zu Figur 4 dargestellt. Die Figur 9 zeigt eine perspektivische Ansicht des Werkzeugs 31 gemäß Figur 8. Bei dieser Ausführungsform entspricht der Stanzstempel 11 der Ausführungsform gemäß den Figuren 6 und 7.
Die Stanzmatrize 9 weicht in der Ausgestaltung der innenliegenden Gegenschneidkante 51 von der Ausführungsform in Figur 6 und 7 ab. Die innenliegende Gegenschneidkante 31 ist beispielsweise bündig zur Auflagefläche 37 positioniert. An die innenliegende Gegenkante 51 schließt sich eine Abstanzfläche 56 an, welche in der Ausrichtung parallel zur Längsachse 40 des Werkzeugkörpers 39 ist.
Durch dieses Werkzeug 31 ist wiederum ein schräger Stanzhub möglich. Dabei wird eine schräge Teilekante an einem ebenen Werkstück 10 erzeugt. Eine Ansteuerung des Werkzeugs 31 zur Erzielung einer schrägen Teilekante erfolgt analog der zuvor beschriebenen Ansteuerung des Werkzeugs 31 gemäß den Figuren 4 und 5. Die Winkellage der Längsachse 40 des Werkzeugkörpers 39 und entsprechend die Ausrichtung der Abstanzfläche 56 bestimmt die Winkellage der Stirnseite des Werkstücks 10 bzw. Werkstückteils 81.
In Figur 10 ist eine alternative Ausführungsform des Werkzeugs 31 zu Figur 6 dargestellt. Die Figur 11 zeigt eine perspektivische Ansicht des Werkzeugs 31 gemäß Figur 10 in einer Schnittansicht. Bei diesem Werkzeug 31 entspricht der Stanzstempel 11 mit seinem Werkzeugkörper 39 der Ausführungsform gemäß Figur 6. Bei dieser Ausführungsform ist beispielhaft vorgesehen, dass der Stanzstempel 11 zweiteilig ausgebildet ist. Der Einspannschaft 34 und der Werkzeugkörper 39 sind einteilig und vorzugsweise durch eine Klemmverbindung an dem Grundkörper 33 befestigt. Die Stanzmatrize 9 ist dahingehend ausgebildet, dass an der Stanzmatrize 9 ein Gegenschneideinsatz 50 vorgesehen ist. Dieser Gegenschneideinsatz 50 kann beispielsweise auswechselbar an dem Grundkörper 41 der Stanzmatrize 9 vorgesehen sein. Dieser Gegenschneideinsatz 50 umfasst zumindest eine innenliegende Gegenschneidkante 51, welche der Öffnung 46 im Grundkörper 41 der Stanzmatrize 9 zugeordnet ist. Dieser Gegenschneideinsatz 50 ist dazu ausgebildet, um an dem Werkstück 10 im Zusammenwirken mit dem Oberwerkzeug 11 eine obenliegende Fase 64 auszugestalten. Diese Fase 64 ist beispielsweise in der Schnittdarstellung in Figur 11 dargestellt.
Der Gegenschneideinsatz 50 weist hierzu eine U-förmige Ausnehmung auf, welche jeweils durch eine innenliegende Gegenschneidkante 51 begrenzt ist, welche beispielsweise senkrecht zur Auflagefläche 47 der Stanzmatrize ausgerichtet sind. Der Abstand der Gegenschneidkanten 51 ist auf die Breite des Werkzeugkörpers 39 bzw. der Schneidkante 38 angepasst. Dadurch kann eine definierte Länge der Fase 64 in einem Arbeitshub eingebracht werden. Der Gegenschneideinsatz 50 umfasst eine Abstützfläche 61, welche gegenüber der Auflagefläche 67 erhaben ist. An dieser Abstützfläche 61 liegt eine Stirnseite des Werkstücks 10 an.
Durch eine beispielsweise entlang der Längsachse 40 des Werkzeugkörpers 39 angesteuerte Hubbewegung des Oberwerkzeuges 11 kann beispielsweise eine 45°-Fase angebracht werden. Beim Aufliegen und Angreifen der Schneidkante 38 des Oberwerkzeuges 11 am Werkstück 10 wird dieses gegen die Abstützfläche 61 am Gegenschneideinsatz 50 gedrückt. Darauffolgend wird durch das Eintauchen der Stempelfläche 43 mit der zumindest einen daran angeordneten Schneidkante 38 gegenüber der U-förmigen Öffnung, welche durch die Gegenschneidkanten 51 begrenzt ist, Material abgeschert. Das abgescherte Material wird über die Öffnung 46 nach unten ausgeschleust.
Durch ein schrittweises seitliches Verfahren des Werkstücks 10 kann über einen größeren Bereich der Stirnseite am Werkstück 10 eine Fase 64 eingebracht werden. Dies kann beispielweise durch eine Verfahrbewegung des Oberwerkzeuges 11 und des Unterwerkzeuges 9 entlang der Y-Achse erfolgen oder, sofern die zu bearbeitende Stirnseite des Werkstücks 10 entlang der X-Achse ausgerichtet ist, durch die Ansteuerung der Vorschubeinrichtung 22.
In Figur 12 ist eine schematische Schnittansicht einer alternativen Ausführungsform des Werkzeugs 31 in einer Arbeitsposition dargestellt. In Figur 13 ist das Werkzeug 31 gemäß Figur 12 in einer weiteren perspektivischen Schnittansicht dargestellt.
Dieses Werkzeug 31 gemäß den Figuren 12 und 13 unterscheidet sich gegenüber dem Werkzeug 31 gemäß den Figuren 10 und 11 dadurch, dass an einer Unterseite des Werkstücks 10 die Fase 64 eingebracht wird. Das Oberwerkzeug 11 entspricht der Ausführungsform gemäß dem Werkzeug 31 in Figur 10 oder Figur 6. Die Stanzmatrize 9 weist abweichend zur Ausführungsform gemäß Figur 10 eine alternative Ausführungsform des Gegenschneideinsatzes 50 auf. Dieser Gegenschneideinsatz 50 ist der Öffnung 46 im Grundkörper 41 der Stanzmatrize 9 zugeordnet. Dieser Gegenschneideinsatz 50 weist ebenfalls eine Durchgangsöffnung 52 auf, in welche der Werkzeugkörper 39 des Oberwerkzeuges 11 während eines Arbeitshubes zumindest teilweise eintauchen kann. Die Durchgangsöffnung 52 des Gegenschneideinsatzes 50 ist an die Geometrie des Werkzeugkörpers 39, insbesondere der Stempelfläche 43 und der zumindest einen daran vorgesehenen Schneidkante 38, angepasst. Eine Oberseite des Gegenschneideinsatzes 50 ist bündig zur Auflagefläche 47 des Grundkörpers 41 der Stanzmatrize 9 ausgerichtet.
Zur Einbringung einer Fase 64 an einer unteren Stirnkante des Werkstücks 10 wird dieses zur Durchgangsöffnung 52 derart positioniert, dass nach einer ersten Hubphase eine untere Schneidkante 38 an einer Begrenzung der Durchgangsöffnung 52 anliegt und vorbeigeführt werden kann, wohingegen die Schneidkante 38 an der Stirnfläche des Werkstücks 10 angreift. Während einer weiteren Hubbewegung stützt sich der Werkzeugkörper 39 an der Durchgangsöffnung 52 ab und durch die Schneidkante 38 wird die Fase 64 eingebracht. An einer Gegenschneidkante 51 stützt sich das Werkstück 10 ab.
Zum Niederhalten des Werkstücks 10 an der Auflagefläche 47 kann auf der Werkstückoberseite des Werkstücks 10 eine nicht näher dargestellte Gegenmatrize oder ein Niederhalter vorgesehen sein, welcher vorzugsweise plattenförmig ausgebildet ist.
Die Fase 64 kann ein konstruktiver Bestandteil eines herzustellenden Werkstücks 10 sein. Ebenso kann eine Entgratung des Werkstücks 10 durchgeführt werden. Darüber hinaus kann das Einbringen dieser Fase 64 bzw. Abflachung auch ein vorbereitender Arbeitsschritt zur Bildung einer Schweißkante sein.
In Figur 14 ist eine schematische Ansicht einer weiteren alternativen Ausführungsform des Werkzeugs 31 dargestellt. Bei dieser Ausführungsform ist das Bearbeitungswerkzeug 37 als Signier- und/oder Gravierwerkzeug ausgebildet. Die Ausrichtung der Längsachse 40 des Werkzeugkörpers 39 ist wiederum senkrecht zur Abkantung 62 am Werkstück 10 ausgerichtet. Durch die unabhängige Ansteuerung des Oberwerkzeugs 11 und Unterwerkzeugs 9 ist ermöglicht, dass in die Fläche der Abkantung 62 eine Kennzeichnung, Beschriftung oder dergleichen eingebracht wird.
Die Figur 15 zeigt eine alternative Ausführungsform des Werkzeugs 31 zu Figur 14. Bei dieser Ausführungsform ist vorgesehen, dass die Längsachse 40 des Werkzeugkörpers 39 stärker gegenüber der Positionsachse 35 geneigt ist. Beispielsweise kann diese Neigung 90° zur Positionsachse 35 umfassen. Bei einem solchen Ausführungsbeispiel ist ermöglicht, dass eine Stirnseite des Werkstücks 10 oder eines Werkstückteils 81 graviert und/oder signiert und/oder bearbeitet werden kann.
In Figur 16 ist eine perspektivische Ansicht eines alternativen Werkzeugs 31 zu Figur 14 dargestellt. Bei dieser Ausführungsform ist vorgesehen, dass das Bearbeitungswerkzeug 37 als ein Prägewerkzeug ausgebildet ist. An einer Stirnseite des Werkzeugkörpers 39 ist beispielsweise ein Prägeelement 270 vorgesehen. Dies kann beispielsweise ein Buchstaben, eine Zahl, ein Symbol oder dergleichen sein. Zum Einbringen dieser Prägung ist vorzugsweise die Stempelfläche 43 des Werkzeugkörpers 39 parallel zur Oberfläche der Abkantung 62 ausgerichtet, beziehungsweise zur Neigung der Abstützfläche 61.
In Figur 17 ist eine alternative Ausführungsform des Werkzeugs 31 zu Figur 16 dargestellt. Das Bearbeitungswerkzeug 37 ist als Umformwerkzeug ausgebildet. Beispielsweise ist an der Stempelfläche 43 des geneigten Werkzeugkörpers 39 ein Umformelement 271 vorgesehen, durch welches in eine Abkantung 62 am Werkstück 10 eine Umformkontur eingebracht werden kann. In der Abstützfläche 61 ist ein Gegenumformelement 272 dargestellt, welches in dem Verlauf der Kontur dem Umformelement 271 entspricht. Beispielsweise wird durch dieses Bearbeitungswerkzeug 37 eine napfförmige Vertiefung in der Abkantung 62 gebildet, da das Umformelement 271 als kegelstumpfförmige Erhöhung und das Gegenformelement 272 komplementär dazu ausgebildet ist. Alternativ kann auch eine Längssicke, V-Sicke oder anderweitige Konturen in die Abkantung 62 eingebracht werden. Auch kann vorgesehen sein, dass anstelle des Einbringens einer Umformung in die Abkantung ein Stanzstempel vorgesehen ist, der eine Durchbrechung oder Ausnehmung in die Abkantung 62 einbringt. Diese Ausnehmung kann in der Kontur wieder vielfältig sein und verschiedentliche Geometrien umfassen. Auch kann anstelle des Umformelementes 271 ein Stanzbiegeelement vorgesehen sein, um in die Abkantung 62 beispielsweise eine Kieme einzubringen. Die Ausgestaltung des Werkzeugkörpers 39 beziehungsweise der im Einzelnen an der Stempelfläche 43 des geneigten Werkzeugkörpers 39 angeordneten Bearbeitungs- und/oder Schneidwerkzeuge können vielfältig sein.
In Figur 18 ist eine perspektivische Ansicht einer alternativen Ausführungsform des Werkzeuges 31 zu Figur 6 dargestellt. Bei diesem Werkzeug 31 ist ebenso ein entlang der Längsachse 40 zur Positionsachse 48 geneigter Werkzeugkörper 39 vorgesehen. Das Bearbeitungswerkzeug 37 ist als ein Schwenk- Biegewerkzeug ausgebildet. Hierzu weist der Werkzeugkörper 39 an seinem stirnseitigen Ende eine Stempelfläche 43 auf, welche eine gekrümmte oder gerundete Kontur oder einen Krümmungsradius aufweist, um eine Biegekante 274 auszubilden.
Das Unterwerkzeug 9 umfasst wiederum einen Grundkörper 41 mit einer Auflagefläche 47, welche eine Öffnung 46 umgibt. Die Öffnung 46 begrenzend ist eine Gegenbiegekante 275 an dem Unterwerkzeug 9 ausgebildet. Die Gegenbiegekante 275 ist vorzugsweise in der Länge gleichlang oder länger als die Biegekante 274 am Oberwerkzeug 11. In Abhängigkeit mit der Kontur, der Dicke und/oder des Verlaufs der Gegenbiegekante 275 kann die Abkantung 62 gegenüber dem Werkstück 10 aus dessen Ebene geschwenkt und umgeformt werden. Im Ausführungsbeispiel ist die Gegenbiegekante 275 als bogensegmentförmige dünne Scheibe ausgebildet. Dadurch kann eine Abkantung 62 in einem Winkel von mehr als 90° zur Werkstückebene des Werkstücks 10 umgebogen werden. Dies wird nachfolgend anhand der Figuren 19 bis 22 näher beschrieben.
In Figur 19 ist eine schematische Schnittansicht des Werkzeugs 31 gemäß Figur 18 in einer ersten Arbeitsposition dargestellt. Auf dem Unterwerkzeug 9 liegt das Werkstück 10 auf der Auflagefläche 47 auf. Eine U-förmige freigeschnittene Lasche, welche zur Abkantung 62 umzuformen ist, liegt oberhalb der Öffnung 46 des Unterwerkzeugs 9. In einem ersten Arbeitsschritt wird das Oberwerkzeug 11 entlang der Hubachse 14 beziehungsweise der Positionsachse 35 auf das Unterwerkzeug 9 zubewegt, bis die Biegekante 274 zur Anlage auf dem Werkstück 10 kommt. Dabei ist die Biegekante 274 gegenüber der Gegenbiegekante 275 nach innen in Richtung Öffnung 46 versetzt. Durch eine weitere Hubbewegung des Oberwerkzeugs 11 in die Öffnung 46 des Unterwerkzeugs 9 hinein erfolgt eine erste Umformung der Abkantung 62, wie dies in Figur 20 dargestellt ist.
Mit zunehmender Hubbewegung des Oberwerkzeugs 11 gegenüber dem Unterwerkzeug 9 erfolgt eine Umformung der Abkantung 62 um 90°, wie dies in Figur 21 dargestellt ist. Sobald nunmehr in einem weiteren Arbeitsschritt das Oberwerkzeug 11 entlang der oberen Positionierachse 16 in Richtung auf die Gegenbiegekante 275 verfährt, wird die Abkantung 62 weiter gebogen, so dass ein Winkel zwischen dem Werkstück 10 und der Abkantung 62 kleiner als 90° ausgebildet werden kann.
Ein Biegeradius zwischen dem Werkstück 10 und der Abkantung 62 steht in Abhängigkeit des Abstands zwischen der Biegekante 274 und der Gegenbiegekante 275. Je geringer der Abstand ist, desto kleiner wird der Krümmungsradius.
In Figur 23 ist eine weitere alternative Ausführungsform eines Werkzeugs 31 zu Figur 6 dargestellt. Bei dieser Ausführungsform ist vorgesehen, dass ausgehend von einer hergestellten Abkantung 62 in einem Winkel zum Werkstück 10, wie dies in den Figuren 6 und 7 dargestellt ist, ein Werkzeug 31 gemäß Figur 23 zum Einsatz kommt, bei welchem das Bearbeitungswerkzeug 37 als Umformwerkzeug ausgebildet ist. Der Werkzeugkörper 39 weist an seinem vorderen Ende wiederum eine Biegekante 274 auf. Die Ausgestaltung des Oberwerkzeugs 11 kann der Ausführungsform gemäß Figur 18 entsprechen.
Das Unterwerkzeug 9 umfasst eine gegenüber der Auflagefläche 47 erhöht angeordnete und geneigt ausgerichtete Abstützfläche 61 sowie eine Abstanzfläche 56. Zwischen der Abstützfläche 61 und der Abstanzfläche 56 ist eine Gegenbiegekante 275 vorgesehen. Durch eine lineare und gegenüber der Positionsachse 35 geneigte Hubbewegung, insbesondere entlang der geneigten Längsachse 40 des Oberwerkzeuges 11, kann die erste Abkantung 62 nochmals abgekantet werden, so dass darauffolgend eine zweite Abkantung 65 ausgebildet ist, welche vorzugsweise in entgegengesetzter Richtung zur Abkantung 62 ausgerichtet ist. Nach der linearen Hubbewegung des Oberwerkzeuges 11 zum Unterwerkzeug 9 entlang der Längsachse 40 oder parallel zur Abstanzfläche 56 kann das Oberwerkzeug 11 abgehoben werden.
Claims (19)
- Werkzeug zum Bearbeiten von plattenförmigen Werkstücken (10), insbesondere von Blechen, mit einem Oberwerkzeug (11) und mit einem Unterwerkzeug (9), die zur Bearbeitung eines dazwischen angeordneten Werkstücks (10) aufeinander zu bewegbar sind,- wobei das Oberwerkzeug (11) einen Einspannschaft (34) und einen Grundkörper (33) aufweist, die eine gemeinsame Positionsachse (35) umfassen, und ein Bearbeitungswerkzeug (37) umfasst, welches dem Einspannschaft (34) gegenüberliegend an dem Grundkörper (33) angeordnet ist und- wobei das Unterwerkzeug (9) einen Grundkörper (41) aufweist, welcher eine Auflagefläche (47) für das Werkstück (10) und eine innerhalb der Auflagefläche (47) liegende Öffnung (46) umfasst,dadurch gekennzeichnet,- dass das auf das Werkstück (10) einwirkende Bearbeitungswerkzeug (37) einen das Bearbeitungswerkzeug (37) aufnehmenden Werkzeugkörper (39) mit einer Längsachse (40) aufweist, die gegenüber der Positionsachse (35) des Oberwerkzeuges (11) geneigt ist.
- Werkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Bearbeitungswerkzeug (37) gegenüber der Positionsachse (35) in einem Winkelbereich von bis zu 90° geneigt ist.
- Werkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Bearbeitungswerkzeug (37) als Schneidwerkzeug ausgebildet ist und am freien Ende des Werkzeugkörpers (39) zumindest eine Schneidkante (38) vorgesehen ist.
- Werkzeug nach Anspruch 3, dadurch gekennzeichnet, dass eine Stempelfläche (43), an der zumindest eine Schneidkante (38) vorgesehen ist, rechtwinklig zur Längsachse (40) des Werkzeugkörpers (39) ausgerichtet ist und an dem Unterwerkzeug (9) eine in der Öffnung (46) positionierte Gegenschneidkante (51) vorgesehen ist.
- Werkzeug nach Anspruch 4, dadurch gekennzeichnet, dass die Gegenschneidkante (51) in der Auflagefläche (47) des Grundkörpers (41), des Unterwerkzeugs (9) oder gegenüber der Auflagefläche (47) in Richtung auf das Oberwerkzeug (11) erhöht angeordnet ist.
- Werkzeug nach Anspruch 4, dadurch gekennzeichnet, dass eine an die Gegenschneidkante (51) angrenzende Abstützfläche (61) gegenüber der Auflagefläche (47) am Grundkörper (41) des Unterwerkzeugs (9) geneigt ist und vorzugsweise gegenüber dieser in Richtung auf das Oberwerkzeug (11) hervorsteht.
- Werkzeug nach Anspruch 4 bis 6, dadurch gekennzeichnet, dass an die Gegenschneidkante (51) angrenzend eine Abstanzfläche (56) vorgesehen ist, welche geneigt oder parallel zur Längsachse (40) des Werkzeugkörpers (39) ausgerichtet ist.
- Werkzeug nach Anspruch 6, dadurch gekennzeichnet, dass zur Abstanzfläche (56) beabstandet eine Gegenmatrize vorgesehen ist.
- Werkzeug nach Anspruch 6, dadurch gekennzeichnet, dass die Abstützfläche (61) im Winkel auf eine Aufkantung (62) am zu bearbeitenden Werkstück (10) angepasst ist.
- Werkzeug nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Bearbeitungswerkzeug (37) als ein Signier- und/oder Gravierwerkzeug ausgebildet ist.
- Werkzeug nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass als Bearbeitungswerkzeug (37) ein Prägewerkzeug mit einem Prägeelement (270) vorgesehen ist.
- Werkzeug nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass als Bearbeitungswerkzeug (37) ein Biege- und/oder Umformwerkzeug vorgesehen ist.
- Werkzeug nach Anspruch 12, dadurch gekennzeichnet, dass der Werkzeugkörper (39) als Biegewerkzeug mit zumindest einer Biegekante (274) oder als Umformwerkzeug mit einer Stempelfläche (43) und einem daran angeordneten Umformelement (271) ausgebildet ist.
- Werkzeugmaschine zum Bearbeiten von plattenförmigen Werkstücken, vorzugsweise von Blechen,- mit einem Oberwerkzeug (11), welches entlang einer Hubachse (14) mit einer Hubantriebsvorrichtung (13) in Richtung auf ein mit dem Oberwerkzeug (11) zu bearbeitenden Werkstück (10) und in Gegenrichtung bewegbar ist und welches entlang einer senkrecht zur Hubachse (14) verlaufenden oberen Positionierachse (16) positionierbar ist und mit einer Antriebsanordnung (17) entlang der oberen Positionierachse (16) verfahrbar ist,- mit einem Unterwerkzeug (9), welches zum Oberwerkzeug (11) ausgerichtet und welches entlang einer unteren Hubachse (30) mit einer Hubantriebvorrichtung (27) in Richtung auf das Oberwerkzeug (11) bewegbar ist und entlang einer unteren Positionierachse (25) positionierbar ist, die senkrecht zur Hubachse (14) des Oberwerkzeugs (11) ausgerichtet und mit einer Antriebsanordnung (26) entlang der unteren Positionierachse (25) verfahrbar ist,- mit einer Steuerung (15), durch welche die Antriebsanordnungen (17, 26) zum Verfahren des Ober- und Unterwerkzeugs (11, 9) ansteuerbar sind,dadurch gekennzeichnet,- dass die Verfahrbewegung des Oberwerkzeugs (11) entlang der oberen Positionierachse (16) und die Verfahrbewegung des Unterwerkzeugs (9) entlang der unteren Positionierachse (25) jeweils unabhängig voneinander ansteuerbar sind, und- dass ein Werkzeug nach einem der Ansprüche 1 bis 12 zum Bearbeiten von Werkstücken vorgesehen ist, bei welchem das Oberwerkzeug (11) und/oder das Unterwerkzeug (9) mit einer außerhalb der Hubachse (14, 30) liegenden Hubbewegung ansteuerbar ist.
- Verfahren zum Bearbeiten von plattenförmigen Werkstücken, vorzugsweise Blechen,- bei dem ein Oberwerkzeug (11), welches entlang einer Hubachse (14) mit einer Hubantriebsvorrichtung (13) in Richtung auf ein mit dem Oberwerkzeug (11) zu bearbeitenden Werkstück (10) und in Gegenrichtung bewegbar ist und welches entlang einer senkrecht zur Hubachse (14) verlaufenden oberen Positionierachse (16) positionierbar ist, mit einer Antriebsanordnung (17) entlang der oberen Positionierachse (16) verfahren wird,- bei dem ein Unterwerkzeug (9), welches zum Oberwerkzeug (11) ausgerichtet und entlang einer unteren Positionierachse (25) positionierbar ist, die senkrecht zur Hubachse (14) des Oberwerkzeugs (11) ausgerichtet ist, mit einer Antriebsanordnung (26) entlang der unteren Positionierachse (25) verfahren wird,- bei dem mit einer Steuerung (15) die Antriebsanordnungen (17, 26) zum Verfahren des Ober- und Unterwerkzeugs (11, 9) angesteuert werden,dadurch gekennzeichnet,- dass ein Werkzeug (31) nach einem der Ansprüche 1 bis 13 zur Bearbeitung der Werkstücke (10) eingesetzt wird und- bei welcher das Oberwerkzeug (11) und/oder das Unterwerkzeug (9) mit einer außerhalb der Hubachse (14, 30) liegenden Hubbewegung angesteuert wird.
- Verfahren nach Anspruch 15, dadurch gekennzeichnet, dass eine gegenüber der Hubachse (14, 30) geneigte lineare Hubbewegung oder ein gegenüber der Hubachse (14, 30) kurvenförmige oder bogenförmige Hubbewegung angesteuert wird.
- Verfahren nach Anspruch 15, dadurch gekennzeichnet, dass das Oberwerkzeug (11) durch eine Hubbewegung entlang der Hubachse (14) auf das Unterwerkzeug (9) und anschließend entlang einer oberen Positionierachse (16) zum ruhend positionierten Unterwerkzeug (9) verfahren wird.
- Verfahren nach Anspruch 15, dadurch gekennzeichnet, dass zum Ausrichten eines Schnittspaltes im Werkstück (10) und/oder zur Einstellung einer Schnittspaltbreite zwischen der Schneidkante (38) des Stanzstempels (11) und der innenliegenden oder außenliegenden Gegenschneidkante (51, 52) der Stanzmatrize (9)- der Stanzstempel (11) und/oder die Stanzmatrize (9) durch eine Drehbewegung um deren Positionsachsen (35, 48) eingestellt und zueinander ausgerichtet werden, oder- der Stanzstempel (11) und/oder die Stanzmatrize (9) entlang der jeweiligen Positionierachse (16, 25) verfahren werden, oder- der Stanzstempel (11) und/oder die Stanzmatrize (9) durch eine Überlagerung der Drehbewegung um deren Positionsachsen (35, 48) und der Verfahrbewegung entlang der Positionierachsen (16, 25) angesteuert werden.
- Verfahren nach Anspruch 15, dadurch gekennzeichnet, dass das Oberwerkzeug (11) durch eine Hubbewegung entlang der Hubachse (14) auf das Unterwerkzeug (9) und anschließend entlang einer oberen Positionierachse (16) zum unten positionierten Unterwerkzeug (9) verfahren wird und dadurch eine Schwenk- Biegebewegung eine Abkantung (62) umgeformt wird.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201780058768.6A CN109789472A (zh) | 2016-09-26 | 2017-09-26 | 用于加工板状工件的工具和机床以及方法 |
| JP2019514020A JP6992055B2 (ja) | 2016-09-26 | 2017-09-26 | 板状工作物の加工のための工具および工具機械並びに方法 |
| EP17784194.7A EP3515625A1 (de) | 2016-09-26 | 2017-09-26 | Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken |
| US16/360,657 US20190217368A1 (en) | 2016-09-26 | 2019-03-21 | Processing planar workpieces |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016118175.7 | 2016-09-26 | ||
| DE102016118175.7A DE102016118175B4 (de) | 2016-09-26 | 2016-09-26 | Werkzeugmaschine und Verfahren zum Bearbeiten von plattenförmigen Werkstücken |
| DE102016119435.2 | 2016-10-12 | ||
| DE102016119435.2A DE102016119435A1 (de) | 2016-10-12 | 2016-10-12 | Werkzeug und Werkzeugmaschine sowie Verfahren zum Bearbeiten von plattenförmigen Werkstücken |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/360,657 Continuation US20190217368A1 (en) | 2016-09-26 | 2019-03-21 | Processing planar workpieces |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018055184A1 true WO2018055184A1 (de) | 2018-03-29 |
Family
ID=60083927
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2017/074299 WO2018055184A1 (de) | 2016-09-26 | 2017-09-26 | Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20190217368A1 (de) |
| EP (1) | EP3515625A1 (de) |
| JP (1) | JP6992055B2 (de) |
| CN (1) | CN109789472A (de) |
| WO (1) | WO2018055184A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020110718A1 (de) | 2020-04-20 | 2021-10-21 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Werkzeug und Verfahren zum Bearbeiten von plattenförmigen Werkstücken |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10505925B1 (en) * | 2017-09-06 | 2019-12-10 | Amazon Technologies, Inc. | Multi-layer authentication |
| CN110596932B (zh) * | 2019-10-22 | 2022-03-29 | 江苏利通电子股份有限公司 | 一种显示器前框结构及其制造工艺 |
| CN113020291A (zh) * | 2021-02-02 | 2021-06-25 | 安徽机电职业技术学院 | 一种具有定位机构的钢板桩精轧冷却设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002043892A2 (de) | 2000-12-02 | 2002-06-06 | Trumpf Gmbh + Co. | Werkzeug zum schlitzen von plattenartigen werkstücken |
| EP1568421A1 (de) * | 2002-10-01 | 2005-08-31 | Amada Company, Ltd. | Verfahren zur verarbeitung eines geformten produkts sowie dafür verwendeter metallober- und unterkasten |
| JP2007253225A (ja) * | 2006-03-24 | 2007-10-04 | Amada Co Ltd | パンチプレスにおける曲げ金型及びその曲げ金型を使用する加工方法 |
| DE102006049044A1 (de) | 2006-10-18 | 2008-04-24 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Werkzeug zum Bearbeiten von plattenartigen Werkstücken |
| EP2177289B1 (de) | 2008-10-20 | 2011-07-06 | TRUMPF Werkzeugmaschinen GmbH + Co. KG | Werkzeugmaschinen und Verfahren zum Ausschleusen eines Werkstückteils |
| EP2527058B1 (de) | 2011-05-26 | 2014-07-16 | TRUMPF Werkzeugmaschinen GmbH + Co. KG | Werkzeugmaschine in Form einer Presse zum Bearbeiten von Werkstücken, insbesondere von Blechen |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61123428A (ja) * | 1984-11-20 | 1986-06-11 | Matsushita Electric Ind Co Ltd | 金型装置 |
| JPH04418U (de) * | 1990-04-12 | 1992-01-06 | ||
| JPH07204753A (ja) * | 1993-12-27 | 1995-08-08 | Otto Borries Kg | 回転対称体の円錐又は疑似円錐面に刻印するための装置 |
| JP3415315B2 (ja) * | 1995-02-03 | 2003-06-09 | トヨタ自動車株式会社 | プレス装置 |
| JPH08332523A (ja) * | 1995-06-09 | 1996-12-17 | Toyota Motor Corp | プレス方法及びその装置 |
| JPH10305319A (ja) * | 1997-05-12 | 1998-11-17 | Amutetsuku:Kk | 折曲げ加工機における折曲げ角度測定方法およびその装置ならびにその角度測定装置を用いた折曲げ加工方法およびこの加工方法を用いた折曲げ加工機ならびに角度測定用精度チェックブロック |
| JP2007136463A (ja) * | 2005-11-15 | 2007-06-07 | Komatsu Sanki Kk | プレスブレーキ用金型およびその製造方法 |
| IT1397907B1 (it) * | 2010-01-28 | 2013-02-04 | Rolleri S P A | Dispositivo per il bloccaggio di utensili su presse piegatrici |
| JP2014161882A (ja) * | 2013-02-25 | 2014-09-08 | Oiles Ind Co Ltd | カム装置および加工装置 |
| CN203076456U (zh) * | 2013-03-11 | 2013-07-24 | 浙江金凯德工贸有限公司 | 防盗门门边快速成型装置 |
| CN104588486B (zh) * | 2015-02-06 | 2016-08-17 | 安徽江淮汽车股份有限公司 | 滑冲机构及冲压模具 |
-
2017
- 2017-09-26 EP EP17784194.7A patent/EP3515625A1/de not_active Withdrawn
- 2017-09-26 CN CN201780058768.6A patent/CN109789472A/zh active Pending
- 2017-09-26 WO PCT/EP2017/074299 patent/WO2018055184A1/de active Application Filing
- 2017-09-26 JP JP2019514020A patent/JP6992055B2/ja active Active
-
2019
- 2019-03-21 US US16/360,657 patent/US20190217368A1/en not_active Abandoned
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002043892A2 (de) | 2000-12-02 | 2002-06-06 | Trumpf Gmbh + Co. | Werkzeug zum schlitzen von plattenartigen werkstücken |
| EP1568421A1 (de) * | 2002-10-01 | 2005-08-31 | Amada Company, Ltd. | Verfahren zur verarbeitung eines geformten produkts sowie dafür verwendeter metallober- und unterkasten |
| JP2007253225A (ja) * | 2006-03-24 | 2007-10-04 | Amada Co Ltd | パンチプレスにおける曲げ金型及びその曲げ金型を使用する加工方法 |
| DE102006049044A1 (de) | 2006-10-18 | 2008-04-24 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Werkzeug zum Bearbeiten von plattenartigen Werkstücken |
| EP2177289B1 (de) | 2008-10-20 | 2011-07-06 | TRUMPF Werkzeugmaschinen GmbH + Co. KG | Werkzeugmaschinen und Verfahren zum Ausschleusen eines Werkstückteils |
| EP2527058B1 (de) | 2011-05-26 | 2014-07-16 | TRUMPF Werkzeugmaschinen GmbH + Co. KG | Werkzeugmaschine in Form einer Presse zum Bearbeiten von Werkstücken, insbesondere von Blechen |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020110718A1 (de) | 2020-04-20 | 2021-10-21 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Werkzeug und Verfahren zum Bearbeiten von plattenförmigen Werkstücken |
| WO2021213882A1 (de) | 2020-04-20 | 2021-10-28 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Werkzeug und verfahren zum bearbeiten von plattenförmigen werkstücken |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190217368A1 (en) | 2019-07-18 |
| EP3515625A1 (de) | 2019-07-31 |
| CN109789472A (zh) | 2019-05-21 |
| JP6992055B2 (ja) | 2022-01-13 |
| JP2019529119A (ja) | 2019-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1740327B1 (de) | Verfahren zum entgraten von schnittkanten an werkstücken | |
| WO2018055184A1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken | |
| EP3154722B1 (de) | Biegepresse mit biegeeinheit sowie verfahren zur umformung | |
| EP3515626B1 (de) | Werkzeugmaschine und verfahren zum bearbeiten von plattenförmigen werkstücken | |
| WO2018055183A1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zur bearbeitung von plattenförmigen werkstücken | |
| EP3515623B1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken | |
| WO2018055190A1 (de) | Verfahren; werkzeugmaschine und schlitzwerkzeug zum mehrhubig fortschreitenden schlitzen von plattenförmigen werkstücken | |
| EP3299094A1 (de) | Verfahren zur herstellung eines werkstücks sowie stanz-handling-werkzeug zur durchführung des verfarhens | |
| EP3515618B1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zur bearbeitung von plattenförmigen werkstücken | |
| EP2029316A1 (de) | Verfahren, einstellvorrichtung und auflageelement zum einrichten einer werkstückauflage zur aufnahme eines tafelförmigen werkstücks | |
| EP3515617B1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken | |
| DE102016119435A1 (de) | Werkzeug und Werkzeugmaschine sowie Verfahren zum Bearbeiten von plattenförmigen Werkstücken | |
| EP3515622B1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zum schneiden und/oder umformen von plattenförmigen werkstücken | |
| WO2016191786A1 (de) | Fertigungsanlage zur fertigung von werkstücken aus blech sowie verfahren dazu | |
| DE102016120139B4 (de) | Verfahren, Werkzeugmaschine und Schlitzwerkzeug zum mehrhubig fortschreitenden Schlitzen von plattenförmigen Werkstücken | |
| DE102016119457A1 (de) | Werkzeug und Werkzeugmaschine sowie Verfahren zur Bearbeitung von plattenförmigen Werkstücken | |
| EP2845663B1 (de) | Biegepresse mit einem Biegewerkzeug aus mehreren Werkzeugelementen | |
| DE102016119464B4 (de) | Werkzeug und Werkzeugmaschine sowie Verfahren zur Bearbeitung von plattenförmigen Werkstücken | |
| EP0714720B1 (de) | Bearbeitungsmaschine mit Stanzeinrichtung und Einrichtung zur rollenden Werkstückbearbeitung | |
| WO2018055178A1 (de) | Verfahren und werkzeugmaschine zum bearbeiten von plattenförmigen werkstücken, insbesondere von blechen | |
| WO2018055185A1 (de) | Werkzeugmaschine und verfahren zum bearbeiten von plattenförmigen werkstücken | |
| WO2021013810A1 (de) | Werkzeug und verfahren zum bearbeiten von plattenförmigen werkstücken, insbesondere blechen | |
| DE102016120035B3 (de) | Werkzeug und Werkzeugmaschine sowie Verfahren zum Bearbeiten von plattenförmigen Werkstücken | |
| WO2021013806A1 (de) | Werkzeug und verfahren zum bearbeiten von plattenförmigen werkstücken | |
| WO2024064987A1 (de) | Biegemaschine mit bearbeitungswerkzeug für blechwerkstücke |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17784194 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019514020 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017784194 Country of ref document: EP |