EP1925443A1 - Vorrichtung zum Satinieren und Prägen von Verpackungsfolien - Google Patents
Vorrichtung zum Satinieren und Prägen von Verpackungsfolien Download PDFInfo
- Publication number
- EP1925443A1 EP1925443A1 EP06405487A EP06405487A EP1925443A1 EP 1925443 A1 EP1925443 A1 EP 1925443A1 EP 06405487 A EP06405487 A EP 06405487A EP 06405487 A EP06405487 A EP 06405487A EP 1925443 A1 EP1925443 A1 EP 1925443A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- embossing
- teeth
- roller
- surface structure
- structural elements
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/07—Embossing, i.e. producing impressions formed by locally deep-drawing, e.g. using rolls provided with complementary profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0733—Pattern
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0741—Roller cooperating with a non-even counter roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0741—Roller cooperating with a non-even counter roller
- B31F2201/0743—Roller cooperating with a non-even counter roller having a matching profile
Definitions
- the embossing roller R1 is known per se and has been disclosed in various patents, also in the documents cited at the outset.
- the driven embossing roller R1 has a surface structure with both axially and circularly homogeneously scored individual teeth 5, by means of which the satin effect is achieved.
- This surface structure is referred to as a basic grid GR.
- the teeth may be pyramid-shaped with different cross sections, designed as truncated pyramids or conical. In the case of pyramidal teeth, these have a cross section in the form of a quadrilateral parallelogram.
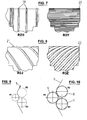
- the embossing roll R2 has the surface structure B as in FIG. 3, while the embossing roll R3 has a surface structure S, wherein the circular ribs 14 are interrupted by double longitudinal rows 16, whereby these rows also consist of individual teeth 5 exist.
- a surface structure H is shown for embossing rollers R2, the structural elements do not consist of rows with individual teeth, but from circular ribs 19, wherein the distances between the individual ribs is variable and no longitudinal ribs are present.
- the embossing roller R3 has the surface structure Y consisting of longitudinal ribs 20. Again, the interaction of the embossing rollers R2 and R3 results in a non-homogeneous refraction of the paper fibers.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Making Paper Articles (AREA)
Abstract
Description
- Die vorliegende Erfindung bezieht sich auf eine Vorrichtung zum Satinieren und Prägen von Verpackungsfolien mit mindestens drei Prägewalzen, gemäss Oberbegriff von Patentanspruch 1.
- Es ist jedoch auch möglich, eine Vorrichtung mit zwei Prägewalzen vorzusehen, wie gemäss Oberbegriff von Patentanspruch 2.
- Solche Vorrichtungen sind aus der
EP-A-1 372 946 des gleichen Anmelders bekannt. Die europäische Patentanmeldung ist eine Weiterentwicklung der Vorrichtung gemässUS-B-6 715 411 des gleichen Anmelders. Beiden dort definierten Vorrichtungen ist gemeinsam, dass die Papierbahn zuerst ein erstes Walzenpaar und dann ein zweites Walzenpaar durchläuft, wobei durch die Verwendung von drei Walzen der Anpressdruck vermindert wird und eine bessere Brechung des Papieranteils der Folie erzielt werden kann. - Die Oberflächen-Strukturen der Prägewalzen, d.h. die Anordnungen der Zähne, Zirkularrippen oder Längsrippen auf den vorbekannten Walzen, brechen das Papier symmetrisch, wodurch eine gegenüber dem vorher bekannten Stand der Technik homogenere Brechung der Fasern in zwei Richtungen resultiert und wodurch feinere Prägungen erzielt werden können, die Faltenbildung im Logobereich verhindert wird, eine verminderte Tendenz zu Tubing und Curling festgestellt werden kann und gute Faltungseigenschaften, bzw. sogenannte Deadfoldeigenschaften, erzielt werden können.
- Es sind jedoch in letzter Zeit weitere Probleme mit den Folien auf Papierunterlage aufgetaucht. Nachfolgend werden einige dieser Problemkreise angegeben, die sich aus den verschiedensten, neueren Papiereigenschaften ergeben:
- a) Eine einflussreiche und schwer zu beherrschende Komponente ist die Uneinheitlichkeit der Beschaffenheit der Folie, in der Zigarettenindustrie Innerliner genannt, wobei sich die Schwierigkeiten daraus ergeben, dass sich die Vielfalt der kommerziell erhältlichen Innerliner-Papiere ständig erhöht, ohne dass irgendwelche Vereinheitlichungstendenzen sichtbar sind. Das bedeutet, dass je nach Region oder Anforderungen aus dem Marketingbereich Papiere mit einem spezifischen Flächengewicht von 30 g/m2 bis 80 g/m2, metallisiert, Aluminium-kaschiert oder oberflächenbehandelt, z. B. durch Bedrucken, um eine metallähnliche Oberfläche zu erzielen, verwendet werden. Bei der Anwendung von sogenannten Schattenprägungen, siehe z.B.
US-B-7 036 347 des gleichen Anmelders, werden sehr feine Strukturen erzeugt, die Material unabhängig mit gleicher Qualität geprägt werden müssen. - b) Die mechanischen Eigenschaften der Folien werden stark durch die eingesetzten Zellstoff-Fasern, deren morphologischen Eigenschaften sowie deren Verarbeitung bestimmt. Äusserlich ähnliche Folien können sich deshalb in ihrem mechanischen Verhalten stark unterscheiden. Davon ausgehend ist es erstrebenswert, mit Innerlinern von schlechter Qualität gute Resultate zu erzielen.
- c) Für die industrielle Prägung der unterschiedlichen Folien ist es daher wünschenswert, unabhängiger von deren breiten Sensibilitätsbereich zu werden.
- d) Eine weitere, ökonomische Herausforderung besteht darin, Folien unterschiedlicher Beschaffenheit derart zu prägen, dass sich diese beim Betrachten von ähnlich geprägten Zeichen optisch kaum mehr unterscheiden. Beim jetzigen Stand der Technik können dieselben Prägungen sowohl bei Logos als auch bei Schattenprägungen für das Auge sehr unterschiedlich ausfallen, je nach Beschaffenheit der Folie.
- Es ist von diesem Stand der Technik ausgehend Aufgabe der vorliegenden Erfindung, eine Vorrichtung zum Satinieren und Prägen von Folien anzugeben, mit welcher die Fasern der Papierunterlage der Folie noch wirkungsvoller gebrochen werden, um nach dem Prägen ein ästhetisch besseres Gesamtbild zu ergeben, das praktisch unabhängig von der Beschaffenheit der Papierunterlage der Folie ist sowie um das einwandfreie Prägen von feinen Strukturen zu ermöglichen. Eine solche Vorrichtung ist in Patentanspruch 1 oder Patentanspruch 2 definiert. Weitere Aufgaben und Vorteile sind in abhängigen Patentansprüchen definiert.
- Die Erfindung wird im Folgenden anhand von Zeichnungen von Ausführungsbeispielen näher erläutert.
- Fig. 1
- zeigt schematisch und in perspektivischer Sicht eine Vorrichtung mit einer Prägewalze mit einer homogenen Anordnung von Zähnen, die mit zwei weiteren Prägewalzen zusammenwirkt,
- die Figuren 2 - 5
- zeigen je eine Struktur der beiden weiteren Prägewalzen, in einer Ausschnittvergrösserung,
- Fig. 6
- zeigt eine Ausführungsvariante der Strukturen der weiteren Prägewalzen,
- die Figuren 7 und 8
- zeigen weitere Ausführungsvarianten der Strukturen der weiteren Prägewalzen,
- Fig. 9
- zeigt schematisch einen Schnitt durch die drei unsynchronisierten Prägewalzen,
- Fig. 10
- zeigt schematisch einen Schnitt durch die drei synchronisierten Prägewalzen,
- Fig. 11
- zeigt eine Ausschnittvergrösserung von Zähnen der ersten Prägewalze mit Makro- und Mikro-Strukturierungen,
- Fig. 12
- zeigt, in einem noch grösseren Massstab, verschiedene mögliche Mikro-Strukturierungen der Zahnoberfläche von Fig. 11,
- Fig. 13
- zeigt eine Variante zu Fig. 11, mit Makro-Strukturen an und Mikro-Strukturierungen auf den Zähnen, und
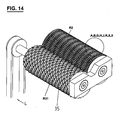
- Fig. 14
- zeigt eine zweite Ausführungsform der Erfindung mit zwei Prägewalzen.
- In der schematischen Darstellung von Fig. 1 sind drei Prägewalzen R1, R3 und R2 dargestellt, wobei die Prägewalze R1 durch einen Antrieb 4 angetrieben ist. Die Prägewalze R1 ist an sich bekannt und in verschiedenen Patentschriften, auch in den Eingangs zitierten Dokumenten, offenbart worden. Die angetriebene Prägewalze R1 weist eine Oberflächen-Struktur mit sowohl axial als auch zirkular homogen gerasterten individuellen Zähnen 5 auf, mittels welchen der Satiniereffekt erzielt wird. Diese Oberflächen-Struktur wird als Grundraster GR bezeichnet. Dabei können die Zähne pyramidenförmig mit verschiedenen Querschnitten, als Pyramidenstümpfe oder kegelförmig ausgebildet sein. Im Falle von pyramidförmigen Zähnen weisen diese einen Querschnitt in Form eines Viereck-Parallelogramms auf.
- Die beiden weiteren Prägewalzen R2 und R3 können über die Folie 9 und mittels geeigneter Oberflächenstrukturen durch die erste Prägewalze R1, siehe Fig. 9, oder mittels einem an sich bekannten Synchrongetriebe 6, 7 und 8 angetrieben werden, siehe Fig. 10. In der Regel wird die Folie 9 derart durch die Prägewalzen geführt, dass die metallisierte oder behandelte Oberfläche gegen die erste Prägewalze R1 zeigt.
- Es ist jedoch auch möglich, anstatt Prägewalze 1 Prägewalze 2 oder 3 anzutreiben und die anderen Prägewalzen frei laufen zu lassen. Statt eine Synchronisation mittels Zahnräder ist auch eine Synchronisation mittels Riemen oder elektronischer Mittel möglich.
- Bei der Papierherstellung ist die sogenannte Flockenbildung ein Schlüsselvorgang, der darin besteht, dass Faserstoffsuspensionen eine natürliche Flockungstendenz zeigen. Diese nimmt mit steigender Konzentration der Fasern zu, woraus eine steigende Stoffdichte resultiert. Die bei vielen Innerlinern beobachtete dichte Faserflockung verleiht dem Papier eine relativ hohe Festigkeit. Die Flocken sind jedoch sehr ungleichmässig über die Papierfläche verteilt und es können zur Zeit keine homogene, feine Siebstrukturen erzielt werden.
- Untersuchungen haben ergeben, dass die Folie bei einheitlicher Zahnung durch den Prägevorgang in der Laufrichtung, d.h. in Längsrichtung, tendenziell verkürzt und in Querrichtung leicht verbreitert wird. Dieser Effekt lässt sich dadurch erklären, dass die Zellstoff-Fasern überwiegend längs ausgerichtet sind. Durch die Quetschung der Fasern gewinnen diese naturgemäss an Breite und nur in geringem Masse an Länge.
- Um dieser Tendenz entgegenzuwirken, wurden gemäss Stand der Technik die Oberflächen jeder Prägewalze homogen mit gleichartigen Erhöhungen und Vertiefungen - mit dem Grundraster - ausgestattet, z.B. mit pyramidenförmigen Zähnen verschiedener Querschnitte wie z. B. Viereck-Parallelogramme, Pyramidenstümpfen oder kegelförmigen Zähne, so dass eine Interaktion mit den anderen am Prägeprozess beteiligten Prägewalzen möglich ist.
- Asymmetrische Strukturelemente in den einzelnen, aus gleichen Zähnen bestehenden Grundraster wurden vermieden, um einer Verzerrung des Prägebildes entgegenzuwirken. Es wurden in letzter Zeit verschiedene Alternativen geprüft, um mit den Anforderungen fertig zu werden, die durch die verschiedenen Papierarten und Papiergüten gestellt wurden.
- Untersuchungen haben nun ergeben, dass durch die Verwendung von Prägewalzen mit verschiedenen Strukturelementen, wie Zahnkränze, zirkular, schraubenlinienförmig oder längs der Prägewalze angeordnete Zahnreihen, deren Raster nicht das gleiche wie dasjenige des Grundrasters GR der ersten Prägewalze ist, eine sehr grosse Verbesserung der Brechung, bzw. Neutralisierung der durch die Flockenbildung entstandenen Unterstrukturen der Papierunterlage erzielt wurde. Dies kann dadurch erklärt werden, dass zur Beseitigung von zufällig gebildeten Flocken, Strukturen der Walzenoberfläche, die nicht das gleiche Grundraster GR besitzen, besser geeignet sind. Dies gilt sowohl für die Drei-als auch für die Zweiwalzenanordnung.
- Durch die Verwendung der nachfolgend beschriebenen Walzen wird nicht nur eine bessere Brechung und Neutralisierung der Papierunterlage bezüglich Faltenbildung, Tubing und Curling erzielt, sondern insbesondere auch eine ästhetisch weitaus verbesserte Oberfläche der Folie, die dieser ein edles Aussehen verleiht. Schliesslich erlaubt eine solche Oberfläche der Folie ein feineres und exakteres Prägen von sehr feinen Strukturen, die z.B. zur Herstellung von Authentifizierungs- und Identifizierungsmerkmalen dienen.
- Wie aus Fig. 9 oder 10 hervorgeht, durchläuft die Folie 9 zuerst das Walzenpaar R1 und R2 und anschliessend das Walzenpaar R1 und R3. Daraus ergibt sich, dass die Folie zuerst durch die Anordnung mit unterschiedlichen Strukturen des einen Walzenpaares durchläuft, um dann durch die Oberflächenstruktur der zweiten Walzenpaar-Anordnung anders, d.h. inhomogen behandelt zu werden, wodurch sich eine völlig inhomogene Behandlung der Folie ergibt, die überraschende Resultate zeigt.
- In Fig. 1 ist, wie bereits eingangs erwähnt, die Prägewalze R1 mit homogen gerasterten individuellen Zähnen 5 versehen, die das Grundraster GR definieren. Dabei kann es sich um pyramidenförmige oder kegelförmige Zähne handeln, die eine an sich bekannte Abflachung von mind. 2 %, bevorzugt mindestens 5%, aufweisen, wobei der Querschnitt der pyramidenförmigen Zähne die Form eines Viereck-Parallelogramms hat.
- In Fig. 1 sind ausserdem die Oberflächen-Strukturen der Prägewalzen R2 und R3 durch die Buchstaben A - J, bzw. Q - Z symbolisiert. Beim Vergleich von Fig. 1 mit Fig. 2 ist ersichtlich, dass die Bezeichnung R2A die Oberflächen-Struktur A der Prägewalze R2, und R3Q die Oberflächen-Struktur Q auf Prägewalze R3 bedeutet, usw.
- In Fig. 2 ist eine mögliche Oberflächen-Struktur der Prägewalzen R2 und R3 angegeben. Die Oberflächen-Struktur A der Walzenoberfläche von R2 gemäss Fig. 2 wird durch Längsrippen 10 definiert, die durch vereinzelte Strukturelemente in Form von Zahnreihen 11 unterbrochen sind, wobei sich die Zahnreihe 11 aus einzelnen Zähnen 5 zusammensetzt und die Zähne in vorliegendem Beispiel eine pyramidenstumpfförmige Gestaltung aufweisen. Die Oberfläche von R2 besteht daher nicht aus gleichförmigen Längsrippen, wie aus dem Stand der Technik bekannt, sondern aus Längsrippen, die von zirkularen Zahnreihen unterbrochen sind, wobei das Raster dieser Strukturelemente nicht das gleiche ist wie das Grundraster GR.
- Die Struktur Q der dritten Prägewalze R3 besteht hier aus gleichmässig angeordneten Zirkularrippen 12, wie dies bei Prägewalzen gemäss Stand der Technik an sich bekannt ist.
- Die längs, quer oder schraubenförmig verlaufenden Struktur-Elemente weisen einen Querschnitt auf, der sich nach aussen verjüngt und eine Abflachung aufweist, wobei die Dimensionen der Struktur-Elemente und der dazwischen liegenden Nuten den Dimensionen der Zähne 5 der ersten, angetriebenen Prägewalze R1 entsprechen, wobei sämtliche Zähne in die Nuten zwischen den Rippen greifen.
- In Fig. 3 ist dargestellt, dass die Oberflächen-Struktur B der Prägewalze R2 die unterbrochenen Längsrippen 10 sowie Doppelzahnreihen 13 aufweist, wobei es selbstverständlich ist, dass es auch drei oder mehr Zahnreihen sein können, die die Längsrippen 10 unterbrechen. Die Prägewalze R3 weist die gleiche Oberflächen-Struktur Q wie gemäss Fig. 2 auf.
- In Fig. 4 ist dargestellt, dass die Prägewalze R2 die gleiche Oberflächen-Struktur A wie gemäss Fig. 2 aufweist, während die Prägewalze R3 eine Oberflächen-Struktur R aufweist, worin zirkulare Rippen 14 durch längs angeordnete Zahnreihen 15 unterbrochen sind, wobei die Zahnreihen aus einzelnen Zähnen 5 bestehen.
- In der Darstellung gemäss Fig. 5 weist die Prägewalze R2 die Oberflächen-Struktur B wie in Fig. 3 auf, während die Prägewalze R3 eine Oberflächen-Struktur S aufweist, wobei die zirkularen Rippen 14 durch Doppellängsreihen 16 unterbrochen sind, wobei auch diese Reihen aus einzelnen Zähnen 5 bestehen.
- Bereits aus der Beschreibung der Figuren 1 bis 5 geht hervor, dass eine grosse Vielfalt von Variationen denkbar ist. So ist es selbstverständlich möglich, nicht nur Strukturelementen in Form von Einfach- oder Doppelreihen von Zähnen vorzusehen, sondern auch Drei- oder Mehrfachreihen aus einzelnen Zähnen, zwischen denen Längs- oder Zirkularrippen angeordnet sind.
- Ausserdem ist es einsichtig, dass sowohl die Dimensionen der einzelnen Zähne als auch die Abstände zwischen den Zahnreihen und auch die Längs- oder Zirkularrippen in ihren Dimensionen und Abständen variieren können, vorausgesetzt, dass sie derart bemessen und angeordnet sind, dass sie stets im Eingriff, bzw. abwälzend mit den gerasterten Zähnen der Prägewalze R1 bringbar sind. Selbstverständlich ist eine beliebige Kombination der angegebenen Walzentypen von beiden Prägewalzen möglich.
- Während in den Fig. 1 - 5 Oberflächen-Strukturen dargestellt sind, bei denen die Strukturelemente orthogonal zur Längsachse der Walzen angeordnet sind, sind in den Fig. 6 und 8 Oberflächen-Strukturen dargestellt, in denen die aus einzelnen Zähnen oder aus kontinuierlichen Rippen bestehenden Struktur-Elemente schraubenlinienförmig angeordnet sind.
- In Fig. 6 ist für die Prägewalze R2 eine Oberflächen-Struktur G dargestellt, in welcher in den Längsrippen 10 wie gemäss Fig. 5 Strukturelemente 17 schraubenlinienförmig und z.B. unter einem Winkel von 45° zur Längsachse angeordnet sind, die wiederum aus Zahnreihen mit einzelnen Zähnen 5 bestehen.
- Die Gegenwalze R3 weist eine Oberflächen-Struktur X auf, die spiegelbildlich zur Struktur G ausgebildet ist, wobei jedoch Struktur-Elemente 18 aus zwei Reihen von Zähnen 5 und unter dem Winkel von z. B. 45° zur Längsachse der Prägewalze angeordnet sind. Wie in den Fig. 3, 4 und 5 dargestellt, weist die Prägewalze R3 mit Oberflächen-Struktur X ebenfalls Ringe 12 auf, die von den Strukturelementen 18 durchbrochen sind.
- In Fig. 7 ist für Prägewalzen R2 eine Oberflächen-Struktur H dargestellt, deren Strukturelemente nicht aus Reihen mit einzelnen Zähnen bestehen, sondern aus Zirkularrippen 19, wobei die Abstände zwischen den einzelnen Rippen variabel ist und keine Längsrippen vorhanden sind. Die Prägewalze R3 weist die Oberflächen-Struktur Y auf, die aus Längsrippen 20 besteht. Auch hier ergibt das Zusammenwirken der Prägewalzen R2 und R3 eine nicht homogene Brechung der Papierfasern.
- Die Prägewalzen gemäss Fig. 8 sind analog den Prägewalzen gemäss Fig. 6 zu sehen, indem als Strukturelemente schraubenlinienförmig angeordnete Rippen 21 vorgesehen sind, jedoch ohne dazwischen liegende Längs- oder Querrippen, wobei auch hier die Abstände zwischen den einzelnen Rippen variabel sein können. Die Rippen 22 der Prägewalze R3, die die Oberflächen-Struktur Z ergeben, sind in diesem Beispiel dicht an dicht und schraubenlinienförmig angeordnet. Auch hier gibt ein Zusammenwirken der beiden Prägewalzen R2 und R3 eine nicht homogene Prägung und damit eine maximale Brechung der Papierfasern.
- Ausgehend von diesen Ausführungsbeispielen sind eine sehr grosse Anzahl von Variationen möglich, sowohl im Hinblick auf die Abstände zwischen den einzelnen Bahnen als auch bezüglich des Winkels der umlaufenden Bahnen. Es sind auch Kombinationen der dargestellten Typen möglich, d.h. dass einzelne Zirkular-, Längs- oder Schraubenbahnen aus einzelnen Zähnen bestehen können. Ausserdem ist es für einen Fachmann ersichtlich, dass die Zähne nicht notwendigerweise rechteckige oder quadratische Pyramiden sein müssen, die an der Spitze abgeflacht sind, es können auch kegelförmige, vorzugsweise abgeflachte Zähne, sein.
- Bei gewissen Papiersorten ist es ausreichend, nur eine Zweiwalzen-Vorrichtung gemäss Figur 14 zu verwenden. Sinngemäss gelten alle vorgehend beschriebenen Oberflächen-Strukturen auch für die Zweiwalzen-Vorrichtung, wobei die angetriebene Prägewalze R31 ein Grundraster GR1 aufweist, das dem Grundraster GR analog ist. Die Zähne 35 weisen als Ausführungsvariante einen rhombischen Querschnitt auf und die Seiten bezüglich der Längsachse können um einen beliebigen Winkel, beispielsweise um 45° gedreht angeordnet sein. Dadurch ergibt sich eine gute Synchronisation der beiden Walzen.
- Die zweite Walze R2 besitzt stets eine nichthomogene Oberflächen-Struktur, wie zum Beispiel gemäss A, B, G, H, J; R, S, X. Die zweite Walze kann, falls die erste Prägewalze eine Verzahnung wie bei R1 aufweist, entweder durch die Formgebung der Zähne und Rippen über die Folie oder über Synchronisationsmittel angetrieben werden.
- Die beschriebenen und gezeichneten Prägewalzen sind, so wie dargestellt, für das optimale Satinieren von Verpackungsfolien, insbesondere von Zigarettenpapier, geeignet. Falls Logos gewünscht sind, werden diese, wie aus dem Stand der Technik bekannt, vorzugsweise auf der Prägewalze R1 mit dem Grundraster GR oder GR1 angebracht. Dies geschieht dadurch, dass an der Stelle, an der das Logo entstehen soll, Zähne entfernt werden, so dass die metallisierte oder behandelte Oberfläche der Folie, die dort zu liegen kommt, beim Durchlauf nicht geändert wird und glänzend bleibt.
- Wie bereits Eingangs erwähnt, wird durch die Behandlung der Folie gemäss Erfindung deren Oberfläche besonders fein, so dass zusätzlich zu Logos Authentifizierungs- und Identifizierungsmerkmale geprägt werden können, die besonders fälschungssicher sind und eine sehr feine Struktur aufweisen. Ausserdem eignet sich diese Oberflächen-Struktur auch besonders gut zur sogenannten Schattenprägung, die noch beschrieben werden wird.
- Authentifizierungs- und Identifizierungsmerkmale und Schattenprägungen können z.B. gemäss
US-B-7 036 347 des gleichen Anmelders erzeugt werden oder mittels Prägewalzen, die in derEP-A-1 437 213 des gleichen Anmelders offenbart sind. - In den Figuren 11 - 13 ist beispielhaft eine in der
EP-A-1 437 213 Makro-Struktur und Mikro-Strukturierung genannte Oberflächenbearbeitung der einzelnen Zähne und des Zahngrundes der angetriebenen Prägewalze R1, dargestellt. - In Figur 11 sind sechs Zähne 5S1 bis 5S6 gezeichnet, wobei die Mikro-Strukturierungen schraffiert dargestellt sind. Die Zähne sind pyramidenstumpfförmig mit rechteckigem Grundriss, wobei die Seitenkanten parallel, bzw. senkrecht zur Längsachse der Walze ausgerichtet und die Pyramiden abgeflacht sind.
- Zahn 5S1 weist eine Mikro-Strukturierung 20 auf dem abgeflachten Teil des Zahnes sowie eine Mikro-Strukturierung 21 an einer oder beiden Querseiten des Zahnes auf und Zahn 5S4 weist die gleiche Oberflächen-Strukturierung 20 und eine Mikro-Strukturierung 22 an einer oder beiden Längsseite(n) des Zahnes auf. Der Zahngrund ZG kann eine Mikro-Strukturierung 23 längs der Längsseite der Zähne oder eine Mikro-Strukturierung 24 über gewisse Längen oder eine Mikro-Strukturierung 25 quer dazu aufweisen.
- Zahn 5S2 weist an einer oder beiden Längsseiten eine Mikro-Strukturierung 26 auf, die sich über die ganze Seite erstreckt, und Zahn 5S3 weist eine Mikro-Strukturierung 27 auf, die sich über die ganze Oberfläche des abgeflachten Teils erstreckt. Die Zähne 5S5 weisen eine nur schmale Mikro-Strukturierung 28 über die Höhe der Längsseite auf, während Zahn 5S6 unverändert ist. Davon ausgehend können selbstverständlich eine Vielfalt von Mikro-Strukturierungen angebracht werden, die eine ebenso grosse Vielfalt von Mustern auf der Folie ergeben.
- In den Figuren 12A - 12D sind in einer stärkeren Vergrösserung einige Beispiele von möglichen geraden oder gekrümmten Mikro-Strukturen auf und an den Zähnen angegeben. In Figur 12A ist im Querschnitt eine positive Gitterstruktur dargestellt, wobei die einzelnen Stege 30 einen Abstand von einigen µm aufweisen. Diese Strukturierung kann sich bei irgendeiner der Mikro-Strukturierungen 20, 21, 28 oder 29 befinden, aber auch auf dem Zahngrund angebracht sein, z.B. bei den Mikro-Strukturierungen 23, 24 oder 25.
- In Figur 12B ist im Querschnitt eine negative Gitterstruktur angedeutet, wobei die Vertiefungen 31 ebenfalls einen Abstand von einigen 100 nm bis einigen µm voneinander haben.
- In Figur 12C ist in perspektivischer Sicht eine mögliche positive Mikro-Struktur mittels gitterartigen, gekrümmten Stegen 32 angedeutet.
- In Figur 12D ist in perspektivischer Sicht eine mögliche negative Mikro-Strukturierung mittels gitterartigen, gekrümmten Nuten 33 angedeutet. Diese Struktur ist beispielsweise geeignet, bei der Mikro-Strukturierung 24 oder 25 Verwendung zu finden.
- Es ist von diesen wenigen Beispielen ausgehend einleuchtend, dass eine sehr grosse Variationsbreite sowohl der Mikro-Strukturierungen, bzw. Verteilung der Mikro-Strukturierungen auf den einzelnen Zähnen und auf dem Zahngrund oder nur auf dem Zahngrund allein, als auch der Art der Mikro-Strukturierungen selber möglich ist. Dies hängt vom jeweiligen Stand der Technik zur Herstellung dieser Strukturen ab, wobei die Herstellung von Mikro-Strukturierungen insbesondere auch bei der Herstellung von elektronischen Chips Anwendung findet und von dort bekannt ist. Bei solch feinen Mikro-Strukturierungen spielt die Verwendung von geeigneten Verfahren wie Lack- oder Ätztechniken eine grosse Rolle. Eine solche Mikro-Strukturierung erzeugt bei Bestrahlung eine Diffraktion des Lichtes.
- Die Zähne von Figur 13 weisen sowohl eine Makro-Struktur als auch eine Mikro-Strukturierung auf. Dabei wird unter Makro-Struktur die Veränderung der Zahngeometrie verstanden, die beim Prägen Zeichen erzeugt, deren Erscheinungsbild sich je nach Blickwinkel des Betrachters und/oder Art und/oder Standort der Beleuchtungsquelle ändert. Diese geometrisch veränderten Zähne prägen mehr oder weniger die metallene Oberfläche der Folie. Dieser Makro-Struktur kann eine Mikro-Strukturierung überlagert sein, um der Schattenprägung besondere Effekte zu verleihen.
- In Figur 13 erkennt man drei geometrisch unveränderte Zähne 5S1, 5S4 und 5S6, jedoch mit den Mikro-Strukturierungen wie in Figur 11 sowie die geometrisch veränderten Zähne 5M1, 5M2 und 5M3, wobei das "M" für Makro-Struktur steht. Der Zahn 5M1 weist eine grössere Abflachung auf als ein normaler Zahn, beispielsweise 5S1, wobei auf dem abgeflachten Teil eine Mikro-Strukturierung 20 angebracht ist.
- Der Zahn 5M2 weist nur eine grössere Abflachung auf und ist sonst unverändert, während der Zahn 5M3 in seiner Breite halbiert worden ist. Selbstverständlich können auch die Zähne 5M2 und 5M3 Mikro-Strukturierungen aufweisen. Auch im Beispiel gemäss Figur 13 kann der Zahngrund bearbeitet sein und dieselbe Mikro-Strukturierung 23 wie in Figur 11 und eine Mikro-Strukturierung 25 aufweisen.
- Aus der Darstellung von Figur 13 ergibt sich eine noch grössere Vielfalt von Veränderungsmöglichkeiten von Zähnen, um eine sehr grosse Vielfalt von Prägemustern zu erhalten. Dabei können auch nur die Strukturierungen des Zahngrundes allein zur Prägung verwendet werden.
- Dabei ist zu präzisieren, dass alle Zähne mit Makro-Strukturen und Mikro-Strukturierungen vorgesehen sind, die metallisierte oder behandelte Oberfläche der Folie zu verändern, im Gegensatz zu den Zahnlücken an der Stelle der Logos, die die Oberfläche der Folie nicht verändern.
- Aus der Beschreibung der Oberflächen-Strukturen der Walzen sowie Makro-Strukturen und Mikro-Strukturierungen der Zähne geht hervor, dass die Prägewalzen aus Metall gefertigt sind.
Claims (16)
- Vorrichtung zum Satinieren und Prägen von Verpackungsfolien, mit einer ersten, einer zweiten und einer dritten Prägewalze (R1, R3, R2), wobei die erste Prägewalze (R1) je gegenüber der zweiten (R2) oder dritten (R3) Prägewalze abwälzend zusammenwirkt und die Verpackungsfolie (9) unter Druck zwischen der ersten und zweiten und der ersten und dritten Prägewalze durchführbar ist, um eine Satinierung und ein Muster zu erzeugen, wobei die erste Prägewalze (R1) eine in einem Grundraster (GR, GR1) angeordnete, aus homogen gerasterten individuellen Zähnen (5, 35) bestehende Verzahnung und die beiden anderen Prägewalzen (R2, R3) eine von der ersten Prägewalze verschiedene Oberflächen-Struktur aufweisen, dadurch gekennzeichnet, dass mindestens eine der beiden anderen Prägewalzen (R2, R3) eine Oberflächen-Struktur (A, B, B, G, H, J; Q, R, S, X, Y, Z) mit vereinzelt oder in Gruppen angeordneten Strukturelementen (11, 13, 15, 16; 17, 18, 19, 21) aufweist, die nicht in dem gleichen Grundraster (GR, GR1) wie auf der ersten Prägewalze angeordnet sind, wobei das Strukturelement (11, 13, 15, 16; 17, 18; 19, 21) aus individuellen Zähnen (5, 35) oder aus einer kontinuierlich ausgebildeten Rippe (19, 21) oder einer Kombination der beiden Ausbildungen besteht und die Strukturelemente zirkular, längs oder in Schraubenlinie auf der zweiten und/oder dritten Prägewalze (R2, R3) angeordnet sind.
- Vorrichtung zum Satinieren und Prägen von Verpackungsfolien mit einer ersten und einer zweiten Prägewalze (R31, R2), wobei beide Prägewalzen miteinander abwälzend zusammenwirken und die Verpackungsfolie (9) unter Druck zwischen der ersten und zweiten Prägewalze durchführbar ist, um eine Satinierung und ein Muster zu erzeugen, wobei die erste Prägewalze (R1, R31) eine in einem Grundraster (GR, GR1) angeordnete, aus homogen gerasterten individuellen Zähnen (5, 35) bestehende Verzahnung und die andere Prägewalze (R2) eine von der ersten Prägewalze verschiedene Oberflächen-Struktur aufweist, dadurch gekennzeichnet, dass die zweite Prägewalze (R2) eine Oberflächen-Struktur (A, B, B, G, H, J; R, S, X) mit vereinzelt oder in Gruppen angeordnete Strukturelemente (11, 13, 15, 16; 17, 18, 19, 21) aufweist, die nicht in dem gleichen Grundraster (GR, GR1) wie auf der ersten Prägewalze angeordnet sind, wobei das Strukturelement (11, 13, 15, 16; 17, 18; 19, 21) aus individuellen Zähnen (5, 35) oder aus einer kontinuierlich ausgebildeten Rippe (19, 21) oder einer Kombination der beiden Ausbildungen besteht und die Strukturelemente zirkular, längs oder in Schraubenlinie auf der zweiten Prägewalze (R2) angeordnet sind.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die zweite Prägewalze (R2) mit der Oberflächen-Struktur (A, B) Längsrippen (10) aufweist, die von zirkularen Strukturelementen unterbrochen sind, die aus ein-, zwei- oder mehrreihig (11, 13) angeordneten Zähnen bestehen.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass die dritte Prägewalze (R3) mit der Oberflächen-Struktur (Q, R) umlaufende Rippen (12, 14) aufweist.
- Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, dass die dritte Prägewalze (R3) längs angeordnete Strukturelemente aufweist, die je aus einzelnen Zähnen (5, 35) bestehen und ein-, zwei- oder mehrreihig (15, 16) angeordnet sind.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass die zweite und/oder dritte Prägewalze (R2, R3) mit der Oberflächen-Struktur (G, H) schraubenlinienförmig angeordnete Strukturelemente aufweist, die je aus einzelnen Zähnen (5, 35) bestehen und ein-, zwei- oder mehrreihig (17, 18) angeordnet sind.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die zweite Prägewalze (R2) mit der Oberflächen-Struktur (H, J) umlaufende Strukturelemente (19, 21) mit einem unterschiedlichen Abstand voneinander aufweist, wobei die Strukturelemente zirkular (19) oder schraubenlinienförmig (21) angeordnet sind.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die dritte Prägewalze (R3) mit der Oberflächen-Struktur (Y, Z) schraubenlinienförmig oder längs angeordnete Strukturelemente (20, 22) in Form von Rippen aufweist.
- Vorrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass sich der Querschnitt der Rippe (10, 12, 14, 19, 20, 21, 22) nach,aussen verjüngt und abgeflacht ist, wobei die Dimensionen der Rippen und der dazwischen liegenden Nuten den Dimensionen der Zähne (5, 35) der ersten, angetriebenen Prägewalze (R1, R31) entsprechen, wobei sämtliche Zähne in die Nuten zwischen den Rippen greifen.
- Vorrichtung nach einem der Ansprüche 1 bis 9, zum Prägen von Zeichen, deren Erscheinungsbild sich je nach Blickwinkel des Betrachters und/oder Art und/oder Standort der Beleuchtungsquelle ändert, dadurch gekennzeichnet, dass die, die sich ändernden Zeichen erzeugenden Prägezähne (5M1 - 5M3) der ersten Prägewalze (R1, R31) eine andere geometrische Form aufweisen als die für die Satinierung vorgesehenen Zähne (5, 35).
- Vorrichtung nach einem der Ansprüche 1 bis 10, zum Prägen von Authentifizierungs- und IdentifizierungsMerkmalen, dadurch gekennzeichnet, dass die Oberfläche der Prägezähne (5S1 - 5S6; 5M1 - 5M3) und/oder Stellen des Zahngrundes (ZG) der Prägewalze (1) mit Mikro-Strukturierungen (20-22, 26 - 33; 23 - 25) versehen sind.
- Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, dass die Mikro-Strukturierungen gitterartig angeordnete Stege (30, 32) oder Nuten (33) enthalten, die einen Abstand voneinander von unter einem Mikrometer bis 30 Mikrometer aufweisen.
- Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, dass die geometrisch veränderten Prägezähne (5M1 - 5M3) eine geringere Höhe aufweisen als die übrigen Zähne.
- Vorrichtung nach einem der Ansprüche 11 oder 13, dadurch gekennzeichnet, dass die geometrisch veränderten Prägezähne (5M1 - 5M3) eine andere Flanken- oder Kantenform aufweisen als die übrigen Zähne.
- Verfahren zum Satinieren und Prägen von Verpackungsfolien mit einer Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die aus metallisiertem oder oberflächenbehandeltem oder Aluminiumkaschiertem Papier bestehende Verpackungsfolie (9) ein erstes Prägewalzen-Paar (R1, R31; R2) und anschliessend ein zweites Prägewalzen-Paar (R1, R31; R3) durchläuft, wobei die metallene oder oberflächenbehandelte Schicht der Folie der ersten Prägewalze (R1, R31) zugewandt ist und mindestens ein Prägewalzen-Paar (R1, R31; R2) eine nicht homogene und von dem Grundraster der ersten Prägewalze (R1, R31) verschiedene Rasterung der Oberflächen-Struktur (A, B, B, G, H, J; Q, R, S, X, Y, Z) aufweist, um eine wirkungsvolle Brechung der Papierfasern zu erzielen.
- Verfahren zum Satinieren und Prägen von Verpackungsfolien mit einer Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, dass die aus metallisiertem, oberflächenbehandeltem oder Aluminiumkaschiertem Papier bestehende Verpackungsfolie (9) das Prägewalzen-Paar (R1, R31; R2) durchläuft, wobei die metallene Schicht der Folie der ersten Prägewalze (R1, R31) zugewandt ist und das Prägewalzen-Paar (R1, R31; R2) eine nicht homogene und von dem Grundraster der ersten Prägewalze (R1, R31) verschiedene Rasterung der Oberflächen-Struktur (A, B, B, G, H, J; R, S, X) aufweist, um eine wirkungsvolle Brechung der Papierfasern zu erzielen.
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06405487A EP1925443B9 (de) | 2006-11-22 | 2006-11-22 | Vorrichtung zum Satinieren und Prägen von Verpackungsfolien |
| ES06405487T ES2391648T3 (es) | 2006-11-22 | 2006-11-22 | Dispositivo para el satinado y gofrado de láminas de empaque |
| ZA200709348A ZA200709348B (en) | 2006-11-22 | 2007-10-30 | Device for satinizing and embossing packaging foils |
| US11/933,892 US8430663B2 (en) | 2006-11-22 | 2007-11-01 | Device for satinizing and embossing packaging foils |
| CA2610176A CA2610176C (en) | 2006-11-22 | 2007-11-13 | Device for satinizing and embossing packaging foils |
| RU2007142700/12A RU2483935C2 (ru) | 2006-11-22 | 2007-11-21 | Блок роликов для устройства для сатинирования и тиснения упаковочной фольги |
| CN200710188653.7A CN101186125B (zh) | 2006-11-22 | 2007-11-21 | 用于对包装箔片进行锻光和印花的装置 |
| JP2007301099A JP5166003B2 (ja) | 2006-11-22 | 2007-11-21 | 包装用フォイルをサテン仕上げおよびエンボス加工するための装置 |
| BRPI0704244-2A BRPI0704244A (pt) | 2006-11-22 | 2007-11-22 | aparelho para acetinar e estampar em relevo folhas metálicas de embalagem e método de sua realização |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06405487A EP1925443B9 (de) | 2006-11-22 | 2006-11-22 | Vorrichtung zum Satinieren und Prägen von Verpackungsfolien |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1925443A1 true EP1925443A1 (de) | 2008-05-28 |
| EP1925443B1 EP1925443B1 (de) | 2012-08-29 |
| EP1925443B9 EP1925443B9 (de) | 2012-11-14 |
Family
ID=37603007
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06405487A Active EP1925443B9 (de) | 2006-11-22 | 2006-11-22 | Vorrichtung zum Satinieren und Prägen von Verpackungsfolien |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US8430663B2 (de) |
| EP (1) | EP1925443B9 (de) |
| JP (1) | JP5166003B2 (de) |
| CN (1) | CN101186125B (de) |
| BR (1) | BRPI0704244A (de) |
| CA (1) | CA2610176C (de) |
| ES (1) | ES2391648T3 (de) |
| RU (1) | RU2483935C2 (de) |
| ZA (1) | ZA200709348B (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009155720A1 (en) * | 2008-06-26 | 2009-12-30 | Boegli-Gravures S.A. | Device for satinizing and embossing packaging foils |
| EP2353858A1 (de) | 2010-02-09 | 2011-08-10 | Boegli-Gravures S.A. | Vorrichtung zum Prägen von Umhüllungsfolien |
| EP2468493A1 (de) * | 2010-12-23 | 2012-06-27 | Boegli-Gravures S.A. | Vorrichtung zum Prägen von Folien |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2327502A1 (de) * | 2009-11-25 | 2011-06-01 | Boegli-Gravures S.A. | Verfahren und Vorrichtung zur Strukturierung einer mit einer Hartstoff-Beschichtung versehenen Festkörper-Oberfläche mit einem Laser unter Verwendung von Maske und Blende |
| PL2414130T5 (pl) * | 2009-03-30 | 2019-10-31 | Boegli Gravures Sa | Sposób i urządzenie do strukturyzowania powierzchni obiektu litego z twardą powłoką pierwszym laserem o impulsach w zakresie nanosekundowym i drugim laserem o impulsach w zakresie piko- lub femtosekundowym; folia opakowaniowa |
| EP2327503A1 (de) * | 2009-11-25 | 2011-06-01 | Boegli-Gravures S.A. | Verfahren und Vorrichtung zur Strukturierung einer mit einer Hartstoff-Beschichtung versehenen Festkörper-Oberfläche mit einem Nanosekundenbereich-Pulslängen erzeugenden Laser und mit einem zweiten Piko- oder Femetosekundenbereich-Pulslängen erzeugenden Laser |
| CA2757146C (en) * | 2009-03-30 | 2017-09-12 | Boegli-Gravures S.A. | Method and device for structuring the surface of a hard material coated solid body by means of a laser |
| AT509189A1 (de) * | 2009-11-17 | 2011-06-15 | Tannpapier Gmbh | Verfahren zum prägen eines mundstückbelags eines zigarettenmundstückes |
| CN102275251A (zh) * | 2010-06-11 | 2011-12-14 | 鑫永铨股份有限公司 | 鼓式硫化机及其硫化鼓 |
| EP2399732A1 (de) * | 2010-06-22 | 2011-12-28 | Boegli-Gravures S.A. | Vorrichtung zum Prägen von Folien |
| US9067357B2 (en) | 2010-09-10 | 2015-06-30 | The Procter & Gamble Company | Method for deforming a web |
| US8657596B2 (en) | 2011-04-26 | 2014-02-25 | The Procter & Gamble Company | Method and apparatus for deforming a web |
| US20120276238A1 (en) * | 2011-04-26 | 2012-11-01 | John Brian Strube | Apparatus for Deforming a Web |
| PL2838721T4 (pl) * | 2012-04-17 | 2023-02-20 | Boegli-Gravures S.A. | Sposób wytwarzania zestawu wałków do wytłaczania |
| DE102012024808A1 (de) * | 2012-12-19 | 2014-06-26 | Outokumpu Nirosta Gmbh | Verfahren und Vorrichtung zur Herstellung von profilierten Metallbändern |
| ITBO20130418A1 (it) * | 2013-07-31 | 2015-02-01 | Gd Spa | Dispositivo goffratore. |
| EP3110610A2 (de) * | 2014-02-27 | 2017-01-04 | Ole-Bendt Rasmussen | Verfahren zur herstellung sequenziell gestreckter polymerfolien, in solchen verfahren verwendete vorrichtung und so erhaltene produkte |
| EP2944413A1 (de) | 2014-05-12 | 2015-11-18 | Boegli-Gravures S.A. | Vorrichtung zur Maskenprojektion von Femtosekunden- und Pikosekunden- Laserstrahlen mit einer Blende, einer Maske und Linsensystemen |
| CH708200A8 (de) * | 2014-09-12 | 2015-03-13 | Boegli Gravures Sa | Verfahren und Vorrichtung zur Authentifizierung von Identifikations-Merkmalen auf einer Verpackungsfolie. |
| EP3037253A1 (de) | 2014-12-22 | 2016-06-29 | Boegli-Gravures S.A. | Mikro-Prägen |
| EP3184292A1 (de) | 2015-12-22 | 2017-06-28 | Boegli-Gravures S.A. | Vorrichtung zum feinprägen von verpackungsmaterial mit einem satz prägewalzen des patrizen-matrizentyps |
| EP3251825A1 (de) * | 2016-05-31 | 2017-12-06 | Boegli-Gravures S.A. | Verfahren und vorrichtung zum prägen von flachmaterial |
| EP3300612A1 (de) | 2016-10-03 | 2018-04-04 | Boegli-Gravures S.A. | Papierverbindung ohne unterbrechung für rohrförmige papierumhüllungen, die durch geprägtes papier verschlossen und durch eine strukturierte innenseite wiederverschliessbar sind |
| WO2018083528A1 (en) | 2016-11-04 | 2018-05-11 | Rakesh Nanjundiah | Device and method of embossing with multiple driven rolls |
| EP3339012A1 (de) | 2016-12-20 | 2018-06-27 | Boegli-Gravures S.A. | Verfahren und prägestruktur zur maximierung des druckaufbaus beim drehprägen von folien |
| US11252994B2 (en) * | 2017-04-12 | 2022-02-22 | Philip Morris Products S.A. | Apparatus and method for the production of sheet like tobacco material |
| EP3415306A1 (de) | 2017-06-14 | 2018-12-19 | Boegli-Gravures S.A. | Verfahren und prägestruktur mittels eines drucks mit hoher dichte zur erzeugung von abgeschatteten oder gekrümmten hochreflektierenden bereichen auf rotierend geprägten folien |
| EP3437849A1 (de) | 2017-08-03 | 2019-02-06 | Boegli-Gravures SA | Werkzeug und verfahren zum prägen von verpackungsmaterial mit einem prägemuster mit code mit geringer sichtbarkeit |
| JP7060978B2 (ja) * | 2018-02-16 | 2022-04-27 | 東罐興業株式会社 | 紙製カップのエンボス構造 |
| BR112020026223B1 (pt) | 2018-06-26 | 2023-12-19 | Boegli-Gravures Sa | Método de gravação de áreas refletoras de luz individualmente em um material em folha dispositivo de gravação configurado para gravar em relevo áreas refletoras de luz |
| WO2020044812A1 (ja) * | 2018-08-28 | 2020-03-05 | 東罐興業株式会社 | 容器用紙製シートおよびその製造方法、容器用紙製シートの製造装置、並びに、容器 |
| CN112190154A (zh) * | 2020-11-17 | 2021-01-08 | 济南卓恒膨化机械有限公司 | 轧花辊、轧花对辊及网格食品加工设备 |
| CN113085162B (zh) * | 2021-03-25 | 2022-11-18 | 常州亮彩塑料制品有限公司 | 一种塑料薄膜袋的压花装置 |
| CN113681991B (zh) * | 2021-08-04 | 2023-05-09 | 广东财州科技有限公司 | 多功能中间压花外层四边锁花纸巾的制作方法 |
| KR20240039053A (ko) | 2021-08-13 | 2024-03-26 | 보에글리-그라부레스 에스.에이. | 배리어 종이를 엠보싱하는 방법 및 공구 |
| CN114099154B (zh) * | 2021-11-30 | 2022-08-09 | 湖州唯可新材料科技有限公司 | 一种3d芯体的制备方法及其装置 |
| IT202200003380A1 (it) * | 2022-02-23 | 2023-08-23 | Engraving Solutions S R L | Rullo goffratore, metodo di incisione e goffratore comprendente il rullo goffratore |
| EP4368036A1 (de) | 2022-11-11 | 2024-05-15 | Boegli-Gravures S.A. | Verfahren und werkzeug zum prägen von biologisch abbaubarem papier zur herstellung von zigarettenfiltern |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191018668A (en) * | 1910-08-08 | 1911-04-06 | Victor Chartener | Improvements in Sheet Embossing Mills. |
| US1954635A (en) * | 1929-10-02 | 1934-04-10 | Orenda Corp | Sheet forming device |
| FR1264268A (fr) * | 1960-07-27 | 1961-06-19 | Scott Paper Co | Procédé et appareil pour traiter des matières en feuille et matières en feuille ainsi obtenues |
| WO2002076716A1 (de) * | 2001-03-26 | 2002-10-03 | Boegli-Gravures S.A. | Vorrichtung zur behandlung von flachmaterial |
| EP1437213A1 (de) * | 2002-12-23 | 2004-07-14 | Boegli-Gravures S.A. | Vorrichtung zum Satinieren und Prägen von Flachmaterial |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3130412A (en) * | 1959-07-31 | 1964-04-21 | Scott Paper Co | Process of and apparatus for treating sheet materials and product |
| BE754620A (fr) * | 1969-08-13 | 1971-01-18 | Nielsen Ole | Procede pour la realisation de matieres en feuilles bosselees aux deux faces |
| US4361085A (en) * | 1981-06-11 | 1982-11-30 | Crown Zellerbach Corporation | Embossing apparatus |
| US6715411B1 (en) * | 2000-05-17 | 2004-04-06 | Boegli Gravures S.A. | Device for the treatment of flat materials |
| AU2001289469B9 (en) * | 2000-10-13 | 2007-06-07 | Boegli-Gravures S.A. | Device for embossing and/or satin-finishing a flat material |
| US6863107B2 (en) * | 2001-10-02 | 2005-03-08 | Sca Hygiene Products Gmbh | Device for applying a spot embossing pattern to a web of multi-ply tissue paper |
| ITFI20030015A1 (it) * | 2003-01-17 | 2004-07-18 | Fabio Perini | Dispositivo e metodo per eseguire l'unione di veli di carta |
-
2006
- 2006-11-22 ES ES06405487T patent/ES2391648T3/es active Active
- 2006-11-22 EP EP06405487A patent/EP1925443B9/de active Active
-
2007
- 2007-10-30 ZA ZA200709348A patent/ZA200709348B/xx unknown
- 2007-11-01 US US11/933,892 patent/US8430663B2/en not_active Expired - Fee Related
- 2007-11-13 CA CA2610176A patent/CA2610176C/en not_active Expired - Fee Related
- 2007-11-21 RU RU2007142700/12A patent/RU2483935C2/ru not_active IP Right Cessation
- 2007-11-21 CN CN200710188653.7A patent/CN101186125B/zh not_active Expired - Fee Related
- 2007-11-21 JP JP2007301099A patent/JP5166003B2/ja not_active Expired - Fee Related
- 2007-11-22 BR BRPI0704244-2A patent/BRPI0704244A/pt not_active Application Discontinuation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191018668A (en) * | 1910-08-08 | 1911-04-06 | Victor Chartener | Improvements in Sheet Embossing Mills. |
| US1954635A (en) * | 1929-10-02 | 1934-04-10 | Orenda Corp | Sheet forming device |
| FR1264268A (fr) * | 1960-07-27 | 1961-06-19 | Scott Paper Co | Procédé et appareil pour traiter des matières en feuille et matières en feuille ainsi obtenues |
| WO2002076716A1 (de) * | 2001-03-26 | 2002-10-03 | Boegli-Gravures S.A. | Vorrichtung zur behandlung von flachmaterial |
| EP1437213A1 (de) * | 2002-12-23 | 2004-07-14 | Boegli-Gravures S.A. | Vorrichtung zum Satinieren und Prägen von Flachmaterial |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009155720A1 (en) * | 2008-06-26 | 2009-12-30 | Boegli-Gravures S.A. | Device for satinizing and embossing packaging foils |
| US8495900B2 (en) | 2008-06-26 | 2013-07-30 | Boegli-Gravures S.A. | Device for satinizing and embossing packaging foils |
| EP2353858A1 (de) | 2010-02-09 | 2011-08-10 | Boegli-Gravures S.A. | Vorrichtung zum Prägen von Umhüllungsfolien |
| WO2011098376A1 (en) | 2010-02-09 | 2011-08-18 | Boegli Gravures Sa | Device for embossing wrapping films |
| US9481141B2 (en) | 2010-02-09 | 2016-11-01 | Boegli-Gravures Sa | Device for embossing wrapping foils |
| EP2468493A1 (de) * | 2010-12-23 | 2012-06-27 | Boegli-Gravures S.A. | Vorrichtung zum Prägen von Folien |
| WO2012085187A1 (en) * | 2010-12-23 | 2012-06-28 | Boegli-Gravures Sa | Device for embossing foils |
| CN103282192A (zh) * | 2010-12-23 | 2013-09-04 | 伯格利-格拉维瑞斯股份有限公司 | 用于压花箔的装置 |
| EP2655054A1 (de) * | 2010-12-23 | 2013-10-30 | Boegli-Gravures S.A. | Prägevorrichtung für folien |
| CN103282192B (zh) * | 2010-12-23 | 2016-04-13 | 伯格利-格拉维瑞斯股份有限公司 | 用于压花箔的装置 |
| RU2592195C2 (ru) * | 2010-12-23 | 2016-07-20 | Боэгли-Гравюр Са | Устройство для тиснения фольги |
| US9505167B2 (en) | 2010-12-23 | 2016-11-29 | Boegli-Gravures S.A. | Device for embossing foils |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008126669A (ja) | 2008-06-05 |
| CN101186125B (zh) | 2014-05-28 |
| US8430663B2 (en) | 2013-04-30 |
| BRPI0704244A (pt) | 2008-07-15 |
| US20080116610A1 (en) | 2008-05-22 |
| CA2610176C (en) | 2015-01-13 |
| ES2391648T3 (es) | 2012-11-28 |
| CN101186125A (zh) | 2008-05-28 |
| EP1925443B9 (de) | 2012-11-14 |
| RU2007142700A (ru) | 2009-05-27 |
| EP1925443B1 (de) | 2012-08-29 |
| RU2483935C2 (ru) | 2013-06-10 |
| JP5166003B2 (ja) | 2013-03-21 |
| ZA200709348B (en) | 2008-10-29 |
| CA2610176A1 (en) | 2008-05-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1925443B9 (de) | Vorrichtung zum Satinieren und Prägen von Verpackungsfolien | |
| EP1372946B1 (de) | Vorrichtung zur behandlung von flachmaterial | |
| DE69404922T2 (de) | Papierhandtuch mit diagonalen trichterförmigen Streifen von geschlitzten länglich hexagonalen Höckern auf zwei Ebenen | |
| DE69918094T2 (de) | Saugfähiges geprägtes papier | |
| DE60126636T2 (de) | Geprägte Papierbahn | |
| DE69514253T2 (de) | Absorbierendes papier mit geprägten motiven | |
| EP1437213A1 (de) | Vorrichtung zum Satinieren und Prägen von Flachmaterial | |
| EP2399732A1 (de) | Vorrichtung zum Prägen von Folien | |
| EP2353858A1 (de) | Vorrichtung zum Prägen von Umhüllungsfolien | |
| DE2743915C2 (de) | Materialbahn, insbesondere Papierbahn, und daraus hergestellte Filterstöpsel für Tabakwaren | |
| WO2002030661A1 (de) | Vorrichtung zum prägen und/oder satinieren von flachmaterial | |
| DE19734414A1 (de) | Verfahren zum Herstellen eines relativ weichen Produktes sowie das Produkt selbst | |
| EP1046479A1 (de) | Vorrichtung zum Lochen und Verformen eines Flächengebildes. | |
| EP2468493A1 (de) | Vorrichtung zum Prägen von Folien | |
| EP3717690A1 (de) | Verfahren zum schneiden von schnitt-teilen und vorrichtung zum schneiden | |
| EP1242687B1 (de) | Tissue- und/oder tissueähnliches material sowie verfahren zu dessen herstellung | |
| WO2016116256A1 (de) | Datenträger mit einem fenstersicherheitsfaden | |
| CH670420A5 (en) | Paper creping machine for cigarette filter manufacture - uses rollers with ribs increasing in number to form central groove first then adding outer grooves | |
| DE102022122488A1 (de) | Vorrichtung zur Herstellung einer Fasermattenbahn und entsprechendes Verfahren | |
| DE3215113A1 (de) | Polvlies und verfahren und vorrichtung zu seiner herstellung | |
| DE102007053087A1 (de) | Geprägter Vliesstoff | |
| DE1125754B (de) | Verfahren zur Herstellung eines gerillten, saugfaehigen Materials aus Papier | |
| EP2947202B1 (de) | Sicherheitspapier mit wasserzeichen | |
| EP2935692B1 (de) | Entwässerungssieb für die papierherstellung | |
| EP1275777A1 (de) | Verfahren zum Betreiben eines Kalanders |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20081007 |
|
| 17Q | First examination report despatched |
Effective date: 20081110 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAC | Information related to communication of intention to grant a patent modified |
Free format text: ORIGINAL CODE: EPIDOSCIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 572831 Country of ref document: AT Kind code of ref document: T Effective date: 20120915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: AMMANN PATENTANWAELTE AG BERN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502006011912 Country of ref document: DE Effective date: 20121018 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2391648 Country of ref document: ES Kind code of ref document: T3 Effective date: 20121128 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120829 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120829 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120829 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120829 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121231 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120829 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121130 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120829 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ANDRE ROLAND S.A., CH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120829 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120829 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120829 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120829 |
|
| BERE | Be: lapsed |
Owner name: BOEGLI-GRAVURES S.A. Effective date: 20121130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120829 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120829 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121129 |
|
| 26N | No opposition filed |
Effective date: 20130530 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502006011912 Country of ref document: DE Effective date: 20130530 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061122 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20181120 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20181121 Year of fee payment: 13 Ref country code: DE Payment date: 20181120 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20181220 Year of fee payment: 13 Ref country code: TR Payment date: 20181113 Year of fee payment: 13 Ref country code: IT Payment date: 20181126 Year of fee payment: 13 Ref country code: ES Payment date: 20181218 Year of fee payment: 13 Ref country code: FR Payment date: 20181123 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006011912 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20191201 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 572831 Country of ref document: AT Kind code of ref document: T Effective date: 20191122 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20191122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191122 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191122 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191130 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191122 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20210531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191122 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: U11 Free format text: ST27 STATUS EVENT CODE: U-0-0-U10-U11 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20251201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20251201 Year of fee payment: 20 |