EP3838579B1 - Prägewalzenanordnung zum herstellen zumindest zweilagiger tissues und verfahren zum herstellen einer prägewalzenanordnung - Google Patents
Prägewalzenanordnung zum herstellen zumindest zweilagiger tissues und verfahren zum herstellen einer prägewalzenanordnung Download PDFInfo
- Publication number
- EP3838579B1 EP3838579B1 EP19217210.4A EP19217210A EP3838579B1 EP 3838579 B1 EP3838579 B1 EP 3838579B1 EP 19217210 A EP19217210 A EP 19217210A EP 3838579 B1 EP3838579 B1 EP 3838579B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- embossing
- recess
- protrusion
- embossing roller
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004049 embossing Methods 0.000 title claims description 104
- 238000004519 manufacturing process Methods 0.000 title claims description 8
- 238000000034 method Methods 0.000 claims description 6
- 238000005096 rolling process Methods 0.000 claims description 2
- 238000007598 dipping method Methods 0.000 claims 2
- 230000000694 effects Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000005271 beta minus decay Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000008719 thickening Effects 0.000 description 2
- 241000936955 Alepocephalidae Species 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 238000005755 formation reaction Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/07—Embossing, i.e. producing impressions formed by locally deep-drawing, e.g. using rolls provided with complementary profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0717—Methods and means for forming the embossments
- B31F2201/072—Laser engraving
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0738—Cross sectional profile of the embossments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0741—Roller cooperating with a non-even counter roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0758—Characteristics of the embossed product
- B31F2201/0761—Multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0784—Auxiliary operations
- B31F2201/0789—Joining plies without adhesive
Definitions
- the invention relates to an embossing roller arrangement for producing at least two-ply tissues, such as in particular handkerchiefs and/or serviettes and/or kitchen rolls and/or toilet paper, with a pair of rollers rolling on one another, the pair of rollers comprising an embossing roller and a counter-roller, and with at least one on the pair of rollers formed embossing arrangement, wherein the embossing arrangement on the counter-roller comprises at least one recess and on the embossing roller at least one projection engaging in the recess, wherein the recess has an embossing edge surrounding the recess opening and the projection has side flanks that are angled at least in sections, with which the projection can flex when it dips into the recess contacts the embossed edge at least in sections, the recess having a gradient which, at least in the region of the embossed edge, has a gradient angle which is smaller than a flank angle of the side flanks of the projection relative to the vertical.
- a positively engraved embossing roll is pressed against a smooth backing roll with high pressure.
- the pressure of the flat engraving head against the smooth backing roller creates the adhesion of the layers.
- Top-to-top reels are a subset of top-to-flat reels.
- two identical, positively engraved embossing rollers are used, in which the embossing elements are precisely are arranged in opposite directions. The required pressure is generated between the smooth heads of the embossing elements.
- the multi-ply tissue product is guided through the gap between the rolls and, after embossing, is further processed into the desired end product.
- the invention is therefore based on the object of providing an embossing roller arrangement or a method for producing such an embossing roller arrangement, in which a significantly lower pressing force between the embossing rollers is necessary in order to produce the desired layer adhesion.
- the independent claim 12 relates to a corresponding method for producing an embossing roller arrangement.
- Advantageous embodiments of the invention are the subject matter of the dependent claims.
- an embossing roller arrangement for producing at least two-ply tissues, such as handkerchiefs and/or serviettes and/or kitchen rolls and/or toilet paper, is proposed, in which the flank angle is more than 10 degrees, and particularly preferably 15 degrees, greater than the gradient angle.
- the flank angle is more than 10 degrees, and particularly preferably 15 degrees, greater than the gradient angle.
- a plurality of the embossing arrangements are formed on the pair of rollers in a regular, irregular or patterned form.
- the contact of the side flanks of the projection with only the embossing edge of the recess and not, as before, with a large part of the inner surface of the recess reduces the active embossing surface, so that the pressure force acting on the embossing roller or the counter roller while maintaining the specific pressure required for the Generation of the layer adhesion of the tissue layers is required can be reduced.
- the active embossing area is now reduced from a relatively large area as known from the prior art to a very narrow embossing edge.
- a further advantage of the arrangement according to the invention is that there is no thickening of the embossed material, as is the case, for example, when embossing with a union roller.
- the radius of the embossing edge can in particular be between 0.1 mm and 5 mm.
- the projection can have a projection height with which the projection extends away from the surface of the embossing roller, the projection tapering at least in sections in the direction of the projection top.
- the projection can taper conically.
- the projection can have a trapezoidal cross section.
- the projection can taper in the shape of a parabola.
- the width of the boss top may be narrower and the width of the boss base wider than the width of the recessed opening.
- the recess can have a rectangular cross-section with vertical side walls, so that the slope with respect to the vertical is 0 degrees.
- the side flanks on both sides of the projection can each have an angle of greater than 0 degrees, so that the projection tapers towards the top of the projection.
- the flank angle of the side flanks of the projection is preferably always more than 0 degrees, regardless of the slope angle of the recess.
- the recess can even have a negative gradient angle, but the projection, due to its beveled side flanks at an angle of greater than 0 degrees, can still come to rest with its side flanks on the embossed edge.
- the arrangement according to the invention has the advantage that compared to the arrangements known from the prior art, significantly lower demands are made on the adjustment of the rollers to one another, since the projection is centered in the recess itself. This effect is intensified by choosing a particularly large angle difference. Choosing a small angle difference increases the contact surface between the side flanks and the embossing edge, which can be advantageous for certain applications.
- the upper side of the projection can be at a distance from the base of the recess when it enters the recess. This is achieved when the projection is designed in such a way that the side flanks of the projection come to rest against the embossing edge before the top of the projection touches the base of the recess. This is therefore influenced by the width and the height of the projection and the flank angle of the side flanks, and on the other hand by the depth of the recess and the width of the recess opening.
- the projection top may have a plateau.
- the protrusion top may be pointed or rounded.
- the protrusion may be axisymmetric with respect to the vertical direction.
- the projection can be designed as a body of revolution about its vertical central axis.
- the recess can advantageously be axially symmetrical with respect to the vertical direction.
- the recess can also be rotationally symmetrical about its vertical central axis.
- both the recess and the projection are designed to be rotationally symmetrical.
- the embossing edge can enclose the recess opening in a round, oval or polygonal shape.
- the recess can also be in the form of a groove.
- the round shape, or alternatively the oval shape, is particularly preferable, since the adjustment accuracy of the rollers relative to one another must be the lowest with these shapes.
- the projection can also have a round, oval or polygonal outer circumference corresponding to the embossed edge.
- a particularly high Ply adhesion is particularly advantageous when a press is achieved along the entire perimeter of the embossing edge.
- the side flanks of the projection can thus contact the embossed edge surrounding the recess opening over the entire circumference of the opening.
- the projection height can be less than or equal to the recess depth.
- an embossing roller arrangement comprising the embossing of at least one embossing arrangement formed on the pair of rollers by means of a direct laser method.
- the method can also include the separate structuring of the embossing roller and counter-roller by means of a laser unit using separate control data adapted to the different angles of flank angle and gradient angle.
- An embossing arrangement according to the invention can only be achieved by directly structuring both rollers by means of a suitable laser unit using control data adapted for the flank angle specification.
- the engraving is achieved by direct evaporation of the roller material.
- Figure 1a shows a union roll arrangement
- Figure 1b a top-to-flat reel arrangement
- Figure 1c a top-to-top roller arrangement.
- the union roller arrangement has two engraved rollers, of which the embossing roller 2 is positively engraved and the counter-roller 3 is negatively engraved, with the embossing roller 2 being used as an engraving tool when the counter-roller 3 is engraved.
- the projection 6 of the embossing roller 2 corresponds to the recess 5 in the counter-roller and can be introduced into the counter-roller 3 with a positive fit when the embossing roller 2 dips into it.
- the adhesion of multi-ply tissues is generated via the pressure that results from the projection and the recess in the annular gap.
- the top-to-flat reel arrangement Figure 1b has a positively engraved embossing roller 2 with a projection 6 and a flat counter-roller 3, with the embossing roller 2 being pressed against the smooth counter-roller 3 with high pressure. The pressure of the flat engraving head against the smooth backing roller 3 creates the layer adhesion.
- the top-to-top roller arrangement in Figure 1c is a sub-form of the top-to-flat reel arrangement. In this case, two identical, positively engraved embossing rollers 2 are used, in which the identically designed projections 6 are arranged exactly in opposite directions. The required pressure is generated between the smooth engraving heads of the projections 6 against each other.
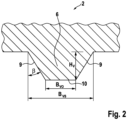
- the illustrated cross-sectional view of a projection 6 on an embossing roller 2 shows a trapezoidal projection 6 with angled side flanks 9 and a plateau 10 or a flat engraving head as the projection top.
- the projection has a height Hv, a width Bvs at the base of the projection 6 and a wide Bvo at the top of the projection.
- the side flanks 9 each have an angle ⁇ relative to the radius of the embossing roller.
- the illustrated cross-sectional view of a recess 5 on a counter-roller 3 shows a trapezoidal recess 5 with an angled slope 11 and a flat recess base.
- the recess 5 On its upper side or at the level of the counter-roller surface, the recess 5 has a recess opening 7 which has an opening width B A ⁇ .
- the recess opening 7 is delimited by an embossed edge 8.
- the recess opening 7 is preferably circular, so that the embossed edge 8 surrounds the recess in a correspondingly circular manner.
- the recess 5 Opposite the counter-roller surface, the recess 5 has a recess depth T A and a width B AG of the recess base.
- the slope 11 of the inner wall of the funnel-shaped recess 5 has an angle ⁇ with respect to the counter-roller radius.
- An embossing roller arrangement 1 according to the invention is in figure 4 shown.
- the embossing arrangement 4 is shown at the moment when the embossing roller 2 rolls on the counter-roller 3, at which the projection 6 of the embossing roller has entered the recess 5 of the counter-roller 2 and the side flanks 9 of the projection 6 of the embossing roller 2 on the embossing edge 8 of the counter-roller 3 fit so that a local pressure is generated there.
- a circular recess opening 7 a corresponding circular embossing of the multi-ply tissue material is produced there.
- the width Bvo of the top of the projection 6 is smaller than the width B A ⁇ of the recess opening 7 and that the width Bvs of the base of the projection 6 is wider than the recess opening 7 Embossing edge 8 an angle difference ⁇ minus ⁇ between the angle ⁇ of the side flanks 9 and the angle ⁇ of the gradient 11 of the recess 5.
- both the side flanks 9 and the gradient 11 of the recess funnel are flat, so that the angle difference ⁇ minus ⁇ to to the bottom of the recess 5 is made.
- the projection 6 has a flattened projection top or a plateau 10 in order to prevent contact between this top and the bottom of the recess 5 or to ensure pressing between the side flanks 9 and the embossing edge 8 . It is possible to influence the embossing depth over the width of the projection 6 and to vary the flank angle ⁇ . Setting these parameters results in how deep the projection 6 protrudes into the recess 5 or at which point on the side flanks 9 the embossed edge 8 comes to rest. Furthermore, this influences the distance between the surfaces of the embossing roller two and the counter roller three. For example, a larger spacing can be selected for a plurality of tissue plies and a smaller spacing can be generated for a smaller number of plies by varying the parameters mentioned above.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Paper (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Sanitary Thin Papers (AREA)
Description
- Die Erfindung betrifft eine Prägewalzenanordnung zum Herstellen zumindest zweilagiger Tissues, wie insbesondere Taschentüchern und/oder Servietten und/oder Küchenrollen und/oder Toilettenpapier, mit einer aufeinander abrollenden Walzenpaarung, wobei die Walzenpaarung eine Prägewalze und eine Gegenwalze umfasst, und mit zumindest einer auf der Walzenpaarung ausgebildeten Prägeanordnung, wobei die Prägeanordnung auf der Gegenwalze mindestens eine Ausnehmung und auf der Prägewalze mindestens einen in die Ausnehmung eingreifenden Vorsprung umfasst, wobei die Ausnehmung eine die Ausnehmungsöffnung umgebende Prägekante aufweist und der Vorsprung zumindest abschnittsweise angewinkelte Seitenflanken aufweist, mit welchen der Vorsprung beim Eintauchen in die Ausnehmung zumindest abschnittsweise die Prägekante kontaktiert, wobei die Ausnehmung ein Gefälle aufweist, das zumindest im Bereich der Prägekante einen Gefällewinkel aufweist, welcher gegenüber der Vertikalen kleiner ist als ein Flankenwinkel der Seitenflanken des Vorsprungs. Die Erfindung betrifft ferner ein Verfahren zum Herstellen einer Prägewalzenanordnung.
- Für die Verhaftung von mehreren Lagen bei der Tissueproduktion ohne Verwendung von Leim sind aus dem Stand der Technik verschiedene Prägearten bekannt, welche sich insbesondere im Hinblick auf die verwendeten Gravuren unterscheiden. Bekannt sind beispielsweise Unionwalzen, Top-to-Flat- oder auch Top-to-top-Walzen. Bei Unionwalzen werden zwei gravierte Walzen hergestellt, von denen eine positiv graviert und die andere negativ graviert ist, wobei bei der Gravur der jeweiligen Gegenwalze die Erstwalze als Gravurwerkzeug eingesetzt wird. Dadurch entsprechen die Prägefiguren der Positivwalze den Ausformungen in der Negativwalze und sind formschlüssig in diese einbringbar. Die Lagenhaftung der Tissues wird dabei über die Pressung erzeugt, die sich im Ringspalt beim Eintauchen der Prägewalze in die Negativwalze zwischen den Prägefiguren und den Ausformungen ergibt.
- Bei Top-to-Flat-Walzen wird eine positiv gravierte Prägewalze mit hohem Druck gegen eine glatte Gegenwalze gepresst. Die Pressung des flachen Gravurkopfes gegen die glatte Gegenwalze erzeugt die Lagenhaftung.
- Top-to-Top-Walzen sind eine Unterform der Top-to-Flat-Walzen. Hierbei kommen zwei gleichartige positiv gravierte Prägewalzen zum Einsatz, bei welchen die Prägeelemente genau gegengleich angeordnet sind. Die erforderliche Pressung wird dabei zwischen den glatten Köpfen der Prägeelemente gegeneinander erzeugt.
- In allen beschriebenen Prägekonstellationen wird das mehrlagige Tissueprodukt durch den sich zwischen den Walzen ergebenen Spalt geführt und nach der Prägung zum gewünschten Endprodukt weiterverarbeitet.
- Allen Verfahren ist jedoch gemein, dass die wirksame Prägefläche relativ groß ist und somit ein dementsprechend hoher Druck aufgebaut werden muss, um die gewünschte Lagenhaftung zu erzeugen. Dieser prägegeometrisch bedingt notwendig hohe Druck birgt jedoch das Risiko einer Beschädigung der Walzen und reduziert deren Lebensdauer. Damit einhergehend erhöht sich die Empfindlichkeit für Beschädigungen der Walzen durch Vibrationen. Eine Prägewalzenanordnung ist beispielsweise bekannt aus
US 5,503,896 A . Ähnliche Prägewalzenanordnungen sind außerdem bekannt ausEP 0 338 792 A2 oderUS 2,834,809 A . - Der Erfindung liegt somit die Aufgabe zugrunde, eine Prägewalzenanordnung beziehungsweise ein Verfahren zur Herstellung einer solchen Prägewalzenanordnung bereitzustellen, bei welcher eine deutlich geringere Andruckkraft zwischen den Prägewalzen notwendig ist, um die gewünschte Lagenhaftung zu erzeugen.
- Diese Aufgabe wird durch die vorgeschlagene Prägewalzenanordnung nach Anspruch 1 gelöst. Der nebengeordnete Anspruch 12 betrifft ein entsprechendes Verfahren zur Herstellung einer Prägewalzenanordnung. Vorteilhafte Ausführungsformen der Erfindung sind jeweils Gegenstand der abhängigen Ansprüche.
- Demgemäß wird eine Prägewalzenanordnung zum Herstellen zumindest zweilagiger Tissues, wie insbesondere Taschentücher und/oder Servietten und/oder Küchenrollen und/oder Toilettenpapier, vorgeschlagen, bei der der Flankenwinkel um mehr 10 Grad, und besonders bevorzugt 15 Grad größer als der Gefällewinkel ist. Vorzugsweise ist eine Vielzahl der Prägeanordnungen in regelmäßiger, unregelmäßiger oder gemusterter Form auf der Walzenpaarung ausgebildet.
- Durch den Kontakt der Seitenflanken des Vorsprungs mit lediglich der Prägekante der Ausnehmung und nicht wie zuvor mit einem Großteil der Innenfläche der Ausnehmung wird die aktive Prägefläche reduziert, sodass auch die auf die Prägewalze beziehungsweise die Gegenwalze wirkende Andruckkraft unter Beibehaltung der spezifischen Pressung, die für die Erzeugung der Lagenhaftung der Tissuelagen erforderlich ist, reduziert werden kann. Die aktive Prägefläche wird von einer wie aus dem Stand der Technik bekannten relativ großen Fläche nun auf einen sehr schmalen Prägerand reduziert. Ein weiterer Vorteil der erfindungsgemäßen Anordnung besteht darin, dass keine Verdickung des geprägten Materiales erfolgt, wie dies zum Beispiel beim Prägen mit Unionwalze der Fall ist. Bei einigen Anwendungen, wie zum Beispiel bei Servietten, die viertelgefalzt sind, ergibt sich durch die Verdickung des geprägten Randes, vor allen bei hohen Stapelhöhen, ein schräger Stapel, was bei der Verpackung und bei der Lagerung nachteilig ist. Demgegenüber haben mit der erfindungsgemäßen Prägeanordnung geprägte Servietten nach dem Prägen eine perfekte Planlage.
- Der Radius der Prägekante kann insbesondere zwischen 0,1 mm und 5 mm betragen.
- Der Vorsprung kann eine Vorsprungshöhe aufweisen, mit der sich der Vorsprung von der Oberfläche der Prägewalze wegerstreckt, wobei sich der Vorsprung in Richtung der Vorsprungsoberseite zumindest abschnittsweise verjüngt. Beispielsweise kann sich der Vorsprung kegelförmig verjüngen. Insbesondere kann der Vorsprung einen trapezförmigen Querschnitt aufweisen. Alternativ kann sich der Vorsprung parabelförmig verjüngen.
- Insbesondere kann die Breite der Vorsprungsoberseite schmaler und die Breite des Vorsprungssockels breiter als die Breite der Ausnehmungsöffnung sein. Diese Ausgestaltung führt dazu, dass der Vorsprung nicht vollständig in die Ausnehmung eintauchen kann und dadurch die Seitenflanken des Vorsprungs an der Prägekante der Ausnehmung ab einer vorbestimmten Eintauchweite in Kontakt treten.
- Beispielsweise kann die Ausnehmung einen rechteckigen Querschnitt mit senkrechten Seitenwänden aufweisen, sodass das Gefälle im Bezug auf zur Vertikalen 0 Grad beträgt. Entsprechenderweise können die Seitenflanken beidseitig des Vorsprungs jeweils einen Winkel von größer als 0 Grad aufweisen, sodass sich der Vorsprung zur Vorsprung Oberseite hin verjüngt. Vorzugsweise beträgt der Flankenwinkel der Seitenflanken des Vorsprungs unabhängig vom Gefällewinkel der Ausnehmung stets mehr als 0 Grad. So kann in einem Extremfall die Ausnehmung sogar negative Gefällewinkel aufweisen, der Vorsprung durch seine angeschrägten Seitenflanken mit einem Winkel von größer als 0 Grad dennoch mit seinen Seitenflanken an der Prägekante zum Anliegen kommen.
- Durch das Vorsehen einer Winkeldifferenz zwischen dem Gefälle der Ausnehmung und den Seitenflanken des Vorsprungs bzw. einem Anliegen der Seitenflanken an der Prägekante hat die erfindungsgemäße Anordnung den Vorteil, dass gegenüber den aus dem Stand der Technik bekannten Anordnungen deutlich geringere Anforderungen an die Justierung der Walzen zueinander notwendig ist, da sich der Vorsprung in der Ausnehmung selbst zentriert. Durch die Wahl einer besonders großen Winkeldifferenz wird dieser Effekt verstärkt. Durch die Wahl einer geringen Winkeldifferenz erhöht sich die Anlagefläche zwischen den Seitenflanken und der Prägekante, was für bestimmte Anwendungen vorteilhaft sein kann.
- Darüber hinaus kann die Vorsprungsoberseite des Vorsprungs beim Eintauchen in die Ausnehmung vom Grund der Ausnehmung beabstandet sein. Dies wird erreicht, wenn der Vorsprung derart ausgestaltet ist, dass die Seitenflanken des Vorsprungs zum Anliegen an die Prägekante kommen, bevor die Vorsprungsoberseite den Grund der Ausnehmung berührt. Beeinflusst wird dies also von der Breite und der Höhe des Vorsprungs sowie dem Flankenwinkel der Seitenflanken, und andererseits von der Tiefe der Ausnehmung und der Breite der Ausnehmungsöffnung.
- Außerdem kann die Vorsprungsoberseite ein Plateau aufweisen. Alternativ kann die Vorsprungsoberseite spitz oder abgerundet sein.
- Ferner kann der Vorsprung gegenüber der vertikalen Richtung achsensymmetrisch sein. Darüber hinaus kann der Vorsprung um seine vertikale Mittelachse als Rotationskörper ausgebildet sein. Durch das Vorsehen von Seitenflanken mit gleichen Flankenwinkeln kann insbesondere ein Verkippen des Vorsprungs in der Ausnahme vermieden werden, was sich vorteilhaft auf die Lebensdauer der Prägewalzenanordnung auswirkt.
- Darüber hinaus kann vorteilhafterweise die Ausnehmung gegenüber der vertikalen Richtung achsensymmetrisch sein. Insbesondere kann auch die Ausnehmung um Ihre vertikale Mittelachse rotationssymmetrisch ausgebildet sein. Besonders bevorzugt sind sowohl die Ausnehmung als auch der Vorsprung Rotationssymmetrisch ausgebildet.
- Ferner kann die Prägekante die Ausnehmungsöffnung in einer runden, ovalen oder polygonalen Form umschließen. Alternativ kann die Ausnehmung auch nutförmig ausgebildet sein. Dabei ist die runde Form, alternativ auch die ovale Form besonders zu bevorzugen, da bei diesen Formen die Justiergenauigkeit der Walzen zueinander am geringsten sein muss.
- Entsprechend dazu kann auch der Vorsprung einen der Prägekante entsprechenden runden, ovalen oder polygonalen Außenumfang aufweisen. Für den Effekt einer besonders hohen Lagenhaftung ist es besonders von Vorteil, wenn entlang des gesamten Umfangs der Prägekante eine Presse erreicht wird.
- Somit können die Seitenflanken des Vorsprungs die die Ausnehmungsöffnung umgebende Prägekante über den gesamten Öffnungsumfang kontaktieren.
- Außerdem kann die Vorsprungshöhe kleiner oder gleich der Ausnehmungstiefe sein.
- Außerdem wird ein Verfahren zum Herstellen einer Prägewalzenanordnung gemäß einem der vorstehenden Ansprüche beansprucht, umfassend das Prägen zumindest einer auf der Walzenpaarung ausgebildeten Prägeanordnung mittels eines Direktlaserverfahrens.
- Das Verfahren kann ferner das separate Strukturieren von Prägewalze und Gegenwalze mittels einer Lasereinheit unter Verwendung separater, an die unterschiedlichen Winkel von Flankenwinkel und Gefällewinkel angepassten Steuerungsdaten umfassen.
- Mit klassischen Gravurverfahren, wie beispielsweise oben für Unionwalzen beschrieben, ist es nicht möglich, unterschiedliche Flankenwinkel für die Prägefiguren auf der Positivwalze und auf der Negativwalze zu erzeugen. Eine erfindungsgemäße Prägeanordnung ist nur zu erreichen, indem beide Walzen mittels einer geeigneten Lasereinheit unter Verwendung von für die Flankenwinkelvorgabe angepassten Steuerungsdaten direkt strukturiert werden. Die Gravur wird dabei durch direktes Verdampfen des Walzenwerkstoffes erreicht.
- Beispielhafte Ausführungsformen der Erfindung werden anhand der nachfolgenden Figuren erläutert. Dabei zeigt:
- Figur 1a
- eine aus dem Stand der Technik bekannte Unionwalzenanordnung;
- Figur 1b
- eine aus dem Stand der Technik bekannte Top-to-Flat-Walzenanordnung;
- Figur 1c
- eine aus dem Stand der Technik bekannte Top-to-Top-Walzenanordnung;
- Figur 2
- eine Querschnittsansicht einer erfindungsgemäßen Prägewalze;
- Figur 3
- eine Querschnittsansicht einer erfindungsgemäßen Gegenwalze;
- Figur 4
- eine Querschnittsansicht einer erfindungsgemäßen Prägewalzenanordnung.
- In den
Figuren 1a bis 1c sind aus dem Stand der Technik bekannte Prägewalzenanordnungen dargestellt.Figur 1a zeigt eine Unionwalzenanordnung,Figur 1b eine Top-to-Flat-Walzenanordnung undFigur 1c eine Top-to-Top-Walzenanordnung. Die Unionwalzenanordnung weist zwei gravierte Walzen auf, von denen die Prägewalze 2 positiv graviert und die Gegenwalze 3 negativ graviert ist, wobei bei der Gravur der Gegenwalze 3 die Prägewalze 2 als Gravurwerkzeug eingesetzt wird. Dadurch entspricht der Vorsprung 6 der Prägewalze 2 der Ausnehmung 5 in der Gegenwalze und ist beim Eintauchen der Prägewalze 2 in die Gegenwalze 3 formschlüssig in diese einbringbar. Die Haftung mehrlagiger Tissues wird dabei über die Pressung erzeugt, die sich im Ringspalt dem Vorsprung und der Ausnehmung ergibt. Die Top-to-Flat-Walzenanordnung ausFigur 1b weist eine positiv gravierte Prägewalze 2 mit Vorsprung 6 sowie eine ebene Gegenwalze 3 auf, wobei die Prägewalze 2 mit hohem Druck gegen die glatte Gegenwalze 3 gepresst wird. Die Pressung des flachen Gravurkopfes gegen die glatte Gegenwalze 3 erzeugt die Lagenhaftung. Die Top-to-Top-Walzenanordnung inFigur 1c ist eine Unterform der Top-to-Flat-Walzenanordnung. Hierbei kommen zwei gleichartige positiv gravierte Prägewalzen 2 zum Einsatz, bei welchen die identisch ausgebildeten Vorsprünge 6 genau gegengleich angeordnet sind. Die erforderliche Pressung wird dabei zwischen den glatten Gravurköpfen der Vorsprünge 6 gegeneinander erzeugt. - Die in
Figur 2 dargestellt Querschnittsansicht eines Vorsprungs 6 auf einer Prägewalze 2 zeigt einen trapezförmigen Vorsprung 6 mit angewinkelten Seitenflanken 9 und einem Plateau 10 bzw. einem flachen Gravurkopf als Vorsprungsoberseite. Gegenüber der Prägewalzenoberfläche weist der Vorsprung eine Höhe Hv auf, eine Breite Bvs am Sockel des Vorsprungs 6 sowie eine breite Bvo an der Vorsprungsoberseite. Die Seitenflanken 9 weisen jeweils einen Winkel β gegenüber dem Prägewalzenradius auf. - Die in
Figur 3 dargestellte Querschnittsansicht einer Ausnehmung 5 auf einer Gegenwalze 3 zeigt eine trapezförmige Ausnehmung 5 mit angewinkeltem Gefälle 11 und einem ebenen Ausnehmungsgrund. An ihrer Oberseite bzw. auf Ebene der Gegenwalzenoberfläche weist die Ausnehmung 5 eine Ausnehmungsöffnung 7 auf, welche eine Öffnungsbreite BAÖ aufweist. Die Ausnehmungsöffnung 7 wird begrenzt durch eine Prägekante 8. Vorzugsweise ist die Ausnehmungsöffnung 7 kreisförmig, sodass die Prägekante 8 die Ausnehmung entsprechend kreisförmig umgibt. Gegenüber der Gegenwalzenoberfläche weist die Ausnehmung 5 eine Ausnehmungstiefe TA auf, sowie eine Breite BAG des Ausnehmungsgrund. Das Gefälle 11 der Innenwandung der trichterförmigen Ausnehmung 5 weist einen Winkel α gegenüber dem Gegenwalzenradius auf. - Eine erfindungsgemäße Prägewalzenanordnung 1 ist in
Figur 4 dargestellt. Die Prägeanordnung 4 ist im Moment des Abrollens der Prägewalze 2 auf der Gegenwalze 3 dargestellt, bei dem der Vorsprung 6 der Prägewalze in die Ausnehmung 5 der Gegenwalze 2 eingetaucht ist und die Seitenflanken 9 des Vorsprung 6 der Prägewalze 2 an der Prägekante 8 der Gegenwalze 3 anliegen, sodass dort eine örtliche Pressung erzeugt wird. Im Falle einer kreisrunden Ausnehmungsöffnung 7 entsteht dort also eine entsprechende kreisrunde Prägung des mehrlagigen Tissue-Materials. Es ist zu erkennen, dass die Breite Bvo der Oberseite des Vorsprungs 6 kleiner ist als die Breite BAÖ der Ausnehmungsöffnung 7 und dass die Breite Bvs des Sockels des Vorsprung 6 breiter ist als die Ausnehmungsöffnung 7. Darüber hinaus ergibt sich jeweils im Spalt unterhalb der Prägekante 8 eine Winkeldifferenz β minus α zwischen dem Winkel β der Seitenflanken 9 und dem Winkel α des Gefälles 11 der Ausnehmung 5. Im gezeigten Ausführungsbeispiel sind sowohl die Seitenflanken 9 als auch das Gefälle 11 des Ausnehmungstrichters eben ausgeführt, sodass die Winkeldifferenz β minus α bis zum Grund der Ausnehmung 5 besteht. Weiterhin weist der Vorsprung 6 eine abgeflachte Vorsprungsoberseite bzw. ein Plateau 10 auf, um einen Kontakt zwischen dieser Oberseite und dem Grund der Ausnehmung 5 zu verhindern bzw. um eine Pressung zwischen den Seitenflanken 9 und der Prägekante 8 sicherzustellen. Es besteht die Möglichkeit, die Prägetiefe über die Breite des Vorsprung 6 sowie ein Variieren des Flankenwinkels β zu beeinflussen. Durch das Einstellen dieser Parameter ergibt sich, wie tief der Vorsprung 6 in die Ausnehmung 5 hineinragt bzw. an welcher Stelle der Seitenflanken 9 die Prägekante 8 zur Anlage kommt. Ferner wird dadurch der Abstand der Oberflächen der Prägewalze zwei und der Gegenwalze drei beeinflusst. Beispielsweise kann bei mehreren Tissue-Lagen ein größerer Abstand gewählt und bei einer geringeren Lagenanzahl ein kleinerer Abstand durch Variation der oben genannten Parameter erzeugt werden. - Die in der vorstehenden Beschreibung, in den Figuren sowie in den Ansprüchen offenbarten Merkmale der Erfindung können sowohl einzeln als auch in beliebiger Kombination für die Verwirklichung der Erfindung wesentlich sein.
-
- 1
- Prägewalzenanordnung
- 2
- Prägewalze
- 3
- Gegenwalze
- 4
- Prägeanordnung
- 5
- Ausnehmung
- 6
- Vorsprung
- 7
- Ausnehmungsöffnung
- 8
- Prägekante
- 9
- Seitenflanken
- 10
- Plateau
- 11
- Gefälle
- HV
- Vorsprungshöhe
- BVO
- Breite der Vorsprungsoberseite
- BVS
- Breite des Vorsprungssockels
- BAÖ
- Breite der Ausnehmungsöffnung
- BAG
- Breite des Ausnehmungsgrunds
- TA
- Tiefe der Ausnehmung
- α
- Gefällewinkel
- β
- Flankenwinkel
Claims (13)
- Prägewalzenanordnung (1) zum Herstellen zumindest zweilagiger Tissues, wie insbesondere Taschentücher und/oder Servietten und/oder Küchenrollen und/oder Toilettenpapier,mit einer aufeinander abrollenden Walzenpaarung, wobei die Walzenpaarung eine Prägewalze (2) und eine Gegenwalze (3) umfasst, undmit zumindest einer auf der Walzenpaarung ausgebildeten Prägeanordnung (4), wobei die Prägeanordnung (4) auf der Gegenwalze (3) eine Ausnehmung (5) und auf der Prägewalze (2) einen in die Ausnehmung eingreifenden Vorsprung (6) umfasst, wobei die Ausnehmung (5) eine die Ausnehmungsöffnung (7) umgebende Prägekante (8) aufweist und der Vorsprung (6) zumindest abschnittsweise angewinkelte Seitenflanken (9) aufweist, mit welchen der Vorsprung (6) beim Eintauchen in die Ausnehmung (5) zumindest abschnittsweise die Prägekante (8) kontaktiert, wobei die Ausnehmung (5) ein Gefälle (11) aufweist, das zumindest im Bereich der Prägekante (8) einen Gefällewinkel (α) aufweist, welcher gegenüber der Vertikalen kleiner ist als ein Flankenwinkel (β) der Seitenflanken (9) des Vorsprungs (6), dadurch gekennzeichnet, dass der Flankenwinkel (β) um mehr 10 Grad, und besonders bevorzugt 15 Grad größer als der Gefällewinkel (α) ist.
- Prägewalzenanordnung nach Anspruch 1, wobei der Vorsprung (6) eine Vorsprungshöhe (Hv) aufweist, mit der sich der Vorsprung (6) von der Oberfläche der Prägewalze (2) wegerstreckt, wobei sich der Vorsprung (6) in Richtung der Vorsprungsoberseite zumindest abschnittsweise verjüngt.
- Prägewalzenanordnung nach Anspruch 1 oder 2, wobei die Breite (Bvo) der Vorsprungsoberseite schmaler und die Breite (Bvs) des Vorsprungssockels breiter als die Breite (BAÖ) der Ausnehmungsöffnung (7) ist.
- Prägewalzenanordnung nach einem der vorstehenden Ansprüche, wobei die Vorsprungsoberseite des Vorsprungs (6) beim Eintauchen in die Ausnehmung (5) vom Grund der Ausnehmung (5) beabstandet ist.
- Prägewalzenanordnung nach einem der vorstehenden Ansprüche, wobei die Vorsprungsoberseite ein Plateau (10) aufweist.
- Prägewalzenanordnung nach einem der vorstehenden Ansprüche, wobei der Vorsprung (6) gegenüber der vertikalen Richtung achsensymmetrisch ist.
- Prägewalzenanordnung nach einem der vorstehenden Ansprüche, wobei die Ausnehmung (5) gegenüber der vertikalen Richtung achsensymmetrisch ist.
- Prägewalzenanordnung nach einem der vorstehenden Ansprüche, wobei die Prägekante (8) die Ausnehmungsöffnung (7) in einer runden, ovalen oder polygonalen Form umschließt.
- Prägewalzenanordnung nach Anspruch 8, wobei der Vorsprung (6) einen der Prägekante (8) entsprechenden runden, ovalen oder polygonalen Außenumfang aufweist.
- Prägewalzenanordnung nach Anspruch 8 oder 9, wobei die Seitenflanken (9) des Vorsprungs (6) die die Ausnehmungsöffnung (7) umgebende Prägekante über den gesamten Öffnungsumfang kontaktieren.
- Prägewalzenanordnung nach einem der vorstehenden Ansprüche, wobei die Vorsprungshöhe (Hv) kleiner oder gleich der Ausnehmungstiefe (AT) ist.
- Verfahren zum Herstellen einer Prägewalzenanordnung gemäß einem der vorstehenden Ansprüche, umfassend das Prägen zumindest einer auf der Walzenpaarung ausgebildeten Prägeanordnung (4) mittels eines Direktlaserverfahrens.
- Verfahren nach Anspruch 12, umfassend das separate Strukturieren von Prägewalze (2) und Gegenwalze (3) mittels einer Lasereinheit unter Verwendung separater, an die unterschiedlichen Winkel von Flankenwinkel (β) und Gefällewinkel (α) angepassten Steuerungsdaten.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PT192172104T PT3838579T (pt) | 2019-12-17 | 2019-12-17 | Montagem de rolos de gofragem para fabrico de papel-tissue com pelo menos duas camadas, e procedimento para fabrico de uma montagem de rolos de gofragem |
| EP19217210.4A EP3838579B1 (de) | 2019-12-17 | 2019-12-17 | Prägewalzenanordnung zum herstellen zumindest zweilagiger tissues und verfahren zum herstellen einer prägewalzenanordnung |
| ES19217210T ES2949012T3 (es) | 2019-12-17 | 2019-12-17 | Disposición de rodillos de estampado para producir papeles tisú de al menos dos capas y procedimiento para producir una disposición de rodillos de estampado |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19217210.4A EP3838579B1 (de) | 2019-12-17 | 2019-12-17 | Prägewalzenanordnung zum herstellen zumindest zweilagiger tissues und verfahren zum herstellen einer prägewalzenanordnung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3838579A1 EP3838579A1 (de) | 2021-06-23 |
| EP3838579B1 true EP3838579B1 (de) | 2023-04-19 |
Family
ID=68944351
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19217210.4A Active EP3838579B1 (de) | 2019-12-17 | 2019-12-17 | Prägewalzenanordnung zum herstellen zumindest zweilagiger tissues und verfahren zum herstellen einer prägewalzenanordnung |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3838579B1 (de) |
| ES (1) | ES2949012T3 (de) |
| PT (1) | PT3838579T (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102021133331A1 (de) | 2021-12-15 | 2023-06-15 | Matthews International GmbH | Walzenanordnung zur Herstellung von zerstörungsfrei geprägtem Barrierepapier zum luft- und wasserdampfdichten Verschließen von Verpackungen und entsprechendes Verfahren |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2834809A (en) * | 1953-07-06 | 1958-05-13 | Scott Paper Co | Absorbent paper |
| US4921034A (en) * | 1988-04-22 | 1990-05-01 | Scott Paper Company | Embossed paper having alternating high and low strain regions |
| AU646746B2 (en) * | 1991-02-22 | 1994-03-03 | Kimberly-Clark Worldwide, Inc. | Method for embossing webs |
-
2019
- 2019-12-17 PT PT192172104T patent/PT3838579T/pt unknown
- 2019-12-17 ES ES19217210T patent/ES2949012T3/es active Active
- 2019-12-17 EP EP19217210.4A patent/EP3838579B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| PT3838579T (pt) | 2023-06-21 |
| EP3838579A1 (de) | 2021-06-23 |
| ES2949012T3 (es) | 2023-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0925911B2 (de) | Vorrichtung zum Satinieren einer Folie, Anwendung dieser Vorrichtung und Verfahren zum Betrieb der Vorrichtung | |
| EP1925443B9 (de) | Vorrichtung zum Satinieren und Prägen von Verpackungsfolien | |
| WO2000020217A1 (de) | Stichtiefdruckverfahren zum vollflächigen bedrucken grosser flächen | |
| EP0418768B1 (de) | Stanzblech und Verfahren zu seiner Herstellung | |
| WO2010097127A1 (de) | Walze | |
| EP3838579B1 (de) | Prägewalzenanordnung zum herstellen zumindest zweilagiger tissues und verfahren zum herstellen einer prägewalzenanordnung | |
| WO2009036744A1 (de) | Schneidrädchen | |
| EP2111972B1 (de) | Stempel für eine Rundläuferpresse | |
| EP3266919B1 (de) | Filznadel und verfahren zum herstellen zumindest einer filznadel | |
| EP0212717A2 (de) | Verfahren und Anordnung zum Einprägen von Kanälen mit geringem Querschnitt in die Oberfläche eines Werkstücks | |
| DE202012012592U1 (de) | Walze | |
| DE102009031367B3 (de) | Pressstempel für eine Rundläuferpresse | |
| DE202013100205U1 (de) | Vorrichtung zum zumindest teilweisen Aufprägen eines oder mehrerer haptischer Muster auf eine Materialbahn, einen Materialbogen oder einen Zuschnitt aus Karton | |
| WO2023116972A1 (de) | Walzenanordnung zur veredelung von wickelfähiger, insbesondere vorverfestigter bahnware und eine entsprechende bahnware | |
| EP1813716A1 (de) | Transportband | |
| EP3296121B1 (de) | Prägeblech zum aufbringen eines haptischen sicherheitsmerkmals, verfahren zu dessen herstellung sowie verwendung eines prägeblechs | |
| WO2023110020A1 (de) | Walzenanordnung zur herstellung von zerstörungsfrei geprägtem barrierepapier zum luft- und wasserdampfdichten verschliessen von verpackungen und entsprechendes verfahren | |
| WO2022069242A1 (de) | Einpresskontakt und verfahren zu seiner herstellung | |
| DE102020100263A1 (de) | Perforiermesser mit Crimpfläche | |
| DE202023104708U1 (de) | Vorrichtung zur Herstellung von Rillungen in einem Materialbogen und Materialbogen mit einem linearen Faltabschnitt | |
| EP1790466A1 (de) | Prägewalze und Verfahren zum Erzeugen eines Prägemusters in einer Materialbahn oder in einem Zuschnitt | |
| DE29824050U1 (de) | Rillwerkzeug zum Prägen von Faltrillen bei faltbaren Materialien | |
| DE8911403U1 (de) | Werkzeug zur Nachbearbeitung eines Stanzblechs | |
| WO2015104029A1 (de) | Prägewerkzeug und verfahren zum punktförmigen verbinden und prägen mehrerer lagen bahnförmiger substrate sowie verfahren zum herstellen einer prägewalze dafür | |
| EP1813719A1 (de) | Transportband |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200924 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20220411 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20221110 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MATTHEWS INTERNATIONAL CORPORATION |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019007490 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1560890 Country of ref document: AT Kind code of ref document: T Effective date: 20230515 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 3838579 Country of ref document: PT Date of ref document: 20230621 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20230615 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230529 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20230419 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2949012 Country of ref document: ES Kind code of ref document: T3 Effective date: 20230925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230719 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230819 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230720 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231214 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019007490 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20231211 Year of fee payment: 5 Ref country code: IT Payment date: 20231212 Year of fee payment: 5 Ref country code: FR Payment date: 20231222 Year of fee payment: 5 Ref country code: CZ Payment date: 20231214 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20240122 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240112 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231229 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502019007490 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20231231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231217 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231231 |