EP3838579B1 - Dispositif de cylindre gaufreur permettant de fabriquer des tissus au moins bicouche et procédé de fabrication d'un dispositif de cylindre gaufreur - Google Patents
Dispositif de cylindre gaufreur permettant de fabriquer des tissus au moins bicouche et procédé de fabrication d'un dispositif de cylindre gaufreur Download PDFInfo
- Publication number
- EP3838579B1 EP3838579B1 EP19217210.4A EP19217210A EP3838579B1 EP 3838579 B1 EP3838579 B1 EP 3838579B1 EP 19217210 A EP19217210 A EP 19217210A EP 3838579 B1 EP3838579 B1 EP 3838579B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- embossing
- recess
- protrusion
- embossing roller
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004049 embossing Methods 0.000 title claims description 104
- 238000004519 manufacturing process Methods 0.000 title claims description 8
- 238000000034 method Methods 0.000 claims description 6
- 238000005096 rolling process Methods 0.000 claims description 2
- 238000007598 dipping method Methods 0.000 claims 2
- 230000000694 effects Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000005271 beta minus decay Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000008719 thickening Effects 0.000 description 2
- 241000936955 Alepocephalidae Species 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 238000005755 formation reaction Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/07—Embossing, i.e. producing impressions formed by locally deep-drawing, e.g. using rolls provided with complementary profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0717—Methods and means for forming the embossments
- B31F2201/072—Laser engraving
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0738—Cross sectional profile of the embossments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0741—Roller cooperating with a non-even counter roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0758—Characteristics of the embossed product
- B31F2201/0761—Multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0784—Auxiliary operations
- B31F2201/0789—Joining plies without adhesive
Definitions
- the invention relates to an embossing roller arrangement for producing at least two-ply tissues, such as in particular handkerchiefs and/or serviettes and/or kitchen rolls and/or toilet paper, with a pair of rollers rolling on one another, the pair of rollers comprising an embossing roller and a counter-roller, and with at least one on the pair of rollers formed embossing arrangement, wherein the embossing arrangement on the counter-roller comprises at least one recess and on the embossing roller at least one projection engaging in the recess, wherein the recess has an embossing edge surrounding the recess opening and the projection has side flanks that are angled at least in sections, with which the projection can flex when it dips into the recess contacts the embossed edge at least in sections, the recess having a gradient which, at least in the region of the embossed edge, has a gradient angle which is smaller than a flank angle of the side flanks of the projection relative to the vertical.
- a positively engraved embossing roll is pressed against a smooth backing roll with high pressure.
- the pressure of the flat engraving head against the smooth backing roller creates the adhesion of the layers.
- Top-to-top reels are a subset of top-to-flat reels.
- two identical, positively engraved embossing rollers are used, in which the embossing elements are precisely are arranged in opposite directions. The required pressure is generated between the smooth heads of the embossing elements.
- the multi-ply tissue product is guided through the gap between the rolls and, after embossing, is further processed into the desired end product.
- the invention is therefore based on the object of providing an embossing roller arrangement or a method for producing such an embossing roller arrangement, in which a significantly lower pressing force between the embossing rollers is necessary in order to produce the desired layer adhesion.
- the independent claim 12 relates to a corresponding method for producing an embossing roller arrangement.
- Advantageous embodiments of the invention are the subject matter of the dependent claims.
- an embossing roller arrangement for producing at least two-ply tissues, such as handkerchiefs and/or serviettes and/or kitchen rolls and/or toilet paper, is proposed, in which the flank angle is more than 10 degrees, and particularly preferably 15 degrees, greater than the gradient angle.
- the flank angle is more than 10 degrees, and particularly preferably 15 degrees, greater than the gradient angle.
- a plurality of the embossing arrangements are formed on the pair of rollers in a regular, irregular or patterned form.
- the contact of the side flanks of the projection with only the embossing edge of the recess and not, as before, with a large part of the inner surface of the recess reduces the active embossing surface, so that the pressure force acting on the embossing roller or the counter roller while maintaining the specific pressure required for the Generation of the layer adhesion of the tissue layers is required can be reduced.
- the active embossing area is now reduced from a relatively large area as known from the prior art to a very narrow embossing edge.
- a further advantage of the arrangement according to the invention is that there is no thickening of the embossed material, as is the case, for example, when embossing with a union roller.
- the radius of the embossing edge can in particular be between 0.1 mm and 5 mm.
- the projection can have a projection height with which the projection extends away from the surface of the embossing roller, the projection tapering at least in sections in the direction of the projection top.
- the projection can taper conically.
- the projection can have a trapezoidal cross section.
- the projection can taper in the shape of a parabola.
- the width of the boss top may be narrower and the width of the boss base wider than the width of the recessed opening.
- the recess can have a rectangular cross-section with vertical side walls, so that the slope with respect to the vertical is 0 degrees.
- the side flanks on both sides of the projection can each have an angle of greater than 0 degrees, so that the projection tapers towards the top of the projection.
- the flank angle of the side flanks of the projection is preferably always more than 0 degrees, regardless of the slope angle of the recess.
- the recess can even have a negative gradient angle, but the projection, due to its beveled side flanks at an angle of greater than 0 degrees, can still come to rest with its side flanks on the embossed edge.
- the arrangement according to the invention has the advantage that compared to the arrangements known from the prior art, significantly lower demands are made on the adjustment of the rollers to one another, since the projection is centered in the recess itself. This effect is intensified by choosing a particularly large angle difference. Choosing a small angle difference increases the contact surface between the side flanks and the embossing edge, which can be advantageous for certain applications.
- the upper side of the projection can be at a distance from the base of the recess when it enters the recess. This is achieved when the projection is designed in such a way that the side flanks of the projection come to rest against the embossing edge before the top of the projection touches the base of the recess. This is therefore influenced by the width and the height of the projection and the flank angle of the side flanks, and on the other hand by the depth of the recess and the width of the recess opening.
- the projection top may have a plateau.
- the protrusion top may be pointed or rounded.
- the protrusion may be axisymmetric with respect to the vertical direction.
- the projection can be designed as a body of revolution about its vertical central axis.
- the recess can advantageously be axially symmetrical with respect to the vertical direction.
- the recess can also be rotationally symmetrical about its vertical central axis.
- both the recess and the projection are designed to be rotationally symmetrical.
- the embossing edge can enclose the recess opening in a round, oval or polygonal shape.
- the recess can also be in the form of a groove.
- the round shape, or alternatively the oval shape, is particularly preferable, since the adjustment accuracy of the rollers relative to one another must be the lowest with these shapes.
- the projection can also have a round, oval or polygonal outer circumference corresponding to the embossed edge.
- a particularly high Ply adhesion is particularly advantageous when a press is achieved along the entire perimeter of the embossing edge.
- the side flanks of the projection can thus contact the embossed edge surrounding the recess opening over the entire circumference of the opening.
- the projection height can be less than or equal to the recess depth.
- an embossing roller arrangement comprising the embossing of at least one embossing arrangement formed on the pair of rollers by means of a direct laser method.
- the method can also include the separate structuring of the embossing roller and counter-roller by means of a laser unit using separate control data adapted to the different angles of flank angle and gradient angle.
- An embossing arrangement according to the invention can only be achieved by directly structuring both rollers by means of a suitable laser unit using control data adapted for the flank angle specification.
- the engraving is achieved by direct evaporation of the roller material.
- Figure 1a shows a union roll arrangement
- Figure 1b a top-to-flat reel arrangement
- Figure 1c a top-to-top roller arrangement.
- the union roller arrangement has two engraved rollers, of which the embossing roller 2 is positively engraved and the counter-roller 3 is negatively engraved, with the embossing roller 2 being used as an engraving tool when the counter-roller 3 is engraved.
- the projection 6 of the embossing roller 2 corresponds to the recess 5 in the counter-roller and can be introduced into the counter-roller 3 with a positive fit when the embossing roller 2 dips into it.
- the adhesion of multi-ply tissues is generated via the pressure that results from the projection and the recess in the annular gap.
- the top-to-flat reel arrangement Figure 1b has a positively engraved embossing roller 2 with a projection 6 and a flat counter-roller 3, with the embossing roller 2 being pressed against the smooth counter-roller 3 with high pressure. The pressure of the flat engraving head against the smooth backing roller 3 creates the layer adhesion.
- the top-to-top roller arrangement in Figure 1c is a sub-form of the top-to-flat reel arrangement. In this case, two identical, positively engraved embossing rollers 2 are used, in which the identically designed projections 6 are arranged exactly in opposite directions. The required pressure is generated between the smooth engraving heads of the projections 6 against each other.
- the illustrated cross-sectional view of a projection 6 on an embossing roller 2 shows a trapezoidal projection 6 with angled side flanks 9 and a plateau 10 or a flat engraving head as the projection top.
- the projection has a height Hv, a width Bvs at the base of the projection 6 and a wide Bvo at the top of the projection.
- the side flanks 9 each have an angle ⁇ relative to the radius of the embossing roller.
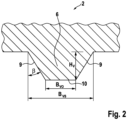
- the illustrated cross-sectional view of a recess 5 on a counter-roller 3 shows a trapezoidal recess 5 with an angled slope 11 and a flat recess base.
- the recess 5 On its upper side or at the level of the counter-roller surface, the recess 5 has a recess opening 7 which has an opening width B A ⁇ .
- the recess opening 7 is delimited by an embossed edge 8.
- the recess opening 7 is preferably circular, so that the embossed edge 8 surrounds the recess in a correspondingly circular manner.
- the recess 5 Opposite the counter-roller surface, the recess 5 has a recess depth T A and a width B AG of the recess base.
- the slope 11 of the inner wall of the funnel-shaped recess 5 has an angle ⁇ with respect to the counter-roller radius.
- An embossing roller arrangement 1 according to the invention is in figure 4 shown.
- the embossing arrangement 4 is shown at the moment when the embossing roller 2 rolls on the counter-roller 3, at which the projection 6 of the embossing roller has entered the recess 5 of the counter-roller 2 and the side flanks 9 of the projection 6 of the embossing roller 2 on the embossing edge 8 of the counter-roller 3 fit so that a local pressure is generated there.
- a circular recess opening 7 a corresponding circular embossing of the multi-ply tissue material is produced there.
- the width Bvo of the top of the projection 6 is smaller than the width B A ⁇ of the recess opening 7 and that the width Bvs of the base of the projection 6 is wider than the recess opening 7 Embossing edge 8 an angle difference ⁇ minus ⁇ between the angle ⁇ of the side flanks 9 and the angle ⁇ of the gradient 11 of the recess 5.
- both the side flanks 9 and the gradient 11 of the recess funnel are flat, so that the angle difference ⁇ minus ⁇ to to the bottom of the recess 5 is made.
- the projection 6 has a flattened projection top or a plateau 10 in order to prevent contact between this top and the bottom of the recess 5 or to ensure pressing between the side flanks 9 and the embossing edge 8 . It is possible to influence the embossing depth over the width of the projection 6 and to vary the flank angle ⁇ . Setting these parameters results in how deep the projection 6 protrudes into the recess 5 or at which point on the side flanks 9 the embossed edge 8 comes to rest. Furthermore, this influences the distance between the surfaces of the embossing roller two and the counter roller three. For example, a larger spacing can be selected for a plurality of tissue plies and a smaller spacing can be generated for a smaller number of plies by varying the parameters mentioned above.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Paper (AREA)
- Sanitary Thin Papers (AREA)
Claims (13)
- Système à rouleau de gaufrage (1) pour la fabrication de mouchoirs à au moins deux couches, plus particulièrement comme des mouchoirs de poche et/ou des serviettes et/ou du papier absorbant et/ou du papier toilette,avec une paire de rouleaux roulant les uns sur les autres, dans lequel la paire de rouleaux comprend un rouleau de gaufrage (2) et un contre-rouleau (3) etavec au moins un système de gaufrage (4) réalisé sur la paire de rouleaux,dans lequel le système de gaufrage (4) comprend, sur le contre-rouleau (3), un évidement (5) et, sur le rouleau de gaufrage (2), une saillie (6) s'emboîtant dans l'évidement,dans lequel l'évidement (5) comprend une arête de gaufrage (8) entourant l'ouverture de l'évidement (7) et la saillie (6) comprend au moins des flancs latéraux (9) inclinés au moins à certains endroits, avec lesquels la saillie (6), lors de son insertion dans l'évidement (5), entre en contact avec l'arête de gaufrage (8) au moins à certains endroits, dans lequel l'évidement (5) présente une pente (11) qui présente, au niveau de l'arête de gaufrage (8), un angle de pente (α) par rapport à la verticale qui est inférieur à un angle de flanc (β) des flancs latéraux (9) de la saillie (6), caractérisé en ce que l'angle de flanc (β) est de plus de 10 degrés, de préférence de plus de 15 degrés supérieur à l'angle de pente (α).
- Système à rouleau de gaufrage selon la revendication 1, dans lequel la saillie (6) présente une hauteur de saillie (Hv) avec laquelle la saillie (6) s'éloigne de la surface du rouleau de gaufrage (2), dans lequel la saillie (6) se rétrécit, au moins à certains endroits, en direction du côté supérieur de la saillie.
- Système à rouleau de gaufrage selon la revendication 1 ou 2, dans lequel la largeur (Bvo) du côté supérieur de la saillie est plus étroite et la largeur (Bvs) du socle de la saillie est plus large que la largeur (BAÖ) de l'ouverture de l'évidement (7).
- Système à rouleau de gaufrage selon l'une des revendications précédentes, dans lequel le côté supérieur de la saillie (6) est distante, de son insertion dans l'évidement (5) de la base de l'évidement (5).
- Système à rouleau de gaufrage selon l'une des revendications précédentes, dans lequel le côté supérieur de la saillie comprend un plateau (10).
- Système à rouleau de gaufrage selon l'une des revendications précédentes, dans lequel la saillie (6) présente une symétrie axiale par rapport à la direction verticale.
- Système à rouleau de gaufrage selon l'une des revendications précédentes, dans lequel l'évidement (5) présente une symétrie axiale par rapport à la direction verticale.
- Système à rouleau de gaufrage selon l'une des revendications précédentes, dans lequel l'arête de gaufrage (8) entoure l'ouverture d'évidement (7) dans une forme ronde, ovale ou polygonale.
- Système à rouleau de gaufrage selon la revendication 8, dans lequel la saillie (6) présente une circonférence extérieure ronde, ovale ou polygonale correspondant à l'arête de gaufrage (8).
- Système à rouleau de gaufrage selon la revendication 8 ou 9 dans lequel les flancs latéraux (9) de la saillie (6) entrent en contact avec l'arête de gaufrage entourant l'ouverture de l'évidement (7) sur toute la circonférence de l'ouverture.
- Système à rouleau de gaufrage selon l'une des revendications précédentes, dans lequel la hauteur de la saillie (Hv) est inférieure ou égale à la profondeur de l'évidement (AT).
- Procédé de fabrication d'un système à rouleau gaufrage selon l'une des revendications précédentes, comprenant le gaufrage d'au moins un des systèmes de gaufrage (4) disposés sur la paire de rouleaux au moyen d'un procédé direct au laser.
- Système à rouleau de gaufrage selon la revendication 12, comprenant la texturation séparée du rouleau de gaufrage (2) et du contre-rouleau (3) au moyen d'une unité laser en utilisant des données de contrôles adaptées aux différentes valeurs de l'angle de flanc (β) et de l'angle de pente (α).
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19217210.4A EP3838579B1 (fr) | 2019-12-17 | 2019-12-17 | Dispositif de cylindre gaufreur permettant de fabriquer des tissus au moins bicouche et procédé de fabrication d'un dispositif de cylindre gaufreur |
| PT192172104T PT3838579T (pt) | 2019-12-17 | 2019-12-17 | Montagem de rolos de gofragem para fabrico de papel-tissue com pelo menos duas camadas, e procedimento para fabrico de uma montagem de rolos de gofragem |
| ES19217210T ES2949012T3 (es) | 2019-12-17 | 2019-12-17 | Disposición de rodillos de estampado para producir papeles tisú de al menos dos capas y procedimiento para producir una disposición de rodillos de estampado |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19217210.4A EP3838579B1 (fr) | 2019-12-17 | 2019-12-17 | Dispositif de cylindre gaufreur permettant de fabriquer des tissus au moins bicouche et procédé de fabrication d'un dispositif de cylindre gaufreur |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3838579A1 EP3838579A1 (fr) | 2021-06-23 |
| EP3838579B1 true EP3838579B1 (fr) | 2023-04-19 |
Family
ID=68944351
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19217210.4A Active EP3838579B1 (fr) | 2019-12-17 | 2019-12-17 | Dispositif de cylindre gaufreur permettant de fabriquer des tissus au moins bicouche et procédé de fabrication d'un dispositif de cylindre gaufreur |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3838579B1 (fr) |
| ES (1) | ES2949012T3 (fr) |
| PT (1) | PT3838579T (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102021133331A1 (de) | 2021-12-15 | 2023-06-15 | Matthews International GmbH | Walzenanordnung zur Herstellung von zerstörungsfrei geprägtem Barrierepapier zum luft- und wasserdampfdichten Verschließen von Verpackungen und entsprechendes Verfahren |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2834809A (en) * | 1953-07-06 | 1958-05-13 | Scott Paper Co | Absorbent paper |
| US4921034A (en) * | 1988-04-22 | 1990-05-01 | Scott Paper Company | Embossed paper having alternating high and low strain regions |
| AU646746B2 (en) * | 1991-02-22 | 1994-03-03 | Kimberly-Clark Worldwide, Inc. | Method for embossing webs |
-
2019
- 2019-12-17 EP EP19217210.4A patent/EP3838579B1/fr active Active
- 2019-12-17 PT PT192172104T patent/PT3838579T/pt unknown
- 2019-12-17 ES ES19217210T patent/ES2949012T3/es active Active
Also Published As
| Publication number | Publication date |
|---|---|
| PT3838579T (pt) | 2023-06-21 |
| ES2949012T3 (es) | 2023-09-25 |
| EP3838579A1 (fr) | 2021-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0925911B2 (fr) | Dispositif pour satiner une feuille, utilisation de ce dispositif et procédé pour la mise en oeuvre du dispositif. | |
| EP1925443B1 (fr) | Dispositif destiné à satiner et gaufrer une feuille d'emballage | |
| WO2000020217A1 (fr) | Procede d'heliogravure destine a l'impression complete de grandes surfaces | |
| EP0418768B1 (fr) | Matrice profilée et procédé pour sa fabrication | |
| WO2010097127A1 (fr) | Cylindre | |
| EP3838579B1 (fr) | Dispositif de cylindre gaufreur permettant de fabriquer des tissus au moins bicouche et procédé de fabrication d'un dispositif de cylindre gaufreur | |
| WO2009036744A1 (fr) | Roulette de coupe | |
| EP2111972B1 (fr) | Poinçon pour une presse rotative | |
| EP3266919B1 (fr) | Aiguille en feutre et procede de production d'au moins une aiguille en feutre | |
| EP0212717A2 (fr) | Procédé et dispositif pour enfoncer des canaux à faible section dans la surface d'une pièce | |
| DE102009031367B3 (de) | Pressstempel für eine Rundläuferpresse | |
| DE202013100205U1 (de) | Vorrichtung zum zumindest teilweisen Aufprägen eines oder mehrerer haptischer Muster auf eine Materialbahn, einen Materialbogen oder einen Zuschnitt aus Karton | |
| WO2023116972A1 (fr) | Ensemble rouleau pour la finition de produits en bande pouvant être enroulés, en particulier pré-consolidés, et produit en bande correspondant | |
| EP4452620A1 (fr) | Ensemble rouleau pour la finition de produits en bande pouvant être enroulés, en particulier pré-consolidés, et produit en bande correspondant | |
| EP1813716A1 (fr) | Bande de transport | |
| EP3296121B1 (fr) | Tôle gaufrée pour poser un dispositif de sécurité haptique, procédé de fabrication et d'utilisation d'une tôle gaufrée | |
| WO2023110020A1 (fr) | Ensemble de rouleaux pour produire un papier barrière gaufré de manière non destructive pour fermer de manière étanche à l'air et à la vapeur d'eau des emballages, et procédé correspondant | |
| EP4222819A1 (fr) | Contact de pression et son procédé de production | |
| DE102020100263A1 (de) | Perforiermesser mit Crimpfläche | |
| DE202023104708U1 (de) | Vorrichtung zur Herstellung von Rillungen in einem Materialbogen und Materialbogen mit einem linearen Faltabschnitt | |
| EP1790466A1 (fr) | Cylindre de gaufrage et procédé pour gaufrer une bande ou une feuille | |
| DE29824050U1 (de) | Rillwerkzeug zum Prägen von Faltrillen bei faltbaren Materialien | |
| DE8911403U1 (de) | Werkzeug zur Nachbearbeitung eines Stanzblechs | |
| WO2015104029A1 (fr) | Outil de gaufrage pour coller et gaufrer ponctuellement plusieurs couches de substrats en forme de bande et procédé de fabrication d'un rouleau de gaufrage destiné à un tel outil | |
| EP1813719A1 (fr) | Bande de transport |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200924 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20220411 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20221110 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MATTHEWS INTERNATIONAL CORPORATION |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019007490 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1560890 Country of ref document: AT Kind code of ref document: T Effective date: 20230515 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 3838579 Country of ref document: PT Date of ref document: 20230621 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20230615 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230529 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20230419 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2949012 Country of ref document: ES Kind code of ref document: T3 Effective date: 20230925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230719 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230819 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230720 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231214 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019007490 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20231211 Year of fee payment: 5 Ref country code: IT Payment date: 20231212 Year of fee payment: 5 Ref country code: FR Payment date: 20231222 Year of fee payment: 5 Ref country code: CZ Payment date: 20231214 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20240122 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240112 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231229 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502019007490 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20231231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230419 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231217 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231231 |