EP1790601A2 - Regelung der Bahnspannung einer Warenbahn - Google Patents
Regelung der Bahnspannung einer Warenbahn Download PDFInfo
- Publication number
- EP1790601A2 EP1790601A2 EP06019736A EP06019736A EP1790601A2 EP 1790601 A2 EP1790601 A2 EP 1790601A2 EP 06019736 A EP06019736 A EP 06019736A EP 06019736 A EP06019736 A EP 06019736A EP 1790601 A2 EP1790601 A2 EP 1790601A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- determined
- speed
- web tension
- control loop
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 claims abstract description 26
- 239000000463 material Substances 0.000 claims description 24
- 238000007599 discharging Methods 0.000 claims description 9
- 230000008859 change Effects 0.000 claims description 7
- 238000005457 optimization Methods 0.000 claims description 5
- 239000000654 additive Substances 0.000 claims description 2
- 230000000996 additive effect Effects 0.000 claims description 2
- 230000008878 coupling Effects 0.000 claims description 2
- 238000010168 coupling process Methods 0.000 claims description 2
- 238000005859 coupling reaction Methods 0.000 claims description 2
- 230000004044 response Effects 0.000 claims description 2
- 238000005070 sampling Methods 0.000 abstract 1
- 238000004519 manufacturing process Methods 0.000 description 4
- 230000001105 regulatory effect Effects 0.000 description 4
- 230000001419 dependent effect Effects 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 1
- 230000003044 adaptive effect Effects 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000008141 laxative Substances 0.000 description 1
- 230000002475 laxative effect Effects 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000009420 retrofitting Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/18—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web
- B65H23/188—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web in connection with running-web
- B65H23/1888—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web in connection with running-web and controlling web tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/10—Speed
- B65H2513/11—Speed angular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2515/00—Physical entities not provided for in groups B65H2511/00 or B65H2513/00
- B65H2515/30—Forces; Stresses
- B65H2515/31—Tensile forces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2557/00—Means for control not provided for in groups B65H2551/00 - B65H2555/00
- B65H2557/20—Calculating means; Controlling methods
- B65H2557/24—Calculating methods; Mathematic models
- B65H2557/242—Calculating methods; Mathematic models involving a particular data profile or curve
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2557/00—Means for control not provided for in groups B65H2551/00 - B65H2555/00
- B65H2557/20—Calculating means; Controlling methods
- B65H2557/264—Calculating means; Controlling methods with key characteristics based on closed loop control
- B65H2557/2644—Calculating means; Controlling methods with key characteristics based on closed loop control characterised by PID control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2557/00—Means for control not provided for in groups B65H2551/00 - B65H2555/00
- B65H2557/30—Control systems architecture or components, e.g. electronic or pneumatic modules; Details thereof
- B65H2557/34—Control systems architecture or components, e.g. electronic or pneumatic modules; Details thereof for analog control, e.g. proportional, integral or differentiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2557/00—Means for control not provided for in groups B65H2551/00 - B65H2555/00
- B65H2557/60—Details of processes or procedures
- B65H2557/63—Optimisation, self-adjustment, self-learning processes or procedures, e.g. during start-up
Definitions
- the invention relates to a method for regulating the web tension of a web moved by means of a transport device with a web tension controller with determination of control loop parameters.
- Goods webs are continuous webs of paper, foil or fabric.
- the web is conveyed within a transport device by drive rollers and printed, for example.
- the web of a processing stage is supplied via a feeding nip, which consists of a regulated in their speed drive roller with associated pressure roller.
- the web is removed via a second nip, which consists of a second controlled in their speed drive roller with associated pressure roller.
- Sufficient processing quality can only be achieved if the web has a certain minimum web tension between the nips, otherwise it is transported inaccurately for processing and tends, for example, to flutter. On the other hand, a certain maximum web tension must not be exceeded, since the web otherwise breaks or stretches inelastic.
- the web tension In order to ensure a trouble-free operation of the transport device and a good quality of the processed web, the web tension must be kept within a certain range depending on the speed and parameters such as the elastic modulus of the web.
- the web tension controller used is a PI controller which uses the lead or lag of the drive roller arranged at the incoming or outgoing clamping point as a manipulated variable.
- the control loop is closed by measuring the actual value of the web tension with a load cell.
- the control loop parameters of the tension controller with load cell depend on the machine speed and the material.
- the speed dependency can be modeled by an adaptive characteristic of the P component of the controller.
- the material dependence of the advantageous web tension control can be taken into account during commissioning by an optimization step.
- the disadvantage here is that when changing the material of the optimization step must be repeated. If, for example, harder material is inserted, otherwise the control loop may become unstable. If the first optimization is chosen to select suitable parameters for a larger group of materials, the control loop dynamics will not be exploited for more flexible materials, unnecessarily increasing the setting of a suitable web tension and resulting in an increased amount of faulty processed web.
- an apparatus and a method for dynamically controlling a drive for transport rollers in a web-fed printing press are known.
- the task was to ensure a desired web tension and a required print quality at different stages of machine operation.
- it is necessary to control the web tension of a section of a web between an infeed and a discharging nip formed respectively by a transport roll and a nip roll.
- the controller operates in a web tension control mode during a first phase of the printing press operation to maintain the web tension at a first desired web tension value.
- control is effected in a speed control mode in which the ratio of the driving speeds of the feeding and discharging nips are controlled.
- a disadvantage of the prior art is that the web tension control must be adapted in each case to the web to be used and is not universally applicable.
- control loop parameters of the web tension controller are determined in accordance with a characteristic curve that can be predetermined as a function and / or at a plurality of interpolation points.
- the web tension can be maintained over a wide range of parameters of the material web in the range suitable for a good processing quality.
- a particularly suitable for a fast and accurate control of the web tension of the web embodiment of the invention provides that the drive of the transport device takes place in at least two drive groups, which are driven by their own drives and their coupling takes place within the control and drive system on an electronic basis.
- This embodiment also referred to as a "shaftless" drive, does not mechanically couple the at least two drive groups via a rigid shaft but electronically via the web tension controller or another control and regulating device.
- These can act on servo-synchronous motors and thus provide, for example, a different start-up or control characteristic for two drives. In this way, for example, moments of inertia of components of the transport device for the material web can be taken into account.
- the control and regulation of the transport device can either be related to one of the actually existing drive axes or the controller parameters for the drive axes are related to a virtual master axis present only in the parameters of the web tension controller. If a virtual master axis is used, inaccuracies in the measured value acquisition and / or movement of the master axis have no influence on the control quality.
- the time constant of the controlled system is proportional to the reciprocal of the speed of the web. Therefore, it is advantageous if the control loop parameters are determined according to a hyperbolic characteristic as a function of the leading axis speed of the web.
- control loop parameters are determined according to a characteristic curve composed of functions as a function of the master axis speed.
- a predetermined desired value of the web tension can be achieved faster and thus with less production failure by the control loop parameters are determined according to a predetermined as a function and / or multiple support points characteristic in response to a deviation of the web tension of a predetermined setpoint.
- control loop parameters are determined in accordance with a characteristic curve predefined as a function and / or at a plurality of supporting points as a function of a running length of the material web between a feeding nip and a discharging nip, it can be achieved that during a retrofitting of the transport device in which the length of the web between the supply and the discharging terminal point is changed, a suitable set of control loop parameters is available for a smooth production start.
- control loop parameters below a minimum machine, line or web speed and above a maximum machine, line or web speed, it can be achieved that a steep characteristic with a good control characteristic can be selected in the normal operating range of the control. without damage to the web and / or the transport device occur during operation outside the usual operating range.
- control loop parameters are determined as a function of physical characteristics of the web, it can be achieved that a good processing quality is achieved with different materials. In particular, fluctuations of the physical characteristics can be detected and taken into account over time.
- a high production speed and processing quality with different materials and with different width and / or thickness of the web can be achieved by using as a physical characteristic of the modulus of elasticity of the web. If the modulus of elasticity is measured continuously, it can be achieved that a change in the modulus of elasticity which is dependent on the drying behavior and / or degree of moisture of the material web can also be taken into account.
- a cost-effective embodiment provides that the modulus of elasticity is determined with the aid of the elements already present in the transport device according to the prior art transducer, rotary encoder and the web tension controller. This can be determined without additional devices, and thus without additional costs, the modulus of elasticity.
- a particularly simple embodiment provides that the modulus of elasticity is determined from a change in length of the web as a function of a web tension change. In this case, it is possible to lengthen the web by a certain fixed amount and to measure the resulting web tension change or to increase the web tension by a certain fixed amount and measure the resulting length change.
- a high processing quality of a material web can be achieved by determining the control loop parameters as a function of the moment of inertia of non-driven rolls between the feeding nip and the discharging nip. The interference of these non-driven guide rollers on the web tension in the processing area can be reduced.
- the settling time of the web tension controller can be reduced by specifying default values for the control loop parameters as starting values for the manipulated variable, such as a lead or lag of a drive, and a self-optimization of the PI controller or PID controller. As a result, the proportion of product with good processing quality can be improved.
- presetting values for the manipulated variables are determined from the determined physical characteristics of the web, a set of presetting values can be determined for different and novel materials and material combinations of the web, which enables a fast achievement of optimal control parameters.
- Figure 1 shows a transport device 1 for processing a web 2 between a feeding nip 10 and a laxative nip 30 with a web tension controller 3.
- the web 2 is clamped between a pinch roller 11 and a drive roller 12 and with a defined speed of processing fed.
- the processing may be, for example, a printing operation.
- the drive roller 12 is driven by a motor 13, the rotational speed and angular position detected by a rotary encoder 14 and the web tension controller 3 are supplied.
- the web tension controller 3 controls the supply voltage of the motor 13 and is designed as a PI controller.
- the web 2 is moved at a discharging nip 30 by means of a pressure roller 31 and a drive roller 32.
- the drive roller 32 is driven by a motor 33 whose shaft is coupled to a rotary encoder 34 which supplies data for the rotational movement of the motor 33 to the web tension controller 3.
- the drive of the drive rollers 12, 32 take place by servo-synchronous motors, which eliminate the use of rotary encoders 14, 34 due to their operation.
- the control of the rotational speed and the angle of rotation of the motors 13, 33 takes place in this case on the phase and frequency of the supply voltage.
- the actual value of the web tension between the feeding nip 10 and the discharging nip 30 is measured by a sensor 21.
- the web 2 is fed via a deflection roller 20 to the transducer 21 and continued through a second guide roller 22 for further processing.
- the sensor 21 may be designed, for example, as a load cell. Its output signal is fed to the web tension controller 3 as an actual value of the web tension.
- FIG. 2 shows a characteristic curve 50 for a speed-adaptive control.
- the characteristic curve 50 represents the progression of the P-reinforcement 51 over a guide axle speed 54.
- the guide axle speed 54 is the peripheral speed of a drive roller 12, 22 or a drive roller arranged in the transport device 1 along the material web 2 before or after.
- the leading axis speed 54 may also refer to an axis that is not actually present, but may be a calculated variable within the web tension controller 3; In this case, the leading axis is called a "virtual master axis".
- On the Leitachsica 54 of the web tension controller 3 refers to the control and regulation of the other drives.
- the characteristic curve 50 is chosen so that the P-gain 51 is constant below a first operating point 52 and above a second operating point 53, respectively. This ensures that in the usual operating range between the first operating point 52 and the second operating point 53 a steep characteristic curve with a rapid compensation of deviations can be selected, outside of the range but still for the web 2 harmless values of web tension are met.
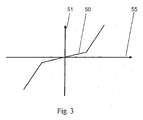
- FIG. 3 shows a characteristic curve 50 which specifies a P gain 51 dependent on a control deviation 55.
- a flat curve 50 is provided for small deviations from the setpoint, while for larger deviations a steep curve 50 is provided. In this way it can be achieved that, with slight deviations, the web 2 runs smoothly and the processing quality is very high. For larger deviations, the web tension is quickly brought to the setpoint.
Landscapes
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
- Inking, Control Or Cleaning Of Printing Machines (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Regelung der Bahnspannung einer mittels einer Transporteinrichtung bewegten Warenbahn mit einem Bahnspannungsregler unter Bestimmung von Regelkreisparametern.
- Bei Warenbahnen handelt es sich um fortlaufende Materialbahnen aus Papier, Folie oder Stoff. Zur Bearbeitung wird die Warenbahn innerhalb einer Transporteinrichtung durch Antriebswalzen befördert und beispielsweise bedruckt. Gemäß dem Stand der Technik wird die Warenbahn einer Bearbeitungsstufe dabei über eine zuführende Klemmstelle zugeführt, die aus einer in ihrer Drehzahl geregelten Antriebswalze mit zugehöriger Andruckwalze besteht. Nach der Bearbeitungsstufe wird die Warenbahn über eine zweite Klemmstelle abgeführt, die aus einer zweiten in ihrer Drehzahl geregelten Antriebswalze mit zugehöriger Andruckwalze besteht. Eine ausreichende Bearbeitungsqualität kann nur erreicht werden, wenn die Warenbahn zwischen den Klemmstellen eine gewisse Mindest-Bahnspannung besitzt, da sie ansonsten für die Bearbeitung ungenau transportiert wird und beispielsweise zum Flattern neigt. Andererseits darf eine gewisse Maximal-Bahnspannung nicht überschritten werden, da die Warenbahn ansonsten reißt oder sich unelastisch dehnt.
- Um einen problemlosen Betrieb der Transporteinrichtung sowie eine gute Qualität der bearbeiteten Warenbahn zu gewährleisten, muss die Bahnspannung in Abhängigkeit von der Geschwindigkeit und Parametern wie dem Elastizitätsmodul der Warenbahn innerhalb eines bestimmten Bereichs gehalten werden.
- Als Bahnspannungsregler dient ein PI-Regler, der als Stellgröße die Voreilung bzw. Nacheilung der an der zu- oder abführenden Klemmstelle angeordneten Antriebswalze verwendet. Der Regelkreis wird dabei über die Messung des Istwertes der Bahnspannung mit einer Kraftmessdose geschlossen. Die Regelkreisparameter des Zugspannungsreglers mit Kraftmessdose sind von der Maschinengeschwindigkeit und vom Material abhängig. Die Geschwindigkeitsabhängigkeit kann durch eine adaptive Kennlinie des P-Anteils des Reglers modelliert werden. Die Materialabhängigkeit der vorteilhaften Bahnspannungsregelung kann während der Inbetriebnahme durch einen Optimierungsschritt berücksichtigt werden. Nachteilig ist hierbei, dass bei einem Materialwechsel der Optimierungsschritt wiederholt werden muss. Wird beispielsweise härteres Material eingelegt, kann ansonsten der Regelkreis instabil werden. Wird die erste Optimierung so gewählt, dass für eine größere Gruppe von Materialien geeignete Parameter gewählt werden, wird für flexiblere Materialien die Regelkreisdynamik nicht ausgenutzt, was die Einstellung einer geeigneten Bahnspannung unnötig verlängert und eine erhöhte Menge fehlerhaft bearbeiteter Warenbahn zur Folge hat.
- Aus der
DE 198 34 725 A1 ist eine Regeleinrichtung und ein Verfahren zum Regeln der Spannung einer Papierbahn einer Druckmaschine bekannt, bei der innerhalb der Regelstrecke ein gemessener Bahnspannungs-Istwert erfasst wird. Ein Drehzahlleit-Sollwert und ein Bahnspannungs-Sollwert werden vorgegeben. Aus dem Bahnspannungs-Sollwert und dem Bahnspannungs-Istwert wird ein Vor- bzw. Nacheilungs-Sollwert ermittelt, der zusammen mit dem Drehzahlleit-Sollwert die einzustellende Drehzahl ergibt. Mit dieser Bahnspannungsregelung kann die Abweichung der einzelnen Bahnspannungen an unterschiedlichen Stellen des Papierweges innerhalb gewisser Grenzen gehalten werden. Auf den Einfluss des Elastizitätsmoduls der Warenbahn auf die Druckeigenschaften wird in der Schrift zwar eingegangen, eine Lehre zur Beseitigung des Einflusses durch Berücksichtigung in den Regelparametern wird jedoch nicht angegeben. - Aus der
DE 102 01 993 A1 sind eine Vorrichtung und ein Verfahren zur dynamischen Steuerung eines Antriebes für Transportwalzen in einer Rollendruckmaschine bekannt. Dabei bestand die Aufgabe darin, bei unterschiedlichen Phasen des Maschinenbetriebes eine gewünschte Bahnspannung sowie eine geforderte Druckqualität zu gewährleisten. Hierbei gilt es, die Bahnspannung eines Abschnittes einer Warenbahn zwischen einer zuführenden und einer abführenden Klemmstelle zu steuern, die jeweils aus einer Transportwalze und einer Andruckwalze gebildet sind. Die Steuervorrichtung arbeitet während einer ersten Phase des Druckmaschinenbetriebes in einem Bahnspannungsköntrollmodus, um die Bahnspannung auf einem ersten gewünschten Bahnspannungswert zu halten. In einer zweiten Phase des Betriebes der Druckmaschine erfolgt Steuerung in einem Geschwindigkeitskontrollmodus in dem das Verhältnis der Antriebsgeschwindigkeiten der zuführenden und der abführenden Klemmstelle gesteuert werden. - Aus der
DE 103 22 098 ist eine Regelung für die Bahngeschwindigkeit einer Warenbahn bekannt, bei der ein Sollwert für die Bahngeschwindigkeit unter Berücksichtigung des Istwertes der Bahnspannung und des Elastizitätsmoduls des Bahnmaterials ermittelt wird - Nachteilig beim Stand der Technik ist, dass die Bahnspannungsregelung jeweils an die zu verwendende Warenbahn angepasst werden muss und nicht universell einsetzbar ist.
- Es ist Aufgabe der Erfindung, ein Verfahren für die Regelung der Bahnspannung einer Warenbahn zu schaffen, das eine Erhöhung der Produktqualität bei gleichzeitig hohem Produktionsvolumen und geringem Aufwand bei der Umstellung des Typs der Warenbahn ermöglicht.
- Die Aufgabe wird dadurch gelöst, dass die Regelkreisparameter des Bahnspannungsreglers gemäß einer als Funktion und/oder an mehreren Stützstellen vorgebbaren Kennlinie bestimmt werden. Hierdurch kann erreicht werden dass die Bahnspannung in einem vergrößerten Betriebsbereich der Transporteinrichtung und der Eigenschaften unterschiedlicher Warenbahnmaterialien sowie Breiten und Dicken der Warenbahn innerhalb des für die Bearbeitungsqualität vorteilhaften Bereiches gehalten werden kann.
- Wird mit dem Bahnspannungsregler eine PI-Regelung oder PID-Regelung vorgenommen, kann eine einfache und kostengünstige Bahnspannungsregelung verwirklicht werden, die dennoch eine gute Bearbeitungsqualität ermöglicht.
- Werden als Regelkreisparameter der Proportional- und/oder der Integral- und/oder der Differential-Anteil des PI-Reglers oder PID-Reglers verwendet, kann die Bahnspannung über einen weiten Bereich von Parametern der Warenbahn im für eine gute Bearbeitungsqualität geeigneten Bereich gehalten werden.
- Eine für eine schnelle und genaue Regelung der Bahnspannung der Warenbahn besonders geeignete Ausgestaltung der Erfindung sieht vor, dass der Antrieb der Transporteinrichtung in zumindest zwei Antriebsgruppen erfolgt, die von eigenen Antrieben angetrieben werden und deren Kopplung innerhalb des Steuerungs- und Antriebssystems auf elektronischer Basis erfolgt. Diese auch als "wellenloser" Antrieb bezeichnete Ausführungsform koppelt die zumindest zwei Antriebsgruppen nicht mechanisch über eine starre Welle sondern elektronisch über den Bahnspannungsregler oder eine andere Regel- und Steuereinrichtung. Diese können auf Servosynchronmotore wirken und so beispielsweise auch eine für zwei Antriebe unterschiedliche Anlauf- oder Regel-Charakteristik vorsehen. Auf diese Weise können beispielsweise Trägheitsmomente von Komponenten der Transporteinrichtung für die Warenbahn berücksichtigt werden.
- Werden die Antriebe mittels einer realen oder virtuellen Leitachse gesteuert, kann die Steuerung und Regelung der Transporteinrichtung entweder auf eine der real vorhandenen Antriebsachsen bezogen werden oder die Reglerparameter für die Antriebsachsen werden auf eine nur in den Parametern des Bahnspannungsreglers vorhandene virtuelle Leitachse bezogen. Wird eine virtuelle Leitachse benutzt, haben Ungenauigkeiten in der Messwerterfassung und/oder Bewegung der Leitachse keinen Einfluss auf die Regelgüte.
- Die Zeitkonstante der Regelstrecke ist proportional zu dem Kehrwert der Geschwindigkeit der Warenbahn. Daher ist es vorteilhaft, wenn die Regelkreisparameter gemäß einer hyperbolischen Kennlinie in Abhängigkeit von der Leitachsgeschwindigkeit der Warenbahn bestimmt werden.
- Eine besonders einfache zu realisierende Ausführungsform sieht vor, dass die Regelkreisparameter gemäß einer stückweise aus Funktionen zusammengesetzten Kennlinie in Abhängigkeit von der Leitachsgeschwindigkeit bestimmt werden.
- Ein vorgegebener Sollwert der Bahnspannung kann schneller und damit mit weniger Produktionsausfall erreicht werden, indem die Regelkreisparameter gemäß einer als Funktion und/oder an mehreren Stützstellen vorgebbaren Kennlinie in Abhängigkeit von einer Abweichung der Bahnspannung von einem vorgegebenen Sollwert bestimmt werden.
- Werden die Regelkreisparameter gemäß einer als Funktion und/oder an mehreren Stützstellen vorgebbaren Kennlinie in Abhängigkeit von einer Lauflänge der Warenbahn zwischen einer zuführenden Klemmstelle und einer abführenden Klemmstelle bestimmt, kann erreicht werden, dass bei einer Umrüstung der Transporteinrichtung, bei der die Länge der Warenbahn zwischen der zuführenden und der abführenden Klemmstelle verändert wird, ein für einen reibungslosen Produktionsanlauf geeigneter Satz von Regelkreisparametern zur Verfügung steht.
- Werden für die Regelkreisparameter unterhalb einer minimalen Maschinen-, Anlagen- oder Warenbahngeschwindigkeit und oberhalb einer maximalen Maschinen-, Anlagen- oder Warenbahngeschwindigkeit konstante Werte vorgegeben, kann erreicht werden, dass im normalen Betriebsbereich der Regelung eine steile Kennlinie mit einer guten Regelcharakteristik gewählt werden kann, ohne dass bei einem Betrieb außerhalb des üblichen Betriebsbereichs Schäden an der Warenbahn und/oder der Transporteinrichtung auftreten.
- Werden die Regelkreisparameter in Abhängigkeit von physikalischen Kenngrößen der Warenbahn bestimmt, kann erreicht werden dass bei unterschiedlichen Materialien eine gute Bearbeitungsqualität erreicht wird. Insbesondere können Schwankungen der physikalischen Kenngrößen über die Zeit erfasst und berücksichtigt werden.
- Werden die physikalischen Kenngrößen innerhalb der Transporteinrichtung bestimmt, kann eine schnelle Berücksichtigung von Änderungen während des laufenden Betriebs erfolgen und somit der Anteil von zu verwerfender Warenbahn verringert werden.
- Eine hohe Produktionsgeschwindigkeit und Bearbeitungsqualität bei unterschiedlichen Materialien sowie bei unterschiedlicher Breite und/oder Dicke der Warenbahn kann erreicht werden, indem als physikalische Kenngröße der Elastizitätsmodul der Warenbahn verwendet. Wird der Elastizitätsmodul kontinuierlich gemessen, kann erreicht werden, dass auch eine vom Trocknungsverhalten und/oder Feuchtegrad der Warenbahn abhängige Änderung des Elastizitätsmoduls berücksichtigt werden kann.
- Eine kostengünstige Ausführungsform sieht vor, dass der Elastizitätsmodul mit Hilfe der in der Transporteinrichtung nach dem Stand der Technik bereits vorhandenen Elemente Messwertgeber, Drehwinkelgeber und dem Bahnspannungsregler ermittelt wird. Hiermit kann ohne zusätzliche Vorrichtungen, und damit ohne Zusatzkosten, der Elastizitätsmodul bestimmt werden.
- Eine besonders einfache Ausführungsform sieht vor, dass der Elastizitätsmodul aus einer Längenänderung der Warenbahn in Abhängigkeit einer Bahnspannungsänderung ermittelt wird. Hierbei ist es möglich, die Warenbahn um einen bestimmten festen Betrag zu längen und die sich daraus ergebende Bahnspannungsänderung zu messen oder man erhöht die Bahnspannung um einen bestimmten festen Betrag und misst die sich ergebende Längenänderung.
- Eine hohe Bearbeitungsqualität einer Warenbahn, auch bei Beschleunigungs- und Abbremsvorgängen, kann erreicht werden, indem die Regelkreisparameter in Abhängigkeit vom Trägheitsmoment von nicht angetriebenen Walzen zwischen der zuführenden Klemmstelle und der abführenden Klemmstelle bestimmt werden. Der Störeinfluss dieser nicht angetriebenen Umlenkwalzen auf die Bahnspannung im Bearbeitungsbereich kann so vermindert werden.
- Die Einschwingdauer des Bahnspannungsreglers kann vermindert werden, indem Voreinstellwerte für die Regelkreisparameter als Startwerte für die Stellgröße, wie beispielsweise eine Vor- oder Nacheilung eines Antriebs, und eine Selbstoptimierung des PI-Reglers oder PID-Reglers angegeben werden. Hierdurch kann der Anteil an Produkt mit guter Bearbeitungsqualität verbessert werden.
- Werden die Voreinstellwerte für die Stellgrößen aus den ermittelten physikalischen Kenngrößen der Warenbahn bestimmt, kann auch für unterschiedliche und neuartige Materialien und Materialkombinationen der Warenbahn ein Satz von Voreinstellwerten bestimmt werden, der ein schnelles Erreichen optimaler Regelparameter ermöglicht.
- Wird als Stellgröße ein additiver Geschwindigkeitssollwert, ein Drehzahlsollwert, ein Geschwindigkeitsfaktor oder ein Drehzahlfaktor der Transporteinrichtung verwendet, kann eine besonders einfach ausgeführte Bahnspannungsregelung verwirklicht werden, die dennoch den Erfordernissen an eine hohe Bearbeitungsqualität genügt.
- Wird in dem Bahnspannungsregler eine maschinengeschwindigkeitsbezogene Zykluszeit berücksichtigt, kann erreicht werden, dass auch bei niedrigen Geschwindigkeiten der Warenbahn die Bahnspannung innerhalb der für eine hohe Bearbeitungsqualität erforderlichen Grenzen bleibt. Hiermit wird der Effekt eines kontinuierlichen PI-Reglers vermieden, dass bei geringen Geschwindigkeiten und auch bei Stillstand der Integralanteil weiter wirkt und die Stellgröße aus dem geeigneten Bereich treiben kann.
- Die Erfindung wird im Folgenden anhand der in den Figuren dargestellten Ausführungsbeispiele näher erläutert. Es zeigen:
- Figur 1 eine Transporteinrichtung für eine Warenbahn,
- Figur 2 eine Kennlinie für eine geschwindigkeitsadaptive Regelung,
- Figur 3 eine Kennlinie für eine regelabweichungsabhängige Regelung.
- Figur 1 zeigt eine Transporteinrichtung 1 zur Bearbeitung einer Warenbahn 2 zwischen einer zuführenden Klemmstelle 10 und einer abführenden Klemmstelle 30 mit einem Bahnspannungsregler 3. An der zuführenden Klemmstelle 10 wird die Warenbahn 2 zwischen einer Andruckwalze 11 und einer Antriebswalze 12 geklemmt und mit definierter Geschwindigkeit der Bearbeitung zugeführt. Bei der Bearbeitung kann es sich beispielsweise um einen Druckvorgang handeln. Die Antriebswalze 12 wird von einem Motor 13 angetrieben, dessen Umdrehungsgeschwindigkeit und Winkelstellung mit einem Drehwinkelgeber 14 erfasst und dem Bahnspannungsregler 3 zugeführt werden. Der Bahnspannungsregler 3 steuert die Versorgungsspannung des Motors 13 und ist als PI-Regler ausgeführt.
- Nach der Bearbeitung wird die Warenbahn 2 an einer abführenden Klemmstelle 30 mittels einer Andruckwalze 31 und einer Antriebswalze 32 bewegt. Die Antriebswalze 32 wird von einem Motor 33 angetrieben, dessen Welle mit einem Drehwinkelgeber 34 gekoppelt ist, der Daten zur Umdrehungsbewegung des Motors 33 dem Bahnspannungsregler 3 zuführt. In einer anderen Ausführungsform kann der Antrieb der Antriebswalzen 12, 32 durch Servosynchronmotore erfolgen, die aufgrund ihrer Funktionsweise die Verwendung von Drehwinkelgebern 14, 34 erübrigen. Die Steuerung der Umdrehungsgeschwindigkeit und des Drehwinkels der Motore 13, 33 erfolgt in diesem Fall über die Phase und Frequenz der Versorgungsspannung.
- Der Istwert der Bahnspannung zwischen der zuführenden Klemmstelle 10 und der abführenden Klemmstelle 30 wird mit einem Messwertgeber 21 gemessen. Hierzu wird die Warenbahn 2 über eine Umlenkwalze 20 dem Messwertgeber 21 zugeführt und über eine zweite Umlenkwalze 22 zur weiteren Bearbeitung weitergeführt. Der Messwertgeber 21 kann beispielsweise als Kraftmessdose ausgeführt sein. Sein Ausgangssignal wird dem Bahnspannungsregler 3 als Istwert der Bahnspannung zugeführt.
- In Figur 2 ist eine Kennlinie 50 für eine geschwindigkeitsadaptive Regelung dargestellt. Die Kennlinie 50 stellt den Verlauf der P-Verstärkung 51 über einer Leitachsgeschwindigkeit 54 dar. Die Leitachsgeschwindigkeit 54 ist dabei die Umfangsgeschwindigkeit einer Antriebswalze 12, 22 oder einer in der Transporteinrichtung 1 entlang der Warenbahn 2 davor oder danach angeordnete Antriebswalze. Die Leitachsgeschwindigkeit 54 kann sich in einer anderen Ausführungsform auch auf eine nicht real vorhandene Achse beziehen, sondern eine Rechengröße innerhalb des Bahnspannungsreglers 3 sein; in diesem Fall wird die Leitachse als "virtuelle Leitachse" bezeichnet. Auf die Leitachsgeschwindigkeit 54 bezieht der Bahnspannungsregler 3 die Steuerung und Regelung der anderen Antriebe. Die Kennlinie 50 ist so gewählt, dass die P-Verstärkung 51 unterhalb eines ersten Betriebspunktes 52 und oberhalb eines zweiten Betriebspunktes 53 jeweils konstant ist. Hierdurch wird erreicht, dass im üblichen Betriebsbereich zwischen dem ersten Betriebspunkt 52 und dem zweiten Betriebspunkt 53 eine steile Kennlinie mit einer schnellen Ausregelung von Abweichungen gewählt werden kann, außerhalb des Bereiches aber dennoch für die Warenbahn 2 unschädliche Werte der Bahnspannung eingehalten werden.
- Figur 3 zeigt eine Kennlinie 50, die eine von einer Regelabweichung 55 abhängige P-Verstärkung 51 vorgibt. In dieser Ausführung ist bei kleinen Abweichungen vom Sollwert eine flache Kennlinie 50 vorgesehen, während bei größeren Abweichungen eine steile Kennlinie 50 vorgesehen ist. Hierdurch kann erreicht werden dass bei geringen Abweichungen die Warenbahn 2 ruhig läuft und die Bearbeitungsqualität sehr hoch ist. Bei größeren Abweichungen wird die Bahnspannung schnell an den Sollwert herangeführt.
Claims (20)
- Verfahren zur Regelung der Bahnspannung einer mittels einer Transporteinrichtung (1) bewegten Warenbahn (2) mit einem Bahnspannungsregler (3) unter Bestimmung von Regelkreisparametern, dadurch gekennzeichnet, dass die Regelkreisparameter des Bahnspannungsreglers (3) gemäß einer als Funktion und/oder an mehreren Stützstellen vorgebbaren Kennlinie (50) bestimmt werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass mit dem Bahnspannungsregler (3) eine PI-Regelung oder PID-Regelung vorgenommen wird.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass als Regelkreisparameter der Proportional- und/oder der Integral- und/oder der Differential-Anteil des PI-Reglers oder PID-Reglers verwendet werden.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass der Antrieb der Transporteinrichtung (1) in zumindest zwei Antriebsgruppen erfolgt, die von eigenen Antrieben angetrieben werden und deren Kopplung innerhalb des Steuerungs- und Antriebssystems auf elektronischer Basis erfolgt.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Antriebe mittels einer realen oder virtuellen Leitachse gesteuert werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Regelkreisparameter gemäß einer hyperbolischen Kennlinie (50) in Abhängigkeit von der Maschinen-, Anlagen- oder Warenbahngeschwindigkeit bestimmt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Regelkreisparameter gemäß einer stückweise aus Funktionen zusammengesetzten Kennlinie (50) in Abhängigkeit von der Maschinen-, Anlagen- oder Warenbahngeschwindigkeit bestimmt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Regelkreisparameter gemäß einer als Funktion und/oder an mehreren Stützstellen vorgebbaren Kennlinie (50) in Abhängigkeit von einer Abweichung der Bahnspannung von einem vorgegebenen Sollwert bestimmt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Regelkreisparameter gemäß einer als Funktion und/oder an mehreren Stützstellen vorgebbaren Kennlinie (50) in Abhängigkeit von einer Lauflänge der Warenbahn (2) zwischen einer zuführenden Klemmstelle (10) und einer abführenden Klemmstelle (30) bestimmt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass für die Regelkreisparameter unterhalb einer minimalen Maschinen-, Anlagen- oder Warenbahngeschwindigkeit und oberhalb einer maximalen Maschinen-, Anlagen- oder Warenbahngeschwindigkeit konstante Werte vorgegeben werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Regelkreisparameter in Abhängigkeit von physikalischen Kenngrößen der Warenbahn (2) bestimmt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die physikalischen Kenngrößen innerhalb der Transporteinrichtung (1) bestimmt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass als physikalische Kenngröße der Elastizitätsmodul der Warenbahn (2) verwendet wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Elastizitätsmodul mit Hilfe der Elemente Messwertgeber (21), Drehwinkelgeber (14, 34) und dem Bahnspannungsregler (3) ermittelt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Elastizitätsmodul aus einer Längenänderung der Warenbahn (2) in Abhängigkeit einer Bahnspannungsänderung ermittelt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Regelkreisparameter in Abhängigkeit vom Trägheitsmoment von nicht angetriebenen Walzen zwischen der zuführenden Klemmstelle (10) und der abführenden Klemmstelle (30) bestimmt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass Voreinstellwerte für die Regelkreisparameter als Startwerte für eine Selbstoptimierung des PI-Reglers oder PID-Reglers angegeben werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass Voreinstellwerte für die Stellgrößen aus den ermittelten physikalischen Kenngrößen der Warenbahn (2) bestimmt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass als Stellgröße ein additiver Geschwindigkeitssollwert, ein Drehzahlsollwert, ein Geschwindigkeitsfaktor oder ein Drehzahlfaktor der Transporteinrichtung (1) verwendet wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass in dem Bahnspannungsregler (3) eine maschinengeschwindigkeitsbezogene Zykluszeit berücksichtigt wird.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11006305.4A EP2392529B1 (de) | 2005-11-29 | 2006-09-21 | Regelung der Bahnspannung einer Warenbahn |
| EP11006304.7A EP2386511B1 (de) | 2005-11-29 | 2006-09-21 | Regelung der Bahnspannung einer Warenbahn |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005056802A DE102005056802A1 (de) | 2005-11-29 | 2005-11-29 | Regelung der Bahnspannung einer Warenbahn |
Related Child Applications (6)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11006305.4A Division-Into EP2392529B1 (de) | 2005-11-29 | 2006-09-21 | Regelung der Bahnspannung einer Warenbahn |
| EP11006305.4A Division EP2392529B1 (de) | 2005-11-29 | 2006-09-21 | Regelung der Bahnspannung einer Warenbahn |
| EP11006304.7A Division-Into EP2386511B1 (de) | 2005-11-29 | 2006-09-21 | Regelung der Bahnspannung einer Warenbahn |
| EP11006304.7A Division EP2386511B1 (de) | 2005-11-29 | 2006-09-21 | Regelung der Bahnspannung einer Warenbahn |
| EP11006305.4 Division-Into | 2011-07-30 | ||
| EP11006304.7 Division-Into | 2011-07-30 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1790601A2 true EP1790601A2 (de) | 2007-05-30 |
| EP1790601A3 EP1790601A3 (de) | 2009-04-01 |
| EP1790601B1 EP1790601B1 (de) | 2011-11-09 |
| EP1790601B2 EP1790601B2 (de) | 2019-04-24 |
Family
ID=37807979
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11006304.7A Active EP2386511B1 (de) | 2005-11-29 | 2006-09-21 | Regelung der Bahnspannung einer Warenbahn |
| EP11006305.4A Active EP2392529B1 (de) | 2005-11-29 | 2006-09-21 | Regelung der Bahnspannung einer Warenbahn |
| EP06019736.5A Active EP1790601B2 (de) | 2005-11-29 | 2006-09-21 | Regelung der Bahnspannung einer Warenbahn |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11006304.7A Active EP2386511B1 (de) | 2005-11-29 | 2006-09-21 | Regelung der Bahnspannung einer Warenbahn |
| EP11006305.4A Active EP2392529B1 (de) | 2005-11-29 | 2006-09-21 | Regelung der Bahnspannung einer Warenbahn |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7798382B2 (de) |
| EP (3) | EP2386511B1 (de) |
| JP (1) | JP2007145607A (de) |
| AT (1) | ATE532727T1 (de) |
| DE (1) | DE102005056802A1 (de) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2246760A2 (de) | 2009-04-30 | 2010-11-03 | Robert Bosch GmbH | Verfahren zur Bestimmung wenigstens eines Reglerparameters eines Regelglieds in einem Bahnspannungs-Regelkreis für eine Bearbeitungsmaschine |
| EP2275812A1 (de) * | 2009-07-15 | 2011-01-19 | Stichting Dutch Polymer Institute | Vorrichtung zur Überwachung der mechanischen Eigenschaften eines beweglichen faserartigen oder ebenen Körpers und Überwachungsverfahren |
| EP2161130A3 (de) * | 2008-09-04 | 2011-04-13 | Leonhard Kurz Stiftung & Co. KG | Transfervorrichtung |
| DE102010012291A1 (de) | 2010-03-23 | 2011-09-29 | Robert Bosch Gmbh | Verfahren zur Bestimmung wenigstens eines Reglerparameters eines Bahnspannungs-Regelglieds |
| DE102010013782A1 (de) | 2010-04-03 | 2011-10-06 | Robert Bosch Gmbh | Verfahren zur Bestimmung wenigstens eines Reglerparameters eines Tänzerlage-Regelglieds |
| EP2524806A1 (de) | 2011-05-17 | 2012-11-21 | Robert Bosch GmbH | Verfahren zum Regeln der Bahnspannung in einer Bahnbearbeitungsmaschine |
| WO2015172932A1 (de) * | 2014-05-14 | 2015-11-19 | Robert Bosch Gmbh | Vorrichtung und verfahren zur erfassung von materialeigenschaften einer packstoffbahn, vorzugsweise in einer verpackungsmaschine sowie verpackungsmaschine |
| EP3416010A1 (de) * | 2017-06-12 | 2018-12-19 | Siemens Aktiengesellschaft | Verfahren und vorrichtung zur bestimmung eines bahnzugs einer warenbahn, computerprogrammprodukt, industrielle anlage und produktionsmaschine |
| US20220119215A1 (en) * | 2020-10-15 | 2022-04-21 | B&R Industrial Automation GmbH | Parameterization of a tractive force controller |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007037564B4 (de) * | 2007-08-09 | 2013-11-14 | Robert Bosch Gmbh | Verfahren zur Achskorrektur bei einer Verarbeitungsmaschine |
| DE102007053527A1 (de) * | 2007-11-09 | 2009-05-14 | Robert Bosch Gmbh | Verfahren zur Bahnspannungseinstellung bei einer Bearbeitungsmaschine |
| DE102007059066A1 (de) | 2007-12-07 | 2009-06-10 | Robert Bosch Gmbh | Verfahren zur Achskorrektur bei einer Verarbeitungsmaschine sowie Verarbeitungsmaschine |
| DE102008021445B4 (de) | 2008-04-29 | 2016-03-24 | Robert Bosch Gmbh | Bahnverarbeitende Maschine und Verfahren zu deren Steuerung |
| DE102008058964A1 (de) * | 2008-11-25 | 2010-05-27 | Robert Bosch Gmbh | Verfahren zur Regelung einer Bearbeitungsmaschine mit wenigstens einer Regeleinrichtung |
| DE102009016206A1 (de) * | 2009-04-03 | 2010-10-14 | Robert Bosch Gmbh | Verfahren zur Bahnspannungseinstellung |
| DE102009019642A1 (de) * | 2009-04-30 | 2010-11-04 | Volkswagen Ag | Einrichtung zur Betätigung einer hydraulischen Kupplung eines Kraftfahrzeugs und Montageverfahren dazu |
| US9044977B2 (en) | 2011-06-17 | 2015-06-02 | Xerox Corporation | System and method for threading a web through a printing device |
| DE102011122520A1 (de) | 2011-12-29 | 2013-07-04 | Robert Bosch Gmbh | Verfahren zum Rüsten einer Materialbahnbearbeitungsmaschine, Vorrichtung zum Bearbeiten einer Materialbahn mit einer Materialbahnbearbeitungsmaschine, Anordnung aus einer Vorrichtung zum Bearbeiten einer Materialbahn mit einer Materialbahnbearbeitungsmaschine und aus einer digitalen Druckstufenvorrichtung und Verwendung einer elektronischen Datenschnittstelleneinrichtung |
| WO2015132872A1 (ja) * | 2014-03-04 | 2015-09-11 | 株式会社ニレコ | フィードバック制御方法、フィードバック制御装置及びプログラム |
| JP6107803B2 (ja) * | 2014-12-19 | 2017-04-05 | トヨタ自動車株式会社 | 捲回装置および捲回装置の設計方法 |
| TWI683753B (zh) | 2017-09-19 | 2020-02-01 | 日商住友重機械工業股份有限公司 | 卷材處理系統及控制方法 |
| CN113353705B (zh) * | 2021-05-31 | 2023-03-17 | 广东利元亨智能装备股份有限公司 | 单路径分多路径的无缓存张力控制机构、方法及装置 |
| CN113353704B (zh) * | 2021-05-31 | 2023-03-17 | 广东利元亨智能装备股份有限公司 | 多级主驱无缓存张力控制机构、方法、装置及存储介质 |
| DE102021120371A1 (de) * | 2021-08-05 | 2023-02-09 | Multivac Sepp Haggenmüller Se & Co. Kg | Verpackungsmaschine mit folientransporteinrichtung sowie verfahren |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3143545A1 (de) | 1981-11-03 | 1983-05-11 | Licentia Patent-Verwaltungs-Gmbh, 6000 Frankfurt | Verfahren und vorrichtung zur drehzahlfuehrung von leitwalzenantrieben an durchlaufenden bahnen |
| DE3605168A1 (de) | 1985-02-16 | 1986-08-28 | Licentia Patent-Verwaltungs-Gmbh, 6000 Frankfurt | Anordnung zum schwingungsarmen transport einer elastischen, unter zugspannung stehenden stoffbahn |
| EP0976674A1 (de) | 1998-07-31 | 2000-02-02 | Maschinenfabrik Wifag | Bahnspannungsregeleinrichtung |
| DE10031529A1 (de) | 2000-06-29 | 2002-01-10 | Aradex Ag | Verfahren und Vorrichtung zum Betrieb einer bahnverarbeitenden Maschine |
| DE10201993A1 (de) | 2001-02-12 | 2002-08-29 | Heidelberger Druckmasch Ag | Vorrichtung und Verfahren zur dynamischen Steuerung eines Antriebs in einer Rollendruckmaschine |
| DE10322098A1 (de) | 2003-05-15 | 2004-12-30 | Technische Universität Chemnitz | Verfahren und Einrichtung zur Steuerung der Bahngeschwindigkeit an einer Transportvorrichtung für Warenbahnen |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1021993B (de) | 1956-05-11 | 1958-01-02 | Krupp Ardelt Gmbh | Greiferwindwerk mit einem an zwei Seilstraengen haengenden Greifer |
| US3416058A (en) * | 1964-04-30 | 1968-12-10 | Westinghouse Electric Corp | Apparatus for controlling a variable of moving elongate material |
| JPS60137754A (ja) * | 1983-12-27 | 1985-07-22 | Toshiba Corp | ダンサロ−ル制御装置 |
| DE3421556C2 (de) * | 1984-06-06 | 1996-09-26 | Licentia Gmbh | Anordnung zum schwingungsarmen Transport einer elastischen, unter Zugspannung stehenden Stoffbahn |
| JPH052521Y2 (de) * | 1985-07-06 | 1993-01-21 | ||
| US4958111A (en) * | 1989-09-08 | 1990-09-18 | Gago Noel J | Tension and web guiding system |
| JPH0441356A (ja) * | 1990-06-04 | 1992-02-12 | Mitsubishi Heavy Ind Ltd | シート状材料の張力制御方法 |
| US5241884A (en) * | 1991-10-11 | 1993-09-07 | F. L. Smithe Machine Company, Inc. | Apparatus for changing the length of envelope blanks cut from a continuous web |
| US5449156A (en) * | 1993-09-09 | 1995-09-12 | Web Printing Controls Co., Inc. | Method and apparatus for longitudinally folding a printed web in a printing press |
| JPH08157119A (ja) * | 1994-12-02 | 1996-06-18 | Kawasaki Steel Corp | ルーパーデフレクタロールの駆動制御方法 |
| DE19712689A1 (de) * | 1997-03-26 | 1998-10-01 | Heidelberger Druckmasch Ag | Verfahren zur Regelung der Bahnspannung in einer Rollenrotations-Offsetdruckmaschine |
| ATE250499T1 (de) * | 1998-02-02 | 2003-10-15 | Abb Schweiz Ag | Verfahren zur regelung des antriebes einer papierbahn einer druckmaschine |
| JP3903620B2 (ja) * | 1998-12-09 | 2007-04-11 | Jfeスチール株式会社 | ロールの駆動制御方法及びその装置、並びに帯状体の連続処理設備 |
| DE10225824B4 (de) * | 2002-06-11 | 2006-11-02 | Koenig & Bauer Ag | Verfahren zur Einstellung einer Bahnspannung |
| JP4203801B2 (ja) * | 2003-05-26 | 2009-01-07 | 株式会社フジキカイ | 包装機におけるフィルムの繰出し制御装置 |
| DE10342798B3 (de) * | 2003-09-16 | 2005-03-10 | Siemens Ag | Bandzugregelung in einer Behandlungslinie für Materialband, insbesondere Metallband |
| DE10345593A1 (de) * | 2003-09-29 | 2005-07-07 | Koenig & Bauer Ag | Verfahren zur Bestimmung von produktionsrelevanten Materialeigenschaften der Bedruckstoffe und/oder von Aufzügen |
| US6991144B2 (en) * | 2004-02-04 | 2006-01-31 | The Procter & Gamble Company | Method of controlling tension in a moving web material |
-
2005
- 2005-11-29 DE DE102005056802A patent/DE102005056802A1/de not_active Withdrawn
-
2006
- 2006-09-21 EP EP11006304.7A patent/EP2386511B1/de active Active
- 2006-09-21 EP EP11006305.4A patent/EP2392529B1/de active Active
- 2006-09-21 EP EP06019736.5A patent/EP1790601B2/de active Active
- 2006-09-21 AT AT06019736T patent/ATE532727T1/de active
- 2006-11-24 US US11/563,055 patent/US7798382B2/en not_active Expired - Fee Related
- 2006-11-29 JP JP2006321820A patent/JP2007145607A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3143545A1 (de) | 1981-11-03 | 1983-05-11 | Licentia Patent-Verwaltungs-Gmbh, 6000 Frankfurt | Verfahren und vorrichtung zur drehzahlfuehrung von leitwalzenantrieben an durchlaufenden bahnen |
| DE3605168A1 (de) | 1985-02-16 | 1986-08-28 | Licentia Patent-Verwaltungs-Gmbh, 6000 Frankfurt | Anordnung zum schwingungsarmen transport einer elastischen, unter zugspannung stehenden stoffbahn |
| EP0976674A1 (de) | 1998-07-31 | 2000-02-02 | Maschinenfabrik Wifag | Bahnspannungsregeleinrichtung |
| DE10031529A1 (de) | 2000-06-29 | 2002-01-10 | Aradex Ag | Verfahren und Vorrichtung zum Betrieb einer bahnverarbeitenden Maschine |
| DE10201993A1 (de) | 2001-02-12 | 2002-08-29 | Heidelberger Druckmasch Ag | Vorrichtung und Verfahren zur dynamischen Steuerung eines Antriebs in einer Rollendruckmaschine |
| DE10322098A1 (de) | 2003-05-15 | 2004-12-30 | Technische Universität Chemnitz | Verfahren und Einrichtung zur Steuerung der Bahngeschwindigkeit an einer Transportvorrichtung für Warenbahnen |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2161130A3 (de) * | 2008-09-04 | 2011-04-13 | Leonhard Kurz Stiftung & Co. KG | Transfervorrichtung |
| EP2246760A3 (de) * | 2009-04-30 | 2013-05-01 | Robert Bosch GmbH | Verfahren zur Bestimmung wenigstens eines Reglerparameters eines Regelglieds in einem Bahnspannungs-Regelkreis für eine Bearbeitungsmaschine |
| DE102009019624A1 (de) | 2009-04-30 | 2010-11-04 | Robert Bosch Gmbh | Verfahren zur Bestimmung wenigstens eines Reglerparameters eines Regelglieds in einem Bahnspannungs-Regelkreis für eine Bearbeitungsmaschine |
| EP2246760B1 (de) | 2009-04-30 | 2016-10-05 | Robert Bosch GmbH | Verfahren zur Bestimmung wenigstens eines Reglerparameters eines Regelglieds in einem Bahnspannungs-Regelkreis für eine Bearbeitungsmaschine |
| EP2246760A2 (de) | 2009-04-30 | 2010-11-03 | Robert Bosch GmbH | Verfahren zur Bestimmung wenigstens eines Reglerparameters eines Regelglieds in einem Bahnspannungs-Regelkreis für eine Bearbeitungsmaschine |
| WO2011006645A1 (en) * | 2009-07-15 | 2011-01-20 | Stichting Dutch Polymer Institute | Apparatus for monitoring mechanical properties of a moving filamentary or planar body and monitoring process |
| EP2275812A1 (de) * | 2009-07-15 | 2011-01-19 | Stichting Dutch Polymer Institute | Vorrichtung zur Überwachung der mechanischen Eigenschaften eines beweglichen faserartigen oder ebenen Körpers und Überwachungsverfahren |
| DE102010012291A1 (de) | 2010-03-23 | 2011-09-29 | Robert Bosch Gmbh | Verfahren zur Bestimmung wenigstens eines Reglerparameters eines Bahnspannungs-Regelglieds |
| DE102010013782A1 (de) | 2010-04-03 | 2011-10-06 | Robert Bosch Gmbh | Verfahren zur Bestimmung wenigstens eines Reglerparameters eines Tänzerlage-Regelglieds |
| EP2524806A1 (de) | 2011-05-17 | 2012-11-21 | Robert Bosch GmbH | Verfahren zum Regeln der Bahnspannung in einer Bahnbearbeitungsmaschine |
| DE102011101842A1 (de) | 2011-05-17 | 2012-11-22 | Robert Bosch Gmbh | Verfahren zum Regeln der Bahnspannung in einer Bahnbearbeitungsmaschine |
| WO2015172932A1 (de) * | 2014-05-14 | 2015-11-19 | Robert Bosch Gmbh | Vorrichtung und verfahren zur erfassung von materialeigenschaften einer packstoffbahn, vorzugsweise in einer verpackungsmaschine sowie verpackungsmaschine |
| EP3416010A1 (de) * | 2017-06-12 | 2018-12-19 | Siemens Aktiengesellschaft | Verfahren und vorrichtung zur bestimmung eines bahnzugs einer warenbahn, computerprogrammprodukt, industrielle anlage und produktionsmaschine |
| US20220119215A1 (en) * | 2020-10-15 | 2022-04-21 | B&R Industrial Automation GmbH | Parameterization of a tractive force controller |
| US11884500B2 (en) * | 2020-10-15 | 2024-01-30 | B&R Industrial Automation GmbH | Parameterization of a tractive force controller |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE532727T1 (de) | 2011-11-15 |
| JP2007145607A (ja) | 2007-06-14 |
| US20070119894A1 (en) | 2007-05-31 |
| EP1790601B2 (de) | 2019-04-24 |
| EP2386511B1 (de) | 2015-12-02 |
| EP1790601B1 (de) | 2011-11-09 |
| EP2386511A1 (de) | 2011-11-16 |
| US7798382B2 (en) | 2010-09-21 |
| EP1790601A3 (de) | 2009-04-01 |
| DE102005056802A1 (de) | 2007-05-31 |
| EP2392529A1 (de) | 2011-12-07 |
| EP2392529B1 (de) | 2015-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2386511B1 (de) | Regelung der Bahnspannung einer Warenbahn | |
| EP0976674B2 (de) | Bahnspannungsregeleinrichtung | |
| EP0593946B1 (de) | Vorrichtung zum Aufwickeln einer Bahn | |
| DE2248364C2 (de) | Verfahren und Vorrichtung zur Korrektur des Bildstands in einer bahnförmiges Material bearbeitenden Maschine | |
| EP2371748B1 (de) | Verfahren zur Bestimmung wenigstens eines Reglerparameters eines Tänzerlage-Regelglieds | |
| DE69808872T2 (de) | System zur Regelung der Bahnspannung in einer Formulardruckmaschine | |
| EP1505023A2 (de) | Verfahren und Vorrichtung zur Regelung der Bahnzugkraft und des Schnittregisters einer Rollenrotationsdruckmaschine | |
| EP1505025B1 (de) | Verfahren und Vorrichtung zur Regelung der Bahnzugkräfte und der Schnittregisterfehler einer Rollenrotationsdruckmaschine | |
| DE2432368B2 (de) | Verfahren zum Aufwickeln eines Bandes auf eine Wickelrolle | |
| DE2856004A1 (de) | Bahnwickelvorrichtung | |
| WO2003011728A1 (de) | Verfahren zur steuerung eines rollenspeichers und rollenspeicher zum speichern blattförmiger gegenstände | |
| DE19747997A1 (de) | Taschenfalzwerk und Verfahren zur Registerregelung eines Taschenfalzwerks | |
| EP1303404B1 (de) | Verfahren zur regelung einer bahnspannung in einer rotationsdruckmaschine | |
| EP2524806B2 (de) | Verfahren zum Regeln der Bahnspannung in einer Bahnbearbeitungsmaschine | |
| DE10335886B4 (de) | Verfahren und Vorrichtung zum Regeln eines Gesamtschnittregisterfehlers einer Rotationsdruckmaschine | |
| DE102007037564B4 (de) | Verfahren zur Achskorrektur bei einer Verarbeitungsmaschine | |
| EP2067725B1 (de) | Verfahren zur Achskorrektur bei einer Verarbeitungsmaschine sowie Verarbeitungsmaschine | |
| EP0534151B1 (de) | Verfahren und Vorrichtung zum Regeln der Bahnzugkraft einer Textilbahn | |
| EP1826002B1 (de) | Druckmaschine mit Bahnspannungsregelung | |
| EP0953531A1 (de) | Verfahren zur Regelung der Wickeldichte von Folienrollen | |
| EP1650147A1 (de) | Verfahren zur Schnittregisterregelung bei einer Rollenrotationsdruckmaschine | |
| CH662547A5 (en) | Device for winding and unwinding an imbricated stream of flat articles, such as paper sheets | |
| DE10352621A1 (de) | Verfahren und Vorrichtung zur seitlichen Ausrichtung einer Bahn | |
| WO2015082286A1 (de) | Vorrichtung sowie verfahren zum schneiden eines bahnmaterials in teilbahnen und spreizen der teilbahnen | |
| DE102004005230A1 (de) | Verfahren und Vorrichtung zum Ausrichten von einzelnen bewegten blattförmigen Bedruckstoffen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20091001 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20091117 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAC | Information related to communication of intention to grant a patent modified |
Free format text: ORIGINAL CODE: EPIDOSCIGR1 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BOSCH REXROTH AKTIENGESELLSCHAFT |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502006010563 Country of ref document: DE Effective date: 20120105 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20111109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120210 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120309 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120209 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: SIEMENS AKTIENGESELLSCHAFT Effective date: 20120809 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502006010563 Country of ref document: DE Effective date: 20120809 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20120919 Year of fee payment: 7 Ref country code: NL Payment date: 20120920 Year of fee payment: 7 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20120919 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120220 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120930 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121001 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| BERE | Be: lapsed |
Owner name: BOSCH REXROTH A.G. Effective date: 20130930 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20140401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111109 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 532727 Country of ref document: AT Kind code of ref document: T Effective date: 20130921 |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130930 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060921 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130930 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130921 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140401 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: SIEMENS AKTIENGESELLSCHAFT Effective date: 20120809 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20190424 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502006010563 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231124 Year of fee payment: 18 |