EP1632589B1 - Verfahren zur Entfernung von Oberflächenbereichen eines Bauteils - Google Patents
Verfahren zur Entfernung von Oberflächenbereichen eines Bauteils Download PDFInfo
- Publication number
- EP1632589B1 EP1632589B1 EP05024433A EP05024433A EP1632589B1 EP 1632589 B1 EP1632589 B1 EP 1632589B1 EP 05024433 A EP05024433 A EP 05024433A EP 05024433 A EP05024433 A EP 05024433A EP 1632589 B1 EP1632589 B1 EP 1632589B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- current
- process according
- component
- pulse
- block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 19
- 238000000576 coating method Methods 0.000 claims description 7
- 239000011248 coating agent Substances 0.000 claims description 5
- 239000003792 electrolyte Substances 0.000 claims description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 4
- 229910045601 alloy Inorganic materials 0.000 claims description 4
- 239000000956 alloy Substances 0.000 claims description 4
- 239000000470 constituent Substances 0.000 claims description 4
- 229910017052 cobalt Inorganic materials 0.000 claims description 3
- 239000010941 cobalt Substances 0.000 claims description 3
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 claims description 3
- 229910052742 iron Inorganic materials 0.000 claims description 2
- 229910052759 nickel Inorganic materials 0.000 claims description 2
- 239000000523 sample Substances 0.000 claims description 2
- 238000002604 ultrasonography Methods 0.000 claims 1
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000003487 electrochemical reaction Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000001208 nuclear magnetic resonance pulse sequence Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229910000601 superalloy Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25F—PROCESSES FOR THE ELECTROLYTIC REMOVAL OF MATERIALS FROM OBJECTS; APPARATUS THEREFOR
- C25F1/00—Electrolytic cleaning, degreasing, pickling or descaling
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25F—PROCESSES FOR THE ELECTROLYTIC REMOVAL OF MATERIALS FROM OBJECTS; APPARATUS THEREFOR
- C25F5/00—Electrolytic stripping of metallic layers or coatings
Definitions
- the invention relates to a method for removing surface areas of a component according to claim 1.
- components coated with coatings of the type MCrAlY or ZrO 2 for example, by acid stripping in combination with sand blasting or by high-pressure water jets stripped.
- DE-B 1 043 008 relates to a method for removing steel sand residues of sandblasted surfaces of metal strips and an apparatus for carrying out this method.
- the EP 1 122 323 A1 and the US 5,944,909 show examples of the chemical removal of surface areas.
- the EP 1 941 34 A1 , the EP 1 010 782 A1 as well as the U.S. Patent 6,165,345 disclose methods for the electrochemical removal of metallic coatings (stripping).
- the object of the invention is therefore to provide a method in which the stripping runs faster and cheaper.
- the object is achieved by a method for removing surface areas of a component according to claim 1.
- the FIG. 1 shows a device 1.
- the device 1 consists of a container 4, in which an electrolyte 7 is arranged.
- an electrode 10 and a component 13 is arranged in the electrolyte 7, an electrode 10 and a component 13 is arranged.
- the electrode 10 and the component 13 are electrically connected to a current / voltage pulse generator 16, which generates current pulses and a base current.
- the component 13 is, for example, a coated turbine blade, which has as a substrate a nickel- or cobalt-based superalloy on which a metallic layer is applied, which serves, for example, as a corrosion protection or anchoring layer.
- Such a layer has, in particular, the composition MCrAlY, where M represents an element iron, cobalt or nickel.
- the coating is corroded during use of the turbine blade 13.
- the resulting surface area 25 (indicated by dashed lines) is to be removed by the method according to the invention and the device 1.
- the current pulse generator 16 generates a pulsed current / voltage signal and a base current ( FIG. 2 ).
- an ultrasonic probe 19 is arranged, which is operated by an ultrasonic source 22.
- the ultrasonic excitation improves the hydrodynamics of the process and thereby supports the electrochemical reaction.
- FIG. 2 shows an exemplary current / voltage curve of the current / voltage pulse generator 16.
- the current pulse signal or the voltage pulse is, for example, rectangular (pulse shape) and has a pulse duration t on . Between the individual impulses there is a break of the length t off . Furthermore, the current pulse signal is determined by its current level I max . The current flowing between the electrode 10 and the device 13 (I max ), the pulse duration (t on ) and the pulse pause (t off ) have a significant influence on the electrochemical reaction by accelerating it.
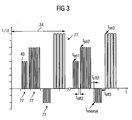
- FIG. 3 shows an exemplary string of current pulses 40 that repeat themselves.
- a sequence 34 consists of at least two blocks 77.
- Each block 77 consists of at least one current pulse 40.
- a current pulse 40 is characterized by its duration t on , the height I max and its pulse shape (rectangle, triangle, ). Equally important as process parameters are the pauses between the individual current pulses 40 (t off ) and the pauses between the blocks 77.
- the sequence 34 consists, for example, of a first block 77 with three current pulses 40, between which in turn takes a break. This is followed by a second block 77, which has a greater current level and consists of six current pulses 40. After another pause, four current pulses 40 follow in the reverse direction, i. with changed polarity.
- sequence 34 is followed by another block 77 with four current pulses.
- the sequence 34 can be repeated several times.
- the individual pulse times t on are preferably of the order of magnitude of about 1 to 10 milliseconds.
- the duration of the block 77 is on the order of up to 10 seconds, so that up to 500 pulses are emitted in a block 77.
- a block 77 is matched with its parameters to a constituent of an alloy, which is to be stripped, for example, in order to achieve the best removal of this constituent. These can be determined in individual experiments.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroplating Methods And Accessories (AREA)
- Electrolytic Production Of Metals (AREA)
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Entfernung von Oberflächenbereichen eines Bauteils gemäß Anspruch 1.
- Bislang werden Bauteile, die mit Beschichtungen des Typs MCrAlY oder ZrO2 beschichtet sind, beispielsweise durch Säurestrippen in Kombination mit Sandstrahlen oder durch Hochdruckwasserstrahlen entschichtet.
-
DE-B 1 043 008 betrifft ein Verfahren zur Entfernung von Stahlsandresten sandbestrahlter Oberflächen von Metallbändern und eine Vorrichtung zur Durchführung dieses Verfahrens. - Die
EP 1 122 323 A1 und dieUS 5,944,909 zeigen Beispiele für das chemische Entfernen von Oberflächenbereichen. - Die
EP 1 941 34 A1 EP 1 010 782 A1 sowie dieUS-PS 6,165,345 offenbaren Methoden zum elektrochemischen Entfernen von metallischen Beschichtungen (Strippen). - Die oben aufgelisteten Verfahren sind zeit- und damit kostenintensiv.
- Aufgabe der Erfindung ist es daher, ein Verfahren aufzuzeigen, bei denen die Entschichtung schneller und preiswerter abläuft.
- Die Aufgabe wird durch ein Verfahren zur Entfernung von Oberflächenbereichen eines Bauteils gemäß Anspruch 1 gelöst.
- Weitere vorteilhafte Ausgestaltungen und Verfahrensschritte sind in den jeweiligen Unteransprüchen aufgelistet.
- Es zeigen
- Figur 1
- eine Vorrichtung,
- Figur 2
- einen zeitlichen Verlauf eines Stromes eines Strompulsgebers und
- Figur 3
- einen weiteren zeitlichen Verlauf eines Stromes eines Strompulsgebers.
- Die
Figur 1 zeigt eine Vorrichtung 1.
Die Vorrichtung 1 besteht aus einem Behälter 4, in dem ein Elektrolyt 7 angeordnet ist.
In dem Elektrolyt 7 ist eine Elektrode 10 und ein Bauteil 13 angeordnet. Die Elektrode 10 und das Bauteil 13 sind elektrisch mit einem Strom/Spannungspulsgeber 16 verbunden, der Strompulse und einen Basisstrom erzeugt.
Das Bauteil 13 ist beispielsweise eine beschichtete Turbinenschaufel, die als Substrat eine Nickel- oder Kobalt-basierte Superlegierung aufweist, auf der eine metallische Schicht aufgebracht ist, die beispielsweise als Korrosionsschutz- oder Verankerungsschicht dient. Eine solche Schicht weist insbesondere die Zusammensetzung MCrAlY, wobei M für ein Element Eisen, Kobalt oder Nickel steht, auf. - Die Beschichtung ist während des Einsatzes der Turbinenschaufel 13 korrodiert. Der so entstandene Oberflächenbereich 25 (gestrichelt angedeutet) soll durch das erfindungsgemäße Verfahren und die Vorrichtung 1 entfernt werden. Ebenso können von einem Bauteil 13, das keine Beschichtung aufweist, aber im oberflächennahen Bereich durch Korrosion, Oxidation oder sonstige Arten der Degradation entstandene Schichtbereiche 25 entfernt werden.
Der Strompulsgeber 16 erzeugt ein gepulstes Strom/Spannungssignal und einen Basisstrom (Figur 2 ) . - Optional ist in dem Elektrolyt 7 eine Ultraschallsonde 19 angeordnet, die durch eine Ultraschallquelle 22 betrieben wird.
- Die Ultraschallanregung verbessert die Hydrodynamik des Prozesses und unterstützt dadurch die elektrochemische Reaktion.
-
Figur 2 zeigt einen beispielhaften Strom/Spannungsverlauf des Strom/Spannungspulsgebers 16. - Das Strompulssignal oder der Spannungspuls ist beispielsweise rechteckig (Pulsform) und hat eine Pulsdauer ton. Zwischen den einzelnen Impulsen besteht eine Pause der Länge toff. Weiterhin wird das Strompulssignal durch seine Stromhöhe Imax bestimmt.
Der Strom, der zwischen der Elektrode 10 und dem Bauteil 13 fließt (Imax), die Pulsdauer (ton) und die Pulspause (toff) haben einen wesentlichen Einfluss auf die elektrochemische Reaktion, indem diese beschleunigt wird. -
Figur 3 zeigt eine beispielhafte Aneinanderreihung von Strompulsen 40, die sich wiederholen.
Eine Sequenz 34 besteht aus zumindest zwei Blöcken 77. Jeder Block 77 besteht aus zumindest einem Strompuls 40.
Ein Strompuls 40 ist charakterisiert durch seine Dauer ton, die Höhe Imax und seine Pulsform (Rechteck, Dreieck, ...). Ebenso wichtig als Prozessparameter sind die Pausen zwischen den einzelnen Strompulsen 40 (toff) und die Pausen zwischen den Blöcken 77. - Die Sequenz 34 besteht bspw. aus einem ersten Block 77 mit drei Strompulsen 40, zwischen denen wiederum eine Pause stattfindet. Darauf folgt ein zweiter Block 77, der eine größere Stromhöhe aufweist und aus sechs Strompulsen 40 besteht. Nach einer weiteren Pause folgen vier Strompulse 40 in umgekehrter Richtung, d.h. mit geänderter Polarität.
- Als Abschluss der Sequenz 34 folgt ein weiterer Block 77 mit vier Strompulsen.
Die Sequenz 34 kann mehrfach wiederholt werden. - Die Einzelpulszeiten ton betragen vorzugsweise größenordnungsmäßig etwa 1 bis 10 Millisekunden. Die zeitliche Dauer des Blocks 77 liegt in der Größenordnung bis zu 10 Sekunden, so dass bis zu 500 Pulse in einem Block 77 ausgesendet werden.
- Die Belegung sowohl während der Pulsabfolgen als auch in der Pausenzeit mit einem geringen Potenzial (Basisstrom) ist durchgeführt.
- Ein Block 77 ist mit seinen Parametern auf ein Bestandteil einer Legierung abgestimmt, die bspw. entschichtet werden soll, um das beste Entfernen dieses Bestandteils zu erreichen. Diese können in Einzelversuchen bestimmt werden.
Claims (7)
- Verfahren zur Entschichtung eines Oberflächenbereiches eines Bauteils (13),
bei dem eine Elektrode (10) und das Bauteil (13) in einem Elektrolyten angeordnet sind,
wobei die Elektrode (10) und das Bauteil (13) elektrisch miteinander und mit einem Stromgeber (16) verbunden sind,
dadurch gekennzeichnet, dass der Stromgeber (16) einen gepulsten Strom und einen Basisstrom durch Anlegen eines Potentials erzeugt. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet, dass
in dem Elektrolyten (7) eine Ultraschallsonde (19) betrieben wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet, dass
für das elektrolytische Entschichten wiederholt mehrere Strom/Spannungspulse (40) verwendet werden, die in einer Sequenz (34) zusammengefasst sind, wobei die Sequenz (34) von zumindest zwei verschiedenen Blöcken (77) gebildet wird, wobei ein Block (77) aus zumindest einem Strompuls (40) besteht. - Verfahren nach Anspruch 3,
dadurch gekennzeichnet, dass
ein Block (77) bestimmt ist durch eine Anzahl von Strompulsen (40), Pulsdauer (ton), Pulspause (toff), Stromhöhe (Imax) und Pulsform. - Verfahren nach Anspruch 3,
dadurch gekennzeichnet, dass ein Block (77) jeweils auf einen Bestandteil einer Legierung abgestimmt ist, die entfernt werden soll, um das Entschichten des Bestandteils der Legierung zu verstärken. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet, dass
eine Legierungsschicht der Art MCrAlY entschichtet wird, wobei M ein Element der Gruppe Eisen, Kobalt oder Nickel ist. - Verfahren nach Anspruch 3,
dadurch gekennzeichnet, dass
ein Basisstrom den Strompulsen (40) und/oder den Pausen überlagert ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10215374 | 2002-04-08 | ||
| DE10259365A DE10259365A1 (de) | 2002-04-08 | 2002-12-18 | Vorrichtung und Verfahren zur Entfernung von Oberflächenbereichen eines Bauteils |
| EP03727147A EP1507901B1 (de) | 2002-04-08 | 2003-03-21 | Vorrichtung und verfahren zur entfernung von oberflächenbereichen eines bauteils |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03727147A Division EP1507901B1 (de) | 2002-04-08 | 2003-03-21 | Vorrichtung und verfahren zur entfernung von oberflächenbereichen eines bauteils |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1632589A2 EP1632589A2 (de) | 2006-03-08 |
| EP1632589A3 EP1632589A3 (de) | 2006-04-05 |
| EP1632589B1 true EP1632589B1 (de) | 2008-12-31 |
Family
ID=28792820
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05024433A Expired - Lifetime EP1632589B1 (de) | 2002-04-08 | 2003-03-21 | Verfahren zur Entfernung von Oberflächenbereichen eines Bauteils |
| EP03727147A Expired - Lifetime EP1507901B1 (de) | 2002-04-08 | 2003-03-21 | Vorrichtung und verfahren zur entfernung von oberflächenbereichen eines bauteils |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03727147A Expired - Lifetime EP1507901B1 (de) | 2002-04-08 | 2003-03-21 | Vorrichtung und verfahren zur entfernung von oberflächenbereichen eines bauteils |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US7569133B2 (de) |
| EP (2) | EP1632589B1 (de) |
| CN (1) | CN100379900C (de) |
| DE (3) | DE10259365A1 (de) |
| ES (2) | ES2292967T3 (de) |
| WO (1) | WO2003085174A2 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4309811A1 (de) | 2022-07-18 | 2024-01-24 | Hammann GmbH | Verfahren zur elektromechanischen entfernung von ablagerungen in rohrleitungen oder apparaten |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10259362A1 (de) * | 2002-12-18 | 2004-07-08 | Siemens Ag | Verfahren zum Abscheiden einer Legierung auf ein Substrat |
| EP1473387A1 (de) * | 2003-05-02 | 2004-11-03 | Siemens Aktiengesellschaft | Verfahren zur Entschichtung eines Bauteils |
| DE502004006578D1 (de) | 2004-06-30 | 2008-04-30 | Siemens Ag | Verfahren und Vorrichtung zur Oberflächenbehandlung eines Bauteils |
| EP1860210A1 (de) * | 2006-05-22 | 2007-11-28 | Siemens Aktiengesellschaft | Verfahren zur elektrolytischen Bearbeitung eines Bauteils |
| EP1870497A1 (de) * | 2006-06-23 | 2007-12-26 | Siemens Aktiengesellschaft | Verfahren zum elektrochemischen Entfernen einer metallischen Beschichtung von einem Bauteil |
| EP1890004A1 (de) * | 2006-08-08 | 2008-02-20 | Siemens Aktiengesellschaft | Verfahren zum Herstellen einer Nutzschicht aus wiederverwendetem Schichtmaterial |
| DE102006044416A1 (de) * | 2006-09-18 | 2008-03-27 | Siemens Ag | Verfahren zum elektrochemischen Be- oder Entschichten von Bauteilen |
| FR2937054B1 (fr) * | 2008-10-13 | 2010-12-10 | Commissariat Energie Atomique | Procede et dispositif de decontamination d'une surface metallique. |
| DE102009036221A1 (de) * | 2009-08-05 | 2011-02-17 | Extrude Hone Gmbh | Verfahren zur elektrochemischen Bearbeitung eines Werkstückes |
| MX2012005909A (es) * | 2009-11-23 | 2012-11-12 | MetCon LLC | Soliucion de electrolitos y metodos de electropulido. |
| US8580103B2 (en) | 2010-11-22 | 2013-11-12 | Metcon, Llc | Electrolyte solution and electrochemical surface modification methods |
| CN103088398B (zh) * | 2011-10-31 | 2016-05-11 | 通用电气公司 | 多通道电化学去金属涂层系统及其控制电路 |
| DE102012012419A1 (de) | 2012-06-25 | 2014-04-24 | OT Oberflächentechnik GmbH & Co. KG Schwerin | Vorrichtung und Verfahren zum lokalen Entschichten |
| DE102013101629A1 (de) | 2013-02-19 | 2014-08-21 | Wolfgang DAMBACHER | Vorrichtung und Verfahren zur Oberflächenbehandlung von Werkstücken |
| KR20170004970A (ko) | 2014-03-18 | 2017-01-11 | 플라티트 아게 | 스틸과 초경합금 기판에서 세라믹 하드 물질층의 디코팅 방법 |
| DE202014010831U1 (de) | 2014-03-18 | 2016-11-23 | Platit Ag | Halterung zum Entschichten von keramischen Hartstoffschichten von Stahl- und Hartmetall-Substraten |
| US10227708B2 (en) | 2014-11-18 | 2019-03-12 | St. Jude Medical, Cardiology Division, Inc. | Systems and methods for cleaning medical device electrodes |
| CN104611759B (zh) * | 2015-02-12 | 2017-03-08 | 广州市精源电子设备有限公司 | 变极性脉冲酸洗控制方法 |
| US10357839B1 (en) | 2015-10-08 | 2019-07-23 | The United States Of America As Represented By The Secretary Of The Army | Method for electrochemical machining using sympathetic waveform interactions |
| MD1448Z (ro) * | 2019-06-25 | 2021-02-28 | Сп Завод Топаз Ао | Procedeu de eliminare a acoperirilor rezistente la căldură de pe o suprafaţă din aliaje dure |
| CN113106532B (zh) * | 2021-04-07 | 2023-04-11 | 江苏源清动力技术有限公司 | 一种航空发动机和燃气轮机热部件热障涂层去除工艺 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB190813666A (en) * | 1908-06-27 | 1908-12-31 | Alfred Levy | Process for Removing the Electrolytic Nickel or other Metallic Coating of Metallic Surfaces. |
| US2408220A (en) * | 1943-02-05 | 1946-09-24 | Westinghouse Electric Corp | Stripping of copper from zinc |
| US2744860A (en) * | 1951-11-13 | 1956-05-08 | Robert H Rines | Electroplating method |
| DE1043008B (de) * | 1955-07-01 | 1958-11-06 | Othmar Ruthner | Verfahren und Vorrichtung zur elektrolytischen Entfernung von Stahlsandresten sandbestrahlter Oberflaechen von Metallbaendern |
| US3616346A (en) * | 1967-03-20 | 1971-10-26 | Inoue K | Ion-control method for electrochemical machining |
| US3519543A (en) * | 1967-10-27 | 1970-07-07 | Talon Inc | Process for electrolytically cleaning and polishing electrical contacts |
| US4004992A (en) * | 1975-01-08 | 1977-01-25 | Trw Inc. | Power supply for electrochemical machining |
| US4174261A (en) * | 1976-07-16 | 1979-11-13 | Pellegrino Peter P | Apparatus for electroplating, deplating or etching |
| US4155816A (en) * | 1978-09-29 | 1979-05-22 | The Goodyear Tire & Rubber Company | Method of electroplating and treating electroplated ferrous based wire |
| GB2111530B (en) * | 1981-12-08 | 1985-07-03 | Standard Telephones Cables Ltd | Selective electro plating or etching process |
| US4466864A (en) * | 1983-12-16 | 1984-08-21 | At&T Technologies, Inc. | Methods of and apparatus for electroplating preselected surface regions of electrical articles |
| US4664763A (en) * | 1985-05-08 | 1987-05-12 | M&T Chemicals Inc. | Process for stripping nickel or nickel-alloy plating in a chromic acid solution |
| US5227036A (en) * | 1990-02-23 | 1993-07-13 | Gordon Roy G | Electrolytic removal of tin oxide from a coater |
| IL110297A0 (en) * | 1993-07-21 | 1994-10-21 | Dynamotive Corp | A method for removal of certain oxide films from metal surfaces |
| DE19547948C1 (de) * | 1995-12-21 | 1996-11-21 | Atotech Deutschland Gmbh | Verfahren und Schaltungsanordnung zur Erzeugung von Strompulsen zur elektrolytischen Metallabscheidung |
| US5944909A (en) * | 1998-02-02 | 1999-08-31 | General Electric Company | Method for chemically stripping a cobalt-base substrate |
| US6402931B1 (en) * | 1998-05-18 | 2002-06-11 | Faraday Technology Marketing Group, Llc | Electrochemical machining using modulated reverse electric fields |
| US6056869A (en) * | 1998-06-04 | 2000-05-02 | International Business Machines Corporation | Wafer edge deplater for chemical mechanical polishing of substrates |
| US6203691B1 (en) * | 1998-09-18 | 2001-03-20 | Hoffman Industries International, Ltd. | Electrolytic cleaning of conductive bodies |
| US6176999B1 (en) | 1998-12-18 | 2001-01-23 | United Technologies Corporation | Feedback controlled stripping of airfoils |
| US6165345A (en) * | 1999-01-14 | 2000-12-26 | Chromalloy Gas Turbine Corporation | Electrochemical stripping of turbine blades |
| TW533249B (en) * | 1999-09-07 | 2003-05-21 | Nat Science Council | Method and apparatus for electropolishing |
| US6352636B1 (en) | 1999-10-18 | 2002-03-05 | General Electric Company | Electrochemical system and process for stripping metallic coatings |
| US6428602B1 (en) | 2000-01-31 | 2002-08-06 | General Electric Company | Method for recovering platinum from platinum-containing coatings on gas turbine engine components |
| US6599416B2 (en) * | 2001-09-28 | 2003-07-29 | General Electric Company | Method and apparatus for selectively removing coatings from substrates |
-
2002
- 2002-12-18 DE DE10259365A patent/DE10259365A1/de not_active Withdrawn
-
2003
- 2003-03-12 US US10/511,251 patent/US7569133B2/en not_active Expired - Fee Related
- 2003-03-21 EP EP05024433A patent/EP1632589B1/de not_active Expired - Lifetime
- 2003-03-21 CN CNB038077264A patent/CN100379900C/zh not_active Expired - Fee Related
- 2003-03-21 DE DE50311030T patent/DE50311030D1/de not_active Expired - Lifetime
- 2003-03-21 WO PCT/DE2003/000953 patent/WO2003085174A2/de not_active Ceased
- 2003-03-21 ES ES03727147T patent/ES2292967T3/es not_active Expired - Lifetime
- 2003-03-21 ES ES05024433T patent/ES2317127T3/es not_active Expired - Lifetime
- 2003-03-21 EP EP03727147A patent/EP1507901B1/de not_active Expired - Lifetime
- 2003-03-21 DE DE50308417T patent/DE50308417D1/de not_active Expired - Lifetime
-
2009
- 2009-06-25 US US12/491,499 patent/US20090255828A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4309811A1 (de) | 2022-07-18 | 2024-01-24 | Hammann GmbH | Verfahren zur elektromechanischen entfernung von ablagerungen in rohrleitungen oder apparaten |
Also Published As
| Publication number | Publication date |
|---|---|
| DE50311030D1 (de) | 2009-02-12 |
| CN1646735A (zh) | 2005-07-27 |
| US20050224367A1 (en) | 2005-10-13 |
| EP1507901B1 (de) | 2007-10-17 |
| EP1507901A2 (de) | 2005-02-23 |
| WO2003085174A3 (de) | 2004-12-23 |
| WO2003085174A2 (de) | 2003-10-16 |
| ES2317127T3 (es) | 2009-04-16 |
| EP1632589A3 (de) | 2006-04-05 |
| CN100379900C (zh) | 2008-04-09 |
| DE10259365A1 (de) | 2003-10-30 |
| EP1632589A2 (de) | 2006-03-08 |
| US7569133B2 (en) | 2009-08-04 |
| ES2292967T3 (es) | 2008-03-16 |
| US20090255828A1 (en) | 2009-10-15 |
| DE50308417D1 (de) | 2007-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1632589B1 (de) | Verfahren zur Entfernung von Oberflächenbereichen eines Bauteils | |
| DE69421789T2 (de) | Verfahren zur elektrochemischen Aufrauhung | |
| DE4021044C2 (de) | ||
| AT519430A1 (de) | Elektrochemisches pulspolieren | |
| DE3733683C2 (de) | ||
| DE835972C (de) | Verfahren zur fortlaufenden elektrolytischen Oxydation von Draehten, Baendern und aehnlichen Metallgegenstaenden | |
| EP1934387B1 (de) | Verfahren zur entschichtung eines gasturbinenbauteils | |
| EP0789095B1 (de) | System zum Behandeln von Edelstahlbändern | |
| DE19819772A1 (de) | Verfahren zum Testen der Korrosionsbeständigkeit eines aus einem Metallmaterial und einem Überzug gebildeten Gegenstands | |
| WO2006002610A1 (de) | Verfahren zum abtragen einer beschichtung von einem bauteil | |
| DE10259362A1 (de) | Verfahren zum Abscheiden einer Legierung auf ein Substrat | |
| EP1743053B1 (de) | Verfahren zur herstellung einer beschichtung | |
| EP1625244B1 (de) | Verfahren zur entschichtung eines bauteils | |
| EP1706522B1 (de) | Verfahren zum elektrochemischen entschichten von bauteilen | |
| DE19548198A1 (de) | Verfahren und Vorrichtung zur Nach- und/oder Ausbesserung von kleinen Oberflächenschäden in einer großformatigen Preßplatte oder einem Endlosband aus Blech mit einer strukturierten Oberfläche zur Oberflächenprägung kunststoffbeschichteter Holzwerkstoff- oder Leminatplatten | |
| DE10259366A1 (de) | Verfahren zur Nachbearbeitung eines Durchgangslochs eines Bauteils | |
| DE2152222A1 (de) | Verfahren zur Entfernung von Gold | |
| EP0659908B1 (de) | Verfahren zur Entfernung von Bleidioxid-Resten | |
| EP1573095B1 (de) | Verfahren zum entfernen von zumindest einem oberflächenbereich zumindest zweier bauteile | |
| DE10259360A1 (de) | Verfahren zur Verbesserung der Wechselwirkung zwischen einer Flüssigkeit und einem Bauteil | |
| DE4118831A1 (de) | Verfahren zur verhinderung eines bewuchses von stahlwasserbauwerken und schiffen | |
| EP1535687A3 (de) | Vorrichtung und Verfahren zum Erodieren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1507901 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE ES FR GB IT |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE ES FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 20060425 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 20061212 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: METHOD FOR REMOVING SURFACE AREAS OF A COMPONENT |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1507901 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 50311030 Country of ref document: DE Date of ref document: 20090212 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2317127 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20091001 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20110321 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20110310 Year of fee payment: 9 Ref country code: ES Payment date: 20110411 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20110329 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111001 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20110520 Year of fee payment: 9 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120321 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20121130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50311030 Country of ref document: DE Effective date: 20121002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120321 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120321 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120322 |