EP1602609B1 - Dispositifs pour le traitement et l'entraînement d'un matériau en bande - Google Patents
Dispositifs pour le traitement et l'entraînement d'un matériau en bande Download PDFInfo
- Publication number
- EP1602609B1 EP1602609B1 EP05104189A EP05104189A EP1602609B1 EP 1602609 B1 EP1602609 B1 EP 1602609B1 EP 05104189 A EP05104189 A EP 05104189A EP 05104189 A EP05104189 A EP 05104189A EP 1602609 B1 EP1602609 B1 EP 1602609B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- former
- roller
- width
- drive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000007639 printing Methods 0.000 claims description 30
- 238000011144 upstream manufacturing Methods 0.000 claims description 2
- 238000012545 processing Methods 0.000 abstract description 32
- 239000000463 material Substances 0.000 abstract description 15
- 238000000034 method Methods 0.000 abstract description 3
- 238000005520 cutting process Methods 0.000 description 27
- 238000004519 manufacturing process Methods 0.000 description 25
- 238000003754 machining Methods 0.000 description 9
- 238000006073 displacement reaction Methods 0.000 description 8
- 230000000875 corresponding effect Effects 0.000 description 6
- 238000001816 cooling Methods 0.000 description 5
- 238000011161 development Methods 0.000 description 5
- 230000006978 adaptation Effects 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 238000004891 communication Methods 0.000 description 3
- WYWHKKSPHMUBEB-UHFFFAOYSA-N 6-Mercaptoguanine Natural products N1C(N)=NC(=S)C2=C1N=CN2 WYWHKKSPHMUBEB-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000003750 conditioning effect Effects 0.000 description 2
- 230000002596 correlated effect Effects 0.000 description 2
- 238000010422 painting Methods 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 229940095374 tabloid Drugs 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 241000482967 Diloba caeruleocephala Species 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/02—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with longitudinal slitters or perforators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/26—Registering, tensioning, smoothing or guiding webs longitudinally by transverse stationary or adjustable bars or rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/22—Longitudinal folders, i.e. for folding moving sheet material parallel to the direction of movement
- B65H45/221—Longitudinal folders, i.e. for folding moving sheet material parallel to the direction of movement incorporating folding triangles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/22—Longitudinal folders, i.e. for folding moving sheet material parallel to the direction of movement
- B65H45/221—Longitudinal folders, i.e. for folding moving sheet material parallel to the direction of movement incorporating folding triangles
- B65H45/226—Positional adjustment of folding triangles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2403/00—Power transmission; Driving means
- B65H2403/50—Driving mechanisms
- B65H2403/52—Translation screw-thread mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/12—Width
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
Definitions
- the invention relates to a device for processing and / or conveying a web according to the preamble of claim 1.
- the DE 196 02 248 A1 discloses a former, which is movable for lateral correction of the folded strand along an inlet gap of two subordinate rolls.
- WO 01/70608 A1 is a positionable transversely to the direction of entry of the web turning bar and a positionable longitudinally to the inlet clearing of the web register roller known.
- the turning bar is pivotable in such a way that it deflects the track to the right or left depending on the position.
- the DE 36 14 981 C2 discloses two web edge sensors, each having a drive and are controlled by a common control device. The similar discloses the DE 35 33 274 C3 ,
- DE 195 40 164 C1 is a transport direction with two juxtaposed Conveyors for endless material shown, each device having an axially movable feed device.
- a device with which it is possible to cut from a running paper web of maximum width two partial webs or three partial webs of variable width and to fold these partial webs is known from DE 42 04 254 A1 known.
- the device shown there comprises three formers, which are arranged in two planes, wherein two in a first plane adjacent formers are arranged transversely to the direction of the paper web to optionally for folding both partial webs of a two-part paper web or for folding the two outer part webs of a tripartite Train to serve.
- An adaptation of other web-guiding facilities as the former to the respective web width is not provided.
- a turner bar assembly is known, the turning bars are foldable to move a path turned to them by their width depending on the position of the turning bars to the left or to the right.
- This turner bar assembly is made with the device DE 42 04 254 A1 not readily combinable, since one with her, for example, offset by half a web width third sub-web does not hit the intended for her former.
- the DE 100 03 025 C1 discloses an apparatus for processing a web having at least one former and a knife upstream thereof, wherein the knife and the former are movable transversely to the direction of the web by a common actuator.
- the post-published EP 1 415 944 A1 discloses a longitudinal cutting device with knives, which are movable on a threaded spindle with opposing threaded portions by a drive simultaneously in the opposite direction.
- the US Pat. No. 5,855,336 discloses an apparatus for attaching a light-shielding tape portion to a photosensitive roll-wound film, wherein the light-shielding tape portion at the edges is adjusted to the width of the roll to be covered by means of two extendable knives.
- the EP 0 457 304 A1 relates to a mechanism with two oppositely movable by a common drive machining elements of a device for folding bags.
- the invention has for its object to provide a device for processing and / or promotion of a web.
- An essential advantage achievable with the device or method is, on the one hand, that a lengthy setting at the start of production is eliminated. In contrast to settings, which only takes place during the pressure recording by means of control loops, the amount of waste can be significantly reduced.
- a particular advantage of the invention is that it allows rapid adaptation to a change in the web widths to be processed, since a user does not have to individually access each individual web processing tool to be moved in adaptation to the web width.
- control unit itself is set up to automatically calculate and set the necessarily correlated positions of the different machining tools from a small number of input parameters. In the simplest case, it is sufficient to calculate these positions to specify only the width of a web to be processed; From this specification, the control unit can determine the required positions of all the processing tools in a simple manner on the condition that a reference line of all webs to be processed, eg. B. a right or left edge or preferably the center line, regardless of their width in the device assumes the same position.
- the device can be simplified by using an actuator for displacing several web-processing tools simultaneously.
- the web-processing tools of the device according to the invention include, for example, at least one former. With a suitable choice of the reference line, it may be sufficient if only one of two formers is displaceable; However, if you choose, which is preferred, the center line of the web to be processed as a reference line, so at least both of two juxtaposed folders must be displaced.
- the device according to the invention expediently has at least one knife for longitudinal cutting of the original web into part webs. If more than one such knife is present, at least one of them must be movable.
- the device may further comprise at least one interval cutting knife for side-by-side longitudinal cutting of the material web. If the material web is a printed paper web, in particular a newspaper, such an interval cutting knife can be used to cut the web in each case locally at the level of every other page, in order, for. B. to produce a broadsheet signature with tabloid insert.
- the device has a longitudinal cutting device with at least one knife, which is also preset transversely to the direction of travel of the web to set the cutting line for the partial webs to be generated.
- tension or catching rollers as web-processing tools are expediently assigned to each of the partial webs in the same way. It is therefore desirable that such rollers are also automatically positioned by the control unit according to the width of the output web to be processed and the number of partial webs.
- Turning bars can also be provided as machining tools that can be displaced by the control unit.
- editing tools here and in the following also Bruleit-, Bruantriebs- and / or web guide elements, such.
- turner bars pressure rollers and / or guide rollers understood.
- the actuators preferably each comprise a threaded spindle, and the displaceable machining tools each have a sliding block, which is engaged with such a threaded spindle.
- such a threaded spindle may have a plurality of sections which differ in terms of rotation and / or pitch, and the sliding blocks of a plurality of machining tools of the same type are respectively engaged with the different sections of a same spindle, coupled to the machining tools, but possibly in different directions and / or to shift speeds.
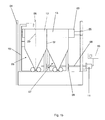
- FIG. 1 a shows a former arrangement in which two paper webs 01, 02 are guided side by side over a roller 03 and then into two former 06, 07.
- the formers 04, 07 are mounted in a frame 04 parallel to the axis of the roller 03 slidably.
- An actuator for moving the former 06, 07 is formed by a parallel to the axis of the roller 03 threaded spindle 08, which has two sections with opposite equal slope, and a drive 11, for. B. electric motor 11, for Drehanin the threaded spindle 08.
- the drive 11 and the former 06; 07 moving gear can also be carried out in other ways.
- the formers 06, 07 are each provided with a sliding block 09, wherein the two sliding blocks 09 are engaged with different sections of the threaded spindle 08, so that a rotation of the threaded spindle 08 drives the formers 06, 07 to opposite movements.
- An electronic control unit 10 or a presetting system S below controls the electric motor 11 on the basis of a width of the paper webs 01, 02 entered by the user on the control unit 10 (or of the system S).
- the information about the width can be sent to the control device 10 (FIG. or system S) in other ways, for. B. by reading a common value or in a product planning system, a machine control, an imposition and / or a control station (in Fig. 9 synonymous with P) held value held.
- a connected to the left former 06 frame 15 or frame 15 also serves as a support for a bearing of the roller 03, so that the roller 03 follows each movement of the former 06.
- the right side of the roller 03 is telescopic on a stand fixed to the frame 04, z. B. via an axially displaceable bearing 25 (Fig. 1 b), displaceable.
- Fig. 1 b axially displaceable bearing 25
- With the folding hopper 06 thus moves the roller 03 and z. B. a circumferential groove 20 on the roller 20 (dashed line in Figure 1 b), which cooperates with a knife for the continuous or discontinuous longitudinal section as a cutting groove.
- an interval cutting knife 05 or Skip Slitter 05 which is mounted above the roller 03 is connected.
- the interval cutter 05 has a rotating interrupted blade which is aligned with the fold line of the former 06 and alternately alternately cuts one pair and leaves the other uncut from pairs of pages printed alternately on the paper web 01. If the uncut page pairs are broadsheet pages with lines oriented transversely to the direction of conveyance and the cut pages are tabloid pages whose lines are oriented in the conveying direction, the paper web 01 in a connected folding apparatus, not shown, can be turned into a simple one Make a signature with a deposit in half the page size.
- Fig. 1 b the setting of the former 06, 07 for the processing of two paper webs 12, 13 is shown, which are compared to the paper webs 01, 02 of FIG. 1 a by a value d narrower.
- the center line M at which the webs 12, 13 touch, has the same position with respect to the frame as the center line M between the webs 01, 02 in Fig. 1 a.
- the threaded spindle 08 is rotated via the electric motor 11, so that the former 06, 07 are each shifted by d / 2 to the center line M.
- the former 06; 07 in addition to or instead of the connection to the knife 05 - one of the funnel tip downstream driven pulley 30 together or simultaneously with the Forming hopper 06; 07 laterally movable.
- the former 06; 07 preferably connected via a common frame 15 with a bearing of the roller 30.
- the roller 30 is designed either as a driven transfer roller 30, via which a the former 06; 07 leaving strand is guided and undergoes a change in direction.
- the roller 30 as z. B. driven single-motor train roller 30 a Switzerlandwalzenen against which a pressure roller 35 is adjustable. In this case, the entire train group 30, 35 with the former 06; 07 connected.
- a former arrangement of the kind shown in FIGS. 1 a, 1 b could also have three or more formers for processing a corresponding number of partial webs. If three parallel partial webs are to be processed and their center line M always has the same position with respect to the frame, irrespective of the width of the webs, the two outer formers are to be displaced by d each time the width of the sub-webs changes by d the middle former remains unmoved. In the case of four partial webs, the displacement d / 2 is accordingly the same for the two middle and 3d / 2 for the two outer, etc.
- the controller 10 and the drive 11 for the described movement of the former 06; 07 is in signal communication with the system S.
- the production data eg the web or partial web width b; b '
- the current position of the former is 06; 07 compared with a predetermined or predetermined for this production situation and possibly causes a corresponding movement via control commands to the relevant drive 11.
- the former 06; 07 is z. B. Positioned such that the partial web 02; 05 in the center with respect to the funnel tip on the relevant former 06; 07 runs up.
- Preset values can be tabulated for the various productions, or it can be found in the System calculation takes place on the basis of the web widths and the lateral offset resulting web paths.
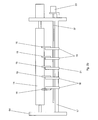
- Fig. 2a shows a catching roller arrangement as a further example of web processing tools of a device according to the invention.
- This catch roller assembly consists of a roller 14, which is wrapped in operation by a catching, not shown in the figure paper web, a plurality of rollers 16, a plurality of sliding blocks 18, 19, 21, a guide rail 17, a threaded spindle 22 and one of the already mentioned Control unit 10 (or system S) controlled electric motor 23rd
- the roller 14 is rotatably mounted in the frame 04.
- the guide rail 17 is mounted in the frame 04.
- On the guide rail 17 a plurality of sliding blocks 18, 19 are arranged displaceably.
- a centrally arranged to the roller 14 sliding block 21 is fixedly arranged on the guide rail 17.
- the sliding blocks 18, 19 and 21 each carry a rotatably mounted roller 16.
- the rollers 16 press against the roller 14 and roll against them. Since the rollers 16 are designed to be rotatable only in one direction, they prevent a running back of the wound around the roller 14 paper web in case of a paper web breakage.
- the threaded spindle 22 pierces the frame 04 on one side and projects out of the frame 04 at this point. It is aligned parallel to the roller 14 and the guide rail 17.
- the threaded spindle 22 has two different threaded portions with different directions of rotation, which are separated by a non-threaded portion. On this non-threaded portion of the sliding block 21 is arranged.
- the two threaded portions have slopes which increase along a longitudinal axis of the threaded spindle 22 in proportion to the distance from the sliding block 21.
- the sliding blocks 18, 19 are with the viewed from the sliding block 21 from left or right threaded portion not about an internal thread with several Windings engaged - such would be stuck due to the variability of the slope, but via a single narrow pin which engages a small peripheral portion of the threaded spindle 22 in the thread At the protruding from the frame 04 end portion of the threaded spindle 22 engages the electric motor 23 the threaded spindle 22 at.
- the sliding blocks 18, 19 are displaced along the guide rail 17, as shown in FIG. 2b.
- the threaded spindle 22 is rotated via the drive 23. Due to the different rotational direction of the two with the sliding blocks 18 and 19 engaged threaded portions move in a rotation of the threaded spindle 22, the sliding blocks 18 from the left and the sliding blocks 19 from the right to the central sliding block 21.
- the movement of the sliding blocks 18, 19 takes place synchronously, however, as a result of changing along the longitudinal axis of the threaded spindle 22 gradients of the threaded portions are the paths that the sliding blocks 18, 19 and thus run them guided rollers 16, proportional to their distance from Depending on the width of the paper web to be processed, the sliding blocks 18, 19 via a corresponding rotation of the threaded spindle 22 can be moved more or less close to the sliding block 21 steplessly, and thus set the catch roller for any paper web widths.
- the sliding blocks 18, 19 can be arbitrarily placed on the spindle 22 before a displacement; the ratio of their distances is maintained at a shift.
- each of the four sliding blocks 18, 19 a separate threaded section with a specific pitch.
- threaded spindles each with two sections of opposite equal slope are provided, each carrying sliding blocks of each other with respect to the center line M mirror-opposing roles.
- These threaded spindles are expediently identical to one another.
- the threaded spindles can be driven by a common electric motor via a gearbox with each adapted gear ratio, or each threaded spindle has its own electric motor, which is controlled individually by the control unit according to the required displacement.
- train roll arrangements for paper webs to be processed with different widths can also be made adjustable, since pull roll arrangements in principle have an arrangement analogous to catching roll arrangements.
- Such default values can be stored in tabular form for the various productions, or else a calculation takes place in the system S using the lateral offset to be obtained by the web widths and.
- FIG. 3a shows a longitudinal cutting device 71 of a superstructure 67 (FIG. 9).
- the longitudinal cutting device 71 is designed to cut an incoming web into a plurality of partial webs, for example two partial webs.
- two guide rails 24 are arranged parallel in the frame 04.
- a paper web 26 is passed between the two guide rails 24.
- Two carriages 27 are slidably held on the two guide rails 24. They are mirror images of each other executed and mounted.
- Each carriage 27 carries a rotating knife 28 with perpendicular to the paper web 26 aligned cutting edge and cooperating with the knife 28 counter-pressure roller 29 (counter knife).
- Between the carriage 27 is another knife 32, which is also perpendicular to the paper web 26, and cooperating with this counter-pressure roller 31.
- the paper web 26 is cut by the knives 28, 32 and counter-pressure rollers 29, 31 in four partial webs.
- a parallel to the guide rails 24 threaded spindle 33 has two threaded portions with different directions of rotation and the same pitch, each of which is in engagement with one of the carriage 27.
- An end portion of the threaded spindle 33 projects out of the frame 04 on one side.
- a drive 34, z. B. electric motor 34, for rotational driving of the threaded spindle 33 is provided.
- the individual knives 28; 32 or counter knife can also be driven together by a different kind of drive 34 or by individual drives per knife or knife pair.
- the threaded spindle 33 is rotated by the electric motor 34, as shown in FIG. Since the carriages 27 engage on different threaded portions of the threaded spindle 33 with different directions of rotation and the same pitch, the rotation of the threaded spindle 33 causes the carriages 27 to move one another at equal distances on the central knife 32. The rotation of the threaded spindle 33 is continued until the distance between two blades 28, 32 corresponds to a quarter of the width of the narrow paper web 36.
- control unit 10 or system S (FIG. 1 a), which determines the positions of the knives 28 by means of a user set or by (not shown) sensors automatically detected width of the web to be cut or calculated from the cutting partial webs calculated.
- blade units e.g. all individually driven and / or individually on / off.
- the axial positioning or at least presetting of the machine control is preferably carried out automatically on the basis of the width of the web intended for printing and the product-specific cutting lines or from a control console.
- Such default values can be stored in tabular form for the various productions, or else a calculation takes place in the system S using the lateral offset to be obtained by the web widths and.
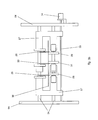
- a reversible corner with two crossed turning bars 37, 38 is shown as another example of web processing tools that may be present in the apparatus.
- Two pairs of guide rails 39, 41 referred to as front 41 and rear guide rails 39, are held between plates of the frame 04.
- front 41 and rear guide rails 39 are held between plates of the frame 04.
- Only one upper guide rail is visible in the figure, as it conceals the rail underlying it.
- a respective sliding block 42, 43 is provided, wherein the sliding block 42 is slidably mounted on the visible upper guide rail 39 of the rear guide rail pair and the sliding block 43 on the visible upper guide rail 41 of the front guide rail pair.
- sliding blocks 44, 46 are provided at the ends of the turning bar, wherein the sliding block 44 on the not visible lower guide rail 39 of the rear guide rail pair and the sliding block 46 is slidably mounted on the non-visible lower guide rail 41 of the front guide rail pair.
- a guide roller 47 is rotatably arranged.
- a perpendicular to the guide rail pairs 39 and 41 incoming paper web 51 rotates the oblique turning bar 37 and thereby changes their direction by 90 °. It wraps around the guide roller 47 and runs back from this and the obliquely placed, with the turning bar 37 crossed turning bar 38, whereby their direction again changes by 90 °, so that it has acquired its original direction back after leaving the turning table, however is offset by exactly one paper web width and is turned.
- each spindle 48 engages a drive 49, e.g. an electric motor 49 on.
- the control unit 10 controls an opposite movement of the motors 49 and thus the turning bars 37, 38.
- the control unit 10 controls the motors 49, respectively in the same direction.
- the reversing deck just described is shown in Fig. 5a after a conversion.
- the turning bars 37 and 38 are arranged in this embodiment parallel to each other with the sliding blocks 42, 43, 44, 46 on the guide rails of the guide rail pairs 39 and 41 slidably.
- a paper web 53 to be offset runs perpendicularly to the pairs of guide rails 39 and 41 in the turning corner, wraps around the turning bar 37 and the turning bar 38 in succession, and leaves the turning table laterally displaced by one width of paper web without being turned.
- the control unit 10 displaces the turning bars 37, 38 on one another to, so that the distance of the turning bars is adapted to the changed track width, and shifts, if necessary, both turning bars 37, 38 in the same direction, so that the web 54 hits sufficiently centrally on the turning bars.
- Fig. 6 shows an advantageous embodiment of the turning bar arrangement according to Fig. 4, wherein the arrangement, however, only one carrier 39; 41 for the two turning bars 37, 38 has.
- the sliding blocks 43; 46 slide on the same support 39; 41 and are driven by a common threaded spindle 48, which has two opposing threads for each one of the sliding blocks.
- the spindle is driven by the motor 49, wherein upon rotation of the threaded spindle, the sliding blocks 43; 46 move in opposite directions.
- Fig. 7 also shows an advantageous embodiment of the arrangement according to Fig. 5, wherein here as in Fig. 6, a common threaded spindle 48 with opposite threads for Sliding blocks 43; 46 is provided.
- the sliding blocks 43; 46 also run on the same support 41.
- Driving the threaded spindle 48 by the common motor 49 causes an opposite movement of the two turning bars 37; 38 with their sliding blocks 43; 46th
- a turning device 72 of a printing press has at least one turning end with two associated turning bars 37; 38, by means of which a partial web 51 to 54 brought to another flight and / or can be overthrown. It includes a pair of turning bars 37; 38. In an advantageous embodiment not shown here, two reversing corners, i. two pairs of turning bars 37; 38 for offset or to fall two partial webs 51 to 54 provided.
- the turning bars 37; 38 of a pair can be arranged as shown either parallel to each other and inclined at 45 ° to the incoming web (offset), or they are perpendicular to each other and inclined at 45 ° or 135 ° to the incoming web (falls and possibly offset ).
- all turning bars 37; 38 in the plane of each incoming web by 90 ° swivel or tilted executed.
- the turning bars 37; 38 each associated with an unillustrated means which the current position of the turning bar 37; 38 - tilted to the left or to the right - detected and reported to the machine control or the control station of the machine or the system S.
- These may be, for example, initiators which are activated or deactivated mechanically (switch) or electromagnetically (induction, light barrier) as soon as the turning bar 37; 38 located in one of the intended positions.
- the printer or a program can then check whether the turning bars 37; 38 in the position required for the planned production. It can be output by the system S an error signal when the position of the Turning bar 37; 38 to the intended production (or web run) does not match.
- Each turning bar 37; 38 is arranged as shown above in a preferred embodiment total in a direction transverse to the incoming web movable in the superstructure 67.
- the turning bar 37; 38 adapted to a product or a web run or web width by means of the drive 49 positionable.
- the drives 49 of the turning bars 37; 38 are in signal communication with the system S. Based on the production data (eg intended web guide, resulting theoretical cut line, and / or web or web width), the current position of the turning bar 37; 38 compared with a predetermined or predetermined for this production situation and possibly causes a corresponding movement via control commands to the respective drives 49.
- Such default values can be stored in tabular form for the various productions, or else a calculation takes place in the system S using the lateral offset to be obtained by the web widths and.
- the pivotable turning bars 37; 38 associated with a drive, not shown, for pivoting, which, for example, as set forth for the drives 49, by the o. G. System S according to the planned production and / or web guide is preset.
- a drive is advantageously carried out, for example, as a pressurizable cylinder, which on one side with the frame and on the other with the turning bar 37; 38 attacks outside of their fulcrum.
- Fig. 8 shows a schematic side view of the former as 06; 07 executed web processing tool.
- the former 06; 07 is in an advantageous embodiment in a direction (at least one component) movable, which is perpendicular to Back fold of the former 06; 07 leaving strand and / or substantially parallel to a rotational axis of a cylinder (cross-cutting cylinder, folding blade and / or jaw cylinder) of a downstream folding apparatus 68 (see Fig. 9).
- This makes it possible to set the correct inlet into the cylinders of the folding apparatus 68 for different web or strand widths and / or layers.
- an unillustrated drive for the described movement of the former 06; 07 is in signal communication with a controller 10 or advantageously with the system S.
- the production data eg the web or partial web width
- the current position of the former is 06; 07 compared with a predetermined or predefinable for this production situation and possibly causes a corresponding movement via control commands to the relevant drive.
- the production data eg the web or partial web width
- the current position of the former is 06; 07 compared with a predetermined or predefinable for this production situation and possibly causes a corresponding movement via control commands to the relevant drive.
- the former 06; 07 is z. B. Positioned such that the folded strand for each width in a suitable manner -. B.
- Presetting values can be tabulated for the various productions, or else a calculation takes place in the system based on the web paths resulting from the web widths and the lateral offset.
- the aforementioned web processing tools are single or multiple component of a web-and / or processing machine, for. B. printing machine (Fig. 9), in particular a web-fed rotary printing machine for printing one or more webs B.
- This has z. B. several units 61; 62; 63; 64; 65; 66; 67; 68; 69 for supply, for printing and for further processing.
- Printing units 63 eg four pieces for four-color printing
- additional printing units 63 which can then be used, for example, alternately to one or more of the other printing units 63 for the flying printing form change.
- the printing units 63 can also be partially vertically executed one above the other as bridge printing units 63 or as (nine- or ten-cylinder) satellite printing units.
- a coating unit 64 may be provided in the web path.
- the web B After printing and optionally painting, the web B, for example, passes through a dryer 65 and is optionally cooled again in a cooling unit 66 if the drying takes place in a thermal manner.
- a further conditioning device not shown in FIG. a coating device and / or a Wiederbefeuchtung be provided.
- the web B After cooling and / or conditioning, the web B can be fed via a superstructure 67 to a folding apparatus 68.
- the superstructure 67 has z. B. a not shown in Figure 1 silicone work, the longitudinal cutting device 71 and a turning table at least one turning device 72 and turning work 72 and a or the former 06; 07 having funnel unit 73.
- the said silicone work can also be in front of the superstructure 67, e.g. be arranged in the region of the cooling unit 66.
- the superstructure 67 may further comprise a perforating unit, not shown in FIG. 9, a gluing unit, a numbering unit and / or a plow folder. After passing through the superstructure 67, the web B or partial webs B1; B2 guided in the folder 68.
- the printing press additionally has a separate cross cutter 69, for example a so-called planar boom 69, in which a web B, for example, not guided by the folding apparatus 68, is cut into size sheets and optionally stacked or laid out.
- a separate cross cutter 69 for example a so-called planar boom 69, in which a web B, for example, not guided by the folding apparatus 68, is cut into size sheets and optionally stacked or laid out.
- the machine is preferably the system S for default, z. B. assigned as an additional program in a machine control and / or a planning system, which in logical signal connection to one or more of the o. G. Machining tools or aggregates 61; 62; 63; 64; 65; 66; 67; 68; 69, in particular the aggregates 61; 63; 67 stands.
- web processing tools are in o.g. Context thus also in the broader sense of understanding sensors and Aktuatarik, which exert an influence on the detection and influencing the course of a train or sub-train or strand.
- presetting the press When presetting the press now receives z.
- the system S prior to commencing production, the system S from a product planning system, a pre-press stage, the Printer itself and / or an existing imposition scheme for pre-setting relevant data for the planned production.
- the imposition includes z. B. intended for the planned production rail or partial railways and the assignment of the form cylinder with the printed pages and the colors of the individual printing units. Details of the web width and / or the intended lateral position of the web can be entered by the printer or obtained from a machine control, the reel changer 71 itself, a logistics system or a product planning system.
- the longitudinal cutting device 71 and / or the roll changer 61 For the positioning of the longitudinal cutting device 71 and / or the roll changer 61, for example, the information on the planned web width and / or web position, for which the former 06; 07 the partial web width used.
- the turning bars 37; 38 and possibly one of the sub-web in the superstructure 67 associated longitudinal register means 58 are z. B. processed the information on the intended rail or sub-railway.
- a default setting of colorimeters in the printing units z. B. using data from the print preparation and / or imposition (color densities, occupancy, etc.) are made.
- the longitudinal cutting device 71 is at least preset by the system S with regard to the web to be processed.
- the roll changer 61 may always be regulated to the middle without an "external" presetting by means of its own internal control loop.
- the system S in this process and the former 06; 07 and the funnel unit 73 positioned (laterally and / or in the direction of paper travel).
- the positioning (laterally and / or in the paper running direction) of the former 06 at least by the system S or the controller 10; 07 or the former 06; 07 preset. Together with the former 06, 07 can then be a knife 05 and / or a downstream driven roller 30th be positioned and connected to it.
- the reel changer 61 can in this case, if necessary, again be regulated to the middle without an "external" presetting by means of its own internal control loop.
- the presetting is made by the system S for the slitter 71 (i.e., at least one knife 28, 32) and the turning unit 72, and optionally, the reel changer 61 as well.
- the slitter 71 i.e., at least one knife 28, 32
- the turning unit 72 and optionally, the reel changer 61 as well.
- Expansion levels can advantageously be carried out by the system S, a presetting of the color meter and / or the stripping.
- one of o. G. be provided various selection of pre-set units or sub-aggregates.
- a presetting can only be based on the setting of the color knives and the longitudinal cutting device 71, while in another embodiment all the aggregates or partial aggregates provided for web guiding and cutting, in particular those of the superstructure 67, are provided for presetting.
- expansion stages and their variants may advantageously be a default of Thomasregister- and / or Farbregistermessgliedern 56, z.
- heads, and / or a web edge control 57 are taken in the axial direction with respect to the new production, and / or an adjustment of the pressure roller 35 (or rollers) on the tension roller 30 with respect to an expected strand thickness below the former funnel 06; 07 takes place.
- the drives 11; 23, 34, 49 of the mentioned processing tools, at least the processing tools provided for presetting, are preferably remotely operable, the drives (34) of the longitudinal cutting device (71) according to the invention remote-controlled or remotely operated by the system S or the controller 10.
- the drives 34) of the longitudinal cutting device (71) remote-controlled or remotely operated by the system S or the controller 10.
- this is the default in one or more of the aforementioned versions and variants comfortable and fast on the system S and / or the control room possible.
- the system S can be embodied as a control unit S which has a user interface for inputting and / or an interface for reading (from the machine control, a production planning system and / or a pre-press stage) at least one width and / or web path of a web to be processed, computing means for Determining a desired position of the units to be pre-set, sub-assemblies or machining tools such as the reel changer 61, the longitudinal cutting device 71, the turning bar 37; 38, one of the partial web associated longitudinal register means 58 and / or the former 06; 07 on the basis of the web width and / or the web path and driver for driving the associated actuators to set the respectively determined target position includes.
Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Replacement Of Web Rolls (AREA)
- Nonmetal Cutting Devices (AREA)
- Rotary Presses (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Machines For Laying And Maintaining Railways (AREA)
- Preliminary Treatment Of Fibers (AREA)
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Control Of Heat Treatment Processes (AREA)
- Electroplating Methods And Accessories (AREA)
Claims (6)
- Dispositif pour le traitement et/ou le transport d'une feuille continue, dans une machine d'impression rotative à bobines, avec une ou plusieurs unité(s) d'impression (63), avec une superstructure (67) disposée en aval au chemin suivi par la feuille continue, avec un dispositif de coupe longitudinale (71), avec un appareil de pliage (68) disposé en aval de la superstructure (67) et avec au moins un outil d'usinage de feuilles continues (06 ; 07 ; 05 ; 28 ; 32), réalisé sous la forme de couteau (05 ; 28 ; 32), d'un dispositif de coupe longitudinale, caractérisé en ce que le dispositif de coupe longitudinale (71), présente au moins deux couteaux (28), espacés l'un de l'autre, transversalement par rapport à la direction de défilement de la feuille continue, déplaçables l'un par rapport à l'autre, transversalement par rapport à la feuille continue, mais cependant en sens inverse, au moyen d'un organe de réglage (33 ; 34) commun, avec un entraînement (34), et en ce que l'entraînement (34) des couteaux (38 ; 32) est réalisé de façon à pouvoir être actionné à distance, et avec une unité de commande (10 ; S) ou un système (S) pour le préréglage, de manière que, dans une liaison de signalisation logique, un préréglage puisse être actionné à distance par le système (S) et/ou le pupitre de commande.
- Dispositif selon la revendication 1, caractérisé en ce que le système (S) est réalisé sous la forme d'unité de commande (S), présentant une interface utilisateur pour introduire, et/ou une interface pour lire, au moins une largeur et/ou un chemin de feuille continue, d'une feuille continue à travailler.
- Dispositif selon la revendication 1, caractérisé en ce que le système (S) comprend des moyens de calcul, pour déterminer une position de consigne du dispositif de coupe longitudinale (71) à prérégler.
- Dispositif selon la revendication 1, caractérisé en ce que, dans le système (S), sont placées en arrière-plan des valeurs de préréglage pour les différentes productions.
- Dispositif selon la revendication 1, caractérisé en ce qu'une tige filetée de l'entraînement de réglage (34) présente plusieurs tronçons, qui se distinguent au niveau du sens de rotation et/ou du pas de filetage.
- Dispositif selon la revendication 1, caractérisé en ce que le dispositif de coupe longitudinale (71) est disposé en amont d'un groupe de retournement (72).
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10259681 | 2002-12-18 | ||
| DE10259681 | 2002-12-18 | ||
| DE10313774 | 2003-03-27 | ||
| DE10313774A DE10313774B4 (de) | 2002-12-18 | 2003-03-27 | Vorrichtung zur Verarbeitung einer laufenden Materialbahn |
| EP03788841A EP1556301B1 (fr) | 2002-12-18 | 2003-12-03 | Dispositifs pour traiter et/ou acheminer une bande de matiere |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03788841.9 Division | 2003-12-03 | ||
| EP03788841A Division EP1556301B1 (fr) | 2002-12-18 | 2003-12-03 | Dispositifs pour traiter et/ou acheminer une bande de matiere |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1602609A2 EP1602609A2 (fr) | 2005-12-07 |
| EP1602609A3 EP1602609A3 (fr) | 2005-12-21 |
| EP1602609B1 true EP1602609B1 (fr) | 2007-08-29 |
| EP1602609B2 EP1602609B2 (fr) | 2013-08-21 |
Family
ID=32683459
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03788841A Expired - Lifetime EP1556301B1 (fr) | 2002-12-18 | 2003-12-03 | Dispositifs pour traiter et/ou acheminer une bande de matiere |
| EP07100518A Expired - Lifetime EP1785379B2 (fr) | 2002-12-18 | 2003-12-03 | Dispositif destiné au traitement et/ou au transport d'une bande dans une machine à pression rotative |
| EP05104189.5A Expired - Lifetime EP1602609B2 (fr) | 2002-12-18 | 2003-12-03 | Dispositifs pour le traitement et l'entraînement d'un matériau en bande |
| EP05104185A Expired - Lifetime EP1604931B1 (fr) | 2002-12-18 | 2003-12-03 | Dispositif pour traiter et/ou acheminer une bande de matière |
| EP05113062.3A Expired - Lifetime EP1655256B2 (fr) | 2002-12-18 | 2003-12-03 | Procédé pour préréglage d'une machine d'impression et d'outils d'usinage de bande |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03788841A Expired - Lifetime EP1556301B1 (fr) | 2002-12-18 | 2003-12-03 | Dispositifs pour traiter et/ou acheminer une bande de matiere |
| EP07100518A Expired - Lifetime EP1785379B2 (fr) | 2002-12-18 | 2003-12-03 | Dispositif destiné au traitement et/ou au transport d'une bande dans une machine à pression rotative |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05104185A Expired - Lifetime EP1604931B1 (fr) | 2002-12-18 | 2003-12-03 | Dispositif pour traiter et/ou acheminer une bande de matière |
| EP05113062.3A Expired - Lifetime EP1655256B2 (fr) | 2002-12-18 | 2003-12-03 | Procédé pour préréglage d'une machine d'impression et d'outils d'usinage de bande |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7523925B2 (fr) |
| EP (5) | EP1556301B1 (fr) |
| CN (1) | CN100519377C (fr) |
| AT (4) | ATE356073T1 (fr) |
| AU (1) | AU2003293001A1 (fr) |
| DE (7) | DE10313774B4 (fr) |
| ES (5) | ES2290850T3 (fr) |
| WO (1) | WO2004056686A1 (fr) |
Families Citing this family (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1502887B1 (fr) * | 2003-07-11 | 2010-04-21 | Koenig & Bauer Aktiengesellschaft | Procédé de préréglage d'une machine d'impression |
| DE102004033923A1 (de) | 2004-05-04 | 2005-12-01 | Koenig & Bauer Ag | Rollenrotationsdruckmaschine |
| DE102004054599A1 (de) * | 2004-07-14 | 2006-02-09 | Koenig & Bauer Ag | Verfahren und Vorrichtung zur Positionierung von Bahnbearbeitungswerkzeugen bzw. zur Voreinstellung einer Schnittbreite |
| DE102005034331B4 (de) * | 2005-04-13 | 2009-04-09 | Koenig & Bauer Aktiengesellschaft | Rollenrotationsdruckmaschine |
| DE102005037731B4 (de) * | 2005-04-19 | 2009-06-04 | Koenig & Bauer Aktiengesellschaft | Druckmaschinenanlagen |
| WO2006111521A1 (fr) | 2005-04-19 | 2006-10-26 | Koenig & Bauer Aktiengesellschaft | Installations de machines a imprimer et machines a imprimer |
| EP1888337A1 (fr) | 2005-04-19 | 2008-02-20 | Koenig & Bauer AG | Installation de machines a imprimer |
| DE102005042345A1 (de) * | 2005-09-07 | 2007-03-08 | Man Roland Druckmaschinen Ag | Falzwerkoberteil |
| DE102005045041B3 (de) | 2005-09-21 | 2007-02-01 | Koenig & Bauer Ag | Vorrichtung und ein Verfahren zur Verwendung einer Vorrichtung zum Einziehen mindestens einer Materialbahn bzw. mindestens eines Bahnstrangs in einen Falzapparat |
| EP1960199A1 (fr) * | 2005-12-15 | 2008-08-27 | König & Bauer AG | Installation de machines d'imprimerie |
| CN101426652B (zh) | 2006-03-23 | 2012-12-12 | 高斯国际美洲公司 | 小报印刷机 |
| DE102006018573A1 (de) * | 2006-04-21 | 2007-11-08 | Axel Springer Ag | Informationsträger als Beilage für Zeitungen |
| JPWO2008066178A1 (ja) * | 2006-11-30 | 2010-03-11 | 三菱重工業株式会社 | 輪転印刷機 |
| DE102007019864B4 (de) | 2007-04-23 | 2011-06-22 | KOENIG & BAUER Aktiengesellschaft, 97080 | Längsperforationsvorrichtungen für eine Rollenrotationsdruckmaschine mit mindestens einem Perforiermesser |
| CN101674937B (zh) * | 2007-05-21 | 2012-03-28 | 柯尼格及包尔公开股份有限公司 | 用于在带加工机中生产产品段的方法和装置 |
| DE102007039485A1 (de) * | 2007-08-21 | 2009-02-26 | Manroland Ag | Verfahren zum Betreiben einer Rollendruckmaschine |
| DE102007039372B4 (de) * | 2007-08-21 | 2010-08-12 | Koenig & Bauer Aktiengesellschaft | Schnittregisterregelung in einem Trichteraufbau sowie Verfahren zur Schnittregisterregelung |
| DE102007049226A1 (de) * | 2007-10-13 | 2009-04-16 | Manroland Ag | Verfahren zum Betreiben einer Rollendruckmaschine |
| DE102008000057B4 (de) * | 2008-01-15 | 2010-09-23 | Koenig & Bauer Aktiengesellschaft | Zugwalzenanordnung |
| DE102008000850B4 (de) | 2008-03-27 | 2010-08-19 | Koenig & Bauer Aktiengesellschaft | Vorrichtung zur Ausführung eines Schnittes oder einer Perforation |
| DE102008044251A1 (de) * | 2008-12-02 | 2010-06-10 | Manroland Ag | Falztrichteranordnung |
| WO2010066916A1 (fr) * | 2008-12-10 | 2010-06-17 | Mimcord, S.A. | Procédé et système pour l'obtention de bandelettes et/ou de rubans de papier |
| DE102009001767B4 (de) | 2009-03-24 | 2014-03-27 | Koenig & Bauer Aktiengesellschaft | Druckprodukt |
| FR2959990B1 (fr) * | 2010-05-17 | 2012-06-08 | Kern | Dispositif d'alimentation d'une machine de coupe transversale d'au moins une bande de materiau souple |
| DE102010027410B4 (de) * | 2010-07-15 | 2019-07-18 | Manroland Goss Web Systems Gmbh | Verfahren zur Herstellung eines überbreiten Druckprodukts |
| US8235372B2 (en) * | 2010-08-04 | 2012-08-07 | Goss International Americas, Inc. | Web guiding apparatus |
| DE102010034352A1 (de) * | 2010-08-14 | 2012-02-16 | Manroland Ag | Anordnung und Verfahren zur Herstellung von Druckprodukten im Broadsheet-Format und Tabloid-Format |
| DE102011081531B4 (de) | 2011-08-25 | 2014-05-22 | Koenig & Bauer Aktiengesellschaft | Vorrichtung einer Druckmaschine mit einer Walze und einer Andrückvorrichtung zum Andrücken einer Bahn an die Walze sowie Druckmaschine mit einer derartigen Vorrichtung |
| DE102011122520A1 (de) * | 2011-12-29 | 2013-07-04 | Robert Bosch Gmbh | Verfahren zum Rüsten einer Materialbahnbearbeitungsmaschine, Vorrichtung zum Bearbeiten einer Materialbahn mit einer Materialbahnbearbeitungsmaschine, Anordnung aus einer Vorrichtung zum Bearbeiten einer Materialbahn mit einer Materialbahnbearbeitungsmaschine und aus einer digitalen Druckstufenvorrichtung und Verwendung einer elektronischen Datenschnittstelleneinrichtung |
| US9296197B2 (en) | 2012-07-17 | 2016-03-29 | Kabushiki Kaisha Tokyo Kikai Seisakusho | Print product production device |
| CN103449212B (zh) * | 2013-08-27 | 2016-02-17 | 深圳报业集团印务有限公司 | 高斯n75可印宽窄报改造方法及可印宽窄报双幅轮转机 |
| DE102013218890B4 (de) | 2013-09-20 | 2019-11-07 | Koenig & Bauer Ag | Druckmaschine mit einer Breitstreckvorrichtung |
| CN104553260B (zh) * | 2013-10-21 | 2017-05-03 | 北大方正集团有限公司 | 印刷机翻转杠装置及印刷机 |
| DE102013113421A1 (de) * | 2013-12-04 | 2015-06-11 | Manroland Web Systems Gmbh | Längsschnittmessernachführung |
| CN103787133B (zh) * | 2014-02-25 | 2016-07-06 | 山东恒润邦和机械制造集团有限公司 | 宽幅塑料薄膜对中折叠装置 |
| CN104044939B (zh) * | 2014-05-27 | 2016-04-06 | 苏州巨康缝制机器人有限公司 | 一种翻布机构 |
| DE102015209825A1 (de) * | 2015-05-28 | 2016-12-01 | Windmöller & Hölscher Kg | Vorrichtung zum Teilen einer laufenden Materialbahn in Transportrichtung |
| CN107088508B (zh) * | 2017-05-12 | 2022-10-21 | 广东顺德迪峰机械有限公司 | 一种折叶式油漆烘干设备 |
| CN107352303A (zh) * | 2017-06-30 | 2017-11-17 | 中山壵鑫自动化设备有限公司 | 卷材料分料机 |
| CN107954247A (zh) * | 2017-10-31 | 2018-04-24 | 浙江百浩工贸有限公司 | 一种全自动贴胶折叠机 |
| CN111910418B (zh) * | 2020-06-10 | 2022-05-17 | 桐乡市中瑞环保科技有限公司 | 一种用于熔喷布的可调式裁切设备 |
| CN114476807B (zh) * | 2022-03-07 | 2023-06-02 | 上海工程技术大学 | 一种预浸料自动化分切复卷装置 |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE668877C (de) | 1938-12-10 | Fallert & Co A G | Verstellbarer Doppelfalztrichter fuer Rotationsdruckmaschinen | |
| US2871011A (en) * | 1955-06-13 | 1959-01-27 | Lad L Hercik | Simultaneously adjustable pinch rolls for feeding endless strips |
| US3734487A (en) * | 1970-12-31 | 1973-05-22 | Harris Intertype Corp | Automatic ribbon associating apparatus |
| US3808768A (en) * | 1972-07-12 | 1974-05-07 | W Dobbs | Method and apparatus for manufacturing stuffed and sealed mailing packages |
| DD234644A1 (de) | 1985-02-14 | 1986-04-09 | Polygraph Leipzig | Vorrichtung zur regelung der bahnlage |
| DE3533274C3 (de) * | 1985-09-18 | 1995-09-21 | Bst Servo Technik Gmbh | Vorrichtung zur Bahnkantenerfassung und Bahnlaufregelung von im Durchlauf geführten Warenbahnen |
| DE3614981A1 (de) * | 1986-05-02 | 1987-11-05 | Erhardt & Leimer Gmbh | Verfahren und vorrichtung zum fuehren einer laufenden warenbahn |
| US4725050A (en) * | 1986-07-22 | 1988-02-16 | Tokyo Kikai Seisakusho | Multi-section folding apparatus for rotary press |
| US4795451A (en) * | 1986-12-18 | 1989-01-03 | The Kendall Company | Absorbent pad |
| JP2616832B2 (ja) * | 1990-05-16 | 1997-06-04 | 富士写真フイルム株式会社 | 製袋装置 |
| US5230501A (en) * | 1992-01-16 | 1993-07-27 | Quad/Tech, Inc. | Apparatus and method for integrating an insert assembly on a printing press |
| DE4202713C2 (de) * | 1992-01-31 | 1993-11-04 | Koenig & Bauer Ag | Fuehrung zum einziehen einer materialbahn in eine rollenrotationsdruckmaschine |
| DE4204254C2 (de) * | 1992-02-13 | 1995-03-16 | Koenig & Bauer Ag | Einrichtung zum Längsfalzen mehrerer gleichbreiter Papierbahnen in einer Rollenrotationsdruckmaschine |
| EP0582927B1 (fr) | 1992-08-10 | 1997-11-19 | KOENIG & BAUER-ALBERT AKTIENGESELLSCHAFT | Barre de retournement pour des matériaux en bande |
| DE4311437C2 (de) * | 1992-08-10 | 1997-01-09 | Koenig & Bauer Albert Ag | Wendestange für eine Materialbahn |
| GB2274835B (en) † | 1993-02-05 | 1996-12-18 | Fuji Iron Works | Automatic slitter rewinder machine |
| US5379211A (en) * | 1993-05-11 | 1995-01-03 | Brown Printing Company, A Division Of Gruner & Jahr Printing And Publishing Co. | Press folder preset system |
| DE9320795U1 (de) * | 1993-12-15 | 1995-02-02 | Albert-Frankenthal Ag, 67227 Frankenthal | Falzapparat |
| FR2733453B1 (fr) * | 1995-04-28 | 1997-07-25 | Heidelberg Harris Sa | Plieuse comprenant un module additionnel delivrant des cahiers |
| JP3512271B2 (ja) | 1995-07-28 | 2004-03-29 | 富士写真フイルム株式会社 | ロール状感光材料の遮光リーダー装着方法および装置 |
| DE19540164C1 (de) * | 1995-10-27 | 1997-02-20 | Siemens Nixdorf Inf Syst | Transportvorrichtung zum Transportieren von Endlos-Trägermaterial |
| US6139003A (en) * | 1995-11-08 | 2000-10-31 | Koenig & Bauer-Albert Akiengesellschaft | Process and device for producing multi-layered newspaper products with a tabloid section |
| JP2921605B2 (ja) * | 1995-11-08 | 1999-07-19 | ケーニツヒ ウント バウエル−アルバート アクチエンゲゼルシヤフト | 折丁を製作するための装置 |
| DE19602248A1 (de) | 1996-01-23 | 1997-07-24 | Roland Man Druckmasch | Längsfalzvorrichtung |
| US6358192B1 (en) * | 1997-04-21 | 2002-03-19 | Koenig & Bauer Aktiengesellschaft | Device for adjusting folding jaws |
| US6422552B1 (en) | 1999-07-26 | 2002-07-23 | Heidelberger Druckmaschinen Ag | Movable folders and former board arrangement |
| DE10003025C1 (de) | 2000-01-25 | 2001-05-23 | Koenig & Bauer Ag | Falzapparat |
| DE10022964A1 (de) * | 2000-03-22 | 2001-10-18 | Koenig & Bauer Ag | Einrichtung zum Umlenken von Papierbahnen |
| EP1265803B1 (fr) | 2000-03-22 | 2006-04-05 | Koenig & Bauer Aktiengesellschaft | Dispositif de barres de retournement et procede de deviation d'une bande de materiau |
| DE10161891B4 (de) † | 2001-01-19 | 2017-09-14 | Heidelberger Druckmaschinen Ag | Verfahren zur Regelung bogenförmiges Material führender Elemente |
| DE10111112B4 (de) | 2001-03-08 | 2005-12-22 | Vaw Aluminium Ag | Untermesserwelle für eine Rollenschneidmaschine |
| DE10150810B4 (de) | 2001-10-15 | 2011-01-13 | Wifag Maschinenfabrik Ag | Rollenwechsler und Verfahren zum Ausachsen einer Restrolle |
| DE10250433B4 (de) * | 2002-10-30 | 2010-05-20 | Manroland Ag | Vorrichtung zum Verstellen von Anpressrollen und/oder Schneidmessern an Falzapparaten |
-
2003
- 2003-03-27 DE DE10313774A patent/DE10313774B4/de not_active Expired - Fee Related
- 2003-12-03 EP EP03788841A patent/EP1556301B1/fr not_active Expired - Lifetime
- 2003-12-03 AT AT05104185T patent/ATE356073T1/de active
- 2003-12-03 DE DE50308088T patent/DE50308088D1/de not_active Expired - Lifetime
- 2003-12-03 EP EP07100518A patent/EP1785379B2/fr not_active Expired - Lifetime
- 2003-12-03 ES ES05104189T patent/ES2290850T3/es not_active Expired - Lifetime
- 2003-12-03 WO PCT/DE2003/003972 patent/WO2004056686A1/fr not_active Application Discontinuation
- 2003-12-03 ES ES03788841T patent/ES2270150T3/es not_active Expired - Lifetime
- 2003-12-03 AT AT05113062T patent/ATE358093T1/de active
- 2003-12-03 DE DE50308712T patent/DE50308712D1/de not_active Expired - Lifetime
- 2003-12-03 US US10/540,209 patent/US7523925B2/en not_active Expired - Fee Related
- 2003-12-03 EP EP05104189.5A patent/EP1602609B2/fr not_active Expired - Lifetime
- 2003-12-03 ES ES07100518T patent/ES2296283T3/es not_active Expired - Lifetime
- 2003-12-03 ES ES05113062T patent/ES2281885T3/es not_active Expired - Lifetime
- 2003-12-03 ES ES05104185T patent/ES2281882T3/es not_active Expired - Lifetime
- 2003-12-03 DE DE50306942T patent/DE50306942D1/de not_active Expired - Lifetime
- 2003-12-03 DE DE50305065T patent/DE50305065D1/de not_active Expired - Lifetime
- 2003-12-03 AT AT03788841T patent/ATE339381T1/de active
- 2003-12-03 CN CNB2003801069729A patent/CN100519377C/zh not_active Expired - Fee Related
- 2003-12-03 AT AT05104189T patent/ATE371621T1/de active
- 2003-12-03 EP EP05104185A patent/EP1604931B1/fr not_active Expired - Lifetime
- 2003-12-03 AU AU2003293001A patent/AU2003293001A1/en not_active Abandoned
- 2003-12-03 DE DE20321804U patent/DE20321804U1/de not_active Expired - Lifetime
- 2003-12-03 EP EP05113062.3A patent/EP1655256B2/fr not_active Expired - Lifetime
- 2003-12-03 DE DE50306778T patent/DE50306778D1/de not_active Expired - Lifetime
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1602609B1 (fr) | Dispositifs pour le traitement et l'entraînement d'un matériau en bande | |
| DE3750405T2 (de) | Bearbeitung von Papier- und anderen Bahnen. | |
| EP2308684A1 (fr) | Presse rotative à format variable | |
| DE10116346B4 (de) | Falzapparat | |
| DE102004002210A1 (de) | Verfahren und Vorrichtung zur Synchronisierung des Abschneidens am Auftragsende für einen Eintauchschlitz-Auftragswechsel bei einer Wellpappenmaschine | |
| EP1693324B1 (fr) | Appareil pour guider une bande de matiére de largeur moyenne dans une machine de traitement. | |
| EP0957057B1 (fr) | Dispositif de pliage longitudinal pour l'appareil de pliage de machines d'impression rotatives | |
| EP1025993B1 (fr) | Dispositif pour appliquer un collage longitudinal dans une plieuse des machines rotatives à grande vitesse | |
| EP1496002B1 (fr) | Procédé d'allignement transverse d'une bande | |
| EP1621500B1 (fr) | Machine d'impression comprenant un dispositif de retournement | |
| DE102004054599A1 (de) | Verfahren und Vorrichtung zur Positionierung von Bahnbearbeitungswerkzeugen bzw. zur Voreinstellung einer Schnittbreite | |
| DE3744107A1 (de) | Einrichtung zur herstellung von querlinien an materialbahnen | |
| EP1521715B1 (fr) | Dispositif pour mesurer un emplacement de bandes de materiaux | |
| EP1110894A2 (fr) | Méthode et dispositif pour plier des feuilles de matériau | |
| EP1616699A2 (fr) | Dispositif de post-traitement et système servant à générer des produits imprimés | |
| DE102004018401A1 (de) | Verfahren und Vorrichtung zur Voreinstellung einer Druckmaschine | |
| EP1502887B1 (fr) | Procédé de préréglage d'une machine d'impression | |
| EP3599104A1 (fr) | Installation de transport de produits imprimés d'une épaisseur similaire ou différente et leur procédé de transfert vers une réception | |
| DE9313481U1 (de) | Einrichtung zum Übereinanderlegen | |
| DE29914420U1 (de) | Vorrichtung zum Auftragen einer Längsleimung in einer Falzvorrichtung von schnellaufenden Rotationsdruckmaschinen | |
| DE9313480U1 (de) | Einrichtung zum Aufeinanderlegen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1556301 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20051125 |
|
| 17Q | First examination report despatched |
Effective date: 20060710 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20060710 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1556301 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50308088 Country of ref document: DE Date of ref document: 20071011 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20071205 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070829 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070829 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2290850 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070829 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070829 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080129 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070829 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070829 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| BERE | Be: lapsed |
Owner name: KOENIG & BAUER A.G. Effective date: 20071231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070829 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: MAN ROLAND DRUCKMASCHINEN AG Effective date: 20080527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071231 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070829 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070829 |
|
| R26 | Opposition filed (corrected) |
Opponent name: MANROLAND AG Effective date: 20080527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070829 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071203 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071129 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080301 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070829 |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20121224 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20121217 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20121219 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20121226 Year of fee payment: 10 Ref country code: SE Payment date: 20121227 Year of fee payment: 10 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| R26 | Opposition filed (corrected) |
Opponent name: MANROLAND WEB SYSTEMS GMBH Effective date: 20080527 |
|
| 27A | Patent maintained in amended form |
Effective date: 20130821 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AELC |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 50308088 Country of ref document: DE Effective date: 20130821 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: NAV |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130821 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 371621 Country of ref document: AT Kind code of ref document: T Effective date: 20131203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131204 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131203 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CA Effective date: 20170922 Ref country code: FR Ref legal event code: CD Owner name: KOENIG & BAUER AG, DE Effective date: 20170922 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20181221 Year of fee payment: 16 Ref country code: GB Payment date: 20181220 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20191108 Year of fee payment: 17 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20191203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191231 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191203 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50308088 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210701 |