EP1358978A2 - Vorrichtung zur Stanzbearbeitung einer Sockelleiste, insbesondere Kernsockelleiste - Google Patents
Vorrichtung zur Stanzbearbeitung einer Sockelleiste, insbesondere Kernsockelleiste Download PDFInfo
- Publication number
- EP1358978A2 EP1358978A2 EP03008391A EP03008391A EP1358978A2 EP 1358978 A2 EP1358978 A2 EP 1358978A2 EP 03008391 A EP03008391 A EP 03008391A EP 03008391 A EP03008391 A EP 03008391A EP 1358978 A2 EP1358978 A2 EP 1358978A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- jaw
- skirting
- clamping
- punching
- exchange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27G—ACCESSORY MACHINES OR APPARATUS FOR WORKING WOOD OR SIMILAR MATERIALS; TOOLS FOR WORKING WOOD OR SIMILAR MATERIALS; SAFETY DEVICES FOR WOOD WORKING MACHINES OR TOOLS
- B27G5/00—Machines or devices for working mitre joints with even abutting ends
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/06—Arrangements for positively actuating jaws
- B25B5/12—Arrangements for positively actuating jaws using toggle links
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/16—Details, e.g. jaws, jaw attachments
- B25B5/163—Jaws or jaw attachments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27G—ACCESSORY MACHINES OR APPARATUS FOR WORKING WOOD OR SIMILAR MATERIALS; TOOLS FOR WORKING WOOD OR SIMILAR MATERIALS; SAFETY DEVICES FOR WOOD WORKING MACHINES OR TOOLS
- B27G5/00—Machines or devices for working mitre joints with even abutting ends
- B27G5/04—Machines or devices for working mitre joints with even abutting ends for planing, cutting, shearing, or milling mitre joints
Definitions
- the invention relates to a device for punching machining a skirting board, in particular a core skirting board, with a punching frame and a clamping device for fixing the baseboard to be processed and with the arranged on or in the punching frame longitudinally displaceable Punching knife with end-cutting edge for punching out a Miter notch from the fixed baseboard, with the Clamping device at least one movably guided clamping jaw having, with which the skirting board against a Clamping abutment on the punching frame can be pressed.
- - skirting boards for example, in transition areas laid between a floor and a wall.
- At core baseboards are baseboards with one Material core, a plastic sheath and a s.der Ledge bottom arranged bottom end profile soft elastic material, which room side by a predetermined Dimension survives. Furthermore, in the area of the last top to the plastic sheath a Wandab gleichprofil be connected, which wall side by a predetermined Dimension survives. The bottom end profile and the Wandab gleichprofil form as it were elastic sealing lips, which uneven floors or wall unevenness compensate should.
- core skirting boards are basically known (see EP 1 114 901 A2).
- At the material core may be, for example, a core of wood-based materials, z. B. MDF (Medium Densified Fibers) act.
- the Wall end profile made of a soft elastic thermoplastic material is molded polyolefin-based.
- the well-known Core skirting has become particularly associated with Carpeting or PVC flooring proven. They let themselves especially in the area of corners in a simple way. For this it is known, with the help of a Kerbstanze predetermined Areas or miter notches from the core skirting board punch out, so the core skirting fit in both outside corners and inside corners of rooms leaves.
- a device for punching a skirting board, in particular a core skirting, the above-described Embodiment is known in practice.
- the Punching knife is vertically displaceable in the punching rack, d. H. lowered and liftable guided.
- the core skirting board is so clamped in the Kerbstanze that in the course of Punching a miter notched out of the skirting board which is the plastic sheath either on the inside or on the outside of the core skirting board leaves undamaged. Ie. it will not be complete Miter cuts introduced, but the two Both sides of the miter notch arranged strip parts remain after punching over part of the Plastic casing connected together. This allows a simple laying of the core skirting board in Area of outside corners and inside corners.
- the invention is based on the object, a device for punching a baseboard, in particular a Core skirting, the embodiment described above to create which is simple and functional and universally for different thickness baseboards, in particular core skirting, can be used.
- the clamping device for processing different Skirting to the thickness of the skirting is customizable.
- the jaw is preferably so interchangeable attached to the stamping frame that different, to the Thickness of skirting adapted jaws or jaw assemblies can be mounted.
- the invention thus goes from the knowledge that a device for Punching of baseboards, in particular core skirting, then universally different for core skirting Thickness is used when the clamping device adaptable to these different baseboards is.
- the different thickness of the baseboard is in the case of core skirting in particular the thickness of the strip core meant with the plastic casing. It is therefore not required, different score dancing for different baseboards or core skirting boards to provide.
- the invention proposes before, that the jaw with a pivoting lever pivotable is arranged on the punching frame and that the jaw with the pivoting lever and optionally a swivel actuating lever one on the skirting board thickness make coordinated jaw replacement aggregate which exchangeable is attached to the punching frame.
- the Fixation of the skirting is done accordingly Swiveling the pivot lever and the it connected jaw, wherein the jaw in the course the pivoting movement of the skirting board against the clamping abutment suppressed.
- the pivoting lever to the pivot lever connected.
- jaw exchange unit which consists of jaw and swivel lever and optionally from the swivel actuator lever consists.
- This jaw replacement unit is preferred by means of a plug connection, a clamping connection and / or a latching connection can be fastened to the stamped frame. Consequently, the replacement of the jaw replacement assembly fast and without the use of tools simply done. Elaborate adjustments to the adjustment the jaws on the skirting board thickness are not required. Rather, the jaw exchange unit in a fixed predetermined position on the stamping frame mounted, wherein the jaw replacement unit fixed to a given baseboard thickness is. In this case, various within the scope of the invention Jaw exchange units provided, the are each designed for different baseboards.
- the jaw replacement unit has an exchange profile at which the Swivel lever is pivotally mounted.
- the exchange profile in an arranged on the punching frame exchange receptacle can be inserted or inserted or inserted.
- This exchange holder is pocket-shaped as a receiving bag educated.
- the exchange profile is essentially T-shaped with slide-in plate and T-bar or double L-shaped educated. In this way, the T-shaped Replacement profile can be inserted into the receiving pocket.
- the Insertion takes place essentially parallel to the Longitudinal axis of the punching knife, d. H. to the direction of action of the punching knife. In the two directions perpendicular to Punching direction, d. H. essentially in the horizontal Plane is the position of the jaw exchange assembly specified within narrow limits and essentially free from play.
- the Holding bag made of a base plate, to which one or several, preferably two guide plates under formation a guide slot are included.
- Both the Base plate as well as the two guide plates can have an L-shaped cross-section. It can be a multi-part embodiment can be realized at which the guide plates z. B. by means of screw forming the receiving pocket on the base plate be attached.
- the receiving bag can also be formed integrally.
- the replacement profile lockable or lockable in the exchange receptacle is arranged. This can, for example Be provided locking screws, but without More can be operated by hand without having to Attaching elaborate tools are needed. Because in the Essentially, the jaw exchange unit is with Help exchange and exchange profile on the Punching frame held.
- the jaw by means of one or several adjustment screws, alignment pins or adjusting rods attached to the pivot lever, with the Adjustment screws, alignment pins or adjusting rods given distance between the jaw or their Clamping surface and the pivot lever is adjustable.
- Adjustment needs to be done only once to prepare the respective jaw replacement unit exactly on the To tune skirting thickness. After adjustment the adaptation of the entire device to the various Skirting thicknesses by replacing the whole Jaw replacement unit. But there is also the Possibility that the jaw unsolvable on the pivoting lever is attached. Jaw and pivot lever can z. B. be integrally formed.
- the invention proposes that the jaw in Cross-section U-shaped, with the skirting board can be pressed against the clamping abutment with the U-legs is and wherein the punching knife z. B. raised and lowered is moved or guided between the U-legs. On This way, a secure fixation of the core skirting board ensured without the jaw movement the punching knife obstructed.
- the jaws preferably whose U-legs can be chamfered or rounded be. This is especially recommended for the Jaws of a jaw replacement unit, which are designed for thin baseboards. By the beveled or rounded training is prevented that the pivoting movement by hitting the jaws against, for example, a bottom plate of the stamping frame is hampered.
- the invention proposes that at the jaw one in the longitudinal direction of the fixed Skirting extending support bar or a support bar is arranged, which a Bodenab gleichprofil or a Wall end profile of a skirting board in the clamping position below summarizes. Especially with baseboards with relative wide wall edge profiles or sealing lips is Through this support bar prevents the profile of the Punching knife is pushed away, so overall a smoother Notching also in the area of soft elastic profiles is guaranteed.
- the support bar can be manufactured as a separate component be and releasably or permanently attached to the jaw be.
- FIG. 1 Is a device for punching a Skirting board, in particular a core skirting 1, 1 ' shown.
- This device consists in its basic Structure of a stamping frame 2 and a clamping device 3 for fixing the baseboard to be processed 1, 1 '.
- FIGS. 1 and 2 shows that the clamping device 3 a movably guided Jaw 6 has, with which the skirting board 1 against a Klemmwiderlager 7 is pressed on the punching frame 2.
- the structure of a core skirting 1, which with the preferably process the device according to the invention is indicated in Fig. 3a.
- the core skirting 1 consists of a material core 8, a plastic sheath 9 and one arranged on the last base Floor finish profile 10 made of soft elastic Material which protrudes on the room side by a predetermined amount. Furthermore, in the area of the strip top to the Plastic casing 9 a wall end profile 11 connected, which wall side by a predetermined amount survives.
- the bottom end profile 10 and the wall end profile 11 form as it were elastic sealing lips 10.11.
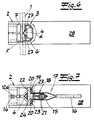
- Fig. 2 shows the device according to the invention with clamped Core skirting 1 before punching.
- the punching knife 4 is lowered.
- the punching knife 4 with a predetermined Distance S to the clamping abutment 7 on the stamping frame. 2 led so that the core skirting 1 is not complete is severed, but at the Klemmwiderlager. 7 fitting plastic sheath remains undamaged.
- To the Creating the miter cut is the Trikon 4 or the end-side cutting edge 5 wedge-shaped or triangular a miter angle ⁇ formed by a total of 90 °.
- the Lowering of the punching knife 4 takes place by pressing down a punching operation lever 12a, b.
- This punching lever 12a, b is pivotable on the punching knife 4th attached and formed in two parts, wherein between the two pivotally interconnected lever parts 12a, b, a return spring 13 acts, which is the one end of the punching operation lever 12b after lowering as it were by itself lifting again and in the starting position returns.
- the return movement is through the Spring from a arranged on the punching frame 2 stop 14th limited.
- the clamping device 3 is for processing different baseboards 1, 1 'to the thickness D, D' the skirting 1, 1 'customizable.
- the thickness D, D 'of Skirting boards 1, 1 ' is the thickness of core skirting boards D, D 'of the strip core 8 with its casing 9 meant.
- FIGS. 2 and 4 each show the Punching frame 2 with clamped core skirting 1, 1 ' different thickness D, D 'show.
- the movable jaw 6, 6' is interchangeable attached to the stamping frame 2 that different, adapted to the thickness of the skirting jaws or Clamping jaw units can be mounted. It is in the Embodiment, the jaw 6, 6 'with a pivot lever 15 pivotally mounted on the punching frame 2.
- the Jaw 6, 6 ', the pivot lever 15 and beyond a pivot actuating lever 16 each form a jaw exchange unit 17, 17 ', which on a certain Skirting thickness D, D 'is tuned.
- This jaw replacement unit 17, 17 ' is interchangeable with that Punching frame 2 attached (see Fig. 8).
- pivot lever 15 The function of the pivot lever 15 is made of a Comparative consideration of Figs. 1 and 2 clearly.
- Operation of the pivoting actuating lever 16 can be the Clamping device or the jaw exchange unit 17 from the position shown in Fig. 1 in the in Fig. 2nd transfer shown clamping position and the skirting board 1 with it.
- each jaw replacement unit 17, 17 'an exchange profile 18, on which the pivot lever 15 is pivotally mounted is the exchange profile 18 in an arranged on the punching frame 2 exchange receptacle 19 used or inserted.
- the exchange recording 19 is bag-shaped as a receiving pocket 19th educated.
- the replacement profile 18 is essentially T-shaped or double-L-shaped (see Fig .. 7). It consists of a slide-in plate 20 and a T-bar 21, wherein the T-shaped exchange profile or its insertion plate 20 in the receiving pocket 19 can be inserted.
- the Assembly by way of insertion takes place in vertical Direction from top to bottom, d. H. parallel to Direction of action of the punching knife.
- the receiving bag 19 consists of a base plate 22 to which two guide plates 23 connected to form a guide slot 24 are.
- the base plate 22 is in cross section L-shaped, wherein the two guide plates 23rd as it were resting on the lower L-leg.
- the vertical one Insertion movement of the insertion plate 20 is doing also bounded by the lower L-leg.
- These are two hand-operated Locking screws 25 are provided, each in a Threads are guided in the guide plates 23 and against press the insertion plate 20.
- the base plate 22 forms at the same time a guide surface of triangular in cross-section Knife guide.
- each individual jaw exchange assembly 17, 17 ' is the jaw 6, 6 'by means of two adjustment screws 26th or Justiergewindestangen adjustable on the pivot lever 15 attached. With the help of these adjustment screws 26 and Justiergewindestangen can be a predetermined distance x, x 'between the clamping surface F of the jaw 6, 6' and adjust the pivot lever 15.
- the distance x for baseboards 1 large thickness D is smaller than the distance x 'for Skirting 1 'small thickness D'.
- the adjustment takes place at each individual jaw exchange assembly 17, 17 ' separated in accordance with the required core skirting thickness D, D '.
- the adaptation of the punching device on the respective core skirting thickness D, D 'then occurs at editing only by replacing the whole Jaw exchange assembly 17, 17 '.
- the jaws 6, 6 'in cross section each U-shaped.
- This is the skirting board 1, 1 'with the U-legs 27 against the clamping abutment. 7 pressed, d. H. the end faces of the U-legs form the Clamping surfaces F.
- the punching knife 4 is in this clamping position between the U-legs 27 can be passed.
- the U-legs 27 of Jaw 6 formed beveled at the bottom, so that in the course of fixing the core skirt 1 a proper movement of the jaw 6 is made possible without them against the bottom plate 28 of the stamping frame 2 hits.
- support web 29 is arranged, which the soft-elastic end profile 11 of the thick skirting board 1 under the clamping position.
- This support bar 29 is fastened releasably to the clamping jaw 6 by means of screws.
- the Strip support 30 is wedge-shaped or roof-like in cross-section trained and with one in the bar longitudinal direction extending upper support web 31 is provided, which the Bottom of the bead core is supported. It is the Rest pad 30 diagonally below and between one hand the jaw abutment 7 and on the other hand in the clamping position located jaw 6, 6 ', namely forming receiving gaps 32, 33 for the sealing lips and in particular for the bottom closure profiles 10 the baseboards 1, 1 '.
- Figures 2 and 4 show the clamped core skirting 1, 1 'for punching a Miter notch for an external corner (see Fig. 3b).
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
Description
- Fig. 1
- eine Vorrichtung zur Stanzbearbeitung einer Kernsockelleiste in einer Seitenansicht,
- Fig. 2
- ausschnittsweise den Gegenstand nach Fig. 1 mit fixierter Kernsockelleiste,
- Fig. 3 a, b, c
- Kernsockelleisten vor und nach der Stanzbearbeitung,
- Fig. 4
- den Gegenstand nach Fig. 2 mit einer Kernsockelleiste geringerer Dicke,
- Fig. 5a
- den Gegenstand nach Fig. 2 in einer Ansicht aus Richtung des Pfeils A,
- Fig. 5b
- den Gegenstand nach Fig. 5a ohne Klemmbackenaustauschaggregat,
- Fig. 6
- einen Schnitt in Richtung B-B durch den Gegenstand nach Fig. 2,
- Fig. 7
- ausschnittsweise den Gegenstand nach Fig. 2 in einer Ansicht aus Richtung des Pfeils C und
- Fig. 8
- ausschnittsweise den Gegenstand nach Fig. 1 mit demontiertem Klemmbackenaustauschaggregat.
Claims (17)
- Vorrichtung zur Stanzbearbeitung einer Sockelleiste (1, 1'), insbesondere einer Kernsockelleiste,
mit einem Stanzgestell (2) und einer Klemmeinrichtung (3) zum Fixieren der zu bearbeitenden Sockelleiste (1, 1') und
mit einem an oder in dem Stanzgestell (2) längsverschiebbar angeordneten Stanzmesser (4) mit endseitiger Schneide (5) zum Ausstanzen einer Gehrungskerbe (K) aus der fixierten Sockelleiste (1, 1'),
wobei die Klemmeinrichtung (3) zumindest eine beweglich geführte Klemmbacke (6, 6') aufweist, mit welcher die Sockelleiste (1, 1') gegen ein Klemmwiderlager (7) an dem Stanzgestell (2) drückbar ist, dadurch gekennzeichnet, dass die Klemmeinrichtung (3) zur Bearbeitung unterschiedlicher Sockelleisten (1, 1') an die Dicke (D, D')der Sockelleiste (1, 1') anpassbar ist. - Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Klemmbacke (6, 6') derart austauschbar an dem Stanzgestell (2) befestigt ist, dass unterschiedliche, an die Dicke (D, D') der Sockelleiste (1, 1') angepasste Klemmbacken oder Klemmbackenaggregate montierbar sind.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Klemmbacke (6, 6') mit einem Schwenkhebel (15) schwenkbar an dem Stanzgestell (2) angeordnet ist und dass die Klemmbacke (6, 6') mit dem Schwenkhebel (15) und gegebenenfalls einem Schwenkbetätigungshebel (16) ein auf eine Sockelleistendicke (D, D') abgestimmtes Klemmbackenaustauschaggregat (17, 17') bilden, welches austauschbar an dem Stanzgestell (2) befestigt ist.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass das Klemmbackenaustauschaggregat (17, 17') mittels einer Steckverbindung, Klemmverbindung und/oder Rastverbindung an dem Stanzgestell (2) befestigbar ist.
- Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, dass das Klemmbackenaustauschaggregat (17, 17') ein Austauschprofil (18) aufweist, an welchem der Schwenkhebel (15) schwenkbar gelagert ist, wobei das Austauschprofil (18) in eine an dem Stanzgestell (2) angeordnete Austauschaufnahme (19) einsetzbar oder einschiebbar oder einsteckbar ist.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Austauschaufnahme (19) taschenförmig als Aufnahmetasche (19) ausgebildet ist und dass das Austauschprofil (18) im Wesentlichen T-förmig mit Einschubplatte (20) und T-Steg (21) ausgebildet ist, wobei das T-förmige Austauschprofil (18) in die Aufnahmetasche (19) einschiebbar ist.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass die Aufnahmetasche (19) aus einer Grundplatte (22) besteht, an welche ein oder mehrere, vorzugsweise zwei Führungsplatten (23) unter Bildung eines Führungsschlitzes (24) angeschlossen sind.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die Aufnahmetasche (19) einstückig ausgebildet ist.
- Vorrichtung nach einem der Ansprüche 5 bis 8, dadurch gekennzeichnet, dass das Austauschprofil (18) verrastbar oder arretierbar in der Austauschaufnahme (19) angeordnet ist.
- Vorrichtung nach einem der Ansprüche 3 bis 9, dadurch gekennzeichnet, dass die Klemmbacke (6, 6') mittels einer oder mehrerer Justierschrauben, Justierstifte oder Justierstangen (26) justierbar an dem Schwenkhebel (15) befestigt ist, wobei mit den Justierschrauben, Justierstiften oder Justierstangen (26) ein vorgegebener Abstand (x, x') zwischen der Klemmbacke und dem Schwenkhebel (15) einstellbar ist.
- Vorrichtung nach einem der Ansprüche 3 bis 9, dadurch gekennzeichnet, dass die Klemmbacke (6, 6') unlösbar an dem Schwenkhebel (15) befestigt ist oder dass Klemmbacke (6, 6') und Schwenkhebel (15) einstückig ausgebildet sind.
- Vorrichtung nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass die Klemmbacke (6, 6') im Querschnitt U-förmig ausgebildet ist, wobei die Sockelleiste mit den U-Schenkeln (27) gegen das Klemmwiderlager (7) drückbar ist und wobei das Stanzmesser in der Klemmposition zwischen den U-Schenkeln (27) geführt ist.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass die Klemmbacke (6, 6'), vorzugsweise deren U-Schenkel zumindest an einem Ende abgeschrägt oder abgerundet ausgebildet sind.
- Vorrichtung nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass an der Klemmbacke (6, 6') ein in Längsrichtung der fixierten Sockelleiste (1, 1') verlaufender Stützsteg (29) angeordnet ist, welcher ein weichelastisches Abschlussprofil der Sockelleiste in der Klemmposition unterfasst.
- Vorrichtung nach Anspruch 14, dadurch gekennzeichnet, dass der Stützsteg (29) lösbar oder unlösbar an der Klemmbacke (6, 6') befestigt ist.
- Vorrichtung nach Anspruch 14 oder 15, dadurch gekennzeichnet, dass der Stützsteg (29) justierbar an der Klemmbacke (6, 6') befestigt, z. B. an die Klemmbacke (6, 6') ansteckbar oder anclipsbar ist.
- Vorrichtung nach Anspruch 14 oder 15, dadurch gekennzeichnet, dass die Klemmbacke (6, 6') und der Stützsteg (29) einstückig ausgebildet sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10219773A DE10219773C1 (de) | 2002-05-03 | 2002-05-03 | Vorrichtung zur Stanzbearbeitung einer Sockelleiste, insbesondere einer Kernsockelleiste |
| DE10219773 | 2002-05-03 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1358978A2 true EP1358978A2 (de) | 2003-11-05 |
| EP1358978A3 EP1358978A3 (de) | 2007-08-29 |
| EP1358978B1 EP1358978B1 (de) | 2010-12-15 |
Family
ID=28685334
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03008391A Expired - Lifetime EP1358978B1 (de) | 2002-05-03 | 2003-04-11 | Vorrichtung zur Stanzbearbeitung einer Sockelleiste, insbesondere Kernsockelleiste |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1358978B1 (de) |
| AT (1) | ATE491556T1 (de) |
| DE (2) | DE10219773C1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10258567B4 (de) * | 2002-12-14 | 2014-04-17 | W. Döllken & Co. GmbH | Vorrichtung zur Stanzbearbeitung einer Leiste, insbesondere einer Sockelleiste |
| DE202018103652U1 (de) | 2018-06-27 | 2018-08-23 | APU Schönberg GmbH | Vorrichtung zur Stanzbearbeitung einer Sockelleiste |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1114901A2 (de) | 2000-01-08 | 2001-07-11 | W. Döllken & Co GmbH | Kernsockelleiste |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2224303A1 (de) * | 1972-05-18 | 1973-11-29 | Bolta Werke Gmbh | Vorrichtung zum schneiden von sockelleisten od. dgl. profilleisten |
| DE7601264U1 (de) * | 1976-01-19 | 1976-10-14 | Laepple, Rolf, 7067 Pluederhausen | Vorrichtung zum Schneiden von Profilleisten auf Gehrung oder anders geformter Ausschnitte |
| DE4329987A1 (de) * | 1993-09-04 | 1995-03-09 | Peddinghaus Rolf | Werkzeugmaschine zum Lochen und Ausklinken von metallischen Werkstücken |
| DE19939202B4 (de) * | 1998-09-09 | 2004-04-01 | Erich Weese | Schneideinrichtung zum Ablängen von Sockelleisten, insbesondere Fußboden-Sockelleisten |
-
2002
- 2002-05-03 DE DE10219773A patent/DE10219773C1/de not_active Expired - Lifetime
-
2003
- 2003-04-11 DE DE50313316T patent/DE50313316D1/de not_active Expired - Lifetime
- 2003-04-11 AT AT03008391T patent/ATE491556T1/de active
- 2003-04-11 EP EP03008391A patent/EP1358978B1/de not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1114901A2 (de) | 2000-01-08 | 2001-07-11 | W. Döllken & Co GmbH | Kernsockelleiste |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1358978B1 (de) | 2010-12-15 |
| DE50313316D1 (de) | 2011-01-27 |
| EP1358978A3 (de) | 2007-08-29 |
| ATE491556T1 (de) | 2011-01-15 |
| DE10219773C1 (de) | 2003-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10233731A1 (de) | Anordnung von Bauteilen mit Verbindungselementen | |
| DE102007042840A1 (de) | Paneel, insbesondere Bodenpaneel | |
| DE202007016585U1 (de) | Profilschienensystem | |
| DE10258567B4 (de) | Vorrichtung zur Stanzbearbeitung einer Leiste, insbesondere einer Sockelleiste | |
| EP1358978B1 (de) | Vorrichtung zur Stanzbearbeitung einer Sockelleiste, insbesondere Kernsockelleiste | |
| DE2757886A1 (de) | Verfahren und vorrichtung zur herstellung von eckverbindungen von metallrahmen | |
| EP3271527B1 (de) | Mechanische verbindung für paneele und verfahren zur herstellung von verbindungsmitteln | |
| DE20318905U1 (de) | Parkettboden mit Verklammerungssystem | |
| DE102006036193B4 (de) | Vorrichtung und Verfahren zur Montage eines Möbelkorpus | |
| DE102010022397A1 (de) | Gestell zur Montage einer Gegenstandbearbeitungseinrichtung, Gegenstandeinschubeinrichtung und Schutzeinschubeinrichtung dafür | |
| DE102010060672B4 (de) | Fenster- oder Türrahmen | |
| EP1059140B1 (de) | Handarbeitsgerät | |
| DE3343787A1 (de) | Schweissraupenverputzmaschine mit verstellbaren anschlaegen fuer fensterrahmen od. dgl. aus kunststoff | |
| DE3918710C2 (de) | Gehrungssäge für Glashalteleisten | |
| DE202013100123U1 (de) | Schneidvorrichtung | |
| EP3823787B1 (de) | Vorrichtung zum stützen und/oder führen einer werkzeugmaschine | |
| DE10163498C1 (de) | Biegemaschine, insbesondere Gesenk- oder Abkantpresse, mit einem verstellbaren Unterwerkzeug | |
| DE10295890B4 (de) | Meßwerkzeug mit integrierter Gehrungslade zur Verwendung beim Zuschneiden von Verblendungsleisten und ein Verfahren zum Zuschneiden | |
| DE202012002727U1 (de) | Handarbeitsgerät | |
| DE102016120679A1 (de) | Montagewerkzeug zur Montage einer Führungsschiene und Verfahren zur Montage einer Führungsschiene | |
| DE102004063687A1 (de) | Verfahren und Vorrichtung zur Profilierung von flachen Werkstücken | |
| DE2505924C3 (de) | Vorrichtung zum Einführen von Riegelelementen bei Rolläden | |
| DE3302499A1 (de) | Vorrichtung zur ausbildung von gehrungsschnitten | |
| DE4140481C1 (en) | Roof ridge covering strip made in two parts - has one part fixed to ridge board and other to tile connected by pressure activated clips. | |
| DE3323042A1 (de) | Vorrichtung zur ausbildung von gehrungsschnitten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20080122 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20081031 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 50313316 Country of ref document: DE Date of ref document: 20110127 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110415 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110326 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20110414 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20110420 Year of fee payment: 9 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 |
|
| 26N | No opposition filed |
Effective date: 20110916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110430 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110411 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 50313316 Country of ref document: DE Effective date: 20110916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110411 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120412 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50313316 Country of ref document: DE Representative=s name: ANDREJEWSKI - HONKE PATENT- UND RECHTSANWAELTE, DE Ref country code: DE Ref legal event code: R081 Ref document number: 50313316 Country of ref document: DE Owner name: DOELLKEN-KUNSTSTOFFVERARBEITUNG GMBH, DE Free format text: FORMER OWNER: W. DOELLKEN & CO. GMBH, 45964 GLADBECK, DE Ref country code: DE Ref legal event code: R081 Ref document number: 50313316 Country of ref document: DE Owner name: DOELLKEN-WEIMAR GMBH, DE Free format text: FORMER OWNER: W. DOELLKEN & CO. GMBH, 45964 GLADBECK, DE Ref country code: DE Ref legal event code: R081 Ref document number: 50313316 Country of ref document: DE Owner name: DOELLKEN PROFILES GMBH, DE Free format text: FORMER OWNER: W. DOELLKEN & CO. GMBH, 45964 GLADBECK, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50313316 Country of ref document: DE Representative=s name: ANDREJEWSKI - HONKE PATENT- UND RECHTSANWAELTE, DE Ref country code: DE Ref legal event code: R081 Ref document number: 50313316 Country of ref document: DE Owner name: DOELLKEN-WEIMAR GMBH, DE Free format text: FORMER OWNER: DOELLKEN-KUNSTSTOFFVERARBEITUNG GMBH, 45964 GLADBECK, DE Ref country code: DE Ref legal event code: R081 Ref document number: 50313316 Country of ref document: DE Owner name: DOELLKEN PROFILES GMBH, DE Free format text: FORMER OWNER: DOELLKEN-KUNSTSTOFFVERARBEITUNG GMBH, 45964 GLADBECK, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: DOLLKEN-WEIMAR GMBH, DE Effective date: 20160525 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: PD Owner name: DOELLKEN-WEIMAR GMBH; DE Free format text: DETAILS ASSIGNMENT: VERANDERING VAN EIGENAAR(S), SAMENVOEGEN; FORMER OWNER NAME: W. DOELLKEN & CO. GMBH Effective date: 20160823 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 491556 Country of ref document: AT Kind code of ref document: T Owner name: DOELLKEN-WEIMAR GMBH, DE Effective date: 20170524 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50313316 Country of ref document: DE Representative=s name: ANDREJEWSKI HONKE PATENT- UND RECHTSANWAELTE P, DE Ref country code: DE Ref legal event code: R082 Ref document number: 50313316 Country of ref document: DE Representative=s name: ANDREJEWSKI - HONKE PATENT- UND RECHTSANWAELTE, DE Ref country code: DE Ref legal event code: R081 Ref document number: 50313316 Country of ref document: DE Owner name: DOELLKEN PROFILES GMBH, DE Free format text: FORMER OWNER: DOELLKEN-WEIMAR GMBH, 99428 NOHRA, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50313316 Country of ref document: DE Representative=s name: ANDREJEWSKI HONKE PATENT- UND RECHTSANWAELTE P, DE Ref country code: DE Ref legal event code: R081 Ref document number: 50313316 Country of ref document: DE Owner name: DOELLKEN PROFILES GMBH, DE Free format text: FORMER OWNER: DOELLKEN PROFILES GMBH, 99428 NOHRA, DE |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: HC Owner name: DOELLKEN PROFILES GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGEMENT DE NOM DU PROPRIETAIRE, +CHANGEMENT D'ADRESSE; FORMER OWNER NAME: DOELLKEN-WEIMAR GMBH. Effective date: 20200918 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: HC Owner name: DOELLKEN PROFILES GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: DOELLKEN-WEIMAR GMBH Effective date: 20201002 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: HC Ref document number: 491556 Country of ref document: AT Kind code of ref document: T Owner name: DOELLKEN PROFILES GMBH, DE Effective date: 20201016 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20220420 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20220420 Year of fee payment: 20 Ref country code: DE Payment date: 20220307 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20220421 Year of fee payment: 20 Ref country code: AT Payment date: 20220421 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50313316 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MK Effective date: 20230410 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MK Effective date: 20230411 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK07 Ref document number: 491556 Country of ref document: AT Kind code of ref document: T Effective date: 20230411 |