EP1239222B2 - Keramikheizer und Herstellungsverfahren - Google Patents
Keramikheizer und Herstellungsverfahren Download PDFInfo
- Publication number
- EP1239222B2 EP1239222B2 EP02251651A EP02251651A EP1239222B2 EP 1239222 B2 EP1239222 B2 EP 1239222B2 EP 02251651 A EP02251651 A EP 02251651A EP 02251651 A EP02251651 A EP 02251651A EP 1239222 B2 EP1239222 B2 EP 1239222B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- ceramic heater
- cylinder member
- leading end
- metallic cylinder
- taper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000000919 ceramic Substances 0.000 title claims description 174
- 238000004519 manufacturing process Methods 0.000 title claims description 7
- 238000000034 method Methods 0.000 title claims description 6
- 229910000679 solder Inorganic materials 0.000 claims description 66
- 230000003405 preventing effect Effects 0.000 claims description 18
- 229910052751 metal Inorganic materials 0.000 claims description 9
- 239000002184 metal Substances 0.000 claims description 9
- 238000010438 heat treatment Methods 0.000 claims description 7
- 238000002844 melting Methods 0.000 claims description 5
- 239000012212 insulator Substances 0.000 claims description 4
- 239000000758 substrate Substances 0.000 claims description 4
- 238000002485 combustion reaction Methods 0.000 description 8
- 238000005476 soldering Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 7
- 230000000694 effects Effects 0.000 description 4
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 239000003208 petroleum Substances 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 230000035939 shock Effects 0.000 description 2
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000006060 molten glass Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23Q—IGNITION; EXTINGUISHING-DEVICES
- F23Q7/00—Incandescent ignition; Igniters using electrically-produced heat, e.g. lighters for cigarettes; Electrically-heated glowing plugs
- F23Q7/001—Glowing plugs for internal-combustion engines
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/10—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor
- H05B3/12—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor characterised by the composition or nature of the conductive material
- H05B3/14—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor characterised by the composition or nature of the conductive material the material being non-metallic
- H05B3/141—Conductive ceramics, e.g. metal oxides, metal carbides, barium titanate, ferrites, zirconia, vitrous compounds
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23Q—IGNITION; EXTINGUISHING-DEVICES
- F23Q7/00—Incandescent ignition; Igniters using electrically-produced heat, e.g. lighters for cigarettes; Electrically-heated glowing plugs
- F23Q7/001—Glowing plugs for internal-combustion engines
- F23Q2007/004—Manufacturing or assembling methods
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/027—Heaters specially adapted for glow plug igniters
Definitions
- the present invention relates to a ceramic heater device and, more particularly, but not exclusively, to either a glow plug to be used for promoting the start of a diesel engine or a ceramic heater device to be used as a heater for igniting a petroleum fan heater.
- Fig. 10 of the accompanying drawings shows a ceramic glow plug 101 for the diesel engine as one example of the ceramic heater device of this kind, for example as disclosed in JP-A-61 029619 .
- the preambles of independent claims 1, 2, 5, 6 and 7 are based on document JP-A-61 029 619 .
- a rod (or column) shaped ceramic heater 2 is so fixed on the inner side (or in a column-shaped hole) of a metallic cylinder member 3 that the heater leading end 2a may protrude from the leading end 3a of the metallic cylinder member (as will also be called simply as the "cylinder member") 3.
- the ceramic heater 2 is fixed gas-tight in the cylinder member 3 by fitting the ceramic heater 2 loosely in the cylinder member 3, by pouring a (not-shown) molten solder into the clearance, and by fastening the ceramic heater 2 by using the thermal expansion or cooling shrinkage of the cylinder member 3 by the poured solder layer 10.
- the assembly is completed by likewise fitting the cylinder member 3 integrated with the ceramic heater 2 loosely in the body 4 and by pouring the molten solder 10 into the clearance.
- the ceramic heater 2 is prepared by burying a (not-shown) heating member made of conductive ceramics and of a ceramic heating element or a high-melting point metal wire folded back (into a shape of letter "U"), in its portion close to the heater leading end 2a.
- a heating member made of conductive ceramics and of a ceramic heating element or a high-melting point metal wire folded back (into a shape of letter "U"), in its portion close to the heater leading end 2a.
- terminals are disposed on the side faces of the ceramic heater 2 close to the rear end 2c through relay wires, and power feeding leads 15 and 16 are soldered to those terminals.
- the heater device thus constructed is enabled to generate a resistive heat to heat the ceramic heater 2 by feeding an electric current thereto through the power feeding leads 15 and 16.
- the ceramic heater 2 fixed in the cylinder member 3 with the solder layer is subject to various external forces (e.g., an impact due to a fall or a bending force when it is mounted on the engine) in the subsequent manufacture process or handling till the glow plug 101 is assembled. Therefore, the ceramic heater 2 may be cut (or broken) in the metallic cylinder member 3 along a thick line portion S, as shown in Fig. 10 . However, this cut occurs in the metallic cylinder member 3 so that it cannot be visually confirmed from the outside. As a result, the structure may be assembled as it is in an engine (i.e., in a cylinder or an auxiliary combustion chamber) E.
- an engine i.e., in a cylinder or an auxiliary combustion chamber
- the ceramic heater 2 is always exposed to a serious temperature change (or a thermal shock) and a blast.
- the metallic cylinder member 3 and the ceramic heater 2 are caused to relax (or become loose) there-between by the difference in the thermal expansion due to the temperature rise and/or due to vibration. If the relaxation occurs in the metallic cylinder member 3 having an inner circumference 3d of a constant internal diameter and a straight shape, on the other hand, the ceramic heater 2 is divided at the cut portion on the side of the leading end 2a, as shown in Fig. 11 , to raise a problem that the cut portion may be separated and drop into the combustion chamber of the engine E.
- the soldered portions of the metallic cylinder member 3 and the body 4 are high and stable in their joint strength because the two members are made of metals.
- the joint strength between the inner circumference 3d of the metallic cylinder member 3 and the solder layer 10 is high, on the other hand, the joint strength between the outer circumference 2b of the ceramic heater 2 and the solder layer 10 is relatively lower because they are just shrunken.
- the ceramics and the solder are highly different in their coefficients of thermal expansion. Therefore, a relaxation (or looseness) easily occurs in the interface between the outer circumference 2b of the ceramic heater 2 and the solder layer 10.
- the metallic cylinder member 3 is cut near the leading end 3a, its force for holding the cut portion of the ceramic heater 2 is so weak as to invite the separation or slide-out of the cut portion.
- the ceramic heater is not fixed with the solder layer but is held by press-fitting it in the metallic cylinder member 3.
- the ceramic heater has the aforementioned cut even if press-fitted, however, there arises a problem that the cut portion separates or slides out, as in the ceramic heater device using the solder layer.
- the cut of the ceramic heater may occur after it has been assembled in the engine, and a similar problem arises.
- the present invention has been conceived in view of the aforementioned problems in the ceramic heater device such as the glow plug of the prior art, and has as an object to prevent the cut portion of the ceramic heater from separating and sliding out from the structure in which the ceramic heater is fixed in the metallic cylinder member by soldering or press-fitting it therein.
- the invention provides a ceramic heater device according to claim 1.
- the solder layer is caused to exist on the leading end side from the taper starting point of the taper portion.
- This solder layer acts to engage with the taper portion thereby to prevent the ceramic heater from sliding out to the leading end side with respect to the metallic cylinder member even if the ceramic heater is relaxed in the metallic cylinder member.
- the ceramic heater is cut on the rear end side of the taper starting point of the taper portion, for example, so that the relaxation occurs in the interface between the outer circumference on the leading end side from the cut portion and the solder layer, more specifically, the solder layer existing on the leading end side from the taper starting point of the taper portion is thick on the surface of the taper portion.
- the cut portion of the ceramic heater 2 is prevented from dropping into the auxiliary combustion chamber of the engine, even if the relaxation occurs between the ceramic heater and the metallic cylinder member when the ceramic heater is assembled in the engine and run while having a cut in the metallic cylinder member.
- the cone angle of the taper portion is properly set in the range of from about 10 minutes to 5 degrees.
- a ceramic heater device is provided according to claim 2.
- Said diametrically smaller portion may be either a straight portion formed straight toward the leading end, or a taper portion having a convergent taper shape.
- the diametrically smaller portion in the present invention includes a constriction or a circumferential groove formed on the axis. The solder layer enters into the diametrically smaller portion to perform the slide-out preventing action at the time when the ceramic heater is liable to slide out to the leading end side from the metallic cylinder member.
- the solder layer for the slide-out preventing action is constructed by the difference between the maximum and minimum external diameters of the ceramic heater at the portion proximate to the leading end of the metallic cylinder member, and this difference may be within a range of 10 microns to 300 microns.
- the slide-out preventing action is insufficient, if the difference is smaller than 10 microns. If the difference exceeds 300 microns, on the other hand, the molten solder is unable to spread over (or to bridge) the clearance between the inner circumference of the metallic cylinder member and the outer circumference of the ceramic heater by the capillary phenomenon, thereby to cause a danger that the fixation with the solder layer fails.
- a ceramic heater device is provided according to claim 5.
- a ceramic heater device is provided according to claim 6.
- the rod-shaped ceramic heater can be so arranged without being fixed with the solder layer that the heater leading end may protrude from the leading end of said metallic cylinder member.
- the leading end of the metallic cylinder member converges at the taper portion so that it engages with the taper portion to perform the slide-out preventing action. Therefore, the leading end of the ceramic heater is prevented, even if cut, from sliding out from the metallic cylinder member, as described hereinbefore.
- the ceramic heater device having the slide-out preventing action can be easily formed by press-fitting the ceramic heater with a suitable press-fit allowance into a predetermined depth of the metallic cylinder member.
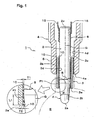
- Fig. 1 shows a section of a specific portion of a glow plug 1 for a Diesel engine as the ceramic heater device.
- This glow plug 1 is constructed of: a ceramic heater 2 having a convergent round rod shape (or a circularly sectional shaft shape); a metallic cylinder member 3 arranging the ceramic heater 2 by fitting therein and by fixing it with a solder material layer; and a body 4 for holding the metallic cylinder member 3 having the heater 2 integrated therewith.
- the ceramic heater 2 is protruded at a portion closer to its leading end 2a (as located at the lower end of Fig.
- reference numerals 15 and 16 in Fig. 1 designate power feeding leads which are connected with the terminals led out to the side face close to the rear end 2c of the ceramic heater 2.
- the glow plug is constructed to generate a heat at the heater leading end when fed with an electric current through the power feeding leads 15 and 16. This fundamental construction is identical to that of the glow plug of the prior art.
- the ceramic heater 2 constructing the glow plug 1 of the present embodiment is constructed of: a column portion 6 having a straight circular section of an equal diameter; and a convergent taper portion 2t having a frustoconical shape from the end portion (as located at the lower end portion of Fig. 1 ) of the column portion 6 and tapered to the leading end.
- this ceramic heater 2 is constructed such that the column shape of a diameter of 3.5 mm and a length of 45 mm converges into the taper portion 2t within a range of 12 mm from the leading end to the rear end side of the column shape.
- this ceramic heater 2 is formed by burying and sintering a resistive heating element (or wire) made of conductive ceramics or a high-melting point metal, although not shown, in a ceramic substrate made of a ceramic insulator such as silicon nitride.
- this ceramic heater 2 is inserted and loosely fitted in the cylinder member (having a length of 20 mm) 3 made of a metal (e.g., SUS430) and a straight cylindrical shape of a constant thickness, and is soldered with silver solder by positioning the leading end 3a of the metallic cylinder member 3 with a size L1 to the leading end from a taper starting point P1 of the taper portion 2t.
- the ceramic heater is protruded at a portion close to its leading end 2a by a predetermined length (i.e., 10 mm in the present embodiment).
- the solder layer 10 also exists on the outer circumference of the column portion 6 and on the outer circumference on the leading end side of the taper starting point P1 of the taper portion 2t, and is made thicker on the leading end side of the taper starting point P1.
- the cylinder member 3 has an internal diameter of 3.6 mm and a thickness of 0.7 mm.
- the solder layer 10 has a substantially constant thickness T1 of 50 microns on the outer circumference of the straight column portion 6 on the rear end side from the taper starting point P1 of the taper portion 2t of the ceramic heater 2.
- T1 thickness of 50 microns on the outer circumference of the straight column portion 6 on the rear end side from the taper starting point P1 of the taper portion 2t of the ceramic heater 2.
- the maximum thickness T2 is about 80 microns in the present embodiment.
- the solder layer 10 increases in thickness towards the leading end 3a, the movement of the ceramic heater 2 toward the leading end 3a is prevented.
- the ceramic heater 2 is cut along a line S in Fig. 1 , for example, and mounted as it is in an auxiliary combustion chamber E of the Diesel engine, and this engine is run, what will be caused is as follows.
- the solder layer 10 and the outer circumference of the ceramic heater 2 are separated at their interface by a thermal shock or blast accompanying the run of the engine so that the side of the leading end 2a of the ceramic heater 2 slides out to the leading end side with respect to the metallic cylinder member 3, its slide-out is prevented by the solder layer 10 of the wedge-shaped section existing at the taper portion 2t.
- the solder layer 10 fixed on the taper portion 2t acts to prevent the ceramic heater from sliding out to the leading end side so that it can have effects to prevent the leading end portion of the ceramic heater 2 from separating or falling.
- the slide-out preventing action is the better, as the cone angle ⁇ of the taper portion 2t is the larger and as the solder layer 10 existing at the taper portion 2t has the larger size in the direction of the axis G.
- the clearance between the outer circumference 2b of the taper portion 2t of the ceramic heater 2 before soldered and the inner circumference 3d of the metallic cylinder member 3 becomes the larger on the leading end side.
- the cone angle ⁇ is preferably set within a range of 10 minutes to 5 degrees, depending upon the distance L1 from the taper starting point P1 of the taper portion 2t to the leading end face 3a of the metallic cylinder member 3. In case the sufficient slide-out preventing action cannot be expected, the soldering work may be done after the portion close to the leading end 3a of the metallic cylinder member 3 was caulked by constricting or drawing it.
- Fig. 3 there will be described a method of soldering the ceramic heater 2 in the present embodiment to the metallic cylinder member 3.
- the support jigs of the two to be used in the soldering work are omitted from Fig. 3 .
- the ceramic heater 2 is inserted and loosely fitted in the cylinder member 3 and is held with its leading end 2a being protruded to a predetermined distance.
- the leading end 3a of the metallic cylinder member 3 is positioned with the size L1 being on the leading end side from the taper starting point P1 of the taper portion 2t. In this state, the molten solder (of silver) is then poured into the clearance.
- the metallic cylinder member 3 and the ceramic heater 2 are fixed between their inner circumference 3d and the outer circumference 2b through the solder material inbetween, as shown in Fig. 3B , and the solder layer 10 is present not only on the outer circumference 2b of the column portion 6 but also on the leading end side from the taper starting point P1 of the taper portion 2t.
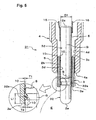
- a glow plug 21 of the present embodiment can be said to be a modification of the foregoing embodiment and has no essential difference so that the description will be made only on the different points by designating the identical portions by the identical reference numerals.
- the leading end of the ceramic heater 2 is formed into the convergent taper shape.
- a diametrically smaller portion 2s having a smaller diameter D2 than that D1 of the remaining portion (i.e., the column portion) 6 is formed at that portion of the ceramic heater 2, which is located in the metallic cylinder member 3 and which corresponds to the portion close to the leading end 3a of the metallic cylinder member 3.
- the diametrically smaller portion 2s has a circular section, which is coaxial (or concentric) with the remaining portion, i.e., the diametrically larger column portion 6 close to the rear end, and forms a straight portion toward the leading end 2a.
- the diametrically larger portion 6 has the diameter D1 of 3.5 mm whereas the diametrically smaller portion 2s has the diameter D2 of 3.3 mm, and the metallic cylinder member 3 is identical to the aforementioned one. Therefore, the solder layer 10 has the thickness T1 of about 50 microns on the outer circumference of the diametrically larger portion 6 and the thickness of about 150 microns on the outer circumference of the diametrically smaller portion 2s.
- the present embodiment also has actions and effects similar to those of the foregoing embodiment, even if the fixed solder layer 10 and the outer circumference of a ceramic heater 22 is relaxed at their interface when the ceramic heater is cut along the line S. Specifically, the solder layer 10 existing on the outer circumference of the diametrically smaller portion 2s and within a range of a length L1 along the axis G acts to prevent the cut portion of the ceramic heater 22 from sliding out to prevent the fall of the same.
- a clearly different diameter step portion is formed at a boundary point P2 between the diametrically larger portion 6 and the diametrically smaller portion 2s so that the slide-out preventing action is superior to that of the foregoing embodiment.
- the diametrically smaller portion 2s should not be limited to a straight shape but may be tapered into a convergent taper shape, as indicated by double-dotted line N in Fig. 4 .
- the cone angle of this case is preferably fixed within a range of 10 minutes to 45 degrees.
- the diametrically smaller portion 2s is preferably coaxial (or concentric) with the diametrically larger portion.
- the diametrically smaller portion 2s invites, if excessively thin, an insufficient charge of the solder material. Therefore, the thickness of the diametrically smaller portion 2s and the size L1 of the solder layer acting as the slide-out preventing action may be set within a range for the proper slide-out preventing action but without the insufficient charge. In case this sufficient slide-out preventing action cannot be expected, too, the portion close to the leading end 3a of the metallic cylinder member 3 may be fixed by the solder layer after it was caulked by constricting or drawing it.
- a glow plug 31 of the present embodiment can be said to be a modification of the foregoing embodiment and has no essential difference so that the description will be made only on the different points by designating the identical portions by the identical reference numerals.
- the diametrically smaller portion 2s having a smaller diameter than that of the remaining portion is formed at that portion of the ceramic heater 22, which is located in the metallic cylinder member and which corresponds to the portion close to the leading end 3a of the metallic cylinder member 3 is formed to have a circular section, which is coaxial (or concentric) with the remaining portion, i.e., the diametrically larger column portion 6 close to the rear end, and to have a straight portion toward the leading end.
- a diametrically smaller portion 32s is formed to have a circumferential groove or constriction towards the axis.
- the solder existing in that diametrically smaller portion (or the circumferential groove) 32s acts to prevent the slide-out of the ceramic heater 32 like the foregoing embodiment.
- the thickness of the diametrically smaller portion 32s (or the depth of the circumferential groove) and the width of the diametrically smaller portion (or the circumferential groove) may be set to sizes necessary for the solder layer having flow thereinto to do the slide-off preventing action.
- a glow plug 41 of the present embodiment can be said to be a modification of the foregoing embodiment and has no essential difference so that the description will be made only on the different points by designating the identical portions by the identical reference numerals.
- the diametrically smaller portion 32s having the circumferential groove shape in the ceramic heater 32 of the foregoing embodiment is replaced by four hemispherical recesses 42s, for example, which are formed at an equal angular spacing on the axis G, as shown in Figs. 6 and 7 .
- the solder existing in those recesses acts to prevent the slide-out of the ceramic heater.
- any of the foregoing embodiments is given the structure in which the ceramic heater and the metallic cylinder member 3 are integrated by fitting the ceramic heater loosely in the metallic cylinder member 3 and by pouring the molten solder into the clearance to fix the cylinder member 3.
- the slide-out preventing action is effecting by using a portion of the fixing solder layer. For the assembly, therefore, there is needed a step of pouring the molten solder.
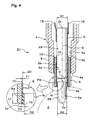
- Figs. 8 and 9 here will be described a different embodiment of the present invention, which needs no fixing by the solder material.
- a glow plug 61 of the present embodiment is essentially different from that of the first embodiment in that it is constructed not by soldering the ceramic heater and the metallic cylinder member but by press-fitting the ceramic heater 2 in the metallic cylinder member 3.
- the description will be centered on the different points and properly omitted by designating the common portions by the identical reference numerals.
- the present embodiment is constructed of: the convergent rod-shaped ceramic heater 2; the metallic cylinder member 3 arranging the ceramic heater 2 by press-fitting it therein; and the body 4 for holding the ceramic heater 2 through the metallic cylinder member 3 having the ceramic heater 2 integrated therewith.
- the ceramic heater 2 is integrated by protruding the portion close to its leading end 2a and press-fitting itself in the metallic cylinder member 3.
- This metallic cylinder member 3 integrated is fixed by fitting a portion close to its rear end 3c loosely in the diametrically reduced portion 5, in which the inner circumference 4d of the body 4 close to the leading end 4a is slightly diametrically reduced, and by pouring the silver solder 10 into that clearance.
- the ceramic heater 2 constructing the glow plug 1 of the present embodiment is identical to that of Fig. 1 . Moreover, this ceramic heater 2 is press-fitted in the straight cylinder member (having a length of 20 mm) 3 made of a metal (e.g., SUS430) and is protruded at a portion close to its leading end 2a by a predetermined length (i.e., 10 mm in the present embodiment). Moreover, the taper starting point P1 of the taper portion 2t is arranged with the size L1 on the rear side of the leading end 3a of the metallic cylinder member 3. In other words, the ceramic heater 2 is press-fitted from the side of the leading end 2a, but this press-fitting is stopped at a point where the leading end 3a of the metallic cylinder member 3 is positioned midway of the taper portion 2t.
- the straight cylinder member having a length of 20 mm
- a metal e.g., SUS430
- the portion of the metallic cylinder member 3 close to the leading end 3a As a result, in the portion of the metallic cylinder member 3 close to the leading end 3a, as shown in Fig. 8 , the portion on the leading side of the taper starting point P1 of the taper portion 2t converges to conform to the taper portion 2t.
- the portion of the metallic cylinder member 3 close to its leading end 3a is diametrically the smaller as it goes the closer to the leading end 3a, thereby to regulate the ceramic heater 2 toward the leading end.
- this press-fitting structure of the ceramic heater 2 in the metallic cylinder member 3 is acquired only by press-fitting the ceramic heater 2 from its leading end 2a into the cylinder member (having a length of 20 mm) 3 having a straight cylinder shape and made of a metal (e.g., SUS430), as shown in Figs. 9A and 9B , to protrude the leading end 2a by a predetermined length (e.g., 10 mm in the present embodiment).
- this press-fitting is performed so far that the leading end 3a of the metallic cylinder member 3 is positioned by a distance L2 on the leading end side from the taper starting point P 1 of the taper portion 2t.
- the metallic cylinder member 3 is deformed and diametrically enlarged around the diametrically larger column portion 6 to an extent corresponding to the press-fit but not so diametrically enlarged on the leading end side from the taper starting point P1 of the taper portion 2t, so that it is formed relatively into the convergent shape.
- the cylinder member 3 employed has an internal diameter of 3.35 mm and an external diameter of 5 mm (and has a thickness of 0.825 mm).
- the slide-out preventing action is the higher at the larger cone angle ⁇ of the taper portion 2t, because the converging angle of the leading end of the metallic cylinder member is larger.
- the press-fit cannot be smoothed.
- the press-fit becomes the smoother, but it becomes necessary to retain the larger length of the taper portion 2t.
- the cone angle ⁇ of the case using such press-fitting structure is preferably set within a range of 10 minutes to 2 degrees, although depending on the press-fitting allowance necessary for retaining the gas-tightness, the distance L2 in the direction of the axis G from the taper starting point P1 of the taper portion 2t to the leading end face 3a of the metallic cylinder member 3, or the material of the metallic cylinder member.
- the press-fitting structure of the present embodiment is automatically enabled to integrate the ceramic heater with the metallic cylinder member and to prevent the ceramic heater from coming out by effecting the press-fit in the preset depth, as described hereinbefore.
- the metallic cylinder member 3 to be used may be a straight cylinder so that it can have a high manufacture efficiency.
- the step of applying the glass to the outer circumference of the ceramic heater 2, the soldering step, and the step of plating the metallic cylinder member 3 can be eliminated to simplify the manufacture process and to lower the manufacture cost.
- the foregoing individual embodiments have been exemplified in case of the ceramic heater device being embodied as a glow plug, but the applied examples should not be limited thereto.
- the ceramic heater device can be applied not only to an igniting heater for a petroleum fan heater but also to various heaters.
- the cut portion can be prevented from dropping into the engine. This prevention is also effected even in case the ceramic heater is cut after assembled in the engine. Even in case the ceramic heater is applied to the igniting heater of the petroleum fan heater, moreover, it is likewise effective to prevent the cut portion from separating and coming out.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Resistance Heating (AREA)
Claims (7)
- Keramische Heizvorrichtung mit einer Struktur, wobei ein axialer keramischer Heizer (2) in einem metallischen Zylinderelement (3) angeordnet ist, so dass sein Leitende (2a) von dem Leitende (3a) des metallischen Zylinderelements (3) emporragt, wobei das metallische Zylinderelement (3) und der keramische Heizer (2) aneinander über eine Lötschicht (10), die zwischen ihrem Innenumfang bzw. ihrem Außenumfang liegt, befestigt ist, und wobei die keramische Heizvorrichtung einen Korpus (4) umfasst, der das metallische Zylinderelement (3) darin hält, dadurch gekennzeichnet, dass:der keramische Heizer (2) ein keramisches Substrat umfasst, das aus einem keramischen Isolator hergestellt ist, in den ein aus leitender Keramik oder einem hochschmelzenden Metall hergestelltes Widerstandsheizelement eingelassen und eingesintert ist;ein konvergenter spitz zulaufender Teil (2t) an dem Leitende des keramischen Heizers (2) ausgebildet ist;das Leitende (3a) des metallischen Zylinderelements (3) auf der Leitenden-Seite des spitz zulaufenden Startpunktes (P1) des spitz zulaufenden Teils (2t) angeordnet ist; undmindestens ein Teil der Lötschicht (10) auch auf der Leitenden-Seite des spitz zulaufenden Startpunktes (2t) des spitz zulaufenden Teils (2t) angeordnet ist.
- Keramische Heizvorrichtung mit einer Struktur, wobei ein axialer keramischer Heizer (2) in einem metallischen Zylinderelement (3) angeordnet ist, so dass sein Leitende (2a) von dem Leitende (3a) des metallischen Zylinderelements (3) emporragt und wobei das metallische Zylinderelement (3) und der keramische Heizer (22) aneinander mit einer Lötschicht (10), die zwischen ihrem Innenumfang bzw. ihrem Außenumfang liegt, befestigt sind, und wobei die keramische Heizvorrichtung einen Korpus (4) umfasst, der das metallische Zylinderelement (3) darin hält, dadurch gekennzeichnet, dass:die keramische Heizvorrichtung (2) ein keramisches Substrat umfasst, das aus einem keramischen Isolator hergestellt ist, in den ein aus leitender Keramik oder einem hochschmelzenden Metall hergestelltes Widerstandsheizelement eingelassen und eingesintert ist;in dem keramischen Heizer (22) ein diametral kleinerer Teil (2s) mit einem kleineren Durchmesser (D2) als (D1) des restlichen Teils (6) in dem metallischen Zylinderelement (3) an einem Teil ausgebildet ist, der in dem metallischen Zylinderelement (3) liegt und dem Teil proximal zu dem Leitende (3a) des metallischen Zylinderelements (3) entspricht; undeine Lötschicht (10) in dem diametral kleineren Teil (2s) angeordnet ist, um das Herausgleiten von mindestens einem Teil des keramischen Heizers (22) in Richtung des Leitendes bezüglich des metallischen Zylinderelements (3) zu verhindern.
- Keramische Heizvorrichtung nach Anspruch 2, wobei der diametral kleinere Teil (2s) ein gerader Teil ist, der gerade in Richtung des Leitendes (2a) ausgebildet ist.
- Keramische Heizvorrichtung nach Anspruch 2, wobei der diametral kleinere Teil ein spitz zulaufender Teil mit einer konvergenten spitz zulaufenden Form (N) ist.
- Keramische Heizvorrichtung mit einer Struktur, wobei ein axialer keramischer Heizer (32; 42) in einem metallischen Zylinderelement (3) angeordnet ist, so dass sein Leitende (2a) von dem Leitende (3a) des metallischen Zylinderelements (3) emporragt und wobei das metallische Zylinderelement (3) und der keramische Heizer (32; 42) aneinander mit der Lötschicht (10), die zwischen ihrem Innenumfang bzw. ihrem Außenumfang liegt, befestigt ist, und wobei die keramische Heizvorrichtung einen Korpus (4) umfasst, der das metallische Zylinderelement (3) darin hält, dadurch gekennzeichnet, dass:der keramische Heizer (2) ein keramisches Substrat umfasst, der aus einem keramischen Isolator hergestellt ist, in den ein aus leitender Keramik oder einem hochschmelzenden Metall hergestelltes Widerstandsheizelement oder eingelassen oder eingesintert ist;mindestens eine Aussparung (32s; 42s) in dem Außenumfang des keramischen Heizers (32; 42) an einem Teil ausgebildet ist, der in dem metallischen Zylinderelement (3) liegt und dem Teil proximal zu dem Leitende (3a) des metallischen Zylinderelements (3) entspricht; wobei eine Lötschicht (10) in der mindestens einen Aussparung (32s; 42s) angeordnet ist, um das Herausgleiten von mindestens einem Teil des keramischen Heizers (32; 42) in Richtung des Leitendes bezüglich des metallischen Zylinderelements (3) zu verhindern.
- Keramische Heizvorrichtung mit einer Struktur, wobei ein axialer keramischer Heizer (2) in einem metallischen Zylinderelement (3) angeordnet ist, so dass sein Leitende (2a) von dem Leitende (3a) des metallischen Zylinderelements (3) emporragt, dadurch gekennzeichnet dass:der keramische Heizer (2) folgendes umfasst: einen Säulenteil (6) mit einem geraden kreisförmigen Querschnitt von einem gleichen Durchmesser; und einen konvergenten spitz zulaufenden Teil (2t) mit einer kegelstumpfförmigen Form von dem Leitende des Säulenteils (6) und spitz zulaufend zu dem Leitende des keramischen Heizers (2);wobei der keramische Heizer (2) so in das metallische Zylinderelement (3) eingepresst ist, dass der spitz zulaufende Startpunkt (P1) des spitz zulaufenden Teils (2t) an einem Teil proximal zu dem Leitende (3a) des metallischen Zylinderelements (3), jedoch innerhalb des metallischen Zylinderelements angeordnet ist; unddie innere und äußere Oberfläche des Teils des metallischen Zylinderelements (3) proximal zu dem Leitende (3a) des metallischen Zylinderelements (3) an dem spitz zulaufenden Teil (2t) konvergieren.
- Verfahren zur Herstellung einer keramischen Heizvorrichtung mit einer Struktur, wobei ein axialer keramischer Heizer (2) in einem metallischen Zylinderelement (3) angeordnet ist, so dass sein Leitende (2a) von dem Leitende (3a) des metallischen Zylinderelements (3) emporragt, das durch die folgenden Schritte gekennzeichnet ist:Bilden des keramischen Heizers (2), der folgendes umfasst: einen Säulenteil (6) mit einem geraden kreisförmigen Querschnitt von einem gleichen Durchmesser; und einen konvergenten spitz zulaufenden Teil (2t) mit einer kegelstumpfförmigen Form von dem Leitende des Säulenteils (6) und spitz zulaufend zu dem Leitende des keramischen Heizers (2); undEinpressen des keramischen Heizers (2) in das metallische Zylinderelement (3), beginnend mit dem Leitende (2a) des keramischen Heizers (2) bis zu einer solchen Position, dass der spitz zulaufende Startpunkt (P1) des spitz zulaufenden Teils (2t) nicht über das Leitende (3a) des metallischen Zylinderelements (3) hinaus geht, wobei die innere und äußere Oberfläche des Teils des metallischen Zylinderelements (3) proximal zu dem Leitende (3a) des metallischen Zylinderelements (3) an dem spitz zulaufenden Teil (2t) konvergieren.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE60225200T DE60225200T3 (de) | 2001-03-09 | 2002-03-08 | Keramikheizer und Herstellungsverfahren |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001066049A JP4632565B2 (ja) | 2001-03-09 | 2001-03-09 | セラミックヒーター装置及びその製造方法 |
| JP2001066049 | 2001-03-09 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1239222A2 EP1239222A2 (de) | 2002-09-11 |
| EP1239222A3 EP1239222A3 (de) | 2006-08-23 |
| EP1239222B1 EP1239222B1 (de) | 2008-02-27 |
| EP1239222B2 true EP1239222B2 (de) | 2013-01-16 |
Family
ID=18924606
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02251651A Expired - Lifetime EP1239222B2 (de) | 2001-03-09 | 2002-03-08 | Keramikheizer und Herstellungsverfahren |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1239222B2 (de) |
| JP (1) | JP4632565B2 (de) |
| DE (1) | DE60225200T3 (de) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005315447A (ja) * | 2004-04-27 | 2005-11-10 | Kyocera Corp | セラミックヒーターおよびグロープラグ |
| MXPA06013887A (es) * | 2004-05-28 | 2007-01-26 | Saint Gobain Ceramics | Sistemas de encendido. |
| DE102006016566B4 (de) * | 2005-09-22 | 2008-06-12 | Beru Ag | Zusammengesetzter Leiter, insbesondere für Glühkerzen für Dieselmotoren |
| JP5438961B2 (ja) * | 2008-02-20 | 2014-03-12 | 日本特殊陶業株式会社 | セラミックヒータ及びグロープラグ |
| WO2009104401A1 (ja) * | 2008-02-20 | 2009-08-27 | 日本特殊陶業株式会社 | セラミックヒータ及びグロープラグ |
| US9964306B2 (en) | 2008-11-27 | 2018-05-08 | Borgwarner Beru Systems Gmbh | Glow plug |
| DE102009048643B4 (de) * | 2009-09-30 | 2013-11-28 | Borgwarner Beru Systems Gmbh | Glühkerze und Verfahren zum Verbinden eines Stifts aus einer Funktionskeramik mit einer Metallhülse |
| DE102010055119B4 (de) | 2010-12-18 | 2012-08-09 | Borgwarner Beru Systems Gmbh | Glühkerze |
| JP5469249B2 (ja) | 2011-04-19 | 2014-04-16 | 日本特殊陶業株式会社 | セラミックヒータおよびその製造方法 |
| WO2014083913A1 (ja) * | 2012-11-29 | 2014-06-05 | ボッシュ株式会社 | セラミックスヒータ型グロープラグ及びその製造方法 |
| DE102013112806B4 (de) | 2013-11-20 | 2016-06-23 | Borgwarner Ludwigsburg Gmbh | Verfahren zum Herstellen einer Glühkerze |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE612533C (de) † | 1933-01-06 | 1935-04-27 | Siemens & Halske Akt Ges | Gluehkerze |
| DE3003522A1 (de) † | 1979-02-01 | 1980-08-14 | Lucas Industries Ltd | Anlasshilfe fuer brennkraftmaschinen |
| JPS57192726A (en) † | 1981-05-21 | 1982-11-26 | Nippon Denso Co Ltd | Pre-heating of plug of diesel engine |
| JPS5822A (ja) † | 1981-06-24 | 1983-01-05 | Ngk Spark Plug Co Ltd | シ−ズ型グロ−プラグの取付金具にグロ−チュ−ブを接合する方法 |
| GB2106181A (en) † | 1981-09-23 | 1983-04-07 | Lucas Ind Plc | Starting aids for internal combustion engines |
| US4475029A (en) † | 1982-03-02 | 1984-10-02 | Nippondenso Co., Ltd. | Ceramic heater |
| JPH049517A (ja) † | 1990-04-27 | 1992-01-14 | Ngk Spark Plug Co Ltd | シーズ型グロープラグ及びその製造方法 |
| US5880432A (en) † | 1996-12-23 | 1999-03-09 | Le-Mark International Ltd. | Electric heating device with ceramic heater wedgingly received within a metalic body |
| US6084212A (en) † | 1999-06-16 | 2000-07-04 | Le-Mark International Ltd | Multi-layer ceramic heater element and method of making same |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5959663U (ja) * | 1982-10-06 | 1984-04-18 | 日本特殊陶業株式会社 | 二線式グロ−プラグ |
| US4499366A (en) * | 1982-11-25 | 1985-02-12 | Nippondenso Co., Ltd. | Ceramic heater device |
| JPS6129619A (ja) * | 1984-07-23 | 1986-02-10 | Ngk Spark Plug Co Ltd | セラミツクグロ−プラグ |
| JPS61225517A (ja) * | 1985-03-29 | 1986-10-07 | Ngk Spark Plug Co Ltd | セラミツクグロ−プラグ |
| JPH0798121A (ja) * | 1993-09-30 | 1995-04-11 | Kyocera Corp | セラミックグロープラグ |
| JP3737879B2 (ja) * | 1998-04-15 | 2006-01-25 | 日本特殊陶業株式会社 | グロープラグ |
-
2001
- 2001-03-09 JP JP2001066049A patent/JP4632565B2/ja not_active Expired - Fee Related
-
2002
- 2002-03-08 DE DE60225200T patent/DE60225200T3/de not_active Expired - Lifetime
- 2002-03-08 EP EP02251651A patent/EP1239222B2/de not_active Expired - Lifetime
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE612533C (de) † | 1933-01-06 | 1935-04-27 | Siemens & Halske Akt Ges | Gluehkerze |
| DE3003522A1 (de) † | 1979-02-01 | 1980-08-14 | Lucas Industries Ltd | Anlasshilfe fuer brennkraftmaschinen |
| JPS57192726A (en) † | 1981-05-21 | 1982-11-26 | Nippon Denso Co Ltd | Pre-heating of plug of diesel engine |
| JPS5822A (ja) † | 1981-06-24 | 1983-01-05 | Ngk Spark Plug Co Ltd | シ−ズ型グロ−プラグの取付金具にグロ−チュ−ブを接合する方法 |
| GB2106181A (en) † | 1981-09-23 | 1983-04-07 | Lucas Ind Plc | Starting aids for internal combustion engines |
| US4475029A (en) † | 1982-03-02 | 1984-10-02 | Nippondenso Co., Ltd. | Ceramic heater |
| JPH049517A (ja) † | 1990-04-27 | 1992-01-14 | Ngk Spark Plug Co Ltd | シーズ型グロープラグ及びその製造方法 |
| US5880432A (en) † | 1996-12-23 | 1999-03-09 | Le-Mark International Ltd. | Electric heating device with ceramic heater wedgingly received within a metalic body |
| US6084212A (en) † | 1999-06-16 | 2000-07-04 | Le-Mark International Ltd | Multi-layer ceramic heater element and method of making same |
Non-Patent Citations (1)
| Title |
|---|
| Schott Technical Glases, Physical and technical properties, October 2007, pages 28 to 29 "Solder Glasses" † |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1239222A3 (de) | 2006-08-23 |
| JP4632565B2 (ja) | 2011-02-16 |
| DE60225200D1 (de) | 2008-04-10 |
| DE60225200T2 (de) | 2009-03-26 |
| DE60225200T3 (de) | 2013-03-28 |
| EP1239222B1 (de) | 2008-02-27 |
| EP1239222A2 (de) | 2002-09-11 |
| JP2002270349A (ja) | 2002-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6727473B2 (en) | Ceramic heater device and method for manufacturing the device | |
| KR100987305B1 (ko) | 디젤 엔진용 예열 플러그에 특히 적합한 복합 도체 | |
| EP1239222B2 (de) | Keramikheizer und Herstellungsverfahren | |
| EP2762783B1 (de) | Keramische glühkerze | |
| JP3589206B2 (ja) | セラミックスヒータ型グロープラグおよびその製造方法。 | |
| JPWO2005061963A1 (ja) | セラミックスヒータ型グロープラグ | |
| EP2701459A1 (de) | Keramische heizvorrichtung und herstellungsverfahren dafür | |
| US20020057044A1 (en) | Compact spark plug and method for its production | |
| WO2003052323A1 (fr) | Bougie de prechauffage pour moteur diesel et procede de fabrication de ladite bougie de prechauffage | |
| EP3064834B1 (de) | Heizelement und glühkerze | |
| EP2669578B1 (de) | Glühkerze | |
| JP4310565B2 (ja) | セラミックヒータ型グロープラグおよびその製造方法 | |
| EP1477740A2 (de) | Heizung | |
| JP2002303424A (ja) | ディーゼルエンジン用グロープラグ | |
| JP3861348B2 (ja) | セラミックグロープラグ及びその製造方法 | |
| JPH07282960A (ja) | セラミックヒータ | |
| JP5074534B2 (ja) | セラミックヒーター装置 | |
| JP4572492B2 (ja) | セラミックスグロープラグおよびその製造方法 | |
| JPH11287441A (ja) | グロープラグ及びその製造方法 | |
| KR20150057995A (ko) | 글로우 플러그 제조 방법 | |
| KR100449202B1 (ko) | 세라믹 히터형 글로 플러그 및 그 제조방법 | |
| JP3834952B2 (ja) | グロープラグの製造方法 | |
| JP3017273B2 (ja) | セラミックヒータ | |
| CN115399067A (zh) | 加热器 | |
| JP3589176B2 (ja) | セラミックヒータ型グロープラグ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20061213 |
|
| 17Q | First examination report despatched |
Effective date: 20070301 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR |
|
| REF | Corresponds to: |
Ref document number: 60225200 Country of ref document: DE Date of ref document: 20080410 Kind code of ref document: P |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| EN | Fr: translation not filed | ||
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: BERU AG Effective date: 20081127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081212 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: BERU AG Effective date: 20081127 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: BORGWARNER BERU SYSTEMS GMBH Effective date: 20081127 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20130116 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): DE FR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 60225200 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170228 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60225200 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181002 |