EP1186247B1 - Procédé et dispositif pour la séparation d'une bande d'enveloppement de double largeur en deux bandes partielles - Google Patents
Procédé et dispositif pour la séparation d'une bande d'enveloppement de double largeur en deux bandes partielles Download PDFInfo
- Publication number
- EP1186247B1 EP1186247B1 EP01120364A EP01120364A EP1186247B1 EP 1186247 B1 EP1186247 B1 EP 1186247B1 EP 01120364 A EP01120364 A EP 01120364A EP 01120364 A EP01120364 A EP 01120364A EP 1186247 B1 EP1186247 B1 EP 1186247B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- partial webs
- width
- web
- wrapping material
- partial
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/20—Reels; Supports for bobbins; Other accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/02—Registering, tensioning, smoothing or guiding webs transversely
- B65H23/032—Controlling transverse register of web
- B65H23/038—Controlling transverse register of web by rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/02—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with longitudinal slitters or perforators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4146—Winding involving particular drive arrangement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/10—Rollers
- B65H2404/14—Roller pairs
- B65H2404/142—Roller pairs arranged on movable frame
- B65H2404/1421—Roller pairs arranged on movable frame rotating, pivoting or oscillating around an axis, e.g. parallel to the roller axis
- B65H2404/14212—Roller pairs arranged on movable frame rotating, pivoting or oscillating around an axis, e.g. parallel to the roller axis rotating, pivoting or oscillating around an axis perpendicular to the roller axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/12—Width
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/40—Sensing or detecting means using optical, e.g. photographic, elements
- B65H2553/41—Photoelectric detectors
- B65H2553/412—Photoelectric detectors in barrier arrangements, i.e. emitter facing a receptor element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/54—Cigarette making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0448—With subsequent handling [i.e., of product]
- Y10T83/0467—By separating products from each other
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/141—With means to monitor and control operation [e.g., self-regulating means]
- Y10T83/145—Including means to monitor product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/141—With means to monitor and control operation [e.g., self-regulating means]
- Y10T83/148—Including means to correct the sensed operation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/505—Operation controlled by means responsive to product
Definitions
- the invention relates to a method for separating a guided to a two-lane processing device of the tobacco processing industry output Hüllmaterialbahn in two sub-webs by a longitudinal section.
- the invention also relates to a device for separating a starting wrapping material web guided into a two-lane processing machine of the tobacco-processing industry into two partial webs by means of a rotary longitudinal cutting device.
- Double-track machines for making strand or rod-shaped products, such as cigarettes or filter rods, on corresponding strand machines or Filteransetzmaschinen, ie wherever there are appropriately processed, double-wide wrapping material strips by half slitting halved Part strip produced and with the product to be made to be connected.
- these include, for example, double-lane packing machines on which the tobacco products are encased, for example, in so-called soft-pack packages whose blanks are obtained from a double-width endless wrapping material web.
- the invention has for its object to improve in a simpler way, the quality of the products produced on two parallel webs and to match them in each case for both webs under all production conditions and material properties of the starting materials.
- This object is achieved in accordance with the invention in that the width of the two partial webs obtained is measured, the width measured values are compared with one another and that, in the case of a width deviation between the partial webs, the center line of the initial wrapping material web is aligned with the longitudinal section by a relative transverse adjustment , wherein according to a further proposal, the procedure is such that the starting wrapping material web is displaced transversely to the cutting plane into a direction narrowing the respectively wider partial web or widening the respectively narrower partial web. For the purposes of the invention, it would be possible to adjust the organ performing the separation cut transversely to the running direction of the wrapping material web.
- a preferred method is the relative adjustment between the initial wrapping material web and the separating cut takes place by the action of a rotationally generated transverse force on the starting wrapping material web.
- the partial webs obtained by the longitudinal section are guided with a defined adjustable mutual distance, wherein the width of the guided with a defined mutual distance partial webs is measured according to a further proposal.
- the abovementioned defined adjustable distance between the two partial webs is necessary in order to adjust the paper strips or the partial webs independently of one another to form a subsequent cigarette format or the subsequent glue nozzles.
- another proposal of independent inventive rank is used, in which the sub-webs are adjusted transversely to their direction of rotation as a function of the obtained width measured values of the sub-webs. In this way, existing width tolerances of the starting material can be precisely compensated with little effort, the paper being spared as a result of the side strips being guided away from the paper strip.
- the device for carrying out the method described at the beginning consists of two measuring elements monitoring the width of the partial webs and an adjusting device which makes a relative adjustment between the starting wrapping material web and the longitudinal cutting device, which via a depending on width deviations of the partial webs the center line of the starting Hüllmaterialbahn with the longitudinal cutting device to bring out matching control element with the width measuring organs in operative connection.
- the longitudinal cutting device consisting of rotating upper and lower knives could be adjusted transversely to the conveying direction of the wrapping material strip.
- the actuator is the output Hüllmaterialbahn formed transversely relative to the longitudinal cutting device.
- the actuator could be within the meaning of the invention, a linearly displaceable guide means for the wrapping material strip.
- the actuator is formed as the output Hüllmaterialbahn upper and lower side contacting pair of rollers, which is pivotable about a common axis perpendicular to the roll axes axis of rotation.
- the resultant part webs are guided on top and bottom side by pairs of rollers tilted outwards in order to define the part webs in a mutual manner Distance to guide relative to the monitoring measuring organs, which are assigned to the sub-webs downstream of these leading pairs of rollers according to a further proposal - based on the conveying direction of the sub-webs.
- a quick and easy to perform as well as readily automatable spreading of the partial webs in adaptation to the local conditions, is possible according to a further proposal of independent inventive importance in that the outwardly tilted pairs of rollers are height adjustable relative to each other, which can be most easily realized thereby in that the pair of rollers contacting the horizontally guided partial webs is provided with a height adjusting device.
- a preferred structural embodiment is that the height-adjustable pair of rollers and the partial webs horizontally leading guide roller are arranged on a common along a dovetail guide receiving platform, so that after each height adjustment of the pair of rollers, the two partial webs are always guided horizontally.
- the receiving platform is provided with a parallel to the dovetail guide adjusting spindle and with an embedded in the platform and in a stationary housing wall anchor bolt.
- the sub-webs contacting underside pair of rollers is provided with height actuators, with the with the widths -Messorganen linked control body in operative connection.
- the advantage achieved by the invention is that fluctuations in the width of the undivided output wrapping material web are reflected in equal parts in the widths of the partial webs and thus the percentage fluctuation remains the same.
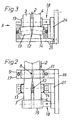
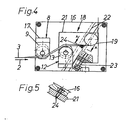
- the illustrated starting wrapping material web in the form of a cigarette paper strip 1 is fed in the conveying direction 2 of a double-web cigarette machine, not shown, which is why it has to be cut into two part webs 3 and 4, which are processed in parallel in the stranding machine.
- a longitudinal cutting device 6 in the form of two rotating upper and lower sides of the material web 1 employed circular blade 7 is provided, of which only the upper blade is shown.
- a first pair of rollers 8 of two partial webs 3, 4 top rollers 9, 11 are provided, which are employed tilted outward or push the partial webs 3, 4 to the outer edges out of the conveying plane, so that they divergent diverge.
- the partial webs 3, 4 acting on the upper side roller pair 8 is mounted on a bearing support 17 connected to a stationary housing wall 16.
- the partial webs 3, 4 acting on the underside roller pair 12 is part of a height adjustment device 18 and mounted together with a guide roller 19 for horizontal guidance of the partial webs 3, 4 on a receiving platform 21 which along a dovetail guide 22 by means of an adjusting spindle 23 on the housing wall 16 is displaceable.
- a releasable and lockable anchor bolt 24 between the housing wall 16 and the receiving platform 21.
- the height adjustment of the roller pair 12 relative to the pair of rollers 8, the inclination of the partial webs 3, 4 between the two pairs of rollers 8 and 12 and thus the parallel distance between the successive horizontal track sections of the partial webs 3, 4 changed, resulting in a more or less large spread of the partial webs can be influenced.
- Downstream of the pairs of rollers 8, 12 are the partial webs 3, 4 measuring members 26, 27 assigned to monitor the width of the partial webs 3, 4.
- These measuring devices 26, 27 can be designed as compact photoelectric laser light barriers, for example in an embodiment according to the model series LX2-13W of the company Keyence.
- the measuring members 26, 27 are linked to a control member 28 whose output is connected to an actuator 29.
- the actuator 29 consists of a the output Hüllmaterialbahn 1 on the underside and top side contacting roller pair 31, 32 which is pivotable about a common axis perpendicular to the roll axes axis of rotation 33 is motorized.
- an actuator 29 for example, a sold by the company FIFE GmbH, Kelkheim / TS., Germany so-called Microsymat web guiding system can be used.
- the longitudinal cutting device 6 is employed in such a way that the wrapping material web is severed exactly in the center. This also applies to fluctuating starting widths of the wrapping material web.
- the embodiment of the device shown in Figures 6 to 8 serves the aforementioned variable spread of the partial webs 3 and 4 at varying widths of the starting Hüllmaterialbahn in the form of undivided cigarette paper strip 1 in a special way to the conditions shown in Figure 9 with respect to the gluing two tobacco strands 39 and 41 enveloping partial webs 3 and 4 set by means of two glue nozzles 36, 37 in the format 38 of a cigarette double-strand machine.
- the illustrated format 38 is constructed asymmetrically, the tobacco strip 41 of the cigarette paper strip 4 in the region of the cutting edge 42 and the tobacco rod 39 of the cigarette paper strip 3 in the region of the outer edge 42 glued, with equal distances a of the glue seams of the cutting edge 42 and the outer edge 43rd must be complied with.
- the width (2xe) of the initial wrapping material web which is constantly changing due to tolerances, is always known.
- the center of the format 38 coincides exactly with the separating cut (distance b) and is constant.
- the aforementioned continuous correction of the partial web 3 is effected by a height adjustment the roller 13 relative to the roller 14 of the roller pair 12 in the direction of the double arrow 47 by means of an actuator 48, which is in operative connection with a roller 13 superimposed separate height adjustment device 49.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Replacement Of Web Rolls (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Claims (21)
- Procédé pour la séparation d'une bande de matériau d'enveloppement de départ, dirigée vers un dispositif de traitement double bande de l'industrie du tabac, en deux bandes partielles, par une coupe longitudinale, caractérisé en ce que la largeur des deux bandes partielles obtenues est mesurée, en ce que les valeurs de mesure de largeur sont comparées entre elles et en ce que, dans le cas d'un écart de largeur entre les bandes partielles, l'axe médian de la bande de matériau d'enveloppement de départ est amenée en coïncidence avec la coupe longitudinale par un déplacement transversal relatif.
- Procédé selon la revendication 1, caractérisé en ce que la bande de matériau d'enveloppement de départ est déplacée transversalement au plan de coupe, dans une direction rétrécissant la bande partielle respectivement plus large et élargissant la bande partielle respectivement plus étroite.
- Procédé selon la revendication 1 ou 2, caractérisé en ce que le déplacement relatif entre la bande de matériau d'enveloppement de départ et la coupe de séparation s'effectue en faisant agir une force transversale, générée de façon rotative, sur la bande de matériau d'enveloppement de départ.
- Procédé selon l'une des revendications 1 à 3, caractérisé en ce que les bandes partielles obtenues par la coupe longitudinale sont guidées avec un écartement mutuel réglable de façon définie.
- Procédé selon la revendication 4, caractérisé en ce que la largeur des bandes partielles guidées avec un écartement mutuel défini est mesurée.
- Procédé selon l'une des revendications 1 à 5, caractérisé en ce qu'un écartement mutuel défini des bandes partielles est obtenu par modification de l'inclinaison de l'allure de la bande basculée vers l'extérieur, reliant entre eux deux tronçons de bande, parallèles et successifs, des bandes partielles.
- Procédé selon l'une des revendications 1 à 5, caractérisé en ce que les bandes partielles sont déplacées transversalement à leur direction de défilement en fonction des valeurs de mesure de largeur obtenues des bandes partielles.
- Procédé selon la revendication 7, caractérisé en ce que les bandes partielles sont déplacées ensemble pour l'étalonnage de l'une des bandes partielles, en fonction de la largeur de la bande de matériau d'enveloppement de départ.
- Procédé selon la revendication 7 ou 8, caractérisé en ce que la position d'une bande partielle par rapport à la position de l'autre bande partielle est ajustée en fonction de valeurs de mesure de largeur fluctuantes des bandes partielles.
- Dispositif pour séparer une bande de matériau d'enveloppement de départ, dirigée vers une machine de traitement double bande de l'industrie du tabac, en deux bandes partielles, au moyen d'un dispositif de coupe longitudinale rotatif, caractérisé par deux organes de mesure (26, 27) contrôlant la largeur des bandes partielles (3, 4) ainsi que par un organe de réglage (29) effectuant un déplacement relatif entre la bande de matériau d'enveloppement de départ (1) et le dispositif de coupe longitudinale (6), lequel organe de réglage est en liaison active avec les organes de mesure de largeur par l'intermédiaire d'un organe de commande (28) amenant l'axe médian de la bande de matériau d'enveloppement de départ en coïncidence avec le dispositif de coupe longitudinale en fonction d'écarts de largeur des bandes partielles.
- Dispositif selon la revendication 10, caractérisé en ce que l'organe de réglage (29) est conçu de façon à déplacer la bande de matériau d'enveloppement de départ (1) transversalement par rapport au dispositif de coupe longitudinale (6).
- Dispositif selon la revendication 10 ou 11, caractérisé en ce que l'organe de réglage (29) est réalisé sous la forme d'une paire de rouleaux (31, 32) en contact avec la bande de matériau d'enveloppement de départ (1) côté supérieur et côté inférieur, laquelle paire de rouleaux peut pivoter autour d'un axe de rotation (33) commun agencé perpendiculairement aux axes des rouleaux.
- Dispositif selon l'une des revendications 10 à 12, caractérisé en ce que, en aval du dispositif de coupe longitudinale (6), par rapport au sens de transport (flèche 2) de la bande de matériau d'enveloppement de départ (1), les bandes partielles (3, 4) obtenues sont guidées successivement, côté supérieur et côté inférieur, par des paires de rouleaux (8, 12) basculées vers l'extérieur.
- Dispositif selon la revendication 13, caractérisé en ce que les organes de mesure de largeur (26, 27) sont associés aux bandes partielles en aval des paires de rouleaux (8, 12) guidant ces bandes, par rapport au sens de transport (flèche 2) des bandes partielles (3, 4).
- Dispositif selon la revendication 13, caractérisé en ce que les paires de rouleaux (8, 12) basculées vers l'extérieur peuvent être réglées en hauteur l'une par rapport à l'autre.
- Dispositif selon la revendication 15, caractérisé en ce que la paire de rouleaux (12) mise en contact avec les bandes partielles (3, 4) guidées horizontalement sur leur côté inférieur est dotée d'un dispositif de réglage de hauteur (18).
- Dispositif selon la revendication 16, caractérisé en ce que la paire de rouleaux (12) réglable en hauteur et un rouleau de renvoi (19) guidant horizontalement les bandes partielles (3, 4) sont disposés sur une plate-forme de logement (21) commune pouvant coulisser le long d'un guide en queue d'aronde (22).
- Dispositif selon la revendication 17, caractérisé en ce que la plate-forme de logement (21) est dotée d'une broche de positionnement (23) agencée parallèlement au guide en queue d'aronde (22) et d'un boulon d'ancrage (24) engagé dans la plate-forme de logement et dans une paroi de bâti (16) fixe.
- Dispositif selon l'une des revendications 13 à 18, caractérisé en ce que la paire de rouleaux (12) mise en contact avec les bandes partielles (3, 4) sur leur côté inférieur est dotée de servomoteurs de positionnement en hauteur (46, 48), qui sont en liaison active avec l'organe de commande (28) combiné aux organes de mesure de largeur (26, 27).
- Dispositif selon la revendication 19, caractérisé en ce qu'un servomoteur (46) sollicitant le dispositif de réglage de hauteur (18) de la paire de rouleaux (12) présente une liaison de signaux, représentant la largeur de la bande de matériau d'enveloppement de départ (1), avec l'organe de commande (28).
- Dispositif selon la revendication 19 ou 20, caractérisé en ce qu'un servomoteur (48) déplaçant un rouleau (13) par rapport au rouleau (14) de la paire de rouleaux (12) présente une liaison de signaux représentant les valeurs de mesure de largeur des bandes partielles (3, 4), avec l'organe de commande (28).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10044577A DE10044577A1 (de) | 2000-09-08 | 2000-09-08 | Verfahren und Vorrichtung zum Trennen einer doppeltbreiten Ausgangs-Hüllmaterialbahn in zwei Teilbahnen |
| DE10044577 | 2000-09-08 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1186247A2 EP1186247A2 (fr) | 2002-03-13 |
| EP1186247A3 EP1186247A3 (fr) | 2005-01-05 |
| EP1186247B1 true EP1186247B1 (fr) | 2006-05-03 |
Family
ID=7655595
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01120364A Expired - Lifetime EP1186247B1 (fr) | 2000-09-08 | 2001-08-25 | Procédé et dispositif pour la séparation d'une bande d'enveloppement de double largeur en deux bandes partielles |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6964218B2 (fr) |
| EP (1) | EP1186247B1 (fr) |
| JP (1) | JP2002142746A (fr) |
| CN (1) | CN1269709C (fr) |
| AT (1) | ATE324806T1 (fr) |
| DE (2) | DE10044577A1 (fr) |
| PL (1) | PL204076B1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013218097A1 (de) | 2013-09-10 | 2015-03-12 | Hauni Maschinenbau Ag | Spreizvorrichtung für zwei oder mehr Hüllmaterialbahnen zur Herstellung von wenigstens zwei parallelen Strängen von Produkten der Tabak verarbeitenden Industrie |
| DE102017106992A1 (de) | 2017-03-31 | 2018-10-04 | Hauni Maschinenbau Gmbh | Verfahren zum Herstellen von wenigstens doppellagigen rohrförmigen Strängen der Tabak verarbeitenden Industrie sowie Vorrichtung zur Herstellung von wenigstens doppellagigen Strängen der Tabak verarbeitenden Industrie |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10337248B4 (de) * | 2003-08-13 | 2009-12-17 | Maschinenfabrik Wifag | Bahnspreizverfahren und Bahnspreizvorrichtung |
| JP2005089176A (ja) * | 2003-09-19 | 2005-04-07 | Fuji Photo Film Co Ltd | ウェブ分離装置 |
| JP2006231243A (ja) * | 2005-02-25 | 2006-09-07 | Fuji Photo Film Co Ltd | ウエブ加工装置 |
| FI7445U1 (fi) * | 2006-11-22 | 2007-03-20 | Metso Paper Inc | Kuiturainakoneen pituusleikkuri |
| JP5091251B2 (ja) * | 2006-12-28 | 2012-12-05 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | ロッドを貫通して延びる中空円筒チューブを有するタバコロッドの製造 |
| CN101058239B (zh) * | 2007-05-26 | 2012-01-25 | 上海斯开龙包装有限公司 | 一种饮料包装盒成型前包材纵向密封条加工装置 |
| DE102007063081A1 (de) * | 2007-12-21 | 2009-07-02 | Hauni Maschinenbau Ag | Belageinrichtung einer Maschine der Tabak verarbeitenden Industrie |
| DE102009026365B4 (de) * | 2009-08-11 | 2019-07-11 | Krones Aktiengesellschaft | Folienspeicher, Einrichtung und Verfahren zum Herstellen von Gebinden |
| DE102009044473A1 (de) | 2009-10-05 | 2011-04-07 | Krones Ag | Einrichtung zum Führen einer variablen Anzahl von Teilbahnen einer Endlosfolie und Verfahren zum Wechseln einer ersten Anzahl auf eine zweite Anzahl geführter Teilbahnen |
| KR101730677B1 (ko) * | 2009-10-13 | 2017-04-26 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 웨브 인장기, 웨브 슬리터, 및 웨브에 측방향 장력을 인가하는 방법 |
| DE102010005758B3 (de) * | 2010-01-25 | 2011-06-16 | Thyssenkrupp Lasertechnik Gmbh | Vorrichtung und Verfahren zum Führen von miteinander entlang ihrer Längskanten zu fügender Bänder |
| DE102010019259B4 (de) * | 2010-05-03 | 2014-07-03 | Wisco Tailored Blanks Gmbh | Vorrichtung und Verfahren zum Führen von miteinander entlang ihrer Längskanten zu fügender Metallbänder |
| DE102011016447A1 (de) * | 2011-03-28 | 2012-10-04 | Hauni Maschinenbau Ag | Vorrichtung und Verfahren zum Beleimen einer Hüllmaterialbahn in einer Maschine der Tabak verarbeitenden Industrie |
| DE102011114434A1 (de) | 2011-09-28 | 2013-03-28 | Hauni Maschinenbau Ag | Vorrichtung zum Transport von band- oder streifenförmigem Material |
| RU2637405C2 (ru) * | 2012-04-26 | 2017-12-04 | Пирелли Тайр С.П.А. | Способ и производственная линия для контролируемого накопления непрерывных полосообразных элементов для сборки шин |
| CN102700123B (zh) * | 2012-06-21 | 2014-12-10 | 上海交通大学 | 聚合物薄膜类产品微细结构卷对卷热辊压成形装置 |
| CN103504470B (zh) * | 2013-08-09 | 2015-08-19 | 上海烟草集团有限责任公司 | 卷烟机在线切割纠偏装置 |
| ITBO20130512A1 (it) * | 2013-09-23 | 2015-03-24 | Gd Spa | Macchina e metodo per la realizzazione di filtri per sigarette. |
| DE202013104651U1 (de) * | 2013-10-15 | 2013-11-08 | Karl Eugen Fischer Gmbh | Slitter zum Schneiden von Cordband |
| DE102013221115A1 (de) * | 2013-10-17 | 2015-04-23 | Hauni Maschinenbau Ag | Schneiden von stabförmigen Artikeln der Tabak verarbeitenden Industrie |
| CN103970968B (zh) * | 2014-05-28 | 2017-01-25 | 清华大学 | 一种解决离散杆件结构优化中对称性约束的分组方法 |
| CN104192610B (zh) * | 2014-08-26 | 2017-01-18 | 长兴金润大正机械有限公司 | 一种隔板纸输送结构 |
| CN109592470A (zh) * | 2019-01-28 | 2019-04-09 | 洛阳理工学院 | 一种超声波自纠偏切条机的纠偏上料装置 |
| CN112140193A (zh) * | 2020-09-23 | 2020-12-29 | 铜陵市超越电子有限公司 | 金属化薄膜分切宽度动态监测装置及方法 |
| CN114655769B (zh) * | 2022-03-02 | 2024-04-02 | 安徽致达包装有限公司 | 一种降解聚乙烯热收缩膜切割装置 |
| CN115958635B (zh) * | 2023-03-17 | 2023-05-09 | 江苏兴虹科技有限公司 | 一种铜箔加工用分剪装置 |
| CN116199028B (zh) * | 2023-05-04 | 2023-07-25 | 合肥长阳新能源科技有限公司 | 一种隔膜分切用宽幅调整监测装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1137552B (it) | 1980-04-17 | 1986-09-10 | Hauni Werke Koerber & Co Kg | Dispositivo per applicare un liquido plastificante su un nastro di tessuto in movimento |
| US4386273A (en) * | 1980-05-01 | 1983-05-31 | The B. F. Goodrich Company | Positioner and slitter for laminar material |
| US4509238A (en) | 1983-03-21 | 1985-04-09 | General Electric Company | Method for fabricating a steam turbine diaphragm |
| IT1199385B (it) | 1984-02-23 | 1988-12-30 | Gd Spa | Dispositivo di alimentazione di nastri di materiale d'incarto ad una macchina confezionatrice di sigarette del tipo a doppio baco |
| USRE36154E (en) * | 1984-02-23 | 1999-03-23 | G.D. Societa Per Azioni | Device for supplying webs of wrapping material to a cigarette making machine of the two rod type |
| DE3544769C2 (de) | 1985-12-18 | 1994-12-08 | Hauni Werke Koerber & Co Kg | Strangmaschine zum Herstellen von stabförmigen Artikeln der tabakverarbeitenden Industrie |
| IT1189914B (it) * | 1986-01-20 | 1988-02-10 | Gd Spa | Dispositivo di alimentazione di carta in nastro in una macchina confezionatrice di sigarette a doppio baco |
| DE3619579C2 (de) | 1986-06-11 | 1995-05-18 | Hauni Werke Koerber & Co Kg | Vorrichtung zur gleichzeitigen Herstellung von zwei Endloszigarettensträngen |
| DE3733129C2 (de) | 1987-10-01 | 1999-02-18 | Focke & Co | Vorrichtung zum Trennen einer Materialbahn in zwei Teilbahnen |
| DE3739874C2 (de) | 1987-11-25 | 1996-09-05 | Hauni Werke Koerber & Co Kg | Verfahren und Vorrichtung zur Herstellung von Fasersträngen der tabakverarbeitenden Industrie |
| DE3742251A1 (de) | 1987-12-12 | 1989-06-22 | Hauni Werke Koerber & Co Kg | Strangmaschine zum herstellen eines doppelstrangs der tabakverarbeitenden industrie |
| DE3820997A1 (de) * | 1988-06-22 | 1989-12-28 | Bwg Bergwerk Walzwerk | Vorrichtung zum separieren von bandstreifen eines laengsgeteilten bandes, insbesondere metallbandes |
| DE3919720C2 (de) | 1989-06-16 | 1998-02-19 | Hauni Werke Koerber & Co Kg | Verfahren und Vorrichtung zur gleichzeitigen Herstellung von zwei Endlos-Tabaksträngen |
| IT1244033B (it) | 1990-01-18 | 1994-06-28 | Koerber Ag | Procedimento e dispositivo per produrre contemporaneamente due filoni di tabacco senza fine |
| JP2901413B2 (ja) * | 1992-04-22 | 1999-06-07 | 北村機電株式会社 | 巻鉄心用帯材の切り抜き装置 |
| EP0710531B1 (fr) * | 1994-11-07 | 2000-04-12 | Eastman Kodak Company | Dispositif et procédé pour la coupe longitudinale de bandes |
-
2000
- 2000-09-08 DE DE10044577A patent/DE10044577A1/de not_active Withdrawn
-
2001
- 2001-08-25 EP EP01120364A patent/EP1186247B1/fr not_active Expired - Lifetime
- 2001-08-25 DE DE50109674T patent/DE50109674D1/de not_active Expired - Lifetime
- 2001-08-25 AT AT01120364T patent/ATE324806T1/de not_active IP Right Cessation
- 2001-09-04 US US09/944,217 patent/US6964218B2/en not_active Expired - Fee Related
- 2001-09-06 JP JP2001270587A patent/JP2002142746A/ja not_active Withdrawn
- 2001-09-06 PL PL349546A patent/PL204076B1/pl unknown
- 2001-09-07 CN CNB011325909A patent/CN1269709C/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013218097A1 (de) | 2013-09-10 | 2015-03-12 | Hauni Maschinenbau Ag | Spreizvorrichtung für zwei oder mehr Hüllmaterialbahnen zur Herstellung von wenigstens zwei parallelen Strängen von Produkten der Tabak verarbeitenden Industrie |
| EP2888954A1 (fr) | 2013-09-10 | 2015-07-01 | HAUNI Maschinenbau AG | Dispositif pour ecarter plus de deux rubans de matiere d'enveloppement pour obtenir au moins deux tiges paralleles des produits de tabac et une machine ayant ledit dispositif pour ecarter |
| DE102017106992A1 (de) | 2017-03-31 | 2018-10-04 | Hauni Maschinenbau Gmbh | Verfahren zum Herstellen von wenigstens doppellagigen rohrförmigen Strängen der Tabak verarbeitenden Industrie sowie Vorrichtung zur Herstellung von wenigstens doppellagigen Strängen der Tabak verarbeitenden Industrie |
Also Published As
| Publication number | Publication date |
|---|---|
| PL204076B1 (pl) | 2009-12-31 |
| DE50109674D1 (de) | 2006-06-08 |
| EP1186247A3 (fr) | 2005-01-05 |
| CN1343619A (zh) | 2002-04-10 |
| CN1269709C (zh) | 2006-08-16 |
| JP2002142746A (ja) | 2002-05-21 |
| US20020029785A1 (en) | 2002-03-14 |
| DE10044577A1 (de) | 2002-03-21 |
| EP1186247A2 (fr) | 2002-03-13 |
| PL349546A1 (en) | 2002-03-11 |
| US6964218B2 (en) | 2005-11-15 |
| ATE324806T1 (de) | 2006-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1186247B1 (fr) | Procédé et dispositif pour la séparation d'une bande d'enveloppement de double largeur en deux bandes partielles | |
| DE3733129C2 (de) | Vorrichtung zum Trennen einer Materialbahn in zwei Teilbahnen | |
| DE3502009C2 (de) | Vorrichtung zum Zuführen von Bahnen von Einwickelmaterial an eine zweibahnige Verpackungs- oder Herstellmaschine für Zigaretten | |
| DE1082177B (de) | Vorrichtung zum Herstellen eines ununterbrochenen Tabakstromes | |
| DE102010014430A1 (de) | Verfahren zum kontinuierlichen Herstellen einer Wellpappebahn und von an dieser im Zuge ihrer Herstellung zugeschnittenen Wellpappeformaten sowie Wellpappeerzeugungsanlage zum Durchführen des Verfahrens | |
| EP1166977B1 (fr) | Machine pour la coupe automatisée d'imprimés | |
| EP0924057B1 (fr) | Procédé et appareil pour la production simultanée de deux sachets | |
| EP3381303A1 (fr) | Procédé de fabrication de boudins tubulaires à au moins deux couches de l'industrie de transformation du tabac et dispositif de fabrication de boudins tubulaires à au moins deux couches de l'industrie de transformation du tabac | |
| EP2641483A1 (fr) | Dispositif de formatage d'une machine de fabrication de tiges | |
| EP2238846A1 (fr) | Tambour de transport de l'industrie de traitement du tabac | |
| DE3401323C2 (fr) | ||
| EP2532257B1 (fr) | Tambour de transport de l'industrie de traitement du tabac | |
| DE60211376T2 (de) | Verfahren und vorrichtung für in einem hochgeschwindigkeitsdrucker bedruckte laufende bahnen | |
| DE3432729A1 (de) | Maschine zur fertigung eines ununterbrochenen zigarettenstranges | |
| EP2641485A2 (fr) | Dispositif de formatage d'une machine de fabrication de tiges de lýindustrie de traitement du tabac | |
| EP2074895A1 (fr) | Dispositif de garniture d'une machine de l'industrie de traitement du tabac | |
| EP2397041B9 (fr) | Dispositif de liaison de canal de papier de l'industrie de traitement du tabac | |
| DE102017007017A1 (de) | Verfahren und Vorrichtung für das Konfektionieren versiegelter Verpackungen von Zigarettengruppen | |
| EP0816028B1 (fr) | Dispositif ainsi que méthode pour le travail d'un matériau stratifié | |
| DE3633168A1 (de) | Vorrichtung zum gleichmaessigen vorziehen der einzelnen lagen einer mehrlagigen bahn aus papier oder dergl. | |
| EP0227763A1 (fr) | Dispositif pour soudage et decoupage transverseaux d'une feuille continue pliee | |
| EP0418688B1 (fr) | Dispositif pour produire des découpes alimentant un poste d'emballage à partir d'un matériel en bande | |
| WO2013026888A1 (fr) | Dispositif et procédé pour produire des corps de tubes | |
| EP1101601A1 (fr) | Système pour la fabrication de carton ondulé | |
| WO2020058199A1 (fr) | Dispositif de coupe et procédé de séparation d'une bande plate et dispositif et procédé de fabrication d'une barre |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20050415 |
|
| 17Q | First examination report despatched |
Effective date: 20050614 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060503 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060503 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060504 |
|
| REF | Corresponds to: |
Ref document number: 50109674 Country of ref document: DE Date of ref document: 20060608 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060803 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061003 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070206 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060825 |
|
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20060831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070309 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060825 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060503 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060503 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20090826 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50109674 Country of ref document: DE Owner name: HAUNI MASCHINENBAU GMBH, DE Free format text: FORMER OWNER: HAUNI MASCHINENBAU AG, 21033 HAMBURG, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20160830 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: PD Owner name: HAUNI MASCHINENBAU GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF LEGAL ENTITY; FORMER OWNER NAME: HAUNI MASCHINENBAU AG Effective date: 20161128 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170825 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20180831 Year of fee payment: 18 Ref country code: DE Payment date: 20180831 Year of fee payment: 18 Ref country code: NL Payment date: 20180822 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50109674 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20190901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200303 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190825 |