EP1074317B1 - Verfahren zum flexiblen Walzen eines Metallbandes - Google Patents
Verfahren zum flexiblen Walzen eines Metallbandes Download PDFInfo
- Publication number
- EP1074317B1 EP1074317B1 EP00115953A EP00115953A EP1074317B1 EP 1074317 B1 EP1074317 B1 EP 1074317B1 EP 00115953 A EP00115953 A EP 00115953A EP 00115953 A EP00115953 A EP 00115953A EP 1074317 B1 EP1074317 B1 EP 1074317B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roll
- rolling
- roll gap
- planeness
- strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000005096 rolling process Methods 0.000 title claims abstract description 61
- 238000000034 method Methods 0.000 title claims description 20
- 239000002184 metal Substances 0.000 title abstract description 32
- 238000005452 bending Methods 0.000 claims abstract description 29
- 238000005259 measurement Methods 0.000 claims description 11
- 230000001105 regulatory effect Effects 0.000 claims description 3
- 230000001419 dependent effect Effects 0.000 claims description 2
- 238000013000 roll bending Methods 0.000 abstract 1
- 230000008859 change Effects 0.000 description 17
- 238000012937 correction Methods 0.000 description 7
- 230000001276 controlling effect Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 230000004044 response Effects 0.000 description 4
- 230000003287 optical effect Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/28—Control of flatness or profile during rolling of strip, sheets or plates
- B21B37/38—Control of flatness or profile during rolling of strip, sheets or plates using roll bending
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/16—Control of thickness, width, diameter or other transverse dimensions
- B21B37/24—Automatic variation of thickness according to a predetermined programme
- B21B37/26—Automatic variation of thickness according to a predetermined programme for obtaining one strip having successive lengths of different constant thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
- B21B38/02—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product for measuring flatness or profile of strips
Definitions
- the invention relates to, according to the preamble of claim 1, a method for flexible rolling of a metal strip, wherein the metal strip during the rolling process by one between two work rolls led formed nip and targeted the nip during the rolling process is moved to over the length of the metal strip different strip thicknesses (see, for example, JP (A) 61172603).
- the flexible rolling as a process for the production of flat metal strips with over Their length defines different tape thicknesses is already known from practice.
- the flexible rolling is characterized in that during the rolling process of Rolling gap is deliberately moved.
- the goal of flexible rolling is to Produce rolled products with load and weight optimized cross-sectional shapes.
- the process is usually designed as coil-to-coil strip rolling.
- the applied over the reel strip tension supports the rolling process and significantly improves the straightness of the finished strip profile in the longitudinal direction, ie in Roll direction.
- a measure, the deviation from the ideal gap - caused by the deflection Rolling - to correct, consists in crowning the roll bale. This includes is understood the barrel-shaped or bulbous execution of the roll barrel. With this type of correction, it is possible to use only the work rolls, only the back-up rolls or to bump both the work rolls and the backup rolls. The bowing should be the deflection, which by the rolling forces and the own weight of the rollers is compensated, so that the gap between the Rolls again evenly, d. H. is constant over the length of the rolls. In However, the correction of the bending line is usually not complete and is, since the Roll form or the crowning is not changeable, only for a certain Operating case.
- the flatness is an essential requirement for a metal strip. She is important to ensure the same ratios of band center to band edge for further processing to be able to. With nonplanar bands, it can cause unwanted effects when coiling come. This manifests itself in frictional stress peaks at the contact surfaces in the reeled coil either in the middle of the tape or at the edge of the tape depending on the band profile. This can vary depending on the wrap angle and the friction conditions occurring to gluing theticiancoilten Bandes lead, in particular, if following the rolling an annealing is carried out.
- both the strip thickness and the Planarity set constant, monitored via complex control loops and when occurring Deviations regulated by corresponding actuators.
- a control device for compensating the rolling force induced rolling deflection in conventional Strip rolling process is known for example from DE 22 64 333 C3.
- Object of the present invention is to provide a method for flexible rolling a To provide metal strip available in which a good flatness can be achieved can, even with relatively wide bands.
- the previously derived and described object is in a method of the beginning described type according to the invention essentially solved in that during each setting of the roll gap or immediately thereafter the bending lines of the work rolls depending on the set roll gap to achieve a flatness controlled by the metal strip.
- Essential in the invention is therefore that the Influencing the bending lines of the work rolls when setting the roll gap - at least initially - not via a regulation, but via a controller, So a process in which a size - in this case, the bending lines of the work rolls - of a different size - in this case the nip - in a given, fixed relationship is affected.
- the compensation of the bending line change due to the load changes in a roll gap change takes place by knowing the Biegelinienjokeit of the respective roll nips. If, for example, the roll gap is adjusted from S 1 to S 2 in a particular rolling stock, this adjustment of the roll gap leads to a change in the deflection of the work rolls.
- This bendline change is known and forms the basis of the controlled compensation. The knowledge of the bending line change can follow from the given geometry, but can in particular be obtained empirically, namely the fact that corresponding measured variables are returned during the rolling process.
- the bending line becomes directly dependent on the respective roll nips by application, d. H. Increase or decrease of certain rebound forces adapted to obtain a uniform gap over the length of the roll gap.
- the optical measurement of the flatness can be directly behind the work rolls realize in a simple way.
- the planarity of the metal strip becomes preferably over the entire width of the metal strip behind the nip for each Length increment measured.
- the Measurement of the flatness over the entire width of the metal strip distributed Laserdickenmeßstationen are provided and that the laser thickness measurement via triangulation he follows.
- the laser thickness measurement over the entire width of the metal strip allows in a simple way online optimization of the bending line of the work rolls.
- the laser thickness measurement via triangulation made possible by the small measurement spot and the high measuring frequencies of 1 kHz and more even with short tape sections of about 50 mm in length determining the cross profile.
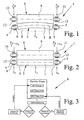
- FIGS. 1 and 2 a part of a roll stand 1 on the one hand without counterbending (FIG. 1) and on the other hand with counter-bending (FIG. 2).
- a cylindrical work roll 2 with roll barrel 3 and bearing pins 4, 5, the are stored in bearings 6, 7.
- a Back-up roll 8 with a cylindrical support roll bale 9 and bearing journals 10, 11, which are stored in bearings 12, 13.
- the upper rolls of the roll stand 1 are not shown.
- the two lower corresponding rollers namely a lower work roll and a lower back-up roll. Located between the two work rolls the nip S.
- Fig. 1 an application case when rolling a metal strip, not shown, is shown, wherein on the work roll 2, a rolling force F W is exercised.
- the rolling force F W causes an elastic deflection of the work roll 2, so that the bending line B of the work roll 2 results.
- the rolling force F W not only leads to a deflection of the work roll 2, but also to a deflection of the support roller 8, but this is not shown in detail.
- Fig. 2 the state of the rollers 2, 8 is shown with a counter-bend.
- the rolling gap S in contrast to the state shown in Fig. 1, a constant, uniform gap, so at least substantially constant constant distance between the two facing surfaces of the work rolls.
- the work roll 2 In the state shown in Fig. 2, the work roll 2 is not bent.
- the rolling force F W counteract against the back-up roller 8 applied bending forces F B.
- the bending line B that of the central axis runs the work roll 2 corresponds, parallel to the outside of the work roll 2.
- this is not the case. In this case is at a over the length of the work roll constant nip in contrast to the representation 2, the work roll bent, although the limiting the nip Line or surface of the work roll is horizontal.
- the inventive method for flexible rolling of a metal strip runs Now so from that the roll gap S is selectively moved during the rolling process, to achieve a predetermined change in thickness of the metal strip over its length. It is essential, first, that during setting of the roll gap S or Immediately thereafter, the bending lines B of the work rolls 2 depending on the set Rolling gap to achieve a flatness of the metal strip can be controlled. This is by knowing the bend line dependence of the different ones Roll nips possible. As a result, the due to the different roll gaps caused deviation from the ideal gap compensated.
- predetermined back bending forces F B are applied to the back-up rolls 8 in response to the various roll nips to achieve a working and back-up roll bend.
- bending forces F B are applied to the work rolls 2 to control the unevenness.
- a measured value acquisition is initially made via appropriate measuring means. Both the longitudinal and the transverse profile are measured. Subsequently, the longitudinal profile or cross profile recognition, whereby the control deviation between the actual and setpoint of the respective controlled variable is determined. The respective correction values are then fed to a control loop.
- the change ⁇ h of the thickness of the metal strip is corrected to the predetermined target value according to the predetermined setpoint. For this purpose, a corresponding change ⁇ S of the roll gap is required. Of the change in the roll gap S, in turn, in turn depend on the respective work rolls 2 applied bending-back forces F B.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Metal Rolling (AREA)
- Metal Rolling (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
- Continuous Casting (AREA)
Description
- Fig. 1
- eine schematische Darstellung eines Teils eines Walzgerüstes ohne Gegenbiegung,
- Fig. 2
- eine Ansicht des Walzgerüstes aus Fig. 1 mit Gegenbiegung und
- Fig. 3
- die Darstellung eines Regelkreises.
Claims (10)
- Verfahren zum flexiblen Walzen eines Metallbandes, wobei das Metallband während des Walzprozesses durch einen zwischen zwei Arbeitswalzen (3) gebildeten Walzspalt S geführt und der Walzspalt S während des Walzvorgangs gezielt verfahren wird, um über die Länge des Metallbandes unterschiedliche Banddicken zu erzielen, dadurch gekennzeichnet, daß während jedes Einstellens des Walzspalts 5 oder unmittelbar danach die Biegelinien B der Arbeitswalzen (3) in Abhängigkeit vom eingestellten Walzspalt S zur Erzielung einer Planheit des Metallbandes gesteuert werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Planheit im Anschluß an die Steuerung und insbesondere unmittelbar nach der Einstellung des Walzspalts S über wenigstens einen Regelkreis geregelt wird.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, daß kurz vor oder während des erneuten Einstellens des Walzspalts S die Regelung der Planheit unterbrochen wird und die Biegelinien B der Arbeitswalzen (3) in Abhängigkeit der erneuten Walzspaltanstellung für den neuen Walzfall zur Erzielung der Planheit erneut gesteuert werden.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß zur Steuerung in Abhängigkeit von den unterschiedlichen Walzspalten S vorbestimmte Rückbiegekräfte FB auf die Arbeits- und/oder Stützwalzen (3,9) aufgebracht werden, um eine Arbeitswalzenbiegung B oder eine Stütz- und Arbeitswalzenbiegung B zu erzielen.
- Verfahren nach einem der Ansprüche 2 bis 4, dadurch gekennzeichnet, daß zum Ausregeln einer Unplanheit des Metallbandes dem jeweiligen Belastungsfall angepaßte Rückbiegekräfte FB auf die Arbeits- und/oder Stützwalzen (3,9) aufgebracht werden, um eine Arbeitswalzendurchbiegung und/oder Stütz- und Arbeitswalzenbiegung B zu erzielen.
- Verfahren nach einem der Ansprüche 2 bis 5, dadurch gekennzeichnet, daß die Messung der Planheit berührungslos, z. B. optisch erfolgt.
- Verfahren nach einem der Ansprüche 2 bis 6, dadurch gekennzeichnet, daß die Planheit des Metallbandes über die gesamte Breite des Metallbandes hinter dem Walzspalt S für jedes Längeninkrement gemessen wird.
- Verfahren nach Anspruch 6 oder 7, dadurch gekennzeichnet, daß zur Messung der Planheit über die gesamte Breite des Metallbandes verteilte Laserdickenmeßstationen vorgesehen sind und daß die Laserdickenmessung über Triangulation erfolgt.
- Verfahren nach einem der Ansprüche 2 bis 5, dadurch gekennzeichnet, daß die Messung der Planheit berührend, z. B. über eine Stressometerrolle erfolgt.
- Verfahren nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, daß die Banddicke des Metallbandes in Längsrichtung geregelt wird.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19936522 | 1999-08-06 | ||
| DE19936522 | 1999-08-06 | ||
| DE19939166 | 1999-08-20 | ||
| DE19939166A DE19939166B4 (de) | 1999-08-20 | 1999-08-20 | Verfahren zum flexiblen Walzen eines Metallbandes |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1074317A2 EP1074317A2 (de) | 2001-02-07 |
| EP1074317A3 EP1074317A3 (de) | 2003-01-29 |
| EP1074317B1 true EP1074317B1 (de) | 2005-02-16 |
Family
ID=26054475
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00115953A Expired - Lifetime EP1074317B1 (de) | 1999-08-06 | 2000-07-26 | Verfahren zum flexiblen Walzen eines Metallbandes |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6336349B1 (de) |
| EP (1) | EP1074317B1 (de) |
| JP (1) | JP2001079607A (de) |
| AT (1) | ATE289229T1 (de) |
| DE (1) | DE50009532D1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007062734A1 (de) | 2005-12-02 | 2007-06-07 | Voestalpine Automotive Gmbh | Verfahren und vorrichtung zum aufheizen von stahlbauteilen in einem durchlaufofen |
| DE102009050997A1 (de) | 2009-10-28 | 2011-05-12 | Volkswagen Ag | Verfahren und Umformvorrichtung zur Herstellung eines formgehärteten Bauteils |
| EP3097992A1 (de) | 2015-05-29 | 2016-11-30 | Giebel Kaltwalzwerk GmbH | Verfahren zum stufenwalzen eines metallbandes |
| EP3342494A1 (de) | 2016-12-30 | 2018-07-04 | Outokumpu Oyj | Verfahren und vorrichtung zum walzen von metallstreifen |
| EP3566790B1 (de) | 2018-05-08 | 2021-01-06 | Muhr und Bender KG | Verfahren zur dynamischen walzspaltregelung beim flexiblen walzen von metallbändern |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10214473A1 (de) | 2002-03-30 | 2003-10-23 | Bayerische Motoren Werke Ag | Querträger zwischen zwei seitlichen Randbereichen einer Fahrzeugtür |
| EP1388486B1 (de) | 2002-08-09 | 2010-10-13 | Bayerische Motoren Werke Aktiengesellschaft | Fahrzeugkarosserie |
| DE10335666A1 (de) * | 2003-08-04 | 2005-04-14 | Bayerische Motoren Werke Ag | Zug-Druckstrebe für eine Fahrzeugkarosserie |
| DE102007013739B3 (de) * | 2007-03-22 | 2008-09-04 | Voestalpine Stahl Gmbh | Verfahren zum flexiblen Walzen von beschichteten Stahlbändern |
| DE102009057180A1 (de) | 2009-01-30 | 2010-08-19 | Sms Siemag Ag | Vorrichtung und Verfahren zum Aufhaspeln eines Bandes, insbesondere Metallbandes |
| EP2745948A1 (de) * | 2012-12-20 | 2014-06-25 | Siemens VAI Metals Technologies GmbH | Haspeleinrichtung mit rückbiegbarer Haspelwelle |
| DE102014210008A1 (de) * | 2014-05-26 | 2015-11-26 | Muhr Und Bender Kg | Verfahren und Anlage zum Herstellen eines gehärteten Formteils |
| WO2017203311A1 (en) * | 2016-05-24 | 2017-11-30 | Arcelormittal | Cold rolled and annealed steel sheet, method of production thereof and use of such steel to produce vehicle parts |
| WO2017203312A1 (en) * | 2016-05-24 | 2017-11-30 | Arcelormittal | Cold rolled and annealed steel sheet, method of production thereof and use of such steel to produce vehicle parts |
| WO2017203315A1 (en) | 2016-05-24 | 2017-11-30 | Arcelormittal | Cold rolled and annealed steel sheet, method of production thereof and use of such steel to produce vehicle parts |
| PL3301197T3 (pl) | 2016-09-29 | 2022-02-21 | Outokumpu Oyj | Sposób odkształcania na zimno stali austenitycznej |
| DE102016123069A1 (de) | 2016-11-30 | 2018-05-30 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Verfahren und Vorrichtung zur Herstellung eines Leitersegmentes |
| PT3470145T (pt) * | 2017-10-10 | 2022-04-12 | Outokumpu Oy | Processo para deformação parcial a frio de aço com espessura homogénea |
| KR102213746B1 (ko) * | 2019-04-18 | 2021-02-08 | 안동대학교 산학협력단 | 스크레이퍼 및 간격조절장치가 구비된 선재압연롤러 |
| KR102213747B1 (ko) * | 2019-04-18 | 2021-02-08 | 안동대학교 산학협력단 | 선재 압연롤러의 간격 조절장치 |
| WO2021084302A1 (en) | 2019-10-30 | 2021-05-06 | Arcelormittal | A press hardening method |
| WO2021084303A1 (en) | 2019-10-30 | 2021-05-06 | Arcelormittal | A press hardening method |
| WO2021084305A1 (en) | 2019-10-30 | 2021-05-06 | Arcelormittal | A press hardening method |
| WO2024028640A1 (en) | 2022-08-04 | 2024-02-08 | Arcelormittal | Steel sheet with variable thickness having a reduced risk of delayed fracture after press hardening, a press hardening method, a press hardened coated steel part |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5035900B2 (de) | 1972-03-28 | 1975-11-19 | ||
| DE2633351C2 (de) * | 1976-07-24 | 1983-11-17 | Hoesch Werke Ag, 4600 Dortmund | Einrichtung zum Messen der Planheit von Metallbändern |
| JPS5677011A (en) | 1979-11-28 | 1981-06-25 | Hitachi Ltd | Method and apparatus for shape control |
| JPS56117812A (en) | 1980-02-20 | 1981-09-16 | Ishikawajima Harima Heavy Ind Co Ltd | Shape controller |
| JPS6127111A (ja) * | 1984-07-16 | 1986-02-06 | Hitachi Ltd | 圧延材の形状制御方法 |
| JPS61172603A (ja) * | 1985-01-29 | 1986-08-04 | Sumitomo Metal Ind Ltd | 厚板圧延法 |
| JPS6254505A (ja) * | 1985-08-31 | 1987-03-10 | Nippon Steel Corp | 差厚鋼板の製造方法 |
| JPS6350084A (ja) * | 1986-08-20 | 1988-03-02 | Matsushita Electric Ind Co Ltd | レ−ザ装置 |
| JPS63119920A (ja) * | 1986-11-07 | 1988-05-24 | Kawasaki Steel Corp | 板圧延形状制御方法及び装置 |
| JPH03184612A (ja) * | 1989-12-12 | 1991-08-12 | Sumitomo Metal Ind Ltd | 板圧延における平坦度制御方法 |
| JPH03281010A (ja) * | 1990-03-30 | 1991-12-11 | Nippon Steel Corp | 多段差厚圧延方法 |
| JPH04143608A (ja) * | 1990-10-05 | 1992-05-18 | Nkk Corp | 鋼板の平坦度測定装置 |
| DE4040360A1 (de) * | 1990-12-17 | 1991-06-27 | Siemens Ag | Regelung eines mehrgeruestigen warm- und/oder kaltband-walzwerks |
| FR2695049B1 (fr) * | 1992-09-03 | 1994-11-10 | Lorraine Laminage | Procédé et dispositif d'évaluation de la planéité d'une bande et ligne de fabrication d'une bande en continu comportant un dispositif d'évaluation de la planéité de la bande. |
| JP2735145B2 (ja) * | 1993-10-28 | 1998-04-02 | 川崎製鉄株式会社 | 異形鋼板の圧延方法 |
| KR100241167B1 (ko) * | 1995-04-18 | 2000-03-02 | 에모토 간지 | 연속열간압연에 있어서의 강편접합부의 압연방법 |
| JPH1034216A (ja) | 1996-07-26 | 1998-02-10 | Furukawa Electric Co Ltd:The | タンデム圧延機の板クラウン制御方法および装置 |
| JP3607029B2 (ja) * | 1997-01-16 | 2005-01-05 | 東芝三菱電機産業システム株式会社 | 圧延機の制御方法及び制御装置 |
| JP3186646B2 (ja) * | 1997-05-20 | 2001-07-11 | 住友金属工業株式会社 | テーパ鋼板の圧延方法 |
-
2000
- 2000-07-26 EP EP00115953A patent/EP1074317B1/de not_active Expired - Lifetime
- 2000-07-26 DE DE50009532T patent/DE50009532D1/de not_active Expired - Lifetime
- 2000-07-26 AT AT00115953T patent/ATE289229T1/de active
- 2000-08-07 JP JP2000238638A patent/JP2001079607A/ja active Pending
- 2000-08-07 US US09/634,717 patent/US6336349B1/en not_active Expired - Lifetime
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007062734A1 (de) | 2005-12-02 | 2007-06-07 | Voestalpine Automotive Gmbh | Verfahren und vorrichtung zum aufheizen von stahlbauteilen in einem durchlaufofen |
| DE102009050997A1 (de) | 2009-10-28 | 2011-05-12 | Volkswagen Ag | Verfahren und Umformvorrichtung zur Herstellung eines formgehärteten Bauteils |
| DE102009050997B4 (de) * | 2009-10-28 | 2017-07-13 | Volkswagen Ag | Verfahren und Umformvorrichtung zur Herstellung eines formgehärteten Bauteils |
| EP3097992A1 (de) | 2015-05-29 | 2016-11-30 | Giebel Kaltwalzwerk GmbH | Verfahren zum stufenwalzen eines metallbandes |
| WO2016193089A1 (de) | 2015-05-29 | 2016-12-08 | Giebel Kaltwalzwerk Gmbh | Verfahren zum stufenwalzen eines metallbandes |
| US10946425B2 (en) | 2015-05-29 | 2021-03-16 | Giebel Kaltwalzwerk Gmbh | Method for the stepped rolling of a metal strip |
| EP3342494A1 (de) | 2016-12-30 | 2018-07-04 | Outokumpu Oyj | Verfahren und vorrichtung zum walzen von metallstreifen |
| WO2018122020A1 (en) | 2016-12-30 | 2018-07-05 | Outokumpu Oyj | Method and device for rolling metal strips |
| EP3566790B1 (de) | 2018-05-08 | 2021-01-06 | Muhr und Bender KG | Verfahren zur dynamischen walzspaltregelung beim flexiblen walzen von metallbändern |
| US11511328B2 (en) | 2018-05-08 | 2022-11-29 | Muhr Und Bender Kg | Dynamic roll gap control during flexible rolling of metal strips |
Also Published As
| Publication number | Publication date |
|---|---|
| DE50009532D1 (de) | 2005-03-24 |
| US6336349B1 (en) | 2002-01-08 |
| EP1074317A2 (de) | 2001-02-07 |
| JP2001079607A (ja) | 2001-03-27 |
| EP1074317A3 (de) | 2003-01-29 |
| ATE289229T1 (de) | 2005-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1074317B1 (de) | Verfahren zum flexiblen Walzen eines Metallbandes | |
| EP1781429B1 (de) | Verfahren zum richten eines metallbandes und richtmaschine | |
| EP0121148B1 (de) | Verfahren zum Herstellen von Walzband mit hoher Bandprofil- und Bandplanheitsgüte | |
| DE69209043T2 (de) | Walzwerk, Walzverfahren und Walzwerksystem | |
| DE19934027B4 (de) | Walzgerüst | |
| DE69227431T2 (de) | Walzwerk und Walzverfahren | |
| DE69404527T2 (de) | Walzwerk und Verfahren | |
| WO2011032890A1 (de) | Verfahren und vorrichtung zum kontinuierlichen streckbiegerichten von metallbändern | |
| DE10133756A1 (de) | Kaltwalzwerk sowie Verfahren zum Kaltwalzen von metallischem Band | |
| EP1456421B1 (de) | Verfahren und einrichtung zum kontrollierten richten und kühlen von aus einem warmband-walzwerk auslaufendem, breitem metallband, insbesondere von stahlband oder blech | |
| EP0906797B1 (de) | Verfahren und Anlage zum Umformen von Metallband in einer Warmbandwalzanlage | |
| DE3028368A1 (de) | Verfahren zum verbessern der bandebenheit in einer warmbandwalzstrasse | |
| DE10037867A1 (de) | Verfahren zum flexiblen Walzen eines Metallbandes | |
| DE4136013C2 (de) | Verfahren und Vorrichtung zum Steuern eines Walzwerks | |
| DE1427888B2 (de) | Einrichtung zur Dickenverringerung von Bandmaterial | |
| DE3240602C2 (de) | ||
| EP1080800B1 (de) | Verfahren zum flexiblen Walzen eines Metallbandes | |
| DE19962754A1 (de) | Verfahren zum flexiblen Walzen eines Metallbandes | |
| EP0734795B1 (de) | Verfahren zur Dickenvorsteuerung beim Folienwalzen | |
| DE4241267A1 (de) | Vielwalzengerüst | |
| EP3097992B1 (de) | Verfahren zum stufenwalzen eines metallbandes | |
| DE19939166B4 (de) | Verfahren zum flexiblen Walzen eines Metallbandes | |
| DE3401894A1 (de) | Verfahren zum herstellen von walzband mit hoher bandprofil- und bandplanheitsguete | |
| EP4217125B1 (de) | Vorrichtung und verfahren zum walzen von metallischem band | |
| EP1161313B1 (de) | Planheitsregelung zur erzielung von planem kaltband |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: HAUGER, ANDREAS, DR.-ING. Inventor name: KOPP, RAINER, PROF. DR.-ING. |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20030314 |
|
| AKX | Designation fees paid |
Designated state(s): AT DE FR GB IT NL |
|
| 17Q | First examination report despatched |
Effective date: 20040220 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR GB IT NL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50009532 Country of ref document: DE Date of ref document: 20050324 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050510 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| ET | Fr: translation filed | ||
| 26N | No opposition filed |
Effective date: 20051117 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20190712 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190711 Year of fee payment: 20 Ref country code: IT Payment date: 20190627 Year of fee payment: 20 Ref country code: DE Payment date: 20190702 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190718 Year of fee payment: 20 Ref country code: AT Payment date: 20190730 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50009532 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MK Effective date: 20200725 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20200725 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK07 Ref document number: 289229 Country of ref document: AT Kind code of ref document: T Effective date: 20200726 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20200725 |