EP0928845A2 - Vorrichtung zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Auftragsmediums auf eine laufende Materialbahn, insbesondere aus Papier oder Karton - Google Patents
Vorrichtung zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Auftragsmediums auf eine laufende Materialbahn, insbesondere aus Papier oder Karton Download PDFInfo
- Publication number
- EP0928845A2 EP0928845A2 EP99100508A EP99100508A EP0928845A2 EP 0928845 A2 EP0928845 A2 EP 0928845A2 EP 99100508 A EP99100508 A EP 99100508A EP 99100508 A EP99100508 A EP 99100508A EP 0928845 A2 EP0928845 A2 EP 0928845A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- application
- material web
- steam
- moistening
- point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000007788 liquid Substances 0.000 title claims abstract description 16
- 235000011837 pasties Nutrition 0.000 title claims description 9
- 239000000463 material Substances 0.000 claims abstract description 111
- 238000010438 heat treatment Methods 0.000 claims abstract description 83
- 239000007921 spray Substances 0.000 claims abstract description 24
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 13
- 238000005507 spraying Methods 0.000 claims abstract description 6
- 239000003595 mist Substances 0.000 claims abstract 4
- 238000000034 method Methods 0.000 claims description 25
- 238000001035 drying Methods 0.000 claims description 14
- 238000012546 transfer Methods 0.000 claims description 13
- 239000011111 cardboard Substances 0.000 claims description 4
- 239000011087 paperboard Substances 0.000 claims description 4
- 238000000576 coating method Methods 0.000 abstract description 10
- 239000011248 coating agent Substances 0.000 abstract description 9
- 239000011247 coating layer Substances 0.000 abstract 1
- 239000012530 fluid Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 abstract 1
- 238000010025 steaming Methods 0.000 abstract 1
- 238000010276 construction Methods 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000002411 adverse Effects 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000007740 vapor deposition Methods 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000009833 condensation Methods 0.000 description 2
- 230000005494 condensation Effects 0.000 description 2
- 238000007766 curtain coating Methods 0.000 description 2
- 238000010790 dilution Methods 0.000 description 2
- 239000012895 dilution Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000003020 moisturizing effect Effects 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000002146 bilateral effect Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000003292 diminished effect Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 230000003405 preventing effect Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/04—Physical treatment, e.g. heating, irradiating
- D21H25/06—Physical treatment, e.g. heating, irradiating of impregnated or coated paper
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S118/00—Coating apparatus
- Y10S118/07—Hoods
Definitions
- the invention relates to a device for direct or indirect application a liquid or pasty application medium on a running material web, in particular made of paper or cardboard, a commissioned work being provided, which, in the case of direct application, the order medium at an order point applies directly to the material web as an application layer or in the case of indirect First apply the order medium to an order element, e.g. an application roller, which then applies the application medium at the application point transfers to the material web as an application layer, and wherein in Direction of the material web behind the application point a drying device is provided for drying the application layer.
- an order element e.g. an application roller
- the process of applying the application medium by the application device The running material web is usually used by a whole series of Interfering effects.
- air currents adversely affect the order result.
- These air currents stir particularly at high running speeds Material web from the air boundary layer carried or entrained by the material web on their surface.
- It also adversely affects Order result if the absorption capacity of the to be coated Material web in its longitudinal or running direction or in its transverse direction varies.
- the suction capacity of the material web is addressed here, which among other things is responsible for how fast the order medium drained into the material web.
- it is disadvantageous if it is due to the given physical properties, e.g.
- This task is carried out in an application device of the type mentioned solved according to the invention in that in the running direction of the material web before the Drying device a device for moistening and / or heating the Material web or / and the application medium or the application layer provided is.
- An advantage of the solution according to the invention can be seen in the fact that Application medium dries more slowly and also reduces its viscoelasticity becomes. As a result, the application medium remains free-flowing for a longer time, so that application thickness differences and irregularities in the surface structure of the Application layer can melt. Overall, this results in an automatic Equalization of the order shift.
- the humidification and / or heating can in this case, for example, by means of steam, preferably water vapor, which generated in the area of the application device by evaporation of a liquid or / and generated outside of the application device and in the area of Application device is fed. Additionally or alternatively, the Moistening however also preferably by spraying a liquid Water. In addition to a certain dilution of the application medium also the heating of the application medium, which can preferably be achieved with hot steam a viscosity reduction, which leads to a better flow of the application medium.
- water be it in the form of water vapor or in the form a water spray has the advantage that it is ensured that the applied water removed in the subsequent drying device and therefore the composition of the application layer cannot is affected.
- the humidification and / or heating device provided according to the invention can be at one or more of the points discussed below be arranged:
- the moistening and / or heating device in the running direction the material web be arranged immediately in front of the job. When doing so, it emits the steam or spray towards the application point material web and application medium can be moistened at the same time become.
- the moistening of the material web reduces variations of their absorbency and thus ensures a more uniform drainage of the Application medium in the material web.
- Humidification and / or heating of the application medium lowers its surface tension or reduces it Viscosity and thus even out the wetting of the material web with the Application medium or increases the uniformity of the layer to be applied even before the transfer to the material web.
- the influence the air boundary layer which is particularly reduced at high running speeds the material web is carried or carried along by this and that Order result affected.
- the humidifying and / or heating device arranged in front of the application device can include, for example, a steam supply line which in the area of the application device, at least on the application site facing side has at least one steam outlet opening.
- a steam supply line which in the area of the application device, at least on the application site facing side has at least one steam outlet opening.
- the steam outlet forming wall sections of the steam supply line or Steam outlet opening downstream wall sections nozzle-like, preferably tapering in the steam flow direction are also proposed.
- This steam outlet nozzle allows steam to enter the application gap, for example be blown in excess so that at least part of the blown Steam the application area along the web surface, however leaves again in the opposite direction.
- the humidification and / or heating device in the running direction the material web can be provided behind the order point.
- it can be between the order agent and one of the order agents device downstream in the direction of travel of the material web Equalization or / and metering of the application layer can be provided.
- the moistening and / or heating device in the direction of travel the material web behind one downstream of the order point Device for leveling and / or dosing the application layer is provided is.
- the Humidification or / and heating device When the humidification and / or heating device is arranged in the running direction the material web behind the job, it is preferred if the Humidification or / and heating device the steam or the spray emits essentially orthogonal to the surface of the material web, since an effective moistening of the surface of the application layer can be achieved. In addition, the kinetic energy of the steam itself can Equalization can be exploited.
- the humidification and / or heating device can be a Steam supply line, which in its facing the material web Wall section has at least one steam outlet opening.
- the humidification or / and heating device according to the invention offers in addition, the possibility that transverse and / or the longitudinal profile of the application layer to influence.
- a plurality of consecutively in the transverse direction of the web arranged steam or spray discharge sections is provided, which in terms of the amount of steam they emit per unit of time or spray can be controlled independently.
- a suction device can be provided for the condensation of the vapor or the accumulation of the spray droplets prevent in areas other than the desired areas of the application device. Because the trend will exist that the web of steam or the spray at their Movement entrains, it is proposed that the suction device in the running direction the material web behind the moistening and / or heating device is arranged. In the case of the one discussed above, arranged in front of the order point Humidification or / and heating device can suction also in the direction of travel of the material web in front of the moistening and / or heating device be arranged.
- the humidification and / or heating device based on the direction of travel of the material web in front of the job at a distance of this is arranged. Treatment by humidification or warming can be useful long before the order point, be it that the constructive circumstances of the commissioned work require this, or be it that an indirect application method is chosen, in which a smooth and uniform stroke order on the order element the stroke result of Material web can be significantly influenced. It is therefore suggested that the humidifying and / or heating device with indirect application is arranged in the area of the order element. The humidification or / and the heating device can be arranged in the region of a point at which the application medium is applied to the application element.
- doctor rods for use. Good results have been achieved if initially only the doctor rod is moistened or heated and that Application medium only indirectly over the humidified or heated Doctor rod is moistened or heated. It is therefore proposed that the Application work at least one doctor rod for dosing and / or leveling the applied to the order element or the material web includes and that the humidifying and / or heating device the Doctor rod in at least one of its engagement with the application element or the material web distant peripheral area moistened and / or heated.
- the doctor rod is usually in substantially the entire length thereof stored in a doctor bed.
- a structurally simple solution for humidification or Heating of the doctor rod then consists in that this is via a channel system is moistenable and / or heated, which runs in the doctor bed and to a storage area for the doctor rod is open.
- a channel system is moistenable and / or heated, which runs in the doctor bed and to a storage area for the doctor rod is open.
- flushing channels can be used in a simple manner, as in conventional doctor beds often already exist.
- the invention also relates to a method for direct or indirect application of a liquid or pasty application medium to a running material web, in particular made of paper or cardboard.
- a liquid or pasty application medium to a running material web, in particular made of paper or cardboard.
- An application device according to the invention is generally designated 10 in FIG. 1.
- the application device 10 is used for the direct application of a liquid or pasty medium 20 on a moving in the direction of arrow L. Material web 16, which in the area of the application device 10 around a counter roller 12 is led around.
- the counter roller 12 is in the direction of the arrow P. their axis A rotated.
- the application device 10 comprises an application unit 18, for example a Free jet nozzle applicator, which is the application medium at an application point S usually releases in excess to the material web 16.
- Free jet nozzle applicators are known per se. Therefore, regarding their structure and their function are referred to the state of the art.
- Application units are used, for example "curtain coating” or “spray coating” application units, to name just a few.
- doctor device In the running direction L behind the application point S is a leveling or / and dosing device 22 (hereinafter referred to as "doctor device"), which has a doctor blade 22b held on a doctor bar 22a.
- doctor blade 22b is set against the material web 16 or the application layer 24, the contact pressure or the contact force by means of an adjusting device 22c can be changed.
- Such doctor devices are in the state known in the art and will therefore not be explained in more detail here.
- Drying device 26 In the running direction L of the material web 16 behind the doctor device 22 is one Drying device 26 is provided, which the material web 16 and the application layer 24 at least partially removes the moisture contained in it.
- drying devices known per se be again referred to the state of the art.
- an application device 10 according to FIG first humidification or / and heating device 30 may be provided, which arranged in the running direction L of the material web 16 in front of the application point S. is, can also between the order point S and the doctor device 22 second humidification or / and heating device 32 may be provided, and can finally between the doctor device 22 and the drying device 26, a third humidification and / or heating device 34 is provided be.
- the invention not always all three humidification and / or heating devices 30, 32 and 34 must be present, but that the invention also refers to application devices in which only any or any two of these three humidification and / or heating devices 30, 32, 34 is or are provided.
- all three are moistening and / or Heating devices 30, 32, 34 designed as vapor deposition devices, which to the material web 16 or the application medium 20 or the application layer 24 Steam, preferably water vapor. It can advantageously saturated or superheated steam can be used.
- the humidifying or / and heating device 30 comprises a steam feed pipe 36, which on its wall side facing the order point S. Has steam outlet openings 36a. At these steam outlet openings 36a closes a nozzle body tapering towards the application point S. 36b, which preferably reaches right up to the order point S.
- the steam from the humidification and / or heating device is preferred 30 in such an amount to the area in front of the order point S given that at least part of this vapor leaves this area again, in a direction opposite to the running direction L of the material web 16 Flow, which is indicated in Fig. 1 by the arrows 36c. This allows the air boundary layer entrained by the material web 16 are prevented from to get to order point S and there affect the order result.
- the humidifying and / or heating device 30 only releases the steam to the application medium 20 while a separate humidification and / or heating device 31 only to the Material web 16 emits steam.
- the dampening arranged between the application point S and the doctor device 22 or / and heater 32 includes a feed section 32a and a distribution section 32b.
- the wall facing the material web 16 the distribution section 32b includes a plurality of steam outlets 32c from which the steam of the material web 16 or the application layer 24 is supplied essentially orthogonally, which in Fig. 1 by five small Arrows is indicated.
- the humidifying or / and heating device 32 is in terms of a simple and inexpensive structure preferably carried out as a sheet metal construction.
- a similar structure to the humidifier and / or heating device 32 also has the humidifying and / or heating device 34, which arranged between the doctor device 22 and the drying device 26 is. Steam is fed into a distribution section 34b via a feed line 34a from which the steam is introduced through steam outlet openings 34c of the application layer 24 is supplied essentially orthogonally.
- the humidification or / and heating device 34 is advantageously as a sheet metal construction built up.
- the steam fed to the material web 16 or the application layer 24 becomes insofar as it is not absorbed by them, by moving in the direction of travel L entrained and leaves the area of the respective humidification or / and Heating device.
- humidification and / or the heating device 30 counteracts an outflow of the steam the running direction L is even desirable.
- the escaping steam can turn on cool spots of the application device 10 or other parts of the overall system precipitate and lead to undesirable condensation.
- Humidification or / and heating devices 30, 31, 32, 34 steam suction devices be assigned.
- the sheet metal box construction the humidifying and / or heating device 34 a suction section 34d, which directly in the running direction L of the material web 16 the distribution section 34b follows.
- the extracted steam can come from the suction section 34d are discharged via a suction line 34e, to which, if desired a blower can be connected.
- Humidification or / and heating device 32 can be the suction device in a structurally particularly simple manner from the collecting device 22d Doctor device 22 are formed. Either you take a dilution of the scraped application medium through the condensate in buying what can be tolerated in particular because of the doctor blade Application medium in comparison with the application medium applied to the material web is somewhat thickened because the material web due to its absorbency removes moisture from the application medium applied to them. It However, it is also possible to extend one into the collecting device 22d To provide suction pipe 38, to which in turn a fan 40 is connected can be.
- a suction device can be assigned if this is shown 1 also omitted for the sake of clarity of the drawing has been. For reasons of space, this suction device is in the running direction L of the material web 16 arranged in front of the devices 30 and 31, respectively be.
- the application device 110 shown in FIG. 3 is used for bilateral, indirect application of liquid or pasty application medium 120, 120 ' onto a material web 116 moving in the running direction L.
- the application device 110 comprises two commissioned works 118, 118 ', which the liquid or pasty application medium 120, 120 'on the surface 112a or Apply 112a 'of two application rollers 112, 112'.
- the application rollers 112, 112 ' form an order gap between them through which the material web 116 runs through.
- the application rollers 112, 112 ' are about their axes A and A' in the direction of arrows P and P 'driven in such a way that they with the Material web 116 are in essentially non-slip and slip-free engagement.
- the humidifying and / or heating device 30 of the embodiment 1 give the humidification and / or heating devices 130, 130 'not steam in the direction of the application point S, but a spray of finely chopped liquid droplets.
- Suitable as a humidification and / or heating device 130 or 130 'suitable Atomizing devices are in turn known in the prior art and are therefore not to be explained in more detail here.
- each of the devices 30, 31, 32, 34, 130, 130 ', 134, 134' either as a device for generating and / or feeding Steam or as a device for spraying liquid or as one Combination of these types of devices can be formed.
- Fig. 4 shows a part of an application device 210, which is for indirect Applying liquid or pasty application medium 220 to a non-application medium material web shown serves.
- the application medium 220 is by means of of an order unit 218 first on a rotating in the arrow direction P.
- Application or transfer roller 212 applied.
- a moistening or / and heating device 230 that is on the transfer roller 212 applied application medium 220 moistened and / or heated.
- the schematic Humidifying and / or heating device 230 shown as a nozzle is on a nip between the transfer roller 212 and one Doctor rod 244 directed, this doctor rod 244 as the layer thickness of the applied medium 220 metering doctor element.
- the moisturizing or / and heating device 230 is related to the direction of rotation of the Transfer roller 212 arranged after the metering rod 244 and favors this uniform flow of the application medium 220 on the transfer roller 212, so that at the transfer point, not shown, where the order medium is transferred to the material web over the entire width of the transfer roller 212 and the material web as well as in the longitudinal direction of the material web in order relationships are essentially the same.
- the in the gap between the doctor rod 244 and transfer roller 212 directed nozzle-like Humidification or / and heating device 230 the so-called film splitting effectively prevents parts of the application medium that are on the Transfer roller 212 to be applied, stick to the doctor rod 244 stay.
- FIG. 5 shows a counter roller 312 rotating in the direction of an arrow P, which is covered on part of its circumference with a material web 316, which is provided with a layer of application medium 320.
- the painted one Material web 316 passes through a doctor device 322, which with a doctor rod 344 excess portions of the application medium 320 from the material web 316 scrapes off.
- the doctor rod 344 is rotatable about its rod axis 346 in one Doctor bed 348 stored, essentially over its entire length.
- the doctor bed 348 has a partially cylindrical bearing surface 350 on which the doctor rod 344 is supported.
- doctor rod 344 In the bearing surface 350 are along the doctor rod 344 trending channels 352 incorporated, either on their entire Length to the doctor rod 344 are open or distributed along the doctor rod 344 have arranged outlet openings.
- the channels 352 are part of one Humidifier or / and heater 330, the steam or a Spray liquid through the channels 352 onto the outer surface of the doctor rod 344 applies.
- the doctor rod 344 rotating in the doctor bed 348 carries the Moisture and / or heat in the area of its contact with the material web 316 where the moisture and / or heat is at least partially due to the Application medium 320 and material web 316 pass over.
- one in the gap between doctor rod 344 and roller 312nd directional nozzle arrangement can be provided by means of the or spray treatment a moistening and / or heating of the application medium 320 and the material web 316 can be achieved.
- the channels 352 are often already present in conventional doctor beds and serve as rinsing channels, can be used to implement the embodiment 5 shows a conventional doctor bed essentially without modification be used so that the manufacturing technology and construction Keep effort low.
Landscapes
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Paper (AREA)
Abstract
Description
- Fig. 1
- einen grob schematischen Seitenschnitt einer erfindungsgemäßen Auftragsvorrichtung zum einseitigen, direkten Beschichten einer Materialbahn;
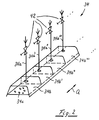
- Fig. 2
- eine schematische Darstellung einer Befeuchtungs- oder/und Erwärmungsvorrichtung, mit welcher in Querrichtung aufeinanderfolgend angeordnete Abschnitte der Materialbahn unterschiedlich stark befeuchtet werden können;
- Fig. 3
- eine grob schematische Darstellung einer erfindungsgemäßen Auftragsvorrichtung zum beidseitigen, indirekten Beschichten einer Materialbahn;
- Fig. 4
- eine grob schematische Darstellung eines Teils einer erfindungsgemäßen Auftragsvorrichtung zum indirekten Beschichten einer Materialbahn, bei der im Bereich einer Transferwalze der Auftragsvorrichtung befeuchtet oder/und erwärmt wird;
- Fig. 5
- eine grob schematische Darstellung einer erfindungsgemäßen Auftragsvorrichtung, bei der ein Rakelstab befeuchtet oder/und erwärmt wird.
Claims (42)
- Vorrichtung (10; 110) zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Auftragsmediums (20; 120, 120') auf eine laufende Materialbahn (16; 116), insbesondere aus Papier oder Karton,dadurch gekennzeichnet, daß in Laufrichtung (L) der Materialbahn (16; 116) vor der Trocknungsvorrichtung (26; 126) eine Vorrichtung (30, 32, 34; 130, 130', 134, 134') zum Befeuchten oder/und Erwärmen der Materialbahn (16; 116) oder/und des Auftragsmediums (20; 120, 120') bzw. der Auftragsschicht (24) vorgesehen ist.wobei ein Auftragswerk (18; 118, 118') vorgesehen ist, welches bei direktem Auftragen das Auftragsmedium (20) an einer Auftragsstelle (S) unmittelbar auf die Materialbahn (16) als Auftragsschicht (24) aufbringt bzw. bei indirektem Auftragen das Auftragsmedium (120, 120') zunächst auf ein Auftragselement (112, 112'), bspw. eine Auftragswalze, aufbringt, welches das Auftragsmedium (120, 120') dann an der Auftragsstelle (S) an die Materialbahn (116) als Auftragsschicht überträgt, undwobei in Laufrichtung (L) der Materialbahn (16; 116) hinter der Auftragsstelle (S) eine Trocknungsvorrichtung (26; 126) zum Trocknen der Auftragsschicht vorgesehen ist,
- Vorrichtung nach Anspruch 1,
dadurch gekennzeichnet, daß die Befeuchtungs- oder/und Erwärmungsvorrichtung (30, 32, 34; 134, 134') eine Vorrichtung zum Erzeugen oder/und Zuführen von Dampf, vorzugsweise Wasserdampf, ist. - Vorrichtung nach Anspruch 1 oder 2,
dadurch gekennzeichnet, daß die Befeuchtungs- oder/und Erwärmungsvorrichtung (130, 130') eine Vorrichtung zum Versprühen von Flüssigkeit, vorzugsweise Wasser, ist. - Vorrichtung nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, daßdie Befeuchtungs- oder/und Erwärmungsvorrichtung (30) in Laufrichtung (L) der Materialbahn (16) unmittelbar vor der Auftragsstelle (S) angeordnet ist. - Vorrichtung nach Anspruch 4,
dadurch gekennzeichnet, daß die Befeuchtungs- oder/und Erwärmungsvorrichtung (30) den Dampf bzw. den Sprühnebel in Richtung auf die Auftragsstelle (S) hin abgibt. - Vorrichtung nach Anspruch 5,
dadurch gekennzeichnet, daß die Befeuchtungs- oder/und Erwärmungsvorrichtung (30) eine Dampfzuführleitung (36) umfaßt, welche im Bereich der Auftragsvorrichtung (10) zumindest auf ihrer der Auftragsstelle (S) zugewandten Seite wenigstens eine Dampfaustrittsöffnung (36a) aufweist. - Vorrichtung nach Anspruch 6,
dadurch gekennzeichnet, daß die Dampfaustrittsöffnung bildende Wandungsabschnitte (36b) der Dampfzuführleitung (36) bzw. der Dampfaustrittsöffnung in Dampfströmrichtung nachgeordnete Wandungsabschnitte düsenartig, vorzugsweise sich in Dampfströmrichtung verjüngend, ausgebildet sind. - Vorrichtung nach einem der Ansprüche 1 bis 7,
dadurch gekennzeichnet, daßdie Befeuchtungs- oder/und Erwärmungsvorrichtung (32, 34; 134, 134') in Laufrichtung (L) der Materialbahn (16; 116) hinter der Auftragsstelle (S) vorgesehen ist. - Vorrichtung nach Anspruch 8,
dadurch gekennzeichnet, daß die Befeuchtungs- oder/und Erwärmungsvorrichtung (32) zwischen der Auftragsstelle (S) und einer der Auftragsstelle (S) in Laufrichtung (L) der Materialbahn (16) nachgeordneten Vorrichtung (22) zum Egalisieren oder/und Dosieren der Auftragsschicht (24) vorgesehen ist. - Vorrichtung nach Anspruch 8,
dadurch gekennzeichnet, daßdie Befeuchtungs- oder/und Erwärmungsvorrichtung (34) in Laufrichtung (L) der Materialbahn (16) hinter einer der Auftragsstelle (S) nachgeordneten Vorrichtung (22) zum Egalisieren oder/und Dosieren der Auftragsschicht (24) vorgesehen ist. - Vorrichtung nach einem der Ansprüche 8 bis 10,
dadurch gekennzeichnet, daßdie Befeuchtungs- oder/und Erwärmungsvorrichtung (32, 34; 134, 134') den Dampf bzw. den Sprühnebel im wesentlichen orthogonal zur Oberfläche der Materialbahn (16) abgibt. - Vorrichtung nach einem der Ansprüche 8 bis 11,
dadurch gekennzeichnet, daß die Befeuchtungs- oder/und Erwärmungsvorrichtung (32, 34; 134, 134') eine Dampfzuführleitung (32a, 34a) umfaßt, welche in ihrem der Materialbahn (16) zugewandten Wandungsabschnitt wenigstens eine Dampfaustrittsöffnung (32c, 34c) aufweist. - Vorrichtung nach einem der Ansprüche 8 bis 12,
dadurch gekennzeichnet, daß ein Dampfauslaßabschnitt (32b, 34b) der Dampfzuführleitung (32a, 34a) sich in Laufrichtung (L) der Materialbahn (16) über eine Distanz von zwischen etwa 0,1 cm und etwa 200 cm, vorzugsweise etwa 50 cm und etwa 100 cm, erstreckt. - Vorrichtung nach einem der Ansprüche 1 bis 13,
dadurch gekennzeichnet, daß eine Mehrzahl von in Querrichtung (Q) der Materialbahn (16) aufeinanderfolgend angeordneter Dampf- bzw. Sprühnebelabgabeabschnitte (34b, 34b',...) vorgesehen ist, welche hinsichtlich der von ihnen pro Zeiteinheit abgegebenen Menge an Dampf bzw. Sprühnebel unabhängig voneinander steuerbar sind. - Vorrichtung nach einem der Ansprüche 1 bis 14,
dadurch gekennzeichnet, daß eine Absaugvorrichtung (40, 34d) vorgesehen ist. - Vorrichtung nach Anspruch 15,
dadurch gekennzeichnet, daß die Absaugvorrichtung (40, 34d) in Laufrichtung (L) der Materialbahn (16) hinter der Befeuchtungs- oder/und Erwärmungsvorrichtung (32, 34) angeordnet ist. - Vorrichtung nach Anspruch 15,
dadurch gekennzeichnet, daß bei Einsatz einer Egalisier- oder/und Dosiervorrichtung (22) die Absaugvorrichtung (40) mit einer dieser Egalisier- oder/und Dosiervorrichtung (22) zugeordneten Auftragsmedium-Auffangvorrichtung (22d) verbunden ist. - Verfahren zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Auftragsmediums (20; 120, 120') auf eine laufende Materialbahn (16; 116), insbesondere aus Papier oder Karton,dadurch gekennzeichnet, daß die Materialbahn (16; 116) oder/und das Auftragsmedium (20; 120, 120') bzw. die Auftragsschicht (24) vor der Trocknung befeuchtet oder/und erwärmt wird.wobei das Auftragsmedium (20; 120, 120') bei direktem Auftrag an einer Auftragsstelle (S) als Auftragsschicht (24) unmittelbar auf die Materialbahn (16) aufgebracht wird bzw. bei indirektem Auftrag zunächst auf ein Auftragselement (112, 112'), bspw. eine Auftragswalze, aufgebracht wird, von welchem es dann an der Auftragsstelle (S) an die Materialbahn (116) als Auftragsschicht übertragen wird, undwobei die Auftragsschicht in Laufrichtung (L) der Materialbahn (16; 116) hinter der Auftragsstelle (S) getrocknet wird,
- Verfahren nach Anspruch 18,
dadurch gekennzeichnet, daß die Befeuchtung oder/und Erwärmung mittels Dampf, vorzugsweise Wasserdampf, erfolgt. - Verfahren nach Anspruch 18 oder 19,
dadurch gekennzeichnet, daß die Befeuchtung mittels eines Sprühnebels, vorzugsweise eines Wassersprühnebels, erfolgt. - Verfahren nach einem der Ansprüche 18 bis 20,
dadurch gekennzeichnet, daß die Materialbahn (16; 116) oder/und das Auftragsmedium (20; 120, 120') in Laufrichtung (L) der Materialbahn (16; 116) unmittelbar vor der Auftragsstelle (S) befeuchtet oder/und erwärmt wird. - Verfahren nach Anspruch 18,
dadurch gekennzeichnet, daß der Dampf bzw. der Sprühnebel in Richtung auf die Auftragsstelle (S) hin abgegeben wird. - Verfahren nach Anspruch 22,
dadurch gekennzeichnet, daß der Dampf in Richtung der Auftragsstelle (S) im Überschuß abgegeben wird, so daß zumindest ein Teil des Dampfes entgegen der Laufrichtung (L) der Materialbahn (16) und längs deren Oberfläche von der Auftragsstelle (S) wieder abströmt. - Verfahren nach einem der Ansprüche 18 bis 23,
dadurch gekennzeichnet, daß die Auftragsschicht (24) in Laufrichtung (L) der Materialbahn (16; 116) hinter der Auftragsstelle (S) befeuchtet oder/und erwärmt wird. - Verfahren nach Anspruch 24,
dadurch gekennzeichnet, daß die Auftragsschicht (24) zwischen der Auftragsstelle (S) und einer der Auftragsstelle (S) in Laufrichtung (L) der Materialbahn (16) nachgeordneten Vorrichtung (22) zum Egalisieren oder/und Dosieren der Auftragsschicht (24) befeuchtet oder/und erwärmt wird. - Verfahren nach Anspruch 24,
dadurch gekennzeichnet, daß die Auftragsschicht (24) in Laufrichtung (L) der Materialbahn (16) hinter einer der Auftragsstelle (S) nachgeordneten Vorrichtung (22) zum Egalisieren oder/und Dosieren der Auftragsschicht (24) befeuchtet oder/und erwärmt wird. - Verfahren nach einem der Ansprüche 24 bis 26,
dadurch gekennzeichnet, daß der Dampf bzw. der Sprühnebel im wesentlichen orthogonal zur Oberfläche der Materialbahn (16; 116) abgegeben wird. - Verfahren nach einem der Ansprüche 24 bis 27,
dadurch gekennzeichnet, daß die Befeuchtung oder/und Erwärmung in Laufrichtung (L) der Materialbahn (16; 116) über eine Distanz von zwischen etwa 0,1 cm und etwa 200 cm, vorzugsweise zwischen etwa 50 cm und etwa 100 cm, erfolgt. - Verfahren nach einem der Ansprüche 18 bis 28,
dadurch gekennzeichnet, daß die Materialbahn (1 6) oder/und das Auftragsmedium (20) bzw. die Auftragsschicht (24) in einer Mehrzahl von in Querrichtung (Q) der Materialbahn (16) aufeinanderfolgend angeordneten Abschnitten (34a, 34',...) mit Dampf- bzw. Sprühnebel-Volumenströmen befeuchtet oder/und erwärmt wird, deren Werte unabhängig voneinander steuerbar sind. - Verfahren nach einem der Ansprüche 18 bis 29,
dadurch gekennzeichnet, daß überschüssiger Dampf bzw. Sprühnebel abgesaugt wird. - Vorrichtung nach einem der Ansprüche 1 bis 17,
dadurch gekennzeichnet, daßdie Befeuchtungs- oder/und Erwärmungsvorrichtung (230) bezogen auf die Laufrichtung der Materialbahn vor der Auftragsstelle im Abstand von dieser angeordnet ist. - Vorrichtung nach Anspruch 31,
dadurch gekennzeichnet, daßdie Befeuchtungs- oder/und Erwärmungsvorrichtung (230) bei indirektem Auftrag im Bereich des Auftragselements (21 2) angeordnet ist. - Vorrichtung nach Anspruch 32,
dadurch gekennzeichnet, daßdie Befeuchtungs- oder/und Erwärmungsvorrichtung (230) im Bereich einer Stelle angeordnet ist, an der das Auftragsmedium (220) auf das Auftragselement (212) aufgebracht wird. - Vorrichtung nach Anspruch 32 oder 33,
dadurch gekennzeichnet, daßdie Befeuchtungs- oder/und Erwärmungsvorrichtung (230) im Bereich einer Stelle angeordnet ist, an der das auf das Auftragselement (212) aufgebrachte Auftragsmedium (220) dosiert oder/und egalisiert (bei 244) wird. - Vorrichtung nach einem der Ansprüche 1 bis 17 und 31 bis 34,
dadurch gekennzeichnet, daß das Auftragswerk (310) mindestens einen Rakelstab (344) zum Dosieren oder/und Egalisieren des auf das Auftrags-element oder die Materialbahn (316) aufgebrachten Auftragsmediums (320) umfaßt und daßdie Befeuchtungs- oder/und Erwärmungsvorrichtung (330) den Rakelstab (344) in mindestens einem von dessen Eingriff mit dem Auftragselement bzw. der Materialbahn (316) fernen Umfangsbereich befeuchtet oder/und erwärmt. - Vorrichtung nach Anspruch 35,
dadurch gekennzeichnet, daß der Rakelstab (344) im wesentlichen auf seiner gesamten Länge in einem Rakelbett (348) gelagert ist und über ein Kanalsystem (352) befeuchtbar oder/und erwärmbar ist, welches in dem Rakelbett (348) verläuft und zu einer Lagerfläche (350) für den Rakelstab (348) hin offen ist. - Verfahren nach einem der Ansprüche 18 bis 30,
dadurch gekennzeichnet, daß die Befeuchtung oder/und Erwärmung bezogen auf die Laufrichtung der Materialbahn vor der Auftragsstelle im Abstand von dieser erfolgt. - Verfahren nach Anspruch 37,
dadurch gekennzeichnet, daß die Befeuchtung oder/und Erwärmung bei indirektem Auftrag im Bereich des Auftragselements (212) erfolgt. - Verfahren nach Anspruch 38,
dadurch gekennzeichnet, daß die Befeuchtung oder/und Erwärmung im Bereich einer Stelle erfolgt, an der das Auftragsmedium (220) auf das Auftragselement (212) aufgebracht wird. - Verfahren nach Anspruch 38 oder 39,
dadurch gekennzeichnet, daß die Befeuchtung oder/und Erwärmung im Bereich einer Stelle erfolgt, an der das auf das Auftragselement (212) aufgebrachte Auftragsmedium (220) dosiert oder/und egalisiert (bei 244) wird. - Verfahren nach einem der Ansprüche 18 bis 30 und 37 bis 40,
dadurch gekennzeichnet, daß mindestens ein Rakelstab (344) zum Dosieren oder/und Egalisieren des auf das Auftragselement oder die Materialbahn (316) aufgebrachten Auftragsmediums (320) vorgesehen ist und daß die Befeuchtung oder/und Erwärmung in mindestens einem vom Eingriff mit dem Auftragselement bzw. der Materialbahn (316) fernen Umfangsbereich des Rakelstabs (344) erfolgt. - Verfahren nach Anspruch 41,
dadurch gekennzeichnet, daß der Rakelstab (344) im wesentlichen auf seiner gesamten Länge in einem Rakelbett (348) gelagert ist und über ein Kanalsystem (352) befeuchtet oder/und erwärmt wird, welches in dem Rakelbett (348) verläuft und zu einer Lagerfläche (350) für den Rakelstab (348) hin offen ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19800954A DE19800954A1 (de) | 1998-01-13 | 1998-01-13 | Vorrichtung zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Auftragsmediums auf eine laufende Materialbahn, insbesondere aus Papier oder Karton |
| DE19800954 | 1998-01-13 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0928845A2 true EP0928845A2 (de) | 1999-07-14 |
| EP0928845A3 EP0928845A3 (de) | 2000-04-19 |
Family
ID=7854464
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99100508A Withdrawn EP0928845A3 (de) | 1998-01-13 | 1999-01-12 | Vorrichtung zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Auftragsmediums auf eine laufende Materialbahn, insbesondere aus Papier oder Karton |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US6309704B1 (de) |
| EP (1) | EP0928845A3 (de) |
| JP (1) | JPH11253867A (de) |
| DE (1) | DE19800954A1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10023794A1 (de) * | 2000-05-15 | 2001-11-22 | Voith Paper Patent Gmbh | Vorrichtung zum Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Oberfläche |
| EP1234912A3 (de) * | 2001-02-13 | 2004-01-14 | Mitsubishi Heavy Industries, Ltd. | Auftragsvorrichtung und Verfahren zur Herstellung von beschichtetem Papier |
| CN112657712A (zh) * | 2019-11-17 | 2021-04-16 | 杨滋垚 | 一种复合材料纺织布制造设备 |
| CN115839039A (zh) * | 2021-09-20 | 2023-03-24 | 维美德技术有限公司 | 具有用于加热浆幅材的装置的制浆机 |
| WO2023169741A1 (de) * | 2022-03-09 | 2023-09-14 | Voith Patent Gmbh | Auftragsdüse, auftragswerk und verfahren |
| WO2023169740A1 (de) * | 2022-03-09 | 2023-09-14 | Voith Patent Gmbh | Auftragsdüse, auftragswerk und verfahren |
Families Citing this family (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19820432A1 (de) * | 1998-05-07 | 1999-11-11 | Voith Sulzer Papiertech Patent | Verfahren und Vorrichtung zum Aufbringen eines Auftragsmediums auf einen laufenden Untergrund |
| WO2000018514A1 (de) | 1998-09-30 | 2000-04-06 | Voith Sulzer Papiertechnik Patent Gmbh | Vorrichtung und verfahren zum auftragen eines flüssigen oder pastösen auftragsmediums auf einen laufenden untergrund |
| FI115314B (fi) * | 2001-03-13 | 2005-04-15 | Metso Paper Inc | Sovitelma paperin tai kartongin käsittelemiseksi |
| ATE463620T1 (de) * | 2001-05-23 | 2010-04-15 | Voith Patent Gmbh | Auftragsvorrichtung |
| DE20221952U1 (de) * | 2002-06-24 | 2009-08-20 | Voith Patent Gmbh | Vorrichtung zum beidseitigen Streichen und zum Trocknen einer Materialbahn, insbesondere aus Papier oder Karton |
| US7563326B2 (en) * | 2002-06-24 | 2009-07-21 | Voith Paper Patent Gmbh | Device for coating and drying both sides of a material web of paper or board |
| DE10245072A1 (de) * | 2002-09-27 | 2004-04-08 | Voith Paper Patent Gmbh | Auftragswerk |
| US6869639B2 (en) * | 2002-09-30 | 2005-03-22 | Stora Enso North America Corp. | Film coater and smoothing method and apparatus |
| FI121674B (fi) * | 2003-01-09 | 2011-02-28 | Metso Paper Inc | Menetelmä ja sovitelma liikkuvan paperi- tai kartonkirainan kostuttamiseksi |
| DE20306938U1 (de) | 2003-05-06 | 2003-06-26 | Voith Paper Patent GmbH, 89522 Heidenheim | Vorrichtung zum direkten Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Materialbahn |
| JP2005296723A (ja) * | 2004-04-07 | 2005-10-27 | Mitsubishi Heavy Ind Ltd | 塗工装置 |
| US7634860B2 (en) * | 2004-05-03 | 2009-12-22 | Transphase Technology, Ltd. | Steam box |
| EP1827719A4 (de) * | 2004-12-20 | 2009-03-04 | Virginia Polytechnic Inst | Brennstoffzellengeräte, -systeme und -verfahren |
| US8733275B2 (en) * | 2005-03-11 | 2014-05-27 | Toray Industries, Inc. | Application apparatus, application method and method for manufacturing web having coating film |
| FI118305B (fi) * | 2006-03-24 | 2007-09-28 | Metso Paper Inc | Menetelmä ja sovitelma päällystemäärän hallitsemiseksi kuiturainan päällystyksessä |
| DE102007027817A1 (de) * | 2007-06-13 | 2008-12-18 | Voith Patent Gmbh | Rakelvorrichtung |
| JP4920737B2 (ja) * | 2009-10-30 | 2012-04-18 | 富士フイルム株式会社 | 塗布膜の乾燥方法 |
| CN102814256A (zh) * | 2011-08-09 | 2012-12-12 | 南通鸿鼎威雅地毯有限公司 | 地毯自动上胶装置 |
| CN102493280A (zh) * | 2011-12-02 | 2012-06-13 | 牡丹江恒丰纸业股份有限公司 | 一种具有阻燃带的卷烟纸的制造装置及制备方法 |
| US9074816B2 (en) | 2012-10-11 | 2015-07-07 | Eastman Kodak Company | Dryer with heating liquid in cavity |
| US8684514B1 (en) | 2012-10-11 | 2014-04-01 | Eastman Kodak Company | Barrier dryer with porous liquid-carrying material |
| US9096079B2 (en) | 2012-10-11 | 2015-08-04 | Eastman Kodak Company | Dryer impinging heating liquid onto moistened medium |
| US8904668B2 (en) | 2012-10-11 | 2014-12-09 | Eastman Kodak Company | Applying heating liquid to remove moistening liquid |
| US8826558B2 (en) | 2012-10-11 | 2014-09-09 | Eastman Kodak Company | Barrier dryer transporting medium through heating liquid |
| US8756830B2 (en) | 2012-10-11 | 2014-06-24 | Eastman Kodak Company | Dryer transporting moistened medium through heating liquid |
| US8756825B2 (en) | 2012-10-11 | 2014-06-24 | Eastman Kodak Company | Removing moistening liquid using heating-liquid barrier |
| US8938195B2 (en) | 2012-10-29 | 2015-01-20 | Eastman Kodak Company | Fixing toner using heating-liquid-blocking barrier |
| US8818252B2 (en) | 2012-10-29 | 2014-08-26 | Eastman Kodak Company | Toner fixer transporting medium through heating liquid |
| US8849170B2 (en) | 2012-10-29 | 2014-09-30 | Eastman Kodak Company | Toner fixer with liquid-carrying porous material |
| US8805261B2 (en) | 2012-10-29 | 2014-08-12 | Eastman Kodak Company | Toner fixer impinging heating liquid onto medium |
| US8824944B2 (en) | 2012-10-29 | 2014-09-02 | Eastman Kodak Company | Applying heating liquid to fix toner |
| US8843047B2 (en) | 2012-10-29 | 2014-09-23 | Eastman Kodak Company | Toner fixer impinging heating liquid onto barrier |
| US8798515B2 (en) | 2012-10-29 | 2014-08-05 | Eastman Kodak Company | Transported medium heating-liquid-barrier toner fixer |
| JP6241043B2 (ja) * | 2013-02-27 | 2017-12-06 | セイコーエプソン株式会社 | 記録物の製造方法 |
| WO2016122470A1 (en) * | 2015-01-28 | 2016-08-04 | Hewlett-Packard Development Company, L.P. | Coating device |
| DE102020117953A1 (de) | 2020-07-08 | 2022-01-13 | Voith Patent Gmbh | Beschichtungsanlange und Verfahren zur Beschichtung |
| CN114176444B (zh) * | 2021-12-10 | 2023-04-11 | 维达纸业(浙江)有限公司 | 一种卫卷纸的生产工艺及其生产设备 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3152918A (en) | 1961-06-02 | 1964-10-13 | Kimberly Clark Co | Process of coating paper with a trailing blade |
| DE1817912C3 (de) * | 1968-11-22 | 1978-08-17 | Vepa Ag, Riehen B. Basel (Schweiz) | Vorrichtung zum kontinuierlichen Aufbringen einer Behandlungsflüssigkeit, insbesondere einer Färbeflüssigkeit, auf ein bahnförmiges Textilgut o.dgl |
| US3785340A (en) * | 1972-08-08 | 1974-01-15 | Beloit Corp | Metering bar |
| SE419946B (sv) * | 1974-10-16 | 1981-09-07 | Inventing Ab | Sett och anordning for bestrykning av en lopande bana |
| DE3207463C2 (de) | 1982-03-02 | 1985-02-28 | Vits-Maschinenbau Gmbh, 4018 Langenfeld | Verfahren und Vorrichtung zum Trocknen und anschließendem Kühlen von insbesondere nach dem Offsetdruckverfahren bedruckten Warenbahnen |
| DE3701406A1 (de) | 1987-01-20 | 1988-07-28 | Vib Apparatebau Gmbh | Vorrichtung zum aufbringen von dampf auf eine materialbahn, wie papier |
| DE3922184A1 (de) * | 1988-12-22 | 1990-06-28 | Escher Wyss Gmbh | Verfahren zum glaetten einer papierbahn |
| US5106655A (en) * | 1989-01-27 | 1992-04-21 | Measurex Corporation | Cross-directional smoothness controller and method of using the same |
| DE3935059C1 (de) * | 1989-10-20 | 1991-02-21 | Juergen 8609 Bischberg De Ruemmer | |
| DE9100291U1 (de) * | 1991-01-11 | 1991-04-04 | Jagenberg AG, 40476 Düsseldorf | Vorrichtung zum beidseitigen Beschichten einer Materialbahn |
| DE4224726A1 (de) * | 1992-07-27 | 1994-02-03 | Voith Gmbh J M | Streicheinrichtung mit zwischen einer Auftragswalze und einer Gegenwalze gebildetem Auftragsspalt |
| DE4227136C3 (de) * | 1992-08-17 | 1998-08-13 | Weitmann & Konrad Fa | Verfahren und Vorrichtung zum Befeuchten einer bedruckten und anschließend thermisch getrockneten, bewegten Materialbahn, insbesondere Papierbahn |
| DE4302435A1 (en) * | 1993-01-29 | 1993-08-12 | Voith Gmbh J M | Paper web coating appts. - has smoother against side of web in free path after leaving gap between applicator rollers |
| FI93242C (fi) * | 1993-03-25 | 1995-03-10 | Valmet Paper Machinery Inc | Menetelmä ja laitteisto päällystysleveyden rajoittamiseksi ja/tai telapäätyjen vaurioitumisen estämiseksi paperin tai vastaavan rainamateriaalin päällystyksessä tai pintaliimauksessa |
| EP0643168B1 (de) * | 1993-08-07 | 1998-01-14 | J.M. Voith GmbH | Vorrichtung zum Streichen einer Papierbahn |
| DE59405014D1 (de) | 1993-08-07 | 1998-02-19 | Voith Gmbh J M | Vorrichtung zum Streichen einer Papierbahn |
| DE4402744C2 (de) * | 1994-01-31 | 1997-10-16 | Voith Gmbh J M | Vorrichtung zum Auftragen von Streichfarbe auf eine Faserstoffbahn |
| JP2862787B2 (ja) * | 1994-03-09 | 1999-03-03 | 日本製紙株式会社 | 塗被紙の製造方法 |
| FI98387C (fi) * | 1995-02-01 | 1997-06-10 | Valmet Corp | Menetelmä pintakäsiteltävän paperin, etenkin hienopaperin, valmistamiseksi sekä paperikoneen kuivapää |
| DE19545182C2 (de) | 1995-03-30 | 1998-09-17 | Oji Paper Co | Verfahren zur Herstellung von beschichtetem Papier |
| FI108061B (fi) * | 1995-10-05 | 2001-11-15 | Metso Paper Inc | Menetelmä liikkuvan paperi- tai kartonkirainan päällystämiseksi |
| FI101092B (fi) * | 1996-02-07 | 1998-04-15 | Valmet Corp | Menetelmä filminsiirtopäällystyksessä ja menetelmän toteuttamiseen tar koitettu laitteisto |
| DE19651738A1 (de) * | 1996-12-12 | 1998-06-18 | Voith Sulzer Papiermasch Gmbh | Auftragswerk zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Oberfläche |
| DE29621877U1 (de) * | 1996-12-17 | 1997-02-13 | Voith Sulzer Papiermaschinen GmbH, 89522 Heidenheim | Auftrags- und Dosiersystem zum Auftragen eines Streichmediums auf Auftragswalzen |
| DE19751697A1 (de) * | 1997-11-21 | 1999-05-27 | Voith Sulzer Papiertech Patent | Vorrichtung zum indirekten Auftragen eines flüssigen oder pastösen Mediums auf eine Materialbahn, insbesondere aus Papier oder Karton |
| US5932287A (en) * | 1997-12-18 | 1999-08-03 | Johns Manville International, Inc. | Manufacture of built-up roofing products with moisture conditioned fibrous mats |
| DE19800955A1 (de) * | 1998-01-13 | 1999-07-15 | Voith Sulzer Papiertech Patent | Vorrichtung zum Auftragen eines flüssigen oder pastösen Auftragsmediums auf eine laufende Materialbahn, insbesondere aus Papier oder Karton |
-
1998
- 1998-01-13 DE DE19800954A patent/DE19800954A1/de not_active Withdrawn
-
1999
- 1999-01-12 EP EP99100508A patent/EP0928845A3/de not_active Withdrawn
- 1999-01-12 US US09/229,227 patent/US6309704B1/en not_active Expired - Fee Related
- 1999-01-13 JP JP11006960A patent/JPH11253867A/ja active Pending
-
2000
- 2000-05-02 US US09/563,191 patent/US6309463B1/en not_active Expired - Fee Related
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10023794A1 (de) * | 2000-05-15 | 2001-11-22 | Voith Paper Patent Gmbh | Vorrichtung zum Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Oberfläche |
| EP1234912A3 (de) * | 2001-02-13 | 2004-01-14 | Mitsubishi Heavy Industries, Ltd. | Auftragsvorrichtung und Verfahren zur Herstellung von beschichtetem Papier |
| CN112657712A (zh) * | 2019-11-17 | 2021-04-16 | 杨滋垚 | 一种复合材料纺织布制造设备 |
| CN115839039A (zh) * | 2021-09-20 | 2023-03-24 | 维美德技术有限公司 | 具有用于加热浆幅材的装置的制浆机 |
| AT525492A3 (de) * | 2021-09-20 | 2023-04-15 | Valmet Technologies Oy | Pulpemaschine mit einer Anordnung zum Erwärmen einer Pulpebahn |
| AT525492B1 (de) * | 2021-09-20 | 2023-07-15 | Valmet Technologies Oy | Pulpemaschine mit einer Anordnung zum Erwärmen einer Pulpebahn |
| WO2023169741A1 (de) * | 2022-03-09 | 2023-09-14 | Voith Patent Gmbh | Auftragsdüse, auftragswerk und verfahren |
| WO2023169740A1 (de) * | 2022-03-09 | 2023-09-14 | Voith Patent Gmbh | Auftragsdüse, auftragswerk und verfahren |
Also Published As
| Publication number | Publication date |
|---|---|
| US6309463B1 (en) | 2001-10-30 |
| US6309704B1 (en) | 2001-10-30 |
| DE19800954A1 (de) | 1999-07-15 |
| JPH11253867A (ja) | 1999-09-21 |
| EP0928845A3 (de) | 2000-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0928845A2 (de) | Vorrichtung zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Auftragsmediums auf eine laufende Materialbahn, insbesondere aus Papier oder Karton | |
| EP0881330B1 (de) | Verfahren und Vorrichtung zum Auftragen eines flüssigen oder pastösen Auftragmediums auf eine laufende Oberfläche | |
| DE102008021541B4 (de) | Verfahren und Vorrichtung zum Behandeln einer Faserbahn | |
| DE112007001442B4 (de) | Verfahren und Vorrichtung zur Behandlung einer Faserbahn | |
| DE69722649T2 (de) | Verfahren und vorrichtung zum beschichten einer laufenden pappebahn | |
| DE69712991T2 (de) | Folientransferbeschichtungsverfahren und vorrichtung zur durchführung des verfahrens | |
| EP2157240B1 (de) | Vorhang-Auftragsmaschine | |
| EP1516087A2 (de) | Vorrichtung zum beidseitigen streichen und zum trocknen einer materialbahn, insbesondere aus papier oder karton | |
| DE3207463C2 (de) | Verfahren und Vorrichtung zum Trocknen und anschließendem Kühlen von insbesondere nach dem Offsetdruckverfahren bedruckten Warenbahnen | |
| DE102009009862B4 (de) | Verfahren und Anlage zum Aufbringen einer Suspension auf eine Materialbahn | |
| DE9111669U1 (de) | Vorrichtung zum Auftragen von Streichfarbe auf eine Faserstoffbahn | |
| WO2001068272A2 (de) | Verfahren und vorrichtung zum auftrag einer partiellen oberflächenbeschichtung | |
| DE4118076A1 (de) | Verfahren und vorrichtung zum schlichten von webketten aus textilen garnen | |
| DE10195585B3 (de) | Vorrichtung und Verfahren zur Steuerung des Verwerfens von Papier oder Pappe | |
| DE69018135T2 (de) | Befeuchtungsvorrichtung für bandförmiges Material, insbesondere Papier. | |
| DE102005031444A1 (de) | Vorrichtung zum Befeuchten einer Materialbahn | |
| DE19954083A1 (de) | Verfahren und Vorrichtung zum Beschichten einer laufenden Materialbahn, insbesondere aus Papier oder Karton | |
| EP0909356A1 (de) | Verfahren und vorrichtung zum beschichten einer laufenden materialbahn, insbesondere aus papier oder karton, mit flüssigem oder pastösem auftragsmedium, verfahren zur herstellung einer gestrichenen warenbahn | |
| DE1038515B (de) | Vorrichtung zum Schlichten von Faeden bzw. Fadenscharen | |
| DE19743246A1 (de) | Kombinations-Auftragsvorrichtung | |
| DE19960772A1 (de) | Auftragsverfahren | |
| DE102005027831A1 (de) | Beschichtungsverfahren | |
| DE102004062120A1 (de) | Verfahren und Vorrichtung zum Behandeln einer laufenden Papier-, Karton- oder anderen Faserstoffbahn | |
| DE3047137C2 (de) | ||
| DE102012205074A1 (de) | Vorrichtung zur Herstellung einer ein- oder beidseitig, ein- oder mehrfach beschichteten Faserstoffbahn |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT DE FI FR IT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20000828 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VOITH PAPER PATENT GMBH |
|
| AKX | Designation fees paid |
Free format text: AT DE FI FR IT SE |
|
| 17Q | First examination report despatched |
Effective date: 20040219 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20040630 |