EP0829319A2 - Schmiedemaschine - Google Patents
Schmiedemaschine Download PDFInfo
- Publication number
- EP0829319A2 EP0829319A2 EP97890186A EP97890186A EP0829319A2 EP 0829319 A2 EP0829319 A2 EP 0829319A2 EP 97890186 A EP97890186 A EP 97890186A EP 97890186 A EP97890186 A EP 97890186A EP 0829319 A2 EP0829319 A2 EP 0829319A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- forging
- housing
- machine according
- stroke position
- forging machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J9/00—Forging presses
- B21J9/10—Drives for forging presses
- B21J9/18—Drives for forging presses operated by making use of gearing mechanisms, e.g. levers, spindles, crankshafts, eccentrics, toggle-levers, rack bars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J7/00—Hammers; Forging machines with hammers or die jaws acting by impact
- B21J7/02—Special design or construction
- B21J7/14—Forging machines working with several hammers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B7/00—Presses characterised by a particular arrangement of the pressing members
- B30B7/04—Presses characterised by a particular arrangement of the pressing members wherein pressing is effected in different directions simultaneously or in turn
Definitions
- the invention relates to a forging machine with at least two against each other acting, longitudinally guided forging dies in a machine frame, the each have their own stroke drives and stroke position adjustment devices.
- the invention is therefore based on the object of a forging machine at the outset to create the type described, which is comparatively inexpensive, compact and robust construction due to its great adaptability to different Forging tasks.
- each forging stamp including the longitudinal guide and stroke position adjustment device and the associated stroke drive into one Forging unit are combined and arranged in their own housing, that swivels or slides in the machine frame and turns into Swivel or slide adjustment is supported on an actuator.
- These forging units enable a rational production of the forging machine by installing the prefabricated units in a fairly simple machine frame and the forging units own lifting drives can be expediently via common drive devices from drive connections and motors synchronously without difficulty operate.
- the forging units allow for their adjustability the adaptation of the forging machine to a wide range of forging, whereby there is a short, direct flow of force within each forging unit Forging process comes as there is no articulated connection between the drive and Forging stamp required.
- the adjustment of the forging units can be used for this targeted, either a specific setting of the forging tool or to specify the forging direction or the forging stroke of the punch Transverse movement superimposed, for example, a controllable tangential rolling effect to achieve during forging, with the actuator accordingly Swiveling or moving the forging units between or during the Forging strokes. Because in every forging unit the stroke drive and also the Stroke position adjustment device for the associated forging punch are integrated, can make certain changes in stroke frequency, stroke sequence and of course depending on the forging process, what the Carrying out various forging works and processes.
- the swivel axis or the sliding direction of the housing can be changed run perpendicular or parallel or at an angle to the forging axis so that for example, walking with a vertical axis or parallel direction or adapting the forging movement to continuous clamping head movements u. Like. can be achieved.
- An angular course in turn allows an adjustment the stamp movement to a continuous movement or a rotary movement of the Workpiece.
- the pivot axis or sliding direction of the housing runs
- the punch movement can not only run parallel or perpendicular to the forging axis be matched to a workpiece rotation, but it can be adjusted by suitable Angle of attack or displacement also include a forging with interlocking Carry out hammering with perfect forging conditions and / or also create a deliberate tangential rolling effect.
- the pivot axis of the housing coincides with the axis of a drive shaft of the linear actuator together, simple power transmission results in a simple design Support ratios. It is possible to mount the drive shaft in the Housing and common bearing bushes for storing the housing in the machine frame insert the inside of the eccentric shaft and outside in suitable storage locations of the wall plates of the machine frame.
- a particularly expedient construction of the invention results when as the drive shaft an eccentric shaft is provided with a sliding block rotatably seated on the eccentric is that cooperates mechanically with the forging punch designed as a connecting rod, the forging stamp consisting of two parts, one on the sliding block side Upper part and a lower part on the tool side, which lower part consists of the Stroke adjustment device is arranged axially adjustable relative to the upper part.
- the forging unit an eccentrically driven forged connecting rod with all of its Advantages are used, whereby the connection between sliding block and forging stamp a common positive connection by means of a link guide, but also a purely frictional connection, as illustrated for example in EP 0 667 197 A. is selected.
- the result is a very compact, space-saving Construction of the linear actuator, which is ideal for housing in the housing Forging unit is suitable. Only the two need to adjust the stroke position Stamp parts to be adjusted relative to each other, which is achieved in different ways can be.
- a purely mechanical construction results if the housing is guided in a rotationally fixed manner
- the lower part is screw-connected to the upper part, which is rotatably guided in the housing and the stroke position adjustment device is a rotary drive assigned to the upper part comprises a gearbox with a non-rotatable but axially displaceable on the upper part seated and rotatable in the housing, but axially immovable mounted ring gear has, whereby a screwing of the upper and lower part even during Forging process involves a stroke position adjustment.
- a mechanical-hydraulic solution results from the fact that the non-positive Connection of the upper part and lower part of the lower part with the interposition of a hydraulic cushion can be pressurized against the upper part by means of a compression spring and the Hydraulic cushion with a hydraulic medium supply device as a stroke position adjustment device is in line connection.
- the hydraulic cushion influence the axial distance between the upper and lower part and thus the Make the necessary stroke position adjustment.
- the housing has extremely short cable connections and simple hydraulic systems can be used.
- Compression spring in particular a hydraulic compression spring, at the same time for a corresponding one non-positive connection between the upper part and lower part as if necessary between top and sliding block.
- the upper part and Lower part of the forging punch in a cylinder inserted in the housing of both Sides coaxially and the hydraulic cushion is inside the cylinder between the upper and bottom part formed.
- a forging unit with a hydraulic one is created in the smallest of spaces Stroke adjustment device, which in addition to the stroke position adjustment too a simple overload protection by overload valves u.
- the hydraulic cushion allowed to install.
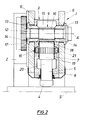
- a forging machine 1 has four forging units used in a machine frame 2 3 with counteracting and forging tools 4 carrying Forging punches 5, the forging units 3 being offset from one another by 90 ° are arranged between end wall panels 6 of the machine frame 2 and determine a common forging level.
- Each forging unit 3 consists of a housing 7, the longitudinal guides 8 for the Forging stamp 5 and in which also a forging stamp 5 assigned Lift drive 9 and a stroke position adjustment device 10 are accommodated.
- the housing 7 is pivotable in the end wall plates 6 of the machine frame 2 stored and in a manner not shown, also on the machine frame 2 supporting actuator 11 articulated for swivel adjustment.
- the pivot axis A of the housing 7 coincides with the axis of an eccentric shaft 12 of the linear drive 9 together, so that the entire forging unit 3 and thus also the forging stamp 5 pivoted in its direction of action about the eccentric shaft axis and thus the effective direction can be changed relative to the forging axis S, both to set the direction of action for the forging process and to overlay the Forging stroke with a swivel movement.
- the eccentric shaft 12 of the linear drive 9 is mounted in bearing bushes 13, which at the same time serve to store the housing 7 and in the corresponding storage locations 14 of the end wall panels 6 are used. Is mounted on the eccentric 15 of the eccentric shaft 12 rotatable a sliding block 16, which rotates the eccentric shaft in one stroke allowed to convert.
- the eccentric shaft 12 is only indicated, one Flywheel receiving drive gear 17 connected to synchronous Rotary drive of all forging units in a shared drive device only indicated G of the forging machine 1 is involved.
- the forging punch 5 consists of a sliding block side Upper part and a lower part on the tool side, the lower part via the stroke position adjustment device 10 is axially adjustable relative to the upper part.
- the forging punch 5 one with its end face 18 as a sliding surface with the sliding block 16 non-positively cooperating upper part 19 and a lower part screwable into the upper part 19 20, with the upper part 19 rotatable in the housing 7 and the lower part 20 non-rotatable are led.
- the stroke position adjustment device 10 comprises a toothed ring 21, which sits on the rotatable upper stamp part 19 in a rotationally fixed but displaceable manner and with an actuator 22 is in drive connection, so that a rotation of the ring gear 21 a stroke position adjustment of the lower part caused by the screw adjustment 20 brings with it.
- Compression springs 23 oppose the forging punch 5 to the direction of action, so that the frictional connection between sliding block 16 and Stamp 5 is ensured.
- upper part 24 and lower part 25 of the Forging punch 5 non-positively with the interposition of a hydraulic cushion 26 with each other connected, the lower part 25 in opposite directions via a hydraulic compression spring 27 is pressurized to the effective direction of the stamp 5, on the one hand the To ensure frictional connection between the forging stamp parts 24, 25 and on the other hand for the non-positive connection between sliding block 16 and the associated one To provide sliding surface 28 of the upper part 24.
- the forging unit 3 can Actuator 11 can be pivoted about the pivot axis A in order, as indicated in FIG. 1, radially forged or, as indicated in Fig. 3, by a corresponding Swivel adjustment of the forging stamp 5 with radially offset forging interlocking forging tools 4 or to allow Forging stroke to overlay a rolling movement.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Presses And Accessory Devices Thereof (AREA)
- Control Of Presses (AREA)
- Press Drives And Press Lines (AREA)
Abstract
Description
- Fig. 1 und 2
- einen Teil einer erfindungsgemäßen Schmiedemaschine in einem schematischen Querschnitt bzw. im Axialschnitt und die
- Fig. 3
- ein anderes Ausführungsbeispiel einer erfindungsgemäßen Schmiedemaschine ebenfalls im schematischen Querschnitt.
Claims (8)
- Schmiedemaschine (1) mit wenigstens zwei gegeneinander wirkenden, in einem Maschinengestell (2) längsgeführten Schmiedestempeln (5), die jeweils eigene Hubantriebe (9) und Hublagenverstelleinrichtungen (10) aufweisen, dadurch gekennzeichnet, daß jeder Schmiedestempel (5) samt Längsführung (8) und Hublagenverstelleinrichtung (10) und der zugehörige Hubantrieb (9) zu einer Schmiedeeinheit (3) zusammengefaßt und in einem eigenen Gehäuse (7) angeordnet sind, das im Maschinengestell (2) verschwenkbar oder verschiebbar lagert und sich zum Schwenk- oder Schiebeverstellen an einem Stelltrieb (11) abstützt.
- Schmiedemaschine nach Anspruch 1, dadurch gekennzeichnet, daß die Schwenkachse (A) des Gehäuses (7) parallel oder die Schieberichtung des Gehäuses senkrecht zur Schmiedeachse (S) verläuft.
- Schmiedemaschine nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Schwenkachse (A) des Gehäuses (7) mit der Achse einer Antriebswelle (12) des Hubantriebes (9) zusammenfällt.
- Schmiedemaschine nach Anspruch 3, dadurch gekennzeichnet, daß zur Lagerung der Antriebswelle (12) im Gehäuse (7) und zur Lagerung des Gehäuses (7) im Maschinengestell (2) gemeinsame Lagerbüchsen (13) eingesetzt sind.
- Schmiedemaschine nach Anspruch 3 oder 4, dadurch gekennzeichnet, daß als Antriebswelle eine Exzenterwelle (12) mit einem drehbar am Exzenter (15) sitzenden Gleitstein (16) vorgesehen ist, der mit dem als Pleuel ausgebildeten Schmiedestempel (5) mechanisch zusammenwirkt, wobei der Schmiedestempel (5) aus zwei Teilen, einem gleitsteinseitigen Oberteil (19, 24) und einem werkzeugseitigen Unterteil (20, 25), besteht, welcher Unterteil (20, 25) über die Hublagenverstelleinrichtung (10) relativ zum Oberteil (19, 24) axial verstellbar angeordnet ist.
- Schmiedemaschine nach Anspruch 5, dadurch gekennzeichnet, daß der im Gehäuse (7) drehfest geführte Unterteil (20) mit dem im Gehäuse (7) verdrehbar geführten Oberteil (19) schraubverstellbar verbunden ist und die Hublagenverstelleinrichtung (10) einen dem Oberteil (19) zugeordneten Drehantrieb (22) umfaßt, der ein Getriebe mit einem am Oberteil (19) drehfest, aber axial verschiebbar sitzenden und im Gehäuse (7) verdrehbar, aber axial unverschiebbar gelagerten Zahnkranz (21) aufweist.
- Schmiedemaschine nach Anspruch 5, dadurch gekennzeichnet, daß zur kraftschlüssigen Verbindung von Oberteil (24) und Unterteil (25) der Unterteil (25) unter Zwischenlage eines Hydraulikpolsters (26) gegen den Oberteil (24) mittels einer Druckfeder (27) druckbeaufschlagbar ist und der Hydraulikpolster (26) mit einer Hydraulikmittelversorgungseinrichtung (30) als Hublagenverstelleinrichtung (10) in Leitungsverbindung steht.
- Schmiedemaschine nach Anspruch 7, dadurch gekennzeichnet, daß Oberteil (24) und Unterteil (25) des Schmiedestempels (5) in einen im Gehäuse (7) eingesetzten Zylinder (29) von beiden Seiten koaxial eingreifen und der Hydraulikpolster (26) innerhalb des Zylinders (29) zwischen Ober- und Unterteil (24, 25) gebildet ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT163996 | 1996-09-17 | ||
| AT0163996A AT404441B (de) | 1996-09-17 | 1996-09-17 | Schmiedemaschine |
| AT1639/96 | 1996-09-17 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0829319A2 true EP0829319A2 (de) | 1998-03-18 |
| EP0829319A3 EP0829319A3 (de) | 2000-06-07 |
| EP0829319B1 EP0829319B1 (de) | 2002-07-17 |
Family
ID=3517769
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97890186A Expired - Lifetime EP0829319B1 (de) | 1996-09-17 | 1997-09-16 | Schmiedemaschine |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5894755A (de) |
| EP (1) | EP0829319B1 (de) |
| JP (1) | JP3398023B2 (de) |
| AT (1) | AT404441B (de) |
| DE (1) | DE59707715D1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0993888A2 (de) * | 1998-10-13 | 2000-04-19 | GFM Beteiligungs- und Management GmbH & Co KG | Schmiedemaschine |
| EP3104992B1 (de) | 2014-02-10 | 2018-04-04 | Danieli & C. Officine Meccaniche S.p.A. | Schmiedemaschine und -verfahren |
| CN112589032A (zh) * | 2020-11-19 | 2021-04-02 | 宁波职业技术学院 | 一种汽车弯折臂的卡件锻造设备 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT407618B (de) * | 1998-12-07 | 2001-05-25 | Gfm Beteiligungs & Man Gmbh | Rundknetmaschine |
| JP4170661B2 (ja) * | 2002-04-26 | 2008-10-22 | アイダエンジニアリング株式会社 | 機械プレス |
| AT10310U1 (de) * | 2007-10-01 | 2009-01-15 | Hirsch Armbaender | Schliesse für ein armband |
| US20120222463A1 (en) * | 2011-03-04 | 2012-09-06 | Kennametal Inc. | Method for manufacturing an insert pocket of a cutter body |
| CN102728757B (zh) * | 2012-05-30 | 2014-08-20 | 上海交通大学 | 一种用于径向锻造机上成形复杂长轴类锻件的锤锻装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1908362A1 (de) * | 1969-02-20 | 1970-09-10 | Sack Gmbh Maschf | Schmiedemaschine mit verstellbaren Schmiedesaetteln |
| EP0236589A2 (de) * | 1986-03-08 | 1987-09-16 | Pahnke Engineering GmbH & Co. KG | Hydraulisch angetriebene Schmiedemaschine |
| US4796456A (en) * | 1986-01-02 | 1989-01-10 | Sms Hasenclever Maschinenfabrik Gmbh | Forging machine |
| US5205148A (en) * | 1990-11-03 | 1993-04-27 | Sms Schloemann-Siemag Aktiengesellschaft | Upsetting press for reducing the width of slabs in hot-rolled wide strip breaking-down trains |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT235113B (de) * | 1963-05-20 | 1964-08-10 | Ges Fertigungstechnik & Maschb | Schmiedemaschine |
| AT276009B (de) * | 1968-05-03 | 1969-11-10 | Ges Fertigungstechnik & Maschb | Vorrichtung zum Durchlaufstreckschmieden |
| DE2159461C3 (de) * | 1971-12-01 | 1975-07-17 | Maschinenfabrik Sack Gmbh, 4000 Duesseldorf | Schmiedemaschine |
| DE2207717C3 (de) * | 1972-02-18 | 1975-10-16 | Maschinenfabrik Sack Gmbh, 4000 Duesseldorf | Steuereinrichtung mit hydraulischer Gleichlaufsteuerung für Schmiedemaschinen |
| US3837209A (en) * | 1972-12-04 | 1974-09-24 | R Siegfried | Forging machine |
| AT325922B (de) * | 1974-04-01 | 1975-11-10 | Gfm Fertigungstechnik | Schmiedemaschine zum rundschmieden strang- bzw. stangenförmiger werkstücke |
| US4148209A (en) * | 1978-04-07 | 1979-04-10 | Kawasaki Yukoh Kabushiki Kaisha | Forging press |
| SU889253A1 (ru) * | 1980-04-18 | 1981-12-15 | Экспериментальный научно-исследовательский институт кузнечно-прессового машиностроения | Радиально-обжимна машина |
| DE3800220C1 (de) * | 1988-01-07 | 1989-02-02 | Pahnke Engineering Gmbh & Co Kg, 4000 Duesseldorf, De | |
| EP0667197B1 (de) * | 1994-01-18 | 1997-10-08 | GFM Gesellschaft für Fertigungstechnik und Maschinenbau Aktiengesellschaft | Schmiedemaschine |
-
1996
- 1996-09-17 AT AT0163996A patent/AT404441B/de not_active IP Right Cessation
-
1997
- 1997-09-16 US US08/931,641 patent/US5894755A/en not_active Expired - Lifetime
- 1997-09-16 DE DE59707715T patent/DE59707715D1/de not_active Expired - Lifetime
- 1997-09-16 EP EP97890186A patent/EP0829319B1/de not_active Expired - Lifetime
- 1997-09-17 JP JP25194297A patent/JP3398023B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1908362A1 (de) * | 1969-02-20 | 1970-09-10 | Sack Gmbh Maschf | Schmiedemaschine mit verstellbaren Schmiedesaetteln |
| US4796456A (en) * | 1986-01-02 | 1989-01-10 | Sms Hasenclever Maschinenfabrik Gmbh | Forging machine |
| EP0236589A2 (de) * | 1986-03-08 | 1987-09-16 | Pahnke Engineering GmbH & Co. KG | Hydraulisch angetriebene Schmiedemaschine |
| US5205148A (en) * | 1990-11-03 | 1993-04-27 | Sms Schloemann-Siemag Aktiengesellschaft | Upsetting press for reducing the width of slabs in hot-rolled wide strip breaking-down trains |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0993888A2 (de) * | 1998-10-13 | 2000-04-19 | GFM Beteiligungs- und Management GmbH & Co KG | Schmiedemaschine |
| EP0993888A3 (de) * | 1998-10-13 | 2001-05-30 | GFM Beteiligungs- und Management GmbH & Co KG | Schmiedemaschine |
| EP3104992B1 (de) | 2014-02-10 | 2018-04-04 | Danieli & C. Officine Meccaniche S.p.A. | Schmiedemaschine und -verfahren |
| CN112589032A (zh) * | 2020-11-19 | 2021-04-02 | 宁波职业技术学院 | 一种汽车弯折臂的卡件锻造设备 |
| CN112589032B (zh) * | 2020-11-19 | 2022-08-23 | 宁波职业技术学院 | 一种汽车弯折臂的卡件锻造设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| US5894755A (en) | 1999-04-20 |
| JP3398023B2 (ja) | 2003-04-21 |
| ATA163996A (de) | 1998-04-15 |
| JPH10113741A (ja) | 1998-05-06 |
| AT404441B (de) | 1998-11-25 |
| DE59707715D1 (de) | 2002-08-22 |
| EP0829319A3 (de) | 2000-06-07 |
| EP0829319B1 (de) | 2002-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2032309C3 (de) | Rundschalttisch für eine Werkzeugmaschine | |
| EP0667197B1 (de) | Schmiedemaschine | |
| WO2010017806A1 (de) | Stossaggregat mit exzenterkurbel | |
| DE3000532C2 (de) | Antriebseinrichtung für Biegeschlitten von Stanz-Biegeautomaten | |
| EP0829319B1 (de) | Schmiedemaschine | |
| DE3843307C2 (de) | Revolverstanzpresse | |
| DE19527507C1 (de) | Werkstückspannvorrichtung für eine Werkzeugmaschine für die Mehrseitenbearbeitung von Werkstücken | |
| EP0594103A1 (de) | Innenräummaschine, insbesondere Senkrecht-Innenräummaschine | |
| DE1948119C3 (de) | Teileinrichtung an einer Maschine zum Abschrägen von Stirnkanten an Kegelritzeln | |
| DE202006009857U1 (de) | Presse, Stanz- oder Umformautomat | |
| DE2731793C3 (de) | Vorrichtung zum spanabhebenden Bearbeiten der Zahnenden an Zahnrädern | |
| AT393293B (de) | Verfahren zum drehbohren und drehbohrvorrichtung | |
| DE2916272A1 (de) | Stanzmaschine | |
| EP1878550B1 (de) | Spindeleinheit für ein mehrspindeliges Bohraggregat | |
| DE68908410T2 (de) | Revolver für werkzeugmaschinen. | |
| DE7807497U1 (de) | Justier- und ueberlastungsschutz-vorrichtung fuer eine presse | |
| EP3209448B1 (de) | Bearbeitungsanlage mit einer vorrichtung zur ausbildung eines gewindes in einem werkstück | |
| AT406648B (de) | Schmiedemaschine | |
| EP1870230A1 (de) | Presse, Stanz- oder Umformautomat | |
| DE2850193A1 (de) | Verbesserung am werkstuecktisch von schleifmaschinen | |
| DD291507A5 (de) | Vorrichtung zum verstellen der falzklappen eines falzklappenzylinders | |
| DE3112810C2 (de) | ||
| DE3738217C2 (de) | Schmiedemaschine | |
| EP1582337A1 (de) | Presse, stanz- oder umformautomat | |
| DE3209982A1 (de) | Zustelleinrichtung fuer die schleifbearbeitung von planen oder sphaerischen flaechen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 20000620 |
|
| AKX | Designation fees paid |
Free format text: DE FR GB IT SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 20011221 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 59707715 Country of ref document: DE Date of ref document: 20020822 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020814 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030422 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20150925 Year of fee payment: 19 Ref country code: DE Payment date: 20150827 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150929 Year of fee payment: 19 Ref country code: SE Payment date: 20150911 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20150918 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59707715 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160917 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160916 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160916 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170401 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160916 |